
Abstract
Aluminum (Al) alloy 6061 is often used in engineering applications due to its high strength, excellent fracture toughness, and corrosion resistance. Lots of material removal or machining processes would induce some undesirable side effects like surface damages, fractures, and erosions. In this study, the surface defects in the workpieces caused by the electrical discharge machining process were eliminated with the plasma etching treatment. Meanwhile, the surface integrity and the fatigue properties of the workpiece improved significantly. Surface roughness, contact angle, and morphology were investigated by varying plasma etching parameters such as the etching power, oxygen gas flow, and the etching time. Furthermore, the optimum process conditions were evaluated using statistical analyses. The workpiece treated with the plasma etching had the smallest roughness of 12.2 µm, the largest contact angle of 92°, and 25% increase in the fatigue life. These experimental results indicated that the surface characteristics of the workpiece had a great influence on the fatigue life of electrical discharge machined Al alloy.
Introduction
Many mechanical components or parts are requested to have excellent mechanical properties like high hardness, high toughness, high fatigue strength, and wear resistance to ensure that they could perform normally in a frequent repetitive working environment. The durability of a part or component depends on the mechanical properties of the workpiece itself. Many processing methods could improve the mechanical properties of these parts. Among these processing methods, surface treatment is a general and useful one to achieve the objectives mentioned above. There are many kinds of surface treatment methods, and different surface treatments can enhance the different performances for various needs. The commonly used treatments include electroless plating,1,2 electroplating, 3 plasma etching,4–6 ceramic thin film cladding, 7 physical vapor deposition (PVD),8,9 chemical vapor deposition (CVD),10–12 micro arc oxidation (MAO),13–16 plasma electrolytic oxidation (PEO) coating, 17 and so on.
For a frequent repetitive working environment, there will be a particular concern for the fatigue property of the workpiece. Fatigue is a form of failure that occurs when a material is subjected to repeatedly applied loads. Fatigue failure is examined from the viewpoint of crack initiation and growth. Fatigue crack growth mechanisms could be divided into three stages, crack initiation, crack propagation, and failure. Usually, in the low stress fatigue, the first stage in which crack initiates at the free surface and advances on a microscale plays a significant role. 18 Thus, eliminating surface defects and maintaining surface integrity could improve fatigue properties of materials obviously. Plasma etching treatment is an effective process to decline the surface residues of the workpiece. Recently, the plasma etching technique has been reported to reduce the surface roughness from hundreds of nanometers to as much lower as 3 nm for metals. 19 Plasma can be regarded as a kind of ionized gas and produced through the collisions of electrons and atoms with high energies provided by direct current (DC) power, alternating current (AC) power, radio frequency (RF) energy, or microwave energy. Oxygen is among the most common gas used in plasma etching technology due to its low cost and wide availability. The applications of oxygen plasma treatments such as hardening of tools, manufacturing of semiconductor integrated circuits, and surface adhesion or wettability improvement are extensively used in the manufacture industries.20–22 The plasma generates volatile compounds from the chemical reactions between the elements of the sample etched and the reactive species generated by the plasma. Then, the volatile compounds could be removed from the sample surface and a clear and smooth profile is obtained. Therefore, improving the mechanical properties of the workpiece could be achieved by removing the residues, cracks, and micro-defects from the surface of the workpiece.23,24
This work applied the plasma etching treatment on the electrical discharge machined (EDMed) workpiece. EDM is a nontraditional machining process in an electrically conductive material by removal of material through melting or vaporization caused by a high-frequency spark discharge. However, high temperature and energy are attained during the discharging process, and serious damaged surface would be observed in the EDMed workpiece especially in the one produced under improper machining conditions. Moreover, the research about the application of the plasma treatment to EDMed Al alloy 6061 has been limited. This study is aimed at obtaining a better understanding of the effects of the oxygen plasma treatments on the surface characteristics and fatigue lives of the EDMed Al alloy workpieces.
Materials and methods
In this study, the workpiece material was Al alloy 6061 for the EDM process, and the specimen size was as follows: length 45 mm, width 13 mm, and thickness 1 mm, as shown in Figure 1. A die-sinking EDM machine (Moldmaster; M35B) was used, and copper electrode was anodic while Al alloy 6061 was cathode in a kerosene dielectric. Under specific EDM conditions, such as voltage 150 V, current 15 A, pulse time 60 µs, and pause time 20 µs, the machining process was carried out. Then, the plasma etching treatment was performed at the EDMed workpiece which was on the cathode plate under a base pressure of 7.5 × 10−6 Torr. Oxygen gas was then introduced into the chamber, and the ignited oxygen plasma with a DC pulse of 30 kHz was focused on the surface of the workpiece for 30 min as well as 60 and 90 min. Furthermore, DC power and the oxygen gas flow, the other two control factors of the plasma etching, were also discussed in this work.

Schematic diagram of the workpiece. The unit used for the dimensions is millimeters.
After the plasma etching, the surface quality could be assessed with the surface roughness and the contact angle measurements. The surface roughness of the workpiece was determined by the surface profilometer (Mitutoyo; Surftest301), and the roughness average, Ra, was used in this study. The contact angle of a water droplet was measured by the optical microscope (OM; Olympus; BX51). Surface morphologies of the workpieces undergoing the plasma etching were inspected by the scanning electron microscope (SEM; JEOL JSM-6500F). Finally, the fatigue life in this study was evaluated by the number of the bending repeatedly before the fracture of the workpiece, and the bending angle was 60°. This method would aggravate the fatigue damage in a relatively small number of straining cycles and accelerate the appearance of the fatigue fracture.
Results and discussion
To better understand the relationship between the plasma etching parameters and the surface quality of the workpiece, we used some statistical analyses like Taguchi’s method, analysis of variance (ANOVA), and gray relational analysis and hope to identify the key process parameters that have the most effect on the surface quality. Taguchi’s method was applied to the plasma etching of the EDMed Al alloy for experimental design, and all parameters for the plasma etching were subsumed in an L9 (33) orthogonal array to explore their influences. Table 1 shows the experiment design using the L9 (33) orthogonal array for three factors: DC power, oxygen gas flow, and etching time. Each factor had three levels. Surface quality was analyzed by Taguchi’s method to obtain the optimum plasma etching parameters and parametric contribution.
Plasma etching conditions for the EDMed Al alloy 6061 workpiece: factors and levels.

For satisfying the contents of the L9 (33) orthogonal array, nine experimental runs were performed in this study. The experimental results of the surface roughness and signal-to-noise (S/N) ratios are listed in Table 2. In terms of ANOVA and the contribution analysis shown in Table 3, the contributions of the DC power (parameter A), oxygen gas flow (parameter B), and the etching time were 58.2%, 16.0%, and 25.8%, respectively. The response graph shown in Figure 2 was generated based on Taguchi’s method. The surface roughness of the EDMed workpiece without the plasma etching treatment was around 14.4 µm. The surface roughness showed a tendency to decrease after the plasma etching treatment. The ninth experimental run (Exp. 9, A3B3C2) had the minimum value of the surface roughness and its Ra was approximately 12.2 µm. According to ANOVA, the most effective parameter was the DC power (parameter A) and then the etching time (parameter C). An optimum process condition was obtained combining the contributions of the three parameters and could produce the smallest roughness of the workpiece. Therefore, the ninth experimental run (Exp. 9, A3B3C2) was the optimum process condition and had the smallest roughness; meanwhile, the second smallest roughness was in the fifth experimental run (Exp. 5, A2B2C3) and the third smallest roughness was in the seventh run (Exp. 7, A3B1C3).
Experimental results of the surface roughness and S/N ratios.
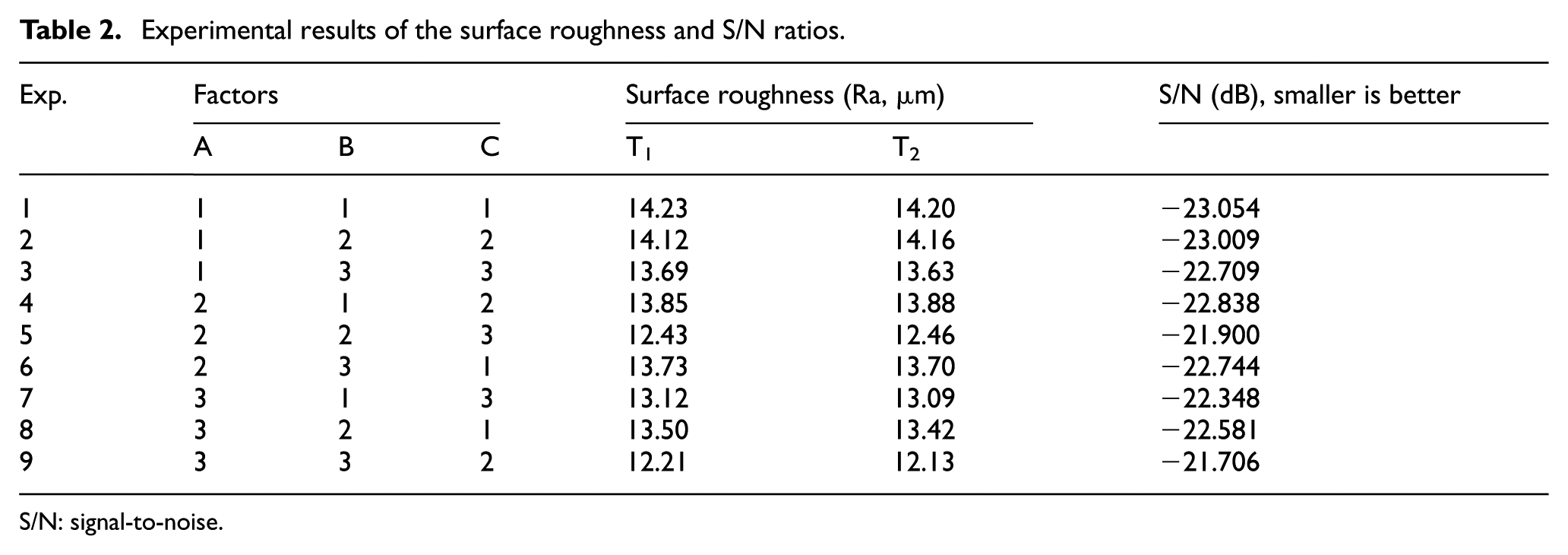
S/N: signal-to-noise.
ANOVA results for the surface roughness.


Gray relational grade graph of the surface roughness.
Table 4 shows the experimental results of the contact angle and S/N ratio for all experimental runs. According to the results of ANOVA and the contribution analysis presented in Table 5 and Figure 3, the DC power was the parameter that had the most effect on the contact angle for the EDMed Al alloy workpiece. The contribution of the DC power (91.27%) was much higher than those of other parameters.
Experimental results of the contact angle and S/N ratios.

S/N: signal-to-noise.
ANOVA results for the contact angle.


Gray relational grade graph of the contact angle.
The contact angle of the EDMed workpiece without the plasma etching treatment was measured as 28.5°. After the plasma treatment, a significant difference in the results of the contact angle measurement among the nine experimental runs could be found. The contact angle of the EDMed workpiece after the plasma etching treatment became higher than that of the EDMed workpiece without the plasma etching treatment. The ninth experimental run (Exp. 9, A3B3C2) had the maximum value of the contact angle around 92°. The results indicated that the EDMed Al alloy workpiece after the plasma etching would decrease the defects, craters, cracks, or molten metal particles on the surface. The improvement of the surface integrity would result in the decrease in the surface roughness and the enhancement of the contact angle. According to the literature on the surface wetting, hydrophilicity and hydrophobicity are both enhanced with increasing Wenzel roughness and the solid roughness makes the solid more wettable or dewettable.25,26 In our experiment, the workpiece after the EDM process had a hydrophilic surface. The roughness-induced wetting greatly contributes to the hydrophilicity of the EDMed workpiece. After plasma treatment, the surface became even and smooth, resulting in the increase in the contact angle, and Exp. 9 had the largest contact angle due to the smallest surface roughness.
Figure 4 shows surface morphologies of the EDMed workpieces before (Figure 4(a)) and after the plasma etching treatments (nine experimental runs, Figure 4(b)–(j)). The SEM micrographs displayed that the surface of the workpiece after plasma etching treatment tended to become smoother and flatter than that of the workpiece without plasma treatment and the defects of the surface were gradually eliminated after the plasma etching process.
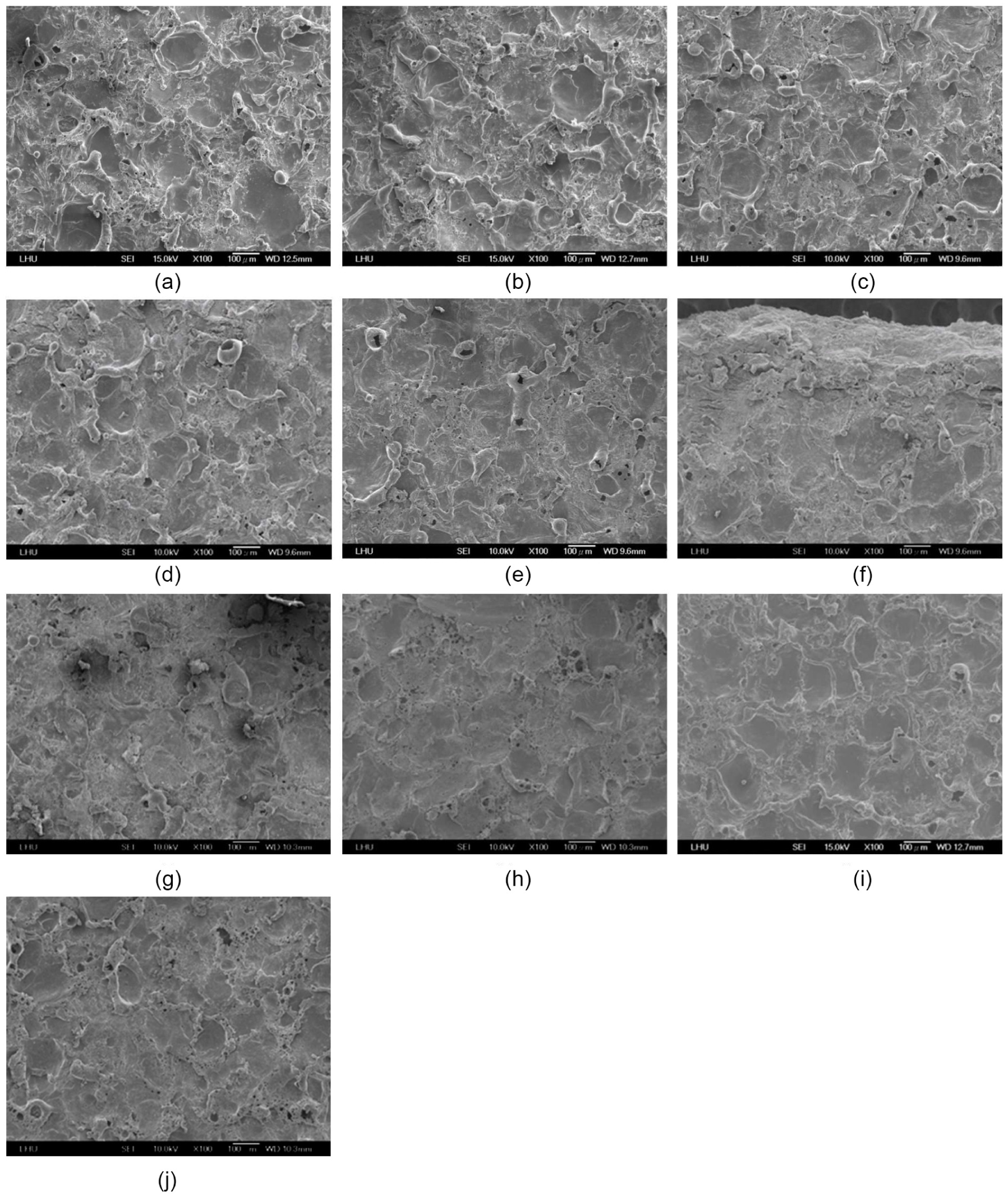
Surface morphologies of the EDMed workpieces: (a) before the plasma etching, (b) Exp. 1 (A1B1C1), (c) Exp. 2 (A1B2C2), (d) Exp. 3 (A1B3C3), (e) Exp. 4 (A2B1C2), (f) Exp. 5 (A2B2C3), (g) Exp. 6 (A2B3C1), (h) Exp. 7 (A3B1C3), (i) Exp. 8 (A3B2C1), and(j) Exp. 9 (A3B3C2).
In this study, the influence of the plasma etching on the fatigue life of the EDMed workpiece was also investigated. Figure 5 reveals the correlations among the fatigue life, the surface roughness, and the contact angle. The fatigue life of the EDMed workpiece without the plasma etching treatment was 60 times. After the plasma etching treatment, the fatigue life of the workpiece could be enhanced to 75 times (the ninth experimental run). The results meant that 25% increase in fatigue life of the EDMed workpiece could be achieved after the plasma etching treatment. The maximum fatigue life was obtained from the workpiece of the ninth experimental run which owned the smallest surface roughness and the largest contact angle among all experiment runs. According to the literature,27–29 the existence of the surface defects in the coating layer or on the surface of the workpiece can cause the reduction in the fatigue resistance of the Al alloys. However, the appropriate surface treatment can delay the fatigue crack initiation and the early stage of fatigue crack growth. That means the workpiece with a good surface integrity could have better fatigue performance than that with a damaged surface. Furthermore, in all experimental runs, a clear and strong relationship between the fatigue life and the contact angle could be observed. The results suggested that the measurement of the contact angle could offer a quick evaluation to estimate the fatigue lives of the EDMed workpieces with variable plasma etching conditions.

Correlations among the fatigue lifetime, the surface roughness, and the contact angle of the EDMed workpieces after plasma etching.
Conclusion
This study chose the oxygen plasma etching treatment to improve the surface quality of the workpiece undergoing the EDM process and used Taguchi’s orthogonal array for the experiment design. ANOVA and the gray relation analyses were applied to assess the effects of plasma etching parameters and the parametric contributions. The experimental results showed that the DC power of the plasma etching treatment was the dominating parameter to determine the surface roughness and the contact angle of the EDMed workpiece; moreover, the optimum conditions of the plasma etching treatment suggested in this study were DC power 300 W, oxygen gas flow 100 sccm, and etching time 60 min. Fatigue life of the EDMed workpiece could be enhanced from 60 to 75 times after the plasma etching treatment. These experimental results indicated that the surface characteristics of the workpiece had a great influence on the fatigue life of EDMed Al alloy. Additionally, the results also revealed that the fatigue life and the contact angle were strongly positively correlated. The contact angle measurement could be an alternative method to evaluate the influence of the plasma etching conditions of the EDMed workpieces rapidly.
Footnotes
Handling Editor: James Barufaldi
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by National Taiwan Normal University supports (grant no. T10607000078) and Ministry of Science and Technology of the Republic of China (grant no. MOST 106-2218-E-003-002).