
Abstract
Parametric modelling and optimisation play an important role in choosing the best or optimal cutting conditions and parameters during machining to achieve the desirable results. However, analysis of optimisation of minimum quantity lubrication–assisted milling process has not been addressed in detail. Minimum quantity lubrication method is very effective for cost reduction and promotes green machining. Hence, this article focuses on minimum quantity lubrication–assisted milling machining parameters on AISI 1045 material surface roughness and power consumption. A novel low-cost power measurement system is developed to measure the power consumption. A predictive mathematical model is developed for surface roughness and power consumption. The effects of minimum quantity lubrication and machining parameters are examined to determine the optimum conditions with minimum surface roughness and minimum power consumption. Empirical models are developed to predict surface roughness and power of machine tool effectively and accurately using response surface methodology and multi-objective optimisation genetic algorithm. Comparison of results obtained from response surface methodology and multi-objective optimisation genetic algorithm depict that both measured and predicted values have a close agreement. This model could be helpful to select the best combination of end-milling machining parameters to save power consumption and time, consequently, increasing both productivity and profitability.
Keywords
Introduction
There are various machining operations for removal of metal to form a finished product; one of the most commonly used material removal machining processes in the industry is end-milling. End-milling operation is extensively used in automotive, aerospace industries and many other industrial sectors where quality and precision are important factors. 1 Surface finish or surface roughness is a vital parameter for measuring the accuracy, fatigue behaviour, creep and corrosion resistance of various materials used as components of engineering systems. By considering surface roughness as a performance measure, it helps to predict the performance of machining parameters on material cutting. During end-milling process, the material removal rate (MRR) is very high. The cutting tool used in this process has several cutting edges and rotates about its axis while cutting. Each cutting edge on the tool is used to remove a small amount of material from its surface. 2 End-milling has the leverage of acquiring high accuracy, coping complex shapes and better surface finish. Importantly, computer numerical control (CNC) milling machines improve the possibility of flexibility in end-milling operations as it can better hold design changes with enhanced quality of manufactured parts. In metal cutting operations, the most important factor is the recognition and formulation of the operating conditions, such as process variables. Furthermore, the selection of the proper machining parameters can help in mediation between cost and quality of the material.
Surface roughness of material is an important factor required to evaluate the product quality when machining under various parameters. It is influenced by several machining parameters which are required to optimise to achieve the optimum surface finish of material.3,4 Moreover, the combined effect of machining parameters is also important for end-milling operation. Zhang et al. 5 studied surface roughness optimisation of aluminium alloys in milling process using Taguchi approach. Savas and Ozay 6 conducted research on turn-milling operation and optimised the machining parameters of feed rate, cutting speed and depth of cut, and achieved minimum surface roughness on cylindrical workpiece. Sarosh et al. 7 investigated different machining parameters to find an optimal combination for the minimum surface roughness. Soorya Prakash et al. 8 studied the optimisation of end-milling machining parameters using Taguchi method (L27 orthogonal array) to predict surface roughness response. Iqbal et al. 9 performed experiments on hard milling operation and studied the effect of hardness of workpiece, helix angle of cutter, orientation of milling operation, variation of coolant on tool life and cutting forces to achieve minimum surface roughness using analysis of variance (ANOVA) and Fuzzy logic. Kadirgama et al. 10 evaluated surface roughness in end-milling process on mould aluminium alloy (AA6061-T6) and achieved optimal input machining parameters using response surface methodology (RSM) and radian basis function network technique. Moreover, Yang et al. 11 studied dry machining process; they performed end-milling operation on high-purity graphite and optimised different machining parameters using ANOVA. Rubio et al. 12 examined dry face turning operation on UNS M11917 magnesium and achieved optimal surface roughness using Taguchi design of experiment (DoE) and ANOVA. Liu et al. 13 analysed cutting parameters in titanium alloys and optimised them using coupling RSM and ANOVA and achieved minimum surface roughness.
Power consumption has also become a major concern for manufacturing industries due to huge expenses and environmental impacts involved. Improvement on power consumption will provide great benefit to the industry by reducing the energy cost as well as contribute towards alleviating the problems of air pollution and energy crisis. 14 The energy efficiency of machining process depends on the machine tool, cutting conditions as well as the applied values of process parameters.15,16 It is obvious that renewal or replacement of machine tool is an expensive option. Therefore, different researchers have made contributions towards efficient utilisation of power consumption by optimising the machining parameters. Fratila and Caizar 17 performed face-milling operation on AlMg3 and achieved optimal cutting conditions for minimum power consumption and surface roughness using Taguchi DoE and ANOVA. Composeco-Negrete 18 analysed the cutting parameters of depth of cut, feed rate and cutting velocity to achieve the minimum power consumption for the turning of AISI 6061 T6. Quintana et al. 19 conducted ball end-milling operation to evaluate the effects of machining parameters on power consumption and achieved optimal input machining parameters using Artificial Neural Network (ANN) approach. Sahu and Andhare 20 presented an experimental study for optimisation of machining parameters to minimise the power consumed during milling of Ti-6Al-4V. The effect of different machining parameters was studied by Mori et al. 21 to improve the energy efficiency of end-milling, drilling and face-milling processes. Alrashdan et al. 22 used multi-criteria optimisation technique to optimise the cutting conditions of speed, depth of cut and feed in end-milling of AISI D2 steel by surface roughness and energy consumption.
Furthermore, artificial intelligence algorithms also play an important role to find the best combination of machining parameters. RSM provides the model which is employed as an objective function for the algorithms to optimise the parameters. Genetic algorithm is considered as a powerful tool of AI algorithms which have been used for the optimisation of machining parameters. Çolak et al. 23 optimised machining parameters: feed rate, cutting speed and depth of cut, using genetic expression programming, a combination of genetic algorithm and genetic programming, and obtained the best optimal value of surface roughness. Raju et al. 24 studied end-milling operation on 6061 aluminium alloys by varying tools, in dry and wet conditions. Optimisation of the machining parameters was carried out using genetic algorithm and regression model. Khorasani and Yazdi 25 worked on development of parametric machine conditions for reduced surface roughness using ANN. Single objective optimisation does not preach the industrial problems and provide only specific solution for single response. The main disadvantage for employing the single objective optimisation is that it doesn’t consider other critical response of the process. To solve this issue, researchers have been using multi-objective optimisation to get the optimal cutting parameters. Various approaches have been applied for multi-objective optimisation26,27 using priority techniques to make the multi-objectives in the scalar form to solve as a single objective function. Besides these priority multi-objective techniques, the non-dominated solutions are dealt with using multi-objective genetic algorithm (MOGA) where optimisation objectives are considered simultaneously. The pareto optimal solutions are obtained to investigate the combined effect of the performance parameters.28,29
Numerous efforts have been made to optimise machining parameters and conditions of end-milling operation, using statistical and heuristic approaches during conventional machining. Moreover, very limited studies have been reported using RSM coupled with MOGA for minimum quantity lubrication (MQL)–assisted milling process of AISI 1045 material, especially on multiple objective optimisation of surface roughness and power consumption of CNC machine tool. Therefore, this study seeks to optimise the effects of different machining parameters on surface roughness of AISI 1045 material and power consumption during end-milling operation, using hybrid RSM-MOGA concomitantly. The results obtained using RSM in DoE and MOGA are approximately similar, showing the reliability of their outputs. Optimum parameters from the multi-objective function obtained using RSM and MOGA are further validated using confirmatory test.
Estimation of the optimum parameters for machining operation has been a great concern of manufacturing industries, because of the machining cost which plays an effective role in products manufacturing. The novelty of this innovative study includes the integration of low-cost power measurement system, MQL technique with end-milling process and multi-objective optimisation of machining parameters using RSM and MOGA approaches.
Methodology
Experimental setup
For model development, a careful planning and DoEs are essential. Therefore, a detailed study was conducted to determine how different end-milling machining parameters affect the surface roughness and power consumption responses. Three machining parameters, such as feed rate, spindle speed and depth of cut, were selected for experimentation. End-milling experiments were performed on CNC milling machine (Figure 1). AISI 1045, hardness 84 on HRB scale, was used as a workpiece or sample material to examine the surface roughness. Each of AISI 1045 sample used for experimentation has length, width and thickness of 8, 6 and 0.5 inches, respectively. The composition of the workpiece is given in Table 1. The tool used in this experimentation was coated tungsten carbide end mill cutter with cutting edges and diameter of 6 and 10 mm, respectively.

Experimental setup of end-milling process: (a) Milling machine, (b) MQL system, (c) Compressor and (d) Cutting zone.
Composition of AISI 1045 steel.

DoEs
Three different relevant machining factors were selected for this study, based on a detailed literature review as well as preliminary experiment conducted. These parameters include feed rate, spindle speed and depth of cut, and their levels are defined in Table 2. Next, the experimental design using Box–Behnken design (BBD) by means of RSM was completed. Parameters were coded with different levels in BBD as independent variables: feed rate (A), spindle speed (B) and depth of cut (C). The results were modelled using equation (1), as represented 30

Cutting condition levels and parameters.

The above equation (1) shows the empirical relationship between the estimated response y and controlled variables
Design matrix and observed Ra–Power values.

DOC: depth of cut.
Response measurements
Developed low-cost power measurement system
Power monitoring system (Figure 2(a)) is a combination of two development boards: Raspberry Pi-3 Model B and Smart Pi. Raspberry Pi-3 is well-known as cheap but relatively powerful processer. As third-generation Raspberry Pi, it features Quad Core 1.2 GHz Broadcom 64 bit CPU, 1 GB RAM, wireless LAN and Bluetooth low energy (BLE). The most important function lies in extended 40-pin GPIO header, which can be used for serial buses, such as SPI, I2C, 1-Wire. Smart Pi is a custom-built board for Raspberry Pi and it serves as expansion module for voltage and current measurement. As soon as the board gets signal of current, which is analogue signal, it runs analogue-to-digital converter module ADE7878, supported by Analogue Devices’ ADE energy measurement IC and sends digital signal to Raspberry Pi subsequently. Aforementioned operation illustrates how the monitor system receives signal and implement analog-to-digital converter (ADC) process automatically. The current sensors of the measurement system were plugged on the main power cable of the milling machine to get voltage. Then, data acquisition system was used to obtain the real current values. For each experiment, three values were calculated to obtain an average value.
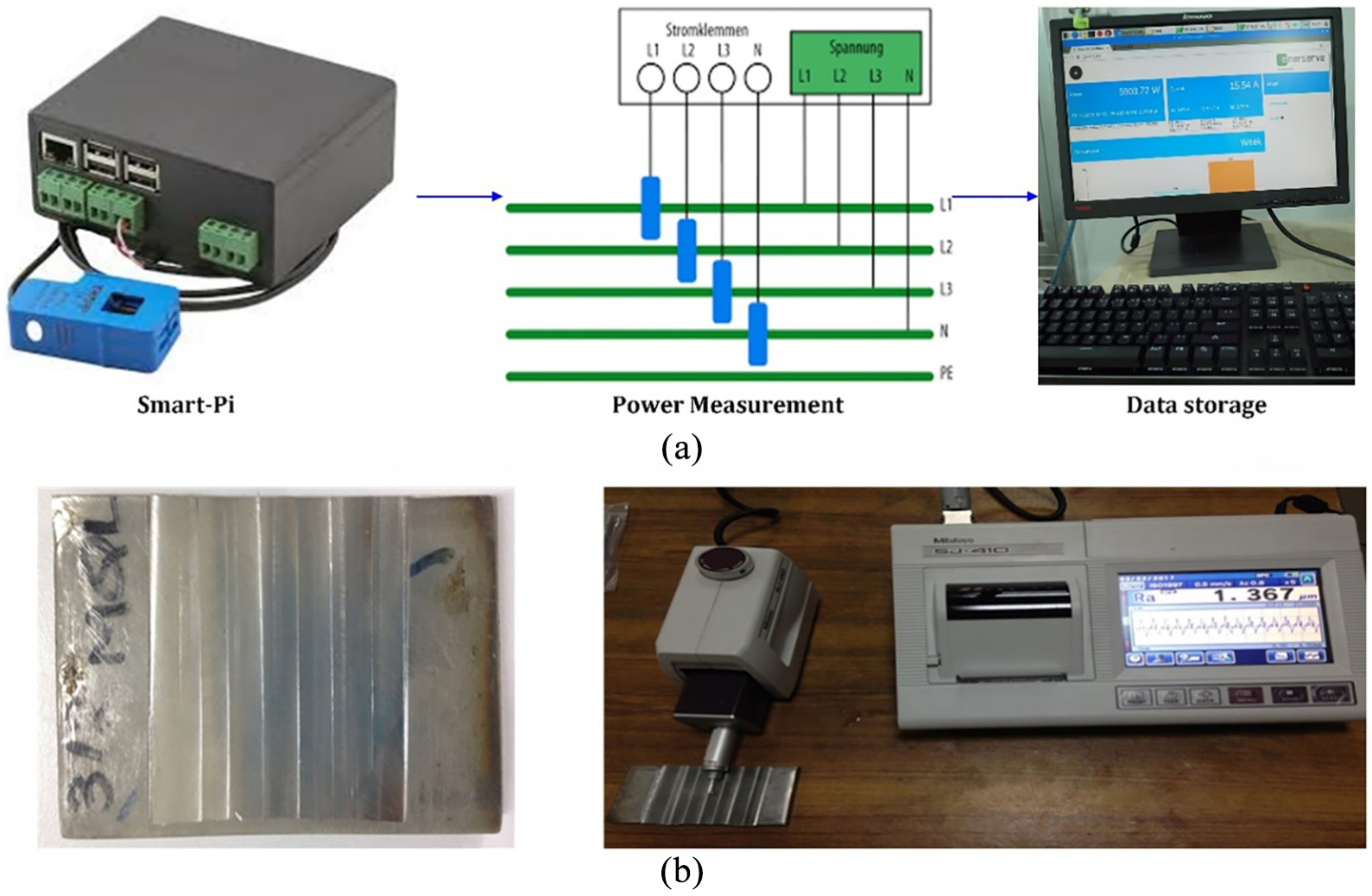
Experimental equipment used, showing (a) power measurement and (b) surface roughness measurement.
Surface roughness measurement
Surface roughness (Ra) response was measured using surface texture metre, as shown in Figure 2(b). The cut of length for stylus used in surface texture metre was 0.8 mm. For each experiment, total of five readings were recorded; one at the centre and other four locations were randomly selected and their average value was considered. The average surface roughness value (Ra) can be calculated using equation (2)

where L = evaluation length and Z(x) = the profile height function.
The digital approximation is given by equation (3)

MQL setup components and how it works
The MQL setup, used to perform the experiments, consisted of an air compressor and atomising nozzle as shown in Figure 1(b)–(d). Blasar vegetable oil (Shanghai, China) was used as the coolant and supplied to the cutting area with the nozzle at right angle to the cutter at a flow rate of 300 mL/h. The air pressure was maintained at 6 bar during the whole process. MQL setup was implemented on the CNC machine, as shown in Figure 1(b). The MQL system has capability to adjust the flow rate and it was operated through a separate power source and power consumed by the MQL system was considered constant for all the experiments. MQL spray was impinged into cutting zone few seconds before the cutting.
Results and discussion
RSM–based model analysis
RSM was performed to generate predicted responses for given machining factors. After performing statistical analysis on the parameters and responses, the BBD based on RSM suggested quadratic model for both the surface roughness and power.
ANOVA was performed to check the relative importance of feed rate, spindle speed and depth of cut, with respect to responses of Ra and Power. Moreover, an accurate and optimum interaction of parameters was determined using statistical ANOVA. ANOVA results for Ra and Power are given in Tables 4 and 5, respectively.
ANOVA results of surface roughness response.

ANOVA: analysis of variance; MS: mean square; SD: standard deviation.
ANOVA results of power response.
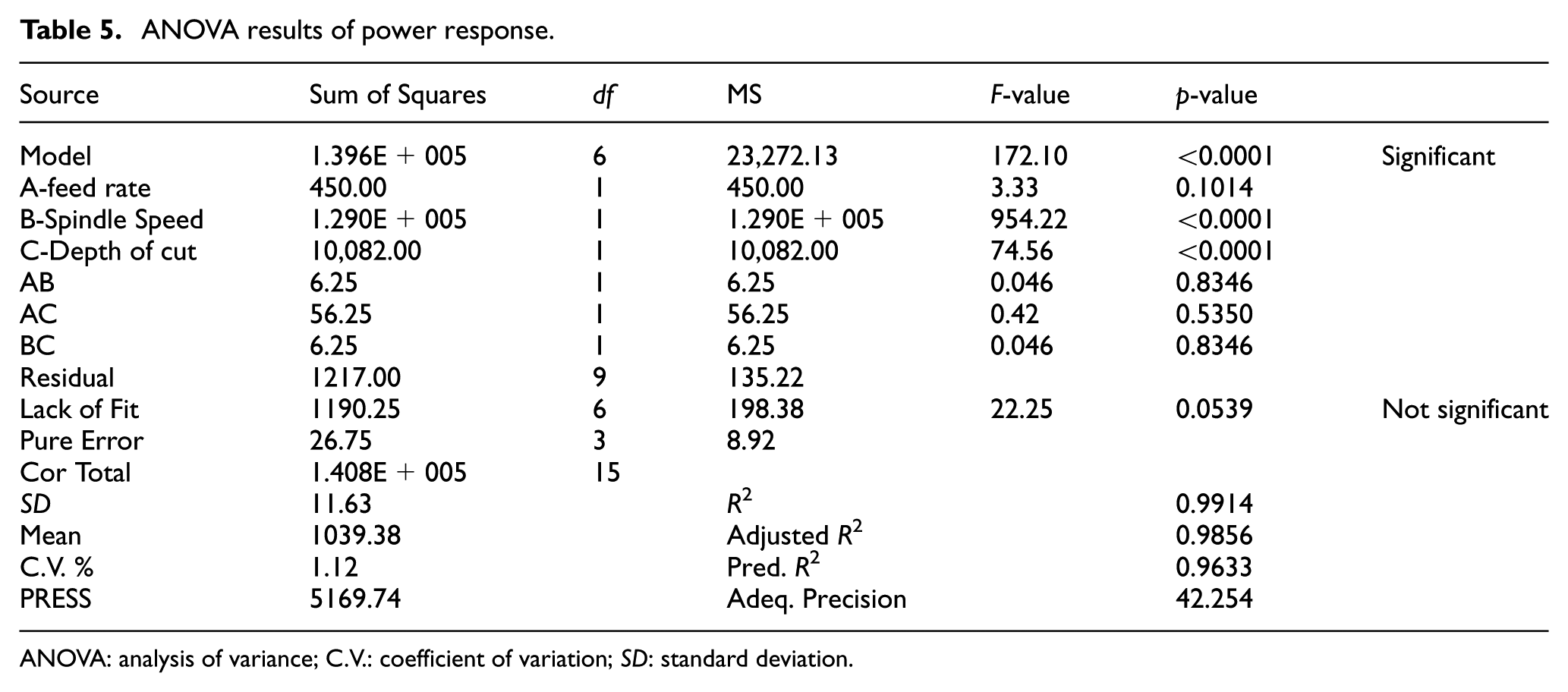
ANOVA: analysis of variance; C.V.: coefficient of variation; SD: standard deviation.
The Model F-values of 40.07 and 172.10 imply that the models are significant for the responses of Ra and Power. The p-values less than 0.05 show that both model terms are significant. On the contrary, values greater than 0.1000 indicates that the model terms are not significant. The values of ‘Adeq. Precision (Ra) = 17.893’ and ‘Adeq. Precision (Power) = 42.254’ indicate an adequate signal. Therefore, these models can be used to navigate the design space. Tables 6 and 7 present the effects of factors and their interaction on response of Ra and Power, respectively.
Effect of independent factors and their interaction on Ra.

CI: confidence interval; VIF: variance inflation factor.
Effect of independent factors and their interaction on Power.

CI: confidence interval; VIF: variance inflation factor.
The values of R2 (0.9836, 0.9914) and adequate precision (>4) indicate that the models are judgmental. Final equations in terms of coded factors are given as equations (4) and (5)

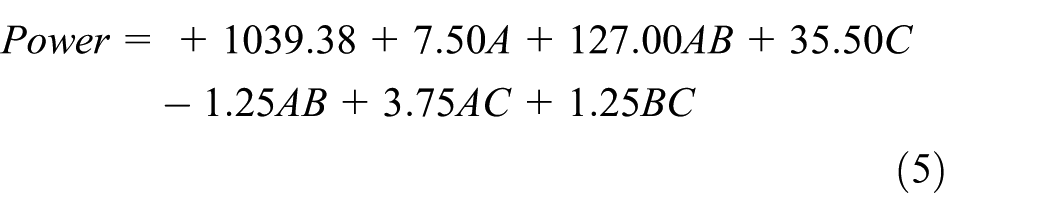
Furthermore, for checking whether the proposed empirical model is the best representation of real responses or not, extended examination was performed using normality plots. Figures 3(a) and 4(a) indicate normal probability and residual graphs, since scattered points are near to predicted line, which indicates residual error follows the normal distribution trend. Figures 3(b) and 4(b) show actual versus predicted values and standardise error graphs, which also implies the normal trend for both surface roughness and power. This indicates that proposed models are adequate and no violation of constant variance or independent variance, as similarly reported by Alrabii and Zumot. 32 From the RSM mathematical models (equations (3) and (4)), end-milling machining parameters effect was examined. The minimum function values of Ra (given in equation (4)) and Power (given in equation (5)) were obtained at 0.950 µm and 909.759 watt under feed rate, depth of cut and spindle speed of 20.000 mm/min, 0.921 mm and 250.000 rev/min, respectively.

(a) Normal probability plot of residuals and (b) predicted versus actual values for Ra.
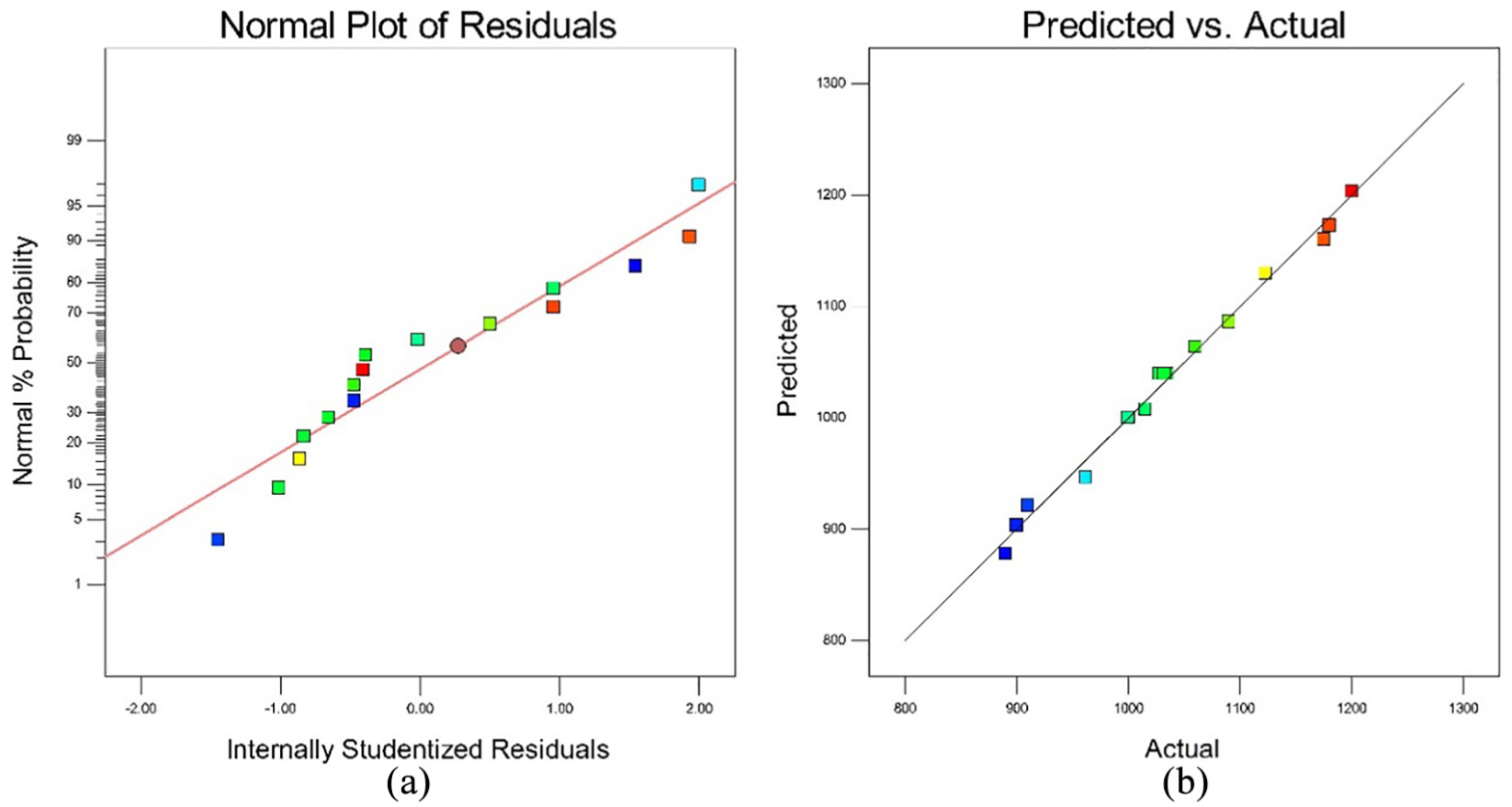
(a) Normal probability plot of residuals and (b) predicted versus actual values for power.
To analyse the models precisely, three-dimensional graphs are generated in design expert software. Three-dimensional plots (Figures 5–7) are presented to visually analyse the individual as well as relative effects of input parameters such as spindle speed, depth of cut and feed rate on surface roughness. Figure 5 demonstrates the effects of spindle speed and feed on surface roughness. At the middle level of spindle speed and higher level of feed, maximum surface roughness is observed. The effect of feed rate is higher as compared to spindle speed. The application of MQL has reduced the heat generated in the cutting area which produces better surface finish. The MQL vegetable oil served as a spacer, and limited the rubbing area to decrease the surface roughness. 33 It is general consensus from the previous studies that increasing feed rate increases the surface roughness. The effects of depth of cut and spindle speed on surface roughness is depicted in Figure 6. It is obvious that surface roughness decreases with an increase in depth of cut. On the contrary, slight increase in surface roughness is observed with an increase in spindle speed. However, the overall trend of surface roughness is negative with the increase in spindle speed. Overall, better surface roughness values are achieved, this is due to excellent cooling and lubrication provided by the vegetable oil. 34

Effect of spindle speed and feed rate on Ra.

Effect of depth of cut and spindle speed on Ra.

Effect of depth of cut and feed rate on Ra.
Figure 7 represents the effects of depth of cut and feed on surface roughness. Increasing trend in surface roughness value is observed with the increase in feed rate. On the contrary, overall negative trend is observed in surface roughness with an increase in depth of cut. It is also evident that surface roughness is more sensitive to feed rate in comparison with depth of cut. From Figures 5–7, it can be observed that the overall surface roughness decreases with an increase in cutting speed and depth of cut, and also increases with an increase in feed. Furthermore, surface roughness is less sensitive to depth of cut and more sensitive to spindle speed.
In addition, the effects of input variables on power are shown in Figures 8–10. Figure 8 shows the effects of spindle speed and feed rate on power. It is observed from the surface plot that the power increases as the spindle speed increases; also the spindle speed has a direct and significant effect on power. However, the feed rate has a less significant effect on power compared to the effect of spindle speed; therefore, the power increases slightly with the increase in feed rate. The power consumption increases as the spindle speed increases. This is due to the fact that at higher cutting speed spindle consumes more power. However, increase in the feed has lesser significant effect than the speed, because increase in the feed can decrease the cutting time which ultimately reduces the energy consumption of machine tool. 35 The effects of depth of cut and spindle speed on power is demonstrated in Figure 9. It can be observed that power increases rapidly at a higher level of depth of cut. The simultaneous effect of depth of cut and feed rate on power (Figure 10) depicts that power has direct relation to depth of cut and feed rate, implies an increase in feed and depth of cut also increase power. The simultaneous effect of feed and depth of cut at minimum level gives minimum power. It is pertinent to mention that width of cut has also significant effect on the cutting power. However, in this study, width of cut values has been kept as a constant. Overall, less cutting power was due to the excellent penetration of MQL mist into the cutting zone. 36

Effect of spindle speed and feed rate on Power.

Effect of depth of cut and spindle speed on Power.

Effect of depth of cut and feed rate on power.
Multi-objective optimisation
Milling operation considering MQL is a critical machining process and it is difficult to minimise or maximise all the objectives simultaneously. Most of the previous research on parametric optimisation problems has used traditional methods for optimisation. These methods are less effective over wide spectrum due to constraints. Therefore, it is necessary to use non-traditional algorithm to deal with such problems. MOGA is extensively used in the literature for the optimisation of conflicting machining parameters.37,38 However, they used MOGA without improving its efficiency and showed poor performance in terms of objective function values and computational time. In this article, goal attainment programming has been integrated with MOGA to get better results than simple MOGA.
In the normal genetic algorithm, a scattered population of genomes around the search space is taken and fitness value is evaluated. The best population results are retained and new population is created, incorporating the genetic operators (crossover and mutation) to attain diverse solution results. MOGA is similar to normal GA, except the search space is vast to optimise the multiple fitness parameters simultaneously. To achieve the overall fitness result of both objectives (given in equations (4) and (5)) and under the following constraints (given in equations (6)–(8)), the results are obtained using Pareto optimal solution (Table 8). The Pareto front was plotted to identify the combined effect of power and surface roughness, considering the machining parameters of the proposed goal attainment MOGA, as shown in Figure 11.
Comparison of results obtained from RSM, MOGA and Goal Attainment–MOGA.

RSM: response surface methodology; MOGA: multi-objective optimisation genetic algorithm.
Subject to




Pareto fronts of proposed Goal Attainment MOGA.
It has been found that proposed Goal Attainment MOGA provided better results in terms of surface roughness, when compared with other methods, such as RSM and simple MOGA. On the contrary, RSM gives better results in terms of power, as given in Table 8. The minimum surface roughness is obtained using proposed algorithm with depth of cut of 1.4 mm, while minimum power is obtained using RSM with depth of cut of 0.92 mm.
Confirmatory test
Confirmation tests have been performed to check the validity of RSM and MOGA. The percentage error values were found less than 5% (Table 9), which supports the validity and accuracy of both methods.
Confirmation tests of RSM and GA.

RSM: response surface methodology; GA: Goal Attainment; DOC: depth of cut.
Conclusion
Experiments were performed on CNC end-milling machine using coated tungsten carbide end-mill tool under different combinations of machining parameters: feed rate, spindle speed and depth of cut. Responses of surface roughness and power were obtained from all parametric combination, using Design Expert software. Ultimate objective of this study is to determine the optimum combination of parameters for minimum surface roughness and minimum power during MQL–assisted milling process. RSM and MOGA were used to evaluate and analyse the parametric conditions. A quadratic model was suggested by RSM for both surface roughness and power, which can be used to predict parametric responses at any value. MOGA was used for the multi-objective optimisation of response under same cutting conditions, then results obtained were compared to evaluate the performances and agreement of both techniques. The following conclusion can be drawn:
The experimental results for surface roughness revealed feed rate as the most significant process parameter, followed by depth of cut and spindle speed. Moreover, it was also observed that the overall surface roughness decreased with an increase in spindle speed and depth of cut and increased with the increase in feed rate. On the contrary, spindle speed was found as significant process parameter affecting power consumption, followed by depth of cut and feed rate. It was also observed that power showed an increasing trend with an increase in all process parameters considered.
The proposed Goal Attainment MOGA provided better results in terms of surface roughness, when compared with other methods, such as RSM and simple MOGA. On the contrary, RSM produced better results in terms of power. The minimum surface roughness was obtained, using proposed algorithm with depth of cut of 1.4 mm, while minimum power was obtained, using RSM with depth of cut of 0.92 mm.
The results of both RSM and MOGA coincide, depicting the accuracy of the experimentation and precision of genetic algorithm used. Therefore, it is evident that the proposed model can be used to select parametric levels for end-milling operation for optimal machining.
This current study has industrial application in terms of saving cost of electricity and achieving defect free parts. Importantly, the results obtained from multi-objective optimisation tends to improve productivity and reduce the power consumption of the machine shop.
Footnotes
Handling Editor: Zuzana Murčinková
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the Ministry of Science and Technology (MOST) of China, through the Funds for International Cooperation and Exchange of the National Natural Science Foundation of China (No. 51561125002), the National Natural Science Foundation of China (No. 51275190, 51575211, 51705379, 71620107002, 71131004 and 71471071) and The State Key Laboratory of Digital Manufacturing Equipment and Technology Foundation (DMETKF2017002).