
Abstract
Product changeovers are especially critical for multiproduct environments where key production system requirements are flexibility, time, and quality. Massive waste of production time and environmental pollution increase with changeovers significantly. It is noted that the green supply chain is gradually emerging, and the environmental policies in countries are also increasing pressure on manufacturers globally. However, how to improve the changeovers’ environmental performance in manufacturing enterprise are not entirely focused. The present study aims to raise the changeovers’ time efficiency and reduce environmental pollution in the multiproduct production system. This paper first analyzes the characteristics of multiproduct production systems and the causes of inefficient work and pollution and then extracts the problems that need to be optimized. They are the frequent changeover work, complex operation programs, and load imbalance. Multiproduct Production Fast Changeover (MPFC) is developed based on these problems, which integrates the Analytic Hierarchy Process, Entropy Weight method, Divisive Analysis, and Firefly algorithm. In addition, Divisive Analysis’s distance calculation is improved for flexible clustering targets. Firefly algorithm’s exploration, exploitation, and population coordination mechanisms have also been enhanced. The effectiveness of MPFC is proved in a real multiple flow-lines production case: time efficiency was increased, while the multiple industrial pollutions and key resource consumption were also reduced.
Keywords
Introduction
In many industrial manufacturing enterprises with the multiproduct production system, each production line consists of a sequence of machines, and each machine has a specific function. Most machines and production lines produce different product types or variants in different sizes within a given product family. That involves a variant changeover when production is switched from one product to another. The product changeover mainly includes equipment and machinery operations, the adjustments of tools and mode, personal scheduling, resupply of raw and auxiliary materials, trial run and production, and inspection (Osman, 2021). Considerable times and environmental costs are incurred whenever the production changeover is required. This study aims to improve product changeovers’ time efficiency and environmental performance in the multiproduct production system.
With the significant increase in global trade, the environment worsens, resulting in severe global problems that threaten the survival and development of the planet and all its inhabitants. Massive pollution comes from transportation, manufacturing, procurement, and other activities in the supply chain. Under this background, studies on the environmental problems of the supply chain are a significant concern globally (Zhou et al., 2021).
There have been many meaningful works focusing on the various perspectives to improve the supply chain's environmental problems in recent years. Some scholars developed the inventory model considering reworking and innovation by remanufacturing (Ahmed et al., 2021; Ullah & Sarkar, 2022). Scholars also aim to improve the supply chain model by focusing on the optimal production decision, prices decision, waste nullification, and service level constraints (Bhuniya et al., 2021; Sarkar et al., 2022; Taleizadeh et al., 2022; Yadav et al., 2021).
Traditionally, most studies on the environmental problems of supply chain focus on factor analysis, system model, and supply chain design. However, the manufacturing process is also unignorably responsible for environmental pollution (Konur et al., 2017; Mota et al., 2018). In particular, inefficient production scheduling leads to the problems of high cost, time waste, and severe environmental pollution in the manufacturing process of enterprises (Gahm et al., 2016; Zanoni et al., 2014). The specific optimization of production scheduling significantly contributes to the green supply chain. There are few pieces of research in this area, mainly focusing on the energy consumption in the manufacturing process of a single production line (Duan et al., 2021; Gong et al., 2020; Saberi-Aliabad et al., 2020).
The studies in green production scheduling and optimization have been limited, and the advanced theoretical results have not yet been extensively verified and applied in practical production systems. That is not conducive to the deep understanding and research of the different specific problems, the careful considerations of the objective and constraints, and more approaches contributing to the green supply chain. Furthermore, these studies mainly aim to reduce energy consumption. To a large degree, other indicators influencing environmental performance are not considered in manufacturing, which leads to an incomplete study of the problem. It is also worth noting that they only looked at one production line and did not consider multi-product production systems. In addition, it is very noteworthy that the changeover operation is a crucial source of production pollution. Changing market demands pushed companies to enrich their product portfolio and demand more flexible multiproduct production systems through frequent changeovers. Changeovers can cause severe environmental burdens through product and time losses in the overall production process. These environmental losses from increasing changeovers are further increased by stricter environmental regulations (Entezaminia et al., 2021; Waheed et al., 2020). However, changeover pollution is not well understood or taken seriously (Gungor & Evans, 2017; Zulkafli & Kopanos, 2017). Such studies are scarce in the literature that considers the environmental performance with various indicators in the product changeover, which must be studied further.
The main question of this study is to design a production scheduling strategy to improve the changeover’s efficiency and environmental performance in the multiproduct production system. We explicitly analyze the system characteristics, the pollution type, and the sources of pollution and work inefficiency. Based on these unique problems, the difficulties of improving changeover efficiency are discussed in depth. Then we study how to combine and improve algorithmic approaches to achieve the improvement goal. We implemented the proposed strategy in a tangible Fast-Moving Consumer Goods (FMCG) production case and verified and analyzed the results. After that, we conclude with some management insights, essential findings, research limitations, and future directions.
It can be anticipated that research with optimization of changeover’s environmental performance can bridge the knowledge gap in scheduling, cleaner production, and green supply chain literature. The principal contribution of this paper is the description of a strategy hybridizing multiple algorithmic approaches, including the evaluation method, data mining algorithm, and the heuristic algorithm, for solving the changeovers’ bi-objective optimization problem of work efficiency and environmental performance with various indexes in the multiproduct production system. In addition, studies of the Divisive clustering algorithm and the Firefly algorithm are expanded. Unlike most relevant studies, this study is based on the changeovers in production and optimization by solving different root questions. The design of this strategy can give play to the advantages of different algorithms to improve the corresponding points to ameliorate the root problems we found, which other studies have not looked at in-depth.
The remainder of this paper is organized as follows: A review of previous studies related to the product changeover is presented in Section 2. The detailed problem analysis of improving the changeover’s efficiency and environmental performance is introduced in Section 3. The proposed optimization strategy, application process, and principles are presented in Section 4. The paper demonstrates a whole application case in a typical multiproduct production system and analyses the result in Section 5. Finally, in section 6, we provide the conclusion and discussion.
Literature Review
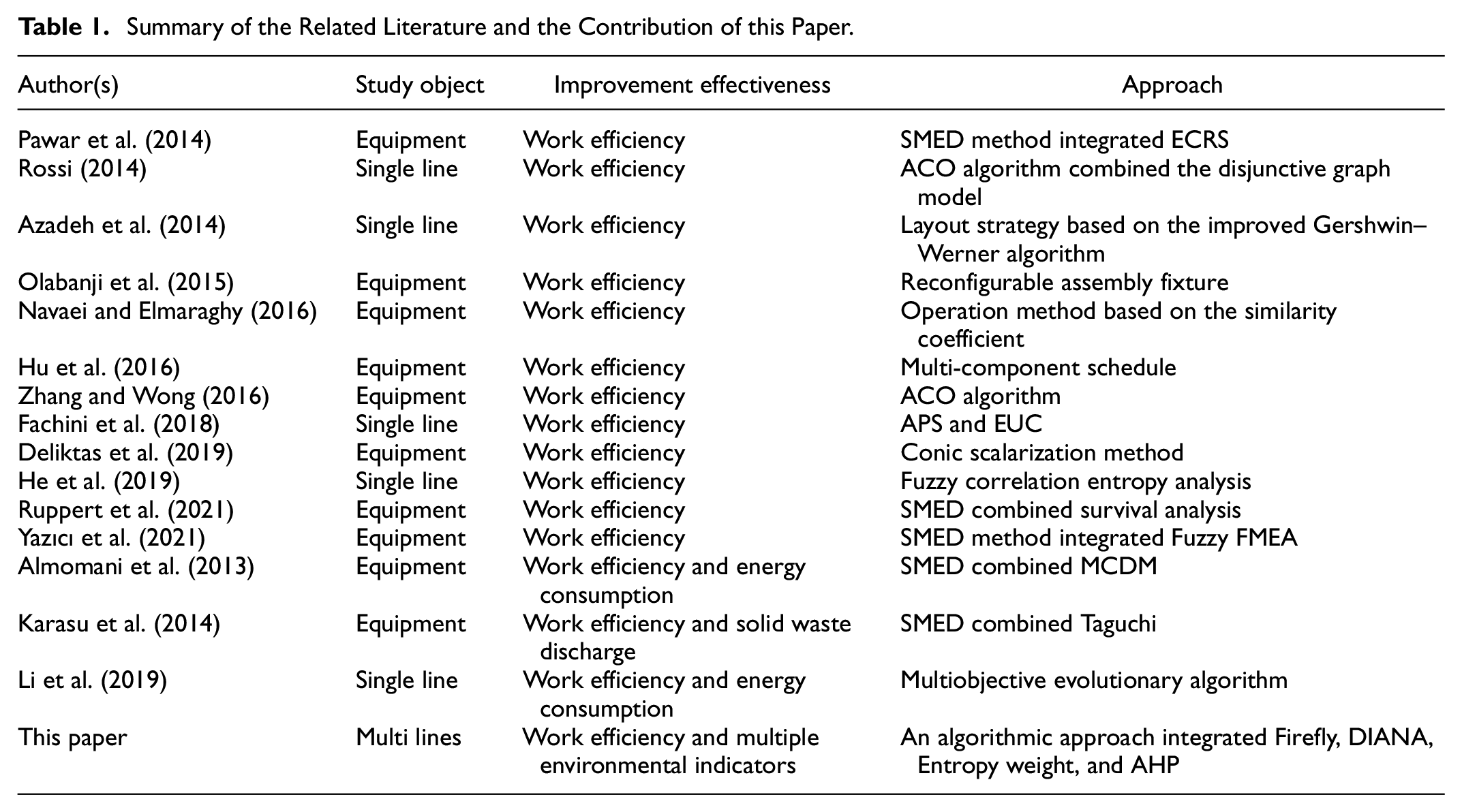
Changeovers have been a company problem for many years, causing significant production time losses. Hence, the central area of interest has been achieving faster changeovers. In this aspect, Pawar et al. (2014) introduced the Eliminate, Combine, Rearrange, and Simplify analysis (ECRS) based on Single-Minute-Exchange-of-Die (SMED), and proposed a strategy to improve the efficiency of changeover in the production system. Rossi (2014) proposed a swarm intelligence algorithm based on the Disjunctive Graph (DG) to reduce the changeover time. It can optimize the product changeover time in the production system with the resources pliancy and the separate setting time. Azadeh et al. (2014) developed an algorithm based on computer simulation and the Data Envelopment Analysis (DEA) to help design the production system aiming to reduce the product changeover time. Olabanjiz et al. (2015) proposed a design strategy for the reconfigurable assembly fixture. It can help the manufacturing enterprises of the machine to design and produce the assembly fixture with the function of the fast product changeover. Navaei & Elmaraghy (2016) developed an evaluation system with three parameters: product feature similarity, working process similarity, and working capacity similarity, which guides the task assignment for reducing the product changeover time. Hu et al. (2016) developed an efficiency improvement strategy for a batch changeover operation for multi-component products, improving product changeover efficiency by deriving an optimal schedule. Zhang and Wong proposed an Ant Colony Optimization (ACO) algorithm to solve the integrated process planning and scheduling problem. The following four changeover issues are considered: part loading and unloading, fixture preparation, tool switching, and material transportation. Fachini et al. (2018) developed an Advanced Planning and Scheduling (APS) with End-User Computing (EUC) and Mixed Integer Programming (MIP), which can improve product changeover efficiency by improving the response speed of the supply chain. Deliktas et al. (2019) designed a scheduling model based on the unit production system. It improves the product changeover efficiency by ameliorating the transportation time between units, parts recycling time, and the sequence-dependent job family. He et al. (2019) presented a novel multiobjective approach based on fuzzy correlation entropy analysis is proposed to solve a scheduling problem with the objectives of total production cost, mean flow time, and mean idle time. Ruppert et al. (2021) introduced a method for analyzing the time losses based on models that estimate the product and operator-dependent changeover times using survival analysis. Yazıcı et al. (2021) designed a new SMED strategy by combining the Fuzzy-Failure Mode and Effects Analysis (Fuzzy FMEA). It can identify internal and external activities in a more complex production environment and develop and implement corrective activities to reduce changeover time.
In the context of green supply chain transformation, besides time efficiency, the environmental performance of product changeover has also been a concern by scholars. Almomani et al. (2013) introduced the technology of selecting the optimal changeover strategy based on Multi-Criteria Decision-Making (MCDM). The technology considers essential factors affecting decision-making, including cost, energy, facility layout, safety, equipment life, product quality, and equipment maintenance. Kemal Karasu et al. (2014) proposed Taguchi experimental design for the trial runs phase of a changeover operation to get the parameters that give the first acceptable product, reducing the work time and the plastic waste discharge. Li et al. (2019) investigated the energy allocation problem of major production equipment. They established a bi-objective mixed-integer programming model to minimize the total energy cost and changeover cost of equipment. A multiobjective evolutionary algorithm is proposed to solve the model.
In summary, the main interest in changeovers was to achieve faster work efficiency and remarkably contribute to academic research and practical application. However, there are still two significant imperfections: (a) There are a few works on environmental performance. Moreover, they only focus on minimizing energy consumption or reducing the waste discharge of defective goods, which is not a comprehensive consideration in the multidimensional factors that decrease environmental performance. There is a demand for analyzing the multiply factors for identifying and reducing the pollution and emission in changeovers. (b) Their objects are mainly single or parallel machines, and there is a lack in the current multiproduct production of large-scale factories. Therefore, there is a specific limitation in the application of manufacturing enterprises.
This study addresses the changeover’s inefficiency and low environmental performance through an overall perspective view to bridge the gaps. A summary of the existing literature is given in Table 1, and the main novelties in this paper are as follows:
The relatively comprehensive source of pollution and emission are summarized.
The typical difficulties of improving environmental performance and time efficiency are analyzed.
Multiple algorithm approaches are improved and combined to adapt the application to solve the problems.
The study object is the popular multiproduct production system in modern industrial manufacturing, and the problem is analyzed from the perspective of the whole production process and overall planning, rather than focusing on a single device or production line.
Summary of the Related Literature and the Contribution of this Paper.
Problem Analysis
Characteristics of the Multiproduct Production System
The total time of product changeover in the production system is:

A structure chart of a typical multiproduct production system is as follows (Figure 1):

Sample graph of the multiproduct production system.
A multiproduct production system has the following key features: First is the acceleration of product iteration. The trend of diverse and personal consumer demand shortens the product life cycle, thus making the acceleration of product iteration (Zhao & Li, 2015). The second is product diversification, which is an essential guarantee for satisfying the diversified demands of the market (Mahdavi et al., 2010). The third is the diversification of the production bottleneck. Due to the differences between products, the lag in manufacturing equipment design, and unexpected variables in the production process, the production bottleneck is diversification (Wang & Hu, 2018). The last is the complex system organization. The environments of the production site are increasingly complex, with more types of equipment and complex orders and plans than traditional production systems, mainly reflected in the large span of production technology, the diversity of raw and auxiliary materials, and cumbersome equipment operation (Pena et al., 2022).
Causes Deteriorating the Efficiency and Environmental Performance of Changeovers
There are three leading causes obstructing the improvement of changeovers. First is the frequent work of the product changeover. It results from: (a) Product diversification and iteration acceleration increase the changeover frequency. (b) The product diversification and the organization complication lead to the same type not being allocated into the same production line, which causes an increase in product changeover. (c) Product diversification can cause the production staff not to get a proper product processing task order to cause unnecessary and invalid product changeover. An increase in product changeover in the multiproduct production system will lead to a rise in total product changeover time. Meanwhile, it also directly increases resource consumption and pollution, such as using chemicals and electricity consumption (Grundemann et al., 2012).
The second is the complex operating procedure. It is caused by: (a) For product diversification, the mechanical structures, control methods, setup, and operation standards of manufacturing equipment and facilities are complicated, leading to complex changeover work. (b) Diversification of products and complex organizations leads to the diversification of accessories, raw materials, and the sharing and complicated replacement relationship between parts or components, which are conducive to the complex work steps and standards. (c) Diversification of product and production bottlenecks makes the process differences between products in the plan sequence increasingly large—the complexity of the changeover increases as the product differences. The complex operating procedure enlarges the single product changeover time. Furthermore, energy consumption and pollution are increased, such as the waste of manufacturing resources and the chemicals of trial production (Liu et al., 2016).
The third is the load imbalance between multiple lines. The imbalance is growing with the product diversity and organizational complexity, mainly reflected in the unbalanced load of production tasks between lines. The imbalance can destabilize the overall changeover effort, resulting in unplanned operations, consumption, and emissions. Some indirect effects may also occur, such as negative work attitude and fatigue of the operator, which will increase the uncertainty factor in the changeover work. Load imbalance directly or indirectly increases the changeover time. Moreover, it leads the more non-recyclable waste generation and energy consumption (Thürer & Stevenson, 2022). A detailed causal analysis of the three leading problems is shown in Figure 2.

Three main problems’ causes and adverse effects.
The Idea to Solve the Problem
Based on the analysis of leading problems, abstract generalizations of time inefficiency and low environmental performance have been refined into specific descriptions, such as the increase in trial production times and e-waste disposal. The root causes buried deep in these results are also extracted. These analyses guide the design of improvement strategies.
Furthermore, as individualized and small batch production modes become popular, production systems are increasingly required to be flexible, and the production process continuously incorporates the characteristics of multiple production lines. The study object on equipment and a single production line lag behind the actual processing requirements.
In addition, ameliorating product changeover in the multiproduct production system is a systematic and complex project. Many problems need to be optimized, and a single independent approach cannot cover all the problems.
For the above reasons, the design ideas of this study are as follows:
The improvement strategy mainly aims to optimize three problems that seriously affect the time efficiency and environmental performance in product changeovers.
The improvement strategy should study a complete system of multiple production lines rather than focusing on one device or a single line.
A variety of algorithmic approaches improve the specific problems comprehensively while performing orderly integration, which gives full play to their respective advantages.
Theory of MPFC
Steps of MPFC
MPFC is a multi-algorithm hybrid strategy that reaches the final goal through multiple optimization stages, which applies in the multiproduct production system with order-driven and mixed-flow modes. The steps of MPFC can be summarized as follows:
The clustering indexes are selected and weighted, and the future orders of products in the following production phase are the most crucial index chosen.
The products are clustered into different families, and each line produces the products of a family.
The mathematical models of the production sequence in all production lines are built and solved.
The complete flow chart is in Figure 3.

The flowchart of MPFC.
The entire application is detailed to show how different algorithms can be improved and sequentially combined in MPFC:
Step 1: Clustering index weighting
The purpose of weighting the clustering index is to make the result of product clustering more in line with the actual needs of enterprise decision-makers. A product family is a group of products divided from a set based on certain principles. The products within the group have remarkable similarities according to certain principles (Abdi & Labib, 2016) . A product changeover operation between products with high similarity in specific characteristics will be less complex than that with low similarity. Almost all of the studies believe that it is necessary to consider the weight of each clustering index in the process of product clustering. Some indicators have little influence on the changeover operation, although the degree of dispersion is very high and vice versa. Therefore, they need to be weighted.
Combining subjective and objective weighting usually has better results than one method alone (Wang et al., 2014). The Analytic Hierarchy Process (AHP) and the Entropy Weight method are selected as subjective and objective weighting methods in MPFC. The combination equation is shown below.

Where,
Step 2: Product clustering to families
The advantage of hierarchical clustering over other clustering methods is flexibility: the total number of clusters to be formed is not fixed in the initial stage. The Divisive frame as a hierarchical clustering usually has better classification accuracy than the Agglomeration frame (Murtagh & Contreras, 2017). This study chose the divisive clustering frame.
The clustering object is the product, and the clustering variable type is the mixed variable, such as product specification and order quantity are respectively discrete and continuous variables. Therefore, the Gower distance (Tuerhong & Kim, 2014) measures the object distance.
Gower distance adopts different distance measurement methods for continuous variables and discrete variables. For continuous variables:

Where let
For discrete variables,
The disadvantage of the above equations is that they cannot cluster according to the difference of some variables. MPFC hopes to balance the order load of each product family by allocating a similar amount of tasks. Therefore, the Gower distance is improved as follows:
When the measurement takes difference as the clustering standard, the measurement formula of a continuous variable is as follows:

For discrete variables,
Due to the addition of weights of each clustering index in the clustering process, the Gower distance formula needs to be further modified:

Based on these improvements, a weighted clustering algorithm based on a bi-clustering standard is proposed to make objects cluster according to the difference and the similarity of indexes. Through this improved algorithm, the products with a high difference in orders are divided into one family so that load of each production line is balanced. Furthermore, the cluster indexes can be weighted according to the knowledge of decision-makers and the objective information reflected by the data. The clustering process has a more substantial purpose of improving product changeover efficiency and environmental performance.
Step 3: Production schedule modeling and solving
Although the changeover efficiency and the environmental performance can be enhanced through product clustering, there is still room for further improvement: (a) There are still significant differences between products of the same family. The difference between the two products can be further reduced by arranging the more similar products into a continuous-production sequence. It can further reduce product changeover operation’s complexity for improving efficiency and environmental performance. (b) Invalid product changeovers work occur frequently. Invalid changeover work exists in unplanned production scheduling. The invalid changeover is defined as having to terminate an ongoing production task and switch to another task whose delivery date is near. It increases the changeover and brings consumption and pollution without any necessity.
After fully considering the above production task ordering requirements, the scheduling problem is modeled as follows:
1. Taking the product changeover time matrix
Prepare the changeover time matrix for each family, as shown in Table 2, for calculating the total changeover time in a production line.
A Simulation Example of the Changeover Time Matrix.

2. Mathematical modeling of production scheduling
The objective function is:

The constraint condition is:

Where,
This study combined some excellent features of the Firefly Algorithm (FA) (Nekouie & Yaghoobi, 2016) and the Genetic Algorithm (GA) to design the Adversity Mutation Firefly Swarm algorithm (AMFS) to solve the scheduling problem. The production scheduling problem in this study is similar to the Traveling Salesman Problem (TSP). The algorithm is as follows:
1. Creating a population
The primary population is
2. Setting the absolute brightness of fireflies

3. Define the distance between any two fireflies
Where,
4. Defining a formula for attraction between any two fireflies

Where
5. Setting the movement rule
The movement rule between fireflies is that the individuals with relatively low brightness in two fireflies will move to another. The moving mode refers to the chromosome of the genetic algorithm: the one-way mapping operation under the given probability

In the movement method, the firefly with high brightness transmits its
6. Setting variation rules
After all the fireflies cross, they execute a random mutation, which randomly swaps the order of the two elements in the solution.
7. Setting rules to reverse evolution
To increase population diversity and to avoid falling into local optimum,
Generate two random numbers
8. Setting population degradation rules
According to the new position of firefly, update the objective function value of firefly and compare the last best value with the current best value to judge whether the algorithm converges. If it converges, it will end. Otherwise, crossover, mutation, and reverse evolution operations are returned.
The flow chart of the AMFS algorithm is shown in Figure 4:

The flowchart of the AMFS algorithm.
AMFS’s main improvement points are: First is improving exploration randomness. By adding the rule of reverse evolution, the randomness of the algorithm is greatly improved: individuals with low fitness values will be selected to make the mobile jump with long strides, thus increasing the diversity of the exploration process. This random jump without a directional trend increases the algorithm’s randomness, which is much more than the original firefly algorithm and genetic algorithm based on the idea of survival with the fittest in directional trend exploration.
The second is enhancing the regularity of exploration. An in-depth study of a given problem is the basis of solving the specific problem, so the algorithm requires certain regularity. By mapping high fitness individuals to low fitness individuals and adding degeneration rules, regularity in exchanging information and the population evolution are enhanced.
The third is the compatibility between randomness and regularity. Randomness and regularity are important indexes to measure the performance of the algorithm. An excellent algorithm needs both randomness and regularity. In the AMFS algorithm, the superior information of individuals with high fitness is retained and will not be disturbed by individuals with low fitness. At the same time, the individuals are given the chance of trial and error in the process of evolution and continue to maintain excellent individual information through degeneration. Increasing the randomness of the algorithm is given mainly to individuals who should otherwise be eliminated, giving them greater flexibility to break through adversity and find a better evolutionary direction. Thus, according to their duties, individuals are invisibly divided into keepers and explorers in the firefly community. They do not interfere with each other. Meanwhile, the two identities may also be exchanged with the iteration, which considers randomness and regularity.
Optimization Principle of MPFC
MPFC strategy can improve the efficiency and the environmental performance of product changeover in the multiproduct production system because it can ameliorate the three significant problems in product changeover. First is the frequent changeover. Product clustering ensures that the same product will only be produced on one production line, thus reducing product changeover works. Then the AMFS algorithm is used to optimize the production schedule of the products in the same family, and the invalid changeover is eliminated, thus further reducing changeover. For efficiency, the decreased changeover frequency reduces the overall work time. Meanwhile, the environmental performance is improved by reducing the fixed environmental burden for each operation.
The second is the high complexity of product changeover. The MPFC strategy firstly uses the improved clustering algorithm to divide the products into groups. The products with similar technology and specifications are arranged on the same production line, thus reducing the complexity of product changeover operation. Then, the AMFS algorithm is used to optimize the scheduling. The products with higher similarity in the same family are arranged for continuous production to satisfy the constraint conditions so that the complexity of product changeover operation is further reduced. In improving efficiency, reduction in complexity mainly optimizes equipment installation, setup, and trial production. In environmental performance, the consumption of disposable tools, various chemicals, and the waste of various manufacturing resources are decreased due to fewer steps of operation, failures, and faults.
The third is unbalance of the load between multi-lines. The improved clustering algorithm makes products with significant order differences more likely to be placed in the same production line to balance the load as soon as possible. Failure rates, additional operations and maintenance, and other factors that decrease efficiency are improved by load balance. Environmental performance is enhanced by reducing non-recyclable waste emissions, power consumption, and waste of various resources.
Case Study
Background Information
L Company is a large FMCG production company established in the 1990s, and its products have always taken a leading position in the children’s doll market in China. L company produces 107 products in seven flow lines by order-driven. These products have nearly the same raw materials, such as plastic, rubber, and artificial fibers. However, they are quite different in color, hardness, shape, electronic component, and match clothes due to customized demands, which leads to the different forming die, painting arm, thermoplastic tools, cutting tools, and other key devices. These products are produced on seven production lines and changeover frequently. In 2020, Dongguan City, Guangdong Province, where L company is located, implemented stricter environmental protection policies, which made L company pay more attention to the changeovers’ improvement of environmental performance besides time efficiency. The changeover efficiency of L company is calculated from the halting of production of the previous product to the stable output of the following qualified product. The equation for calculating the changeovers’ environmental performance is:
The higher EP means the lower environmental performance. L company changeovers’ monthly total time and environmental performance were deteriorating (Figure 5).

Change in the monthly product changeover time and the environmental performance of changeover in L company.
Implementation of MPFC
In order to improve the product changeover efficiency and the environmental performance of the multiproduct production system, L Company decided to adopt the MPFC strategy from May 2020 and set up a special project team to promote the implementation. The application is as follows:
Step 1: Clustering index weighting
1. Selecting the clustering indexes
In addition to the actual Order Quantity (OQ) in the following production phase, the clustering index of L Company’s products is shown in Table 3.
Product Clustering Index.

2. Assign weights
In order to comprehensively consider the weighting results of the AHP and Entropy weight method,
The Final Weights of Clustering Indexes.

Step 2: Product clustering to families
The improved clustering algorithm is used to cluster products into families. The result is shown in Table 5.
The Final Result of Clustering the Products Into Different Families in May.

The improvements to three leading problems that decrease the efficiency and environmental performance are selected as the indictors to test the effectiveness of product clustering. The three indicators support the effect of MPFC in Figure 6.

The effect of product clustering.
Step 3: Production schedule modeling and solving
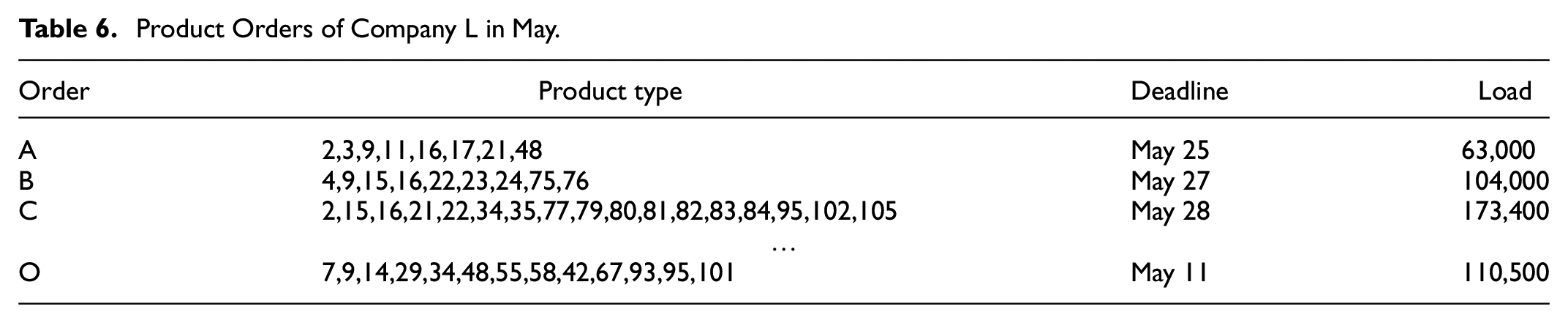
The total number of orders required to be processed by Company L in May is 15, involving 88 products (Table 6). According to the result of product clustering (Table 5), the products of the same family are arranged on a specific production line.
Product Orders of Company L in May.
Product family 1 is randomly selected as an example, and the steps of production scheduling optimization are as follows:
1. Preparing the changeover time matrix
The pairwise matrix of product changeover time is derived through expert evaluation, recording, and experiment (Table 7).
Product Family 1 Changeover Time Matrix (Part).

2. Modeling and solving scheduling problems
(1) According to equations (7) and (8), the production scheduling problem of production line 1 is modeled.
(2) AMFS algorithm is used to solve the model.
The AMFS algorithm is used to obtain the optimal production scheduling scheme, as shown in Table 8.
Optimal Scheduling Scheme of Production Line 1.

(3) Scheduling effect test
For testing the application effect of the AMFS algorithm in this case, the original scheduling method of L company, GA, and FA are selected for the comparative test. Five production schedulers in L Company are selected, and each person schedules twice according to the previous method. The iteration of the three algorithms is twenty, and each algorithm runs ten times. The results are shown in Figure 7 and Table 9: Compared with the three algorithms, the GA has the fastest convergence speed, but its convergence is poor, and usualness to fall into optimal local results. Both the FA and the AMFS have good convergence. The AMFS can produce the best global optimization with excellent accuracy and speed.

The performance comparison of three algorithms to solve the scheduling problem of production line 1.
Comparison of Product Changeover Time Between Different Scheduling Methods.

Note. AMFS optimizes seven lines’ production schedule, and the final MPFC optimization scheme is obtained. It is shown in Table 10.
Final Optimization Scheme Obtained From MPFC.

Implementation Result
MPFC effect:
As shown in Figure 8, L Company has adopted the MPFC strategy since May 2020 to improve the changeover efficiency and the environmental performance of the multiproduct production system and achieved remarkable results.

MPFC’s effect on improving the changeovers’ efficiency and environmental performance.
Effect analysis:
Product changeover efficiency and environmental performance of the multiproduct production system in the L company are promoted because MPFC can improve the main problems to ameliorate the adverse factors of changeover efficiency and unnecessary consumption and pollution:
First, the MPFC has decreased the changeover work significantly since May 2020, and the invalid changeover works are eliminated. Therefore, the changeover time and the consumption and pollution caused by frequent changeover work are reduced (Figure 9).

Improvement effect of MPFC to reduce the product changeover.
The second is that the MPFC effectively improves the problem of the high complexity of product changeover. As can be seen from Figure 10, product differences in the same production line became smaller. The consumption and pollution caused by the complexity of changeover operation were significantly reduced.

Improvement effect of decreasing the complexity of changeover.
The third is that MPFC significantly improves the load balance between production lines. The Multi-line Balance index (MB) measures the load balance degree.
Where
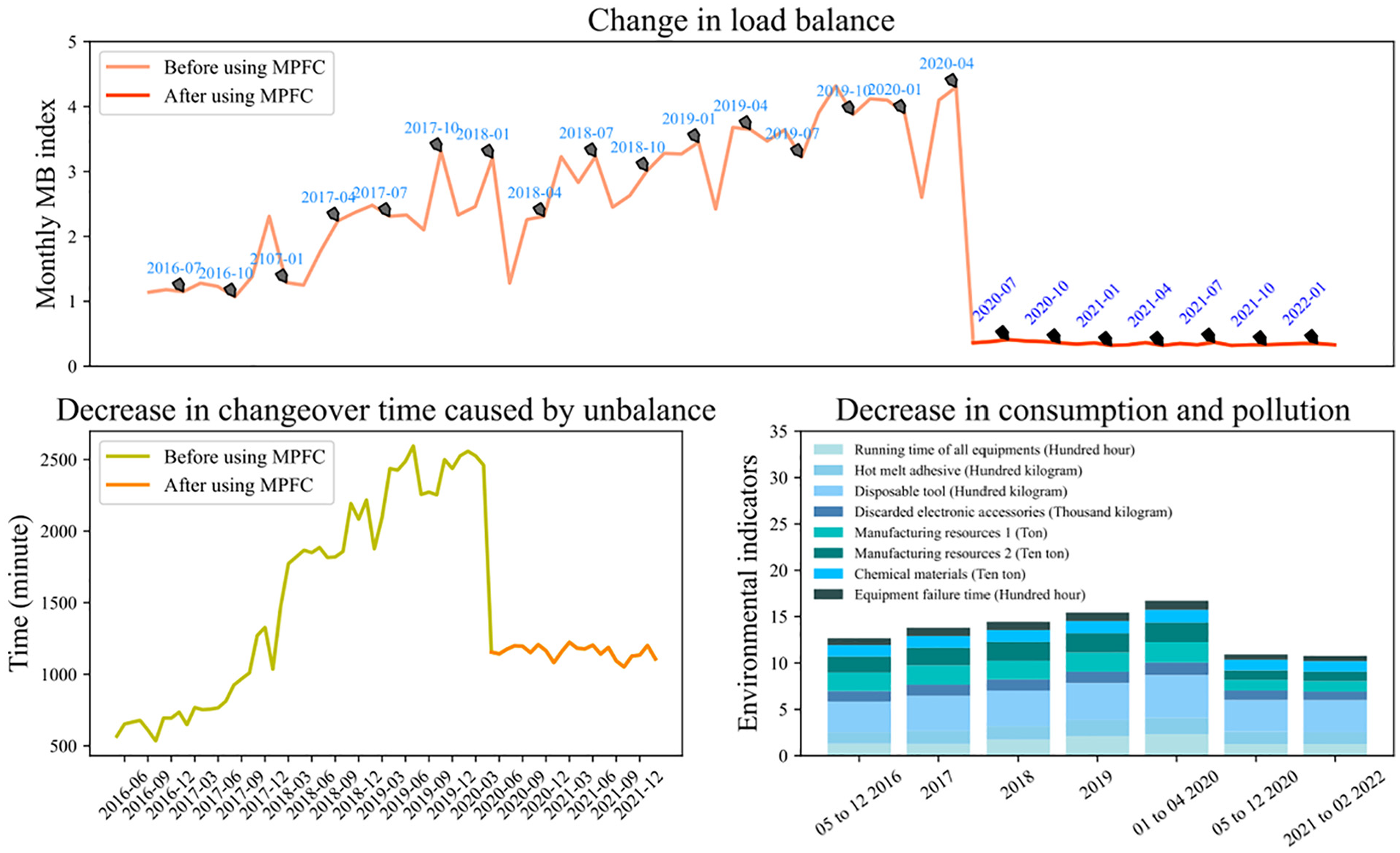
Improvement effect of improving the load balance.
Conclusion and Discussion
Product changeover affects the time efficiency of the production process and the green supply chain. This study examines and improves the changeovers efficiency and environmental performance in the multiproduct production system, filling a gap in the changeover, cleaner production, and green supply chain. The main results are as follows:
A hybrid algorithmic strategy is proposed to optimize the changeovers’ time efficiency and environmental performance in the multiproduct production system.
The causes of inefficiency and environmental pollution of changeovers in the multiproduct production system are analyzed.
A novel heuristic algorithm is proposed based on the firefly algorithm, which performs stronger in exploration, exploration, and functional coordination.
We designed a new clustering algorithm based on the DIANA algorithm, which can assign weights to indicators and have more flexible clustering targets.
There are also some significant findings in the study: (a) The causes of changeovers inefficiency and low environmental performance in multiproduct production systems are not independent of each other, and the improvement of these problems can improve operational efficiency and reduce pollution at the same time. (b) In addition to controlling for variables that reduce time efficiency and environmental performance when changeovers occur, optimized production planning helps to improve changeovers. Moreover, optimizing the production sequence can help strengthen the control of the variables that obstruct changeovers in the operations.
This study also brings some management implications in problem optimization, changeover, and environmental performance improvement: Frist, in many other works of literature on changeovers, the results depend on classical operations research methods, which are optimized by characterizing the problem as variables, constraints, and objective functions. The in-depth studies of the root causes of the superficial problems are not given much attention, neglecting the optimization effect’s core. This study provides a new way to solve optimization problems, different from the previous classical framework. It focuses on the comprehensive analysis of the universal cause resulting in the changeovers’ time inefficiency and low environmental performance in the multiproduct production system. Moreover, the proposed strategy promotes the overall objective optimization by improving the root problem. The targeted improvement of general problems makes the strategy can be widely applicable in large-scale flow production enterprises. In addition, it inspired scholars and managers to approach the optimization problem from another perspective and way.
Second, the changeovers can be improved from the multidimensional combination. The proposed strategy of the paper can be combined with studies on the production-inventory system. For example, Mahapatra et al. (2021) presented the model to optimize the preparation time by economic order quantity. Moreover, some optimization methods for specific equipment operations mentioned in the literature review also can be integrated into our frame. It forms a progressive optimization of the changeovers from macro to microscopic objects. It can promote optimization goals more comprehensively.
Third, plant managers may pay more attention to emissions and energy consumption in manufacturing, monitored by specialized detection and statistical devices. Some unmonitored pollution and consumption are easily overlooked. For example, water resources and electricity consumed in the cleaning process, waste discharge caused by rework, and waste of various consumables in trial production significantly impact the entire factory’s environmental performance. The analysis of environmental protection problems in factories deserves more investigation by managers.
Although this study has contributed to existing literature, this study still has a few limitations to be explored in the future: First, the study focuses on a flow system consisting of multiple production lines and optimizes changeovers through production planning. It has the disadvantage of not taking into account the specific operation. For example, there is no research on optimizing the installation sequence of different equipment components on the production line. The large-scale scheduling problem for changeover works in multiproduct production systems is a future research direction to improve efficiency and environmental performance.
Second, the study discusses the improvement of changeovers in the classic mixed-flow production model driven by orders. The improvement and application of the proposed strategy in more complex production models need further research and discussion. In addition, the proposed strategy focuses on production and does not affect other upstream and downstream parts of the supply chain. In the future, this strategy will be combined with other supply chain parts to build the green supply chain collectively.
Third, in the case study, we design an equation for the environmental performance of changeovers based on the actual needs of L Company. While the information in this equation is broader than what has been proposed in existing literature, it is not perfect. It could be further advanced to include more direct and indirect factors such as water treatment costs. How to measure and assess the environmental impact of changeovers will be discussed in the future.
Footnotes
Acknowledgements
Funding from the ABC Foundation is gratefully acknowledged.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the financial supports received from the National Social Science Foundation of China in 2020 (20GBL268), The 14th Five-Year Plan of Social Science Research of Sichuan Province in 2021 (SC21B051), and The Soft Science in Sichuan Provincial Department of Science and Technology(2021JDR0224).
Ethics Statement for Animal and Human Studies
The study did not include any animal or human experiments.