
Abstract
Greige jute fabric was scoured and bleached to produce white absorbent jute fabric dyeable with natural annatto dye extract. Extraction of natural dye and application to jute fabric is found to be optimal in alkaline medium. Mordants like myrobolan, pomegranate, and ferrous sulfate had their inherent color, whereas potash alum was colorless. Mordanting improved the color yield, compared to control fabric, when dyeing with natural annatto dye extract under alkaline conditions. Double mordanting using myrobolan and ferrous sulfate produced optimal color yield. In all cases, post-mordanting with chemical mordants resulted in higher color yield and fastness properties. Two-step dyeing following both direct and acid dyeing methods produced the best color yield and fastness properties.
Keywords
Introduction
Golden fiber jute is lignocellulosic in nature. It is an annual renewable resource and cultivated mainly in the eastern parts of India, Bangladesh, Mynamar, and Nepal. It is very strong—its major components are cellulose, hemicelluloses, and lignin. This fiber is conventionally used for making hessians and sackings used as packaging materials. About 25% of jute fibers are used for making value added and diversified products like furnishing, upholstery, technical textiles, and to some extent as fashion garments.
Chemical processing of jute and its coloration is important for improvement in the look and feel of jute products. The cellulosic constituent of jute fiber, which is about 62% of its weight, is the dyeable component of jute fiber substrate. Dyes suitable for coloration of cellulosic fibers have been used for jute processing and different shades have been developed for its use in diversified applications. 16 However, synthetic dyes contribute to pollution problems from production to application, and during dyed product use. Therefore, an effort has been made to replace synthetic dyes with natural dyes for dyeing cotton, coir, and several other fibers.7,8
A detailed review is available in the literature on dyeing cellulosic fibers with natural dyes; only limited work has been done on lignocellulosic fibers.9,10 Natural dye use has limitations including availability, color yield, reproducibility of shade, and technical problems such as shade, nonstandardized production and dyeing methods, inadequate fastness properties, and so forth. 11 Therefore, there is an ample scope for further work to standardized natural dyeing processes. The advantages of natural dye use include having a renewable source, but lots of creativity is required to use these dyes judiciously.
For cotton fiber, dyeing with natural dyes is a very old practice—literature is available containing different sources of natural dyes (e.g., vegetable, animal, and mineral) as well as their application method.12,13 For jute fiber, only some sporadic and limited work has been done.14–18
In the present work, an attempt has been made to apply natural annatto dye extract on jute fiber using all possible methods of application such as pre-, post- and meta-mordanting to standardize the process. Annatto dye is a very popular natural dye.
Experimental
Materials
Substrate
A plain weave, greige jute fabric was used with warp, 60 ends/dm (count, 260 tex); weft, 52 ends /dm (count, 256 tex), and fabric mass, 250 g/m2 at 65% relative humidity and 27 °C.
Chemicals
The following analytical grade chemicals of were used: hydrogen peroxide (30%), trisodium phosphate, sodium carbonate, acetic acid, sodium silicate, Ultravon JU (non-ionic surface active agent), and hydrochloric acid. (Merck Specialities Pvt. Ltd.)
Mordants
Two types of mordants were used in the experiment. Bio-mordants used were myrobolan
Dye
The annatto plant
Methods
Scouring
Greige jute fabrics were scoured with sodium hydroxide (4% owf) and non-ionic surface active agent (2 g/L) at boil, keeping the liquor ratio (LR) at 1:20. After scouring, the fabric was washed thoroughly in hot water and cold water in succession, and neutralized with acetic acid (2 mL/L) followed by the usual cold washing.
Bleaching
Bleaching of scoured jute fabrics was performed in a closed vessel for 90 min at 80-85 °C, keeping the LR at 1:20 with hydrogen peroxide (2 vol.), trisodium phosphate (5 g/L), Ultravon JU (2 mL/L), sodium hydroxide (1 g/L), and sodium silicate (10 g/L). The bath pH was maintained at 10. After bleaching, the fabrics were washed thoroughly in cold water, neutralized with acetic acid (2 mL/L), washed again in cold water, and finally dried.
Mordanting
Myrobolan
Myrobolan powder (20% owf) was soaked in water (LR was 1:10) overnight (12 h) at room temperature (RT) to obtain swelled myrobolan gel. This gel was then mixed with water to give an LR of 1:20 and heated at 80 °C for 30 min. This solution was then cooled and filtered in a 60-mesh nylon cloth. The filtrate was used as the final mordanting solution at a LR of 1:20. Bleached or dyed jute fabric was then treated with myrobolan solution initially at 40-50 °C, and the temperature was then raised to 80 °C. Mordanting continued for 30 min. The fabric was then dried without washing to prepare for subsequent dyeing or for second mordanting in case of pre-mordanting. For post-mordanting and meta-mordanting, the dyed and mordanted fabric was washed thoroughly, soaped at 50 °C for 15 min, and washed again.
Pomegranate
Pomegranate powder (5% owf) was soaked in water for 16 h. An extraction time of 2 h was sufficient to extract coloring matter for an LR of 1:10. The yield of color from the pomegranate rind was greater in basic medium. The extract obtained at neutral or acidic pH was turbid, whereas that obtained at alkaline pH was clear in appearance. Therefore, a basic medium was considered best for extraction. Sodium carbonate buffer (pH 10) was selected as an extraction medium. The extraction temperature was 80 °C. For mordanting, jute fabric was treated in the extracted solution for 1 h at 80 °C. The fabric was dried without washing for pre-mordanting, but the fabric was washed and soaped prior to post- and meta-mordanting.
Ferrous Sulfate
Bleached or dyed jute fabrics were mordanted separately with hydrated ferrous sulfate (2% owf) at a temperature of 80 °C for 30 min, keeping the LR at 1:20 depending on the mordanting method. Mordaned jute fabrics were dried without washing for pre-mordanting, while the fabric was washed and soaped prior to post- and meta-mordanting.
Potash Alum
Bleached or dyed jute fabrics were mordanted separately with potash alum (10% owf) at a temperature of 80 °C for 30 min, keeping the LR at 1:20 depending on the mordanting method. The mordanted jute fabrics were dried without washing for pre-mordanting, while the fabric was washed and soaped prior to post- and meta-mordanting.
Natural Dye Extraction
The annatto seeds (10 g) were soaked in water overnight at three different pH conditions: neutral, alkaline (10 g/L sodium carbonate), and acidic (10 mL/L hydrochloric acid). After soaking, the dye solution was boiled for 1 h. The bath was cooled and the solution recovered by straining for subsequent use as the annatto dye extract used in dyeing.
Single-step Dyeing
Without Mordanting
Annatto (30% owf) seeds (10 g, obtained from local market) were soaked in water (100 mL) overnight along with 10 g/L sodium carbonate using a 1:10 LR. The solution was boiled for 1 h and then filtered using a nylon cloth. Water was added to the extracted solution to adjust the LR to 1:20. Bleached jute fabric was added to the dyebath containing Glaubers salt (10 g/L), and dyeing continued for 90 min at 80-85 °C. After dyeing, the fabrics were washed thoroughly in cold water, soaped with 2 mL/L non-ionic surface active agent at 50 °C for 30 min, followed by the usual washing and drying.
Pre-mordanting
Bleached jute fabrics were subjected to single mordanting with bio-mordants (myrobolan or pomegranate rind) and chemical mordants (ferrous sulfate or potash alum) separately or double mordanting with bio-mordants followed by chemical mordants, fabric squeezing, and drying. The fabric was used for dyeing as mentioned above without intermediate washing.
Post-mordanting
For single mordanting, bleached jute fabrics were first dyed with natural annatto dye extract following the method mentioned above, then mordanting was carried out using two chemical mordants (2% owf ferrous sulfate and 10% owf potash alum) and two bio-mordants (20% owf myrobolan and 5% owf pomegranate). Then samples were washed, soaped, and dried in air. In case of double mordanting, bleached jute fabrics were first bio-mordanted with myrobolan (20% owf) or pomegranate rind (5% owf). The bio-mordanted jute fabrics were dyed with natural annatto dye extract following process mentioned above. These dyed jute fabrics were further mordanted with chemical mordants to produce post-mordanted jute fabric using double mordants.
Meta-mordanting
Extraction of annatto (30% owf) was completed and the dyebath was prepared. The dyebath contained natural dye, Glaubers salt (10 g/L), and ferrous sulfate (2% owf) or potash alum (10% owf). Bleached jute fabric was added to the dyebath and dyeing was carried out for 90 min at 80-85 °C. After dyeing, washing, soaping, and washing were done. To produce double mordanted jute fabric, bleached jute fabrics were first bio-mordanted with both myrobolan and pomegranate rind. These bio-mordanted jute fabrics were added into the dyebath described above.
Alkaline and Acidic Two-step Dyeing
Without Mordanting
Annatto (30% owf) seeds were soaked in water overnight along with 10 g/L sodium carbonate using a 1:10 LR. The solution was then boiled for 1 h and then filtered using nylon cloth. Water was added to the extracted solution to adjust the LR to 1:20. Bleached jute fabric was added in the dyebath containing Glaubers salt (10 g/L) and dyeing was continued for 45 min at 80-85 °C. The temperature was brought down to 50 °C and acetic acid (1 mL/L) was added to bring down the pH from 9-10 to 5. The temperature was then raised to 80- 85 °C and dyeing was continued for another 45 min. After dyeing, the dyed fabrics were washed thoroughly in cold water, soaped with 2 ml/L non-ionic surface active agent at 50 °C for 30 min, and then followed by the usual washing and drying.
For two-step dyeing, pre-mordanting, post-mordanting, and meta-mordanting were carried out as per the previous method.
Properties Determinations
Whiteness, Yellowness, and Brightness Indices
The whiteness index (Hunter scale), yellowness index (ASTM D1925 scale), and brightness index (TAPPI 452 scale of grey), for scoured and scoured-bleached jute fabric samples were measured by the Spectrascan 5100 (Premier Colorscan Instruments Pvt. Ltd.) computerized color-matching system with the relevant software.
Dyeing Evaluation
Dyeing evaluation was done by determination of

Washfastness
All natural color dyed fabric samples were subjected to a washfastness test 4 in a Launder-O-Meter as per IS: 3361-1979 (Bureau of Indian Standards, 1982). The washfastness rating of all dyed fabric samples was evaluated on a Spectrascan 5100.
Lightfastness
Assessment of lightfastness was done using a 1-8 scale against standard blue wool reference following IS:2454-1967 (Bureau of Indian Standards, 1982).
Bending Length, Flexural Rigidity, and Bending Modulus
Bending length, flexural rigidity, and bending modulus of greige, scoured, scoured-bleached, and all natural color dyed jute fabric samples were determined as per IS: 6490-1971 (Bureau of Indian Standards, 1982) using a stiffness tester (Prolific Engineers).
Tensile Properties
A HEICO Tensile Testing Machine was used for evaluation of tensile properties 6 of greige, scoured, scoured-bleached, and natural color dyed jute fabric samples using the one-inch Cut Strip Test Method (ASTM D1682-1975). The fabric specimen was gripped between two pneumatic jaws of the tensile tester (gauge length of 7.5 cm). A continually increasing load was applied longitudinally to the fabric specimen by moving the upper jaw at an x-head speed of 5 cm/min until the fabric specimen broke. Breaking load and elongation were determined. Tenacity (Eq. 2) and extension (%, Eq. 3) at break were then calculated.


An average of 10 readings, in both warp and weft directions, was taken to represent the tensile properties of the fabric.
Results and Discussion
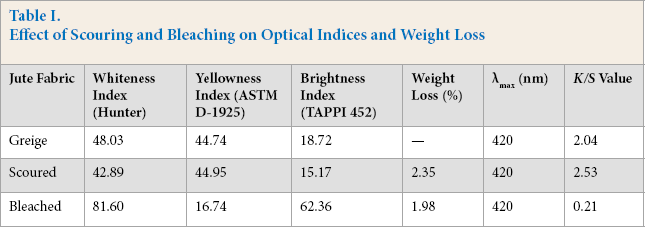
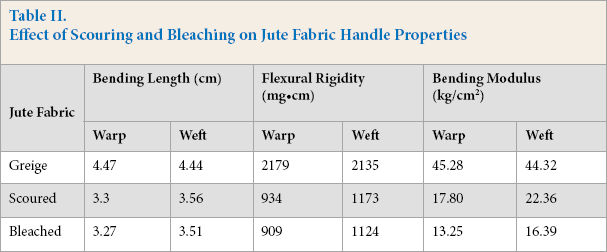
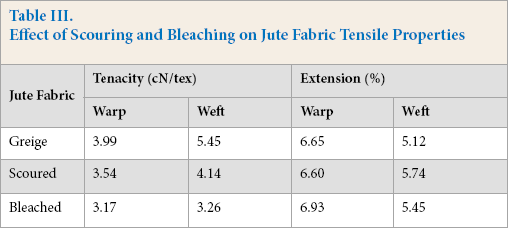
Greige jute fabric (66 ends/dm (260 tex), 52 picks/dm (256 tex), 250 g/m2 fabric mass) was scoured using alkali (2% owf NaOH) and subsequently bleached by the conventional hot hydrogen peroxide bleaching process. Optical and physical properties of greige, scoured, and bleached jute fabrics were evaluated and tabulated in Tables I–III.
Effect of Scouring and Bleaching on Optical Indices and Weight Loss
Effect of Scouring and Bleaching on Jute Fabric Handle Properties
Effect of Scouring and Bleaching on Jute Fabric Tensile Properties
Scouring made the fabric darker with reduction in whiteness and brightness, but the fabric became cleaner and absorbent (Table I). There was a substantial improvement in whiteness and brightness with reduction of yellowness after conventional bleaching.
Analysis of Tables II and III revealed that there was a reduction of fabric bending length after scouring and bleaching indicating a fabric softness improvement, and thereby, an improvement in draping qualities. Chemical processing led to weight reduction and loss of fabric tensile properties. After scouring and bleaching, the fabric lost its tenacity in both warp and weft directions.
After jute fabric scouring and bleaching, the fabrics were subjected to mordanting using different chemical mordants and bio-mordants. Bleached jute fabrics were treated with ferrous sulfate (2% owf), potash alum (10% owf), myrobolan (20% owf) and pomegranate (5% owf). Optical properties of mordanted samples are given in Table IV.
Effect of Single Mordanting on Jute Fabric Optical Properties
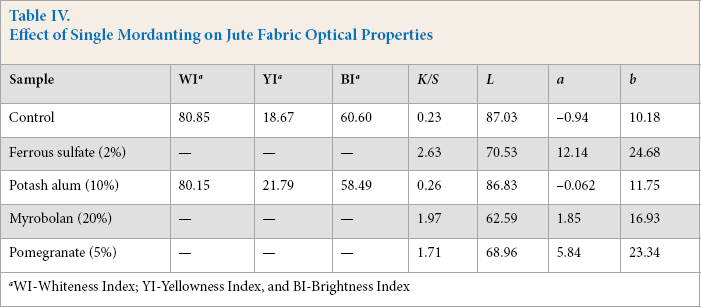
WI-Whiteness Index; YI-Yellowness Index, and BI-Brightness Index
Due to the inherent color of ferrous sulfate, the fabric became darker and the K/S value increased. Potash alum is colorless, so application of this salt did not increase the K/S value of the fabric. Both myrobolan and pomegranate had their own light yellow color, so application of these bio-mordants increased
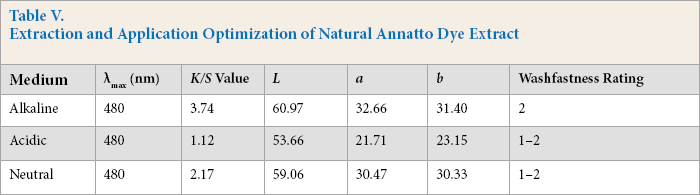
To determine application conditions for dyeing bleached jute fabric using the natural annatto dye extract, bleached jute fabrics were dyed in three different dye solutions and dyed fabrics were evaluated for optical properties and washfastness. The results are given in Table V. Dyeing of bleached jute fabric in an alkaline dyebath produced the maximal
Extraction and Application Optimization of Natural Annatto Dye Extract
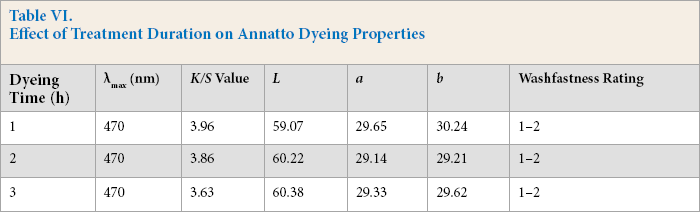
Bleached jute fabric was dyed with natural annatto dye extract for various durations at alkaline pH and the result was given in Table VI. Duration of the dyeing time was optimized at 1 h, which produced the maximum color yield.
Effect of Treatment Duration on Annatto Dyeing Properties
Annatto dye behaved like a direct or substantive dye type in alkaline or neutral media, and as an acid dye in acidic medium. Therefore, annatto dyeing of bleached jute fabric was carried out in two ways:
Single step process: dyeing was carried out following the direct dyeing method.
Two-step process: direct dyeing method was performed in the 1st step and acid dyeing method in the 2nd step.
Ferrous sulfate and potash alum was applied before, after, or during dyeing of bleached jute fabric using annatto dye extract for improvement of dye uptake and fastness characteristics. Optical properties of all the dyed fabrics were evaluated and tabulated in Table VII. Fabric mordanting resulted in improvement of color yield and washfastness (Table VII). Among all mordanting processes, post-mordanting produced the maximum color yield, lightfastness, and washfastness.
Single-step Dyeing of Jute Fabric Using Various Mordanting Methods
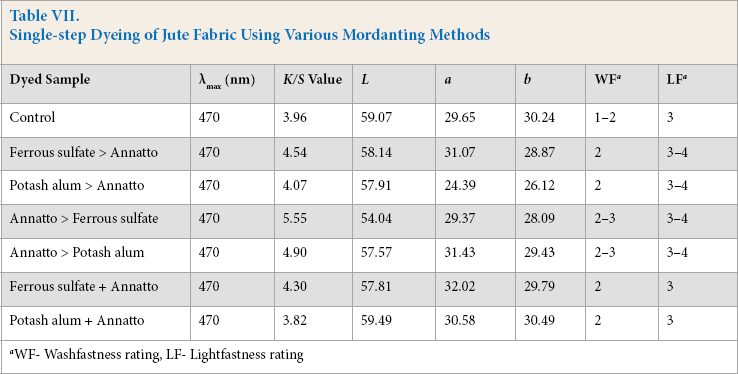
WF- Washfastness rating, LF- Lightfastness rating
Bleached jute fabric was treated with two bio-mordants (pomegranate and myrobolan) as pretreatments to the dyeing process to improve the affinity of the natural annatto dye to jute fabrics. Both pre-mordanting and post-mordanting was done. All dyed fabrics were evaluated for color yield and fastness properties and tabulated in Table VIII.
Single-step Dyeing of Jute Fabric Using Double Mordanting Methods
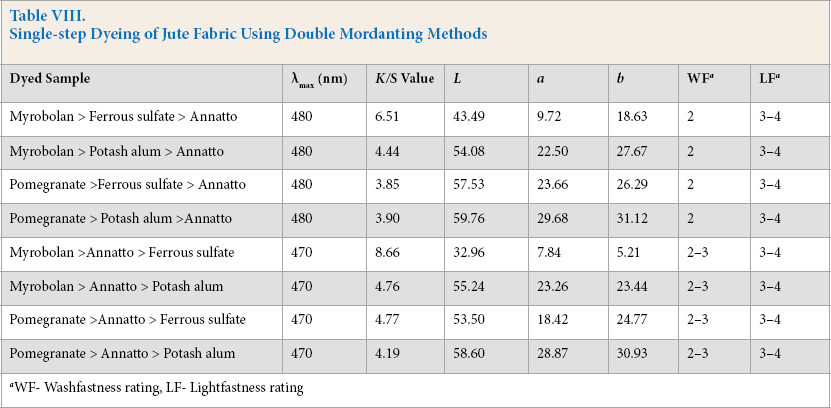
WF- Washfastness rating, LF- Lightfastness rating
There was a substantial improvement of fabric color yield after double mordanting with myrobolan and ferrous sulfate. Pomegranate treatment did not produce any additional improvement in color yield or fastness properties when compared to that of the sample produced by the single mordanting method. Post-mordanting of bio-mordanted jute fabric produced better dyed fabric.
In the two-step method of dyeing bleached jute fabric with annatto dye extract, the first step was direct dyeing for dye absorption on the fabric and the second step was dyeing under acid dye conditions for making ionic bonds with the fiber. Chemical mordants were applied before dyeing, after dyeing, and during dyeing for improvement of dye uptake and fastness properties. The dyed samples were evaluated for optical properties and the results given in Table IX.
A large number of shades were produced by changing the mordants and by following different mordanting methods (Table IX).
Two-step Dyeing of Jute Fabric Using Various Mordanting Methods
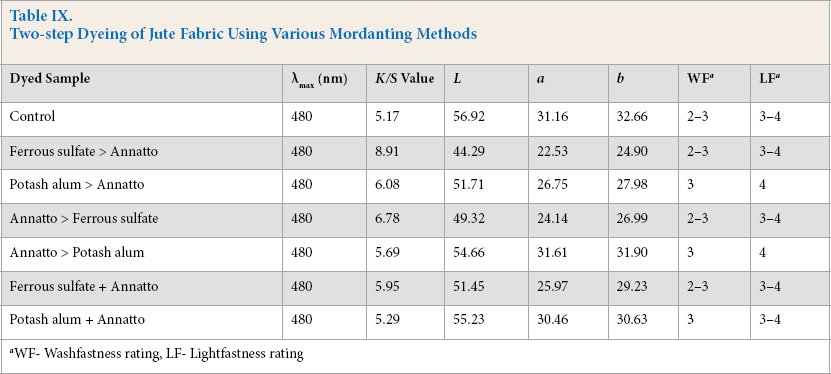
WF- Washfastness rating, LF- Lightfastness rating
For double mordanting, bleached jute fabric was treated with bio-mordants and then bio-mordanted bleached jute fabric was dyed with annatto dye extract using pre-mordanting and post-mordanting methods. All dyed samples were evaluated for optical properties and tabulated in Table X. Double mordanting produced a variety of shades. Double mordanting using myrobolan and ferrous sulfate produced the maximum color yield. Bio-mordanting followed by pre-mordanting of dyeing using the natural annatto dye and chemical mordant produced an improved color yield as compared to that produced by the post-mordanting process.
Two-step Dyeing of Jute Fabric Using Double Mordanting Methods
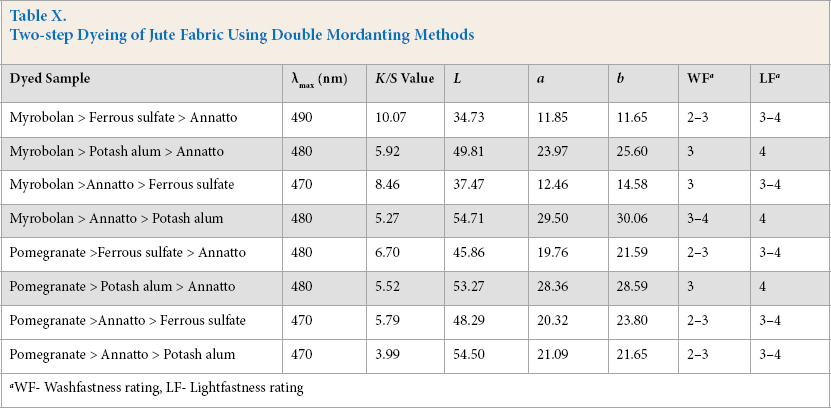
WF- Washfastness rating, LF- Lightfastness rating
Conclusions
Alkaline medium was the best for the extraction and application of natural dye from annatto seeds. Mordanting improved the color yield and fastness properties of annatto dyed jute fabric, which was consistent with what one would predict based on the literature. Post-mordanting with chemical mordants resulted in higher color yield and fastness properties.
Natural annatto dye extract produced the best color yield and fastness properties on jute fabric if dyeing was carried out in two steps: first by direct dyeing and then by acid dyeing. Pre-mordanting with chemical mordant resulted in higher color yield and fastness properties.
In all cases, double mordanting using myrobolan and ferrous sulfate produced maximum color yield while mordanting with potash alum produced the best washfastness properties irrespective of single or double mordanting.
Footnotes
Acknowledgements
The authors are thankful to D. Nag, director, National Institute of Research on Jute and Allied Fiber Technology, Kolkata, India, for his continuous encouragement and support for this work.