
Abstract
Ultrasound waves are directly being used in many of the industrial applications including material removal for generating profiles on material surfaces. Trend has been shifted to use ultrasonic sound waves or ultrasonic vibrations as assisting media to enhance process performance. Electric discharge machining is one such industrial application for material removal, where ultrasonic vibrations have been introduced as assisting media for improving process performance. Ultrasonic vibrations were mainly employed in electric discharge machining process for improved debris evacuation from the sparking gap to increase process efficiency. It also resulted in stable and consistent sparking sequences by minimizing adverse arcing phenomenon in electric discharge machining. Since its introduction, technology of ultrasonic assistance in electric discharge machining has gone through considerable changes and penetrated to various variants of the electric discharge machining process mainly die sinking electric discharge machining, wire cut electric discharge machining and micro electric discharge machining.
This article presents a research review for applications of ultrasonic vibrations for electric discharge machining process. The review has been carried out in terms of modes of applying ultrasonic vibrations, effect on performance parameters, process modelling and optimization and application for difficult-to-cut advanced materials. Based on the review of present status of the ultrasonic-assisted electric discharge machining, future research needs have been identified to strengthen the capacity and capabilities of the electric discharge machining process.
Keywords
Introduction
Electric discharge machining (EDM) is a thermo-electric-based non-conventional metal removal process used to generate a wide variety of complex, intricate, slender, geometrically and dimensionally accurate profiles and features on punches and dies for plastic and metal forming processes. EDM is a preferable process for the manufacture of parts for aerospace, automotive industry, surgical and other medical implant applications.1,2 Material removal is accomplished by applying high-frequency pulsed discharge current to the workpiece through a dielectrically separated tool electrode. Dielectric fluid breaks down to cause melting and vaporization of the workpiece material. The material removed in the form of debris is accumulated in the machining gap and leading to reduction of resistance in the gap, hence encourages the formation of abnormal discharges through short circuits, which eventually results in significant tool wear and slows down the material removal rate (MRR). 3 Hence, in order to maintain efficiency and consistency of the process, effective evacuation of debris from the sparking gap plays an imperative role in EDM process.
Development of effective debris evacuation or flushing methods to remove debris from sparking gap has been the focus area of research in EDM since last decade. Application of ultrasonic vibration is one of the methods for debris evacuation in EDM. Ultrasonic vibration–assisted electric discharge machining (UVAEDM) is hybrid machining process, wherein small-amplitude vibrations of specific frequency are applied to either of the electrodes (tool/wire and workpiece) or dielectric fluid to improve flushing and hence machining efficiency. 4 The basic principle of this process clarifies that the ultrasonically vibrating electrode or workpiece changes the sparking gap rapidly and generates a high-frequency alternating pressure variation in the sparking gap. Constantly changing pressure assists in better ejection of the molten materials. In addition, the ultrasonic vibration improves dielectric circulation, which in turn prevents the conglomeration of the debris particles in the working gap. It facilitates effective debris removal and hence improves the discharge efficiency and results in high MRR substantially. 5
This article provides a detailed research review on application of ultrasonic vibrations for die sinking EDM, wire cut EDM and micro EDM. The review focuses on modes of applying ultrasonic vibrations, its effects on performance parameters, metallurgical effects of surface generated, process modelling, analysis and optimization and applications for advanced and difficult-to-cut materials. Based on the review, future research directions have been suggested to explore new areas of ultrasonic vibration assistance in EDM.
Modes of applying ultrasonic vibrations to EDM
Researchers have experimented with various modes to employ ultrasonic vibrations in EDM system like vibrations applied to workpiece, tool and wire and dielectric fluid. This section of this article provides the review of the above-mentioned modes.
Ultrasonic vibration applied to workpiece
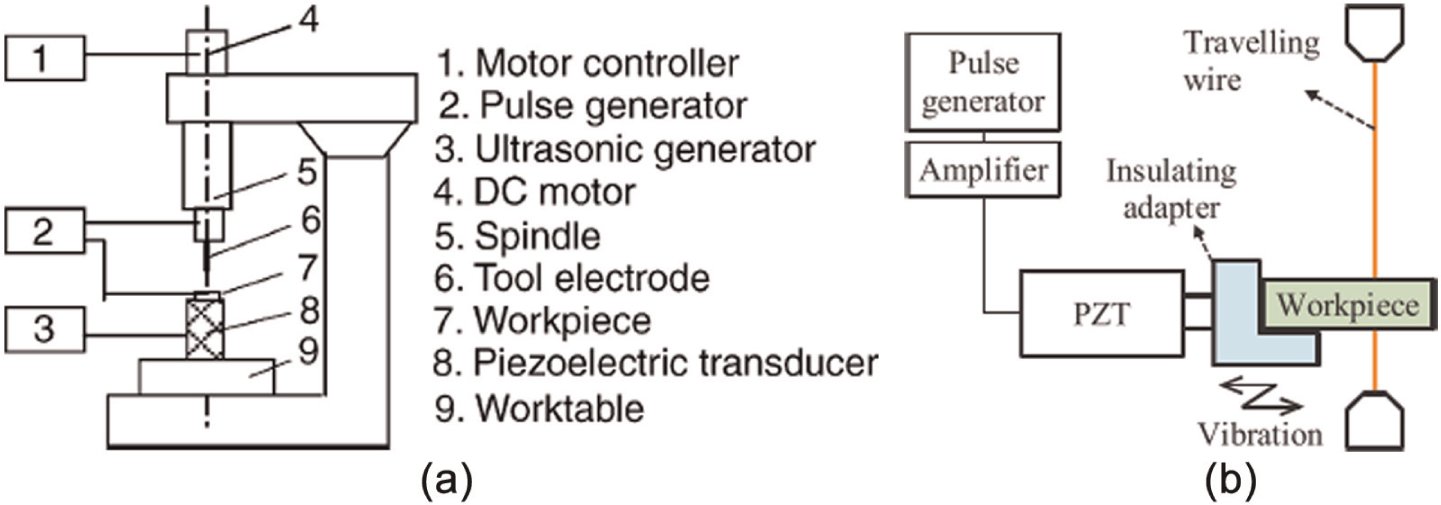
Murthi and Philip 6 have designed and fabricated an ultrasonic fixture with magnetostrictive transducer operating at a resonance frequency of 22 kHz with 3-µm amplitude. The authors reported that the influence of ultrasonic on machining rate with drilling or cavity sinking is highly remarkable on the EDM performance due to improved stability of sparking because of ultrasonic field forces and micro streaming. Gao and Liu 7 developed a ultrasonic-assisted micro EDM system, where the workpiece was directly attached to a piezoelectric transducer to secure the vibration as shown in Figure 1(a). The results obtained show that ultrasonically aided micro EDM gives eight times greater efficiency as compared to conventional micro EDM. Hoang and Yang 8 have experimented using piezoelectric actuator in micro wire electric discharge machining (WEDM) for the workpiece excited method as shown in Figure 1(b). Comparative experimental results revealed that when vibration is applied to the workpiece, the cutting rate is 1.5 times higher than when vibration is applied to the wire and 2.5 times higher than in conventional WEDM. Larger area of the workpiece is involved to circulate dielectric and flush away the melted material in case of workpiece vibration, resulting in higher machining efficiency than vibration of the wire.
Ultrasonic vibration applied to tool and wire electrode
Kremer et al. 9 used a vibrating system for investigation, as shown in Figure 2(a), where one end was directly connected to the head of EDM and the other end to the electrode. It has been observed that vibrating tool results in improved process performance compared to non-vibrating tool EDM.
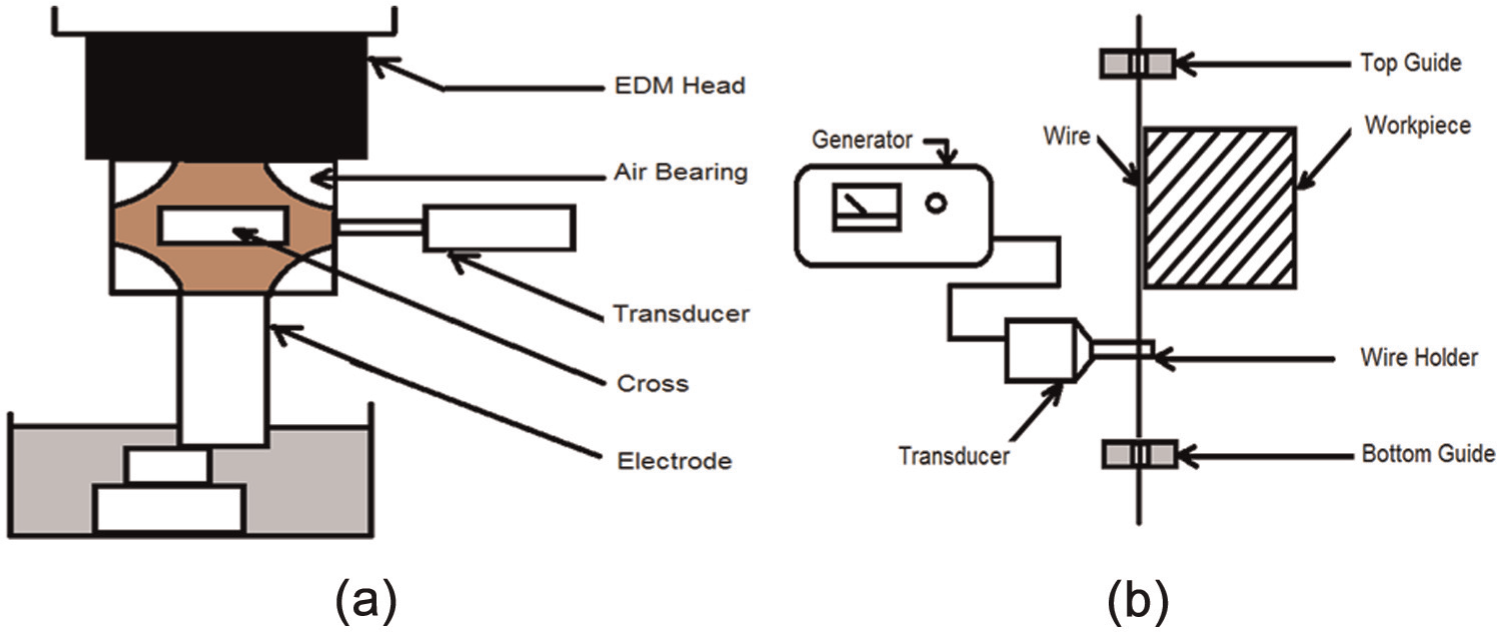
Kavtaradze et al. 11 reported about superposition of ultrasonic vibrations in wire electrode. Moreover, Lipchanskii 12 experimentally investigated the ultrasonic vibration–assisted WEDM and found improvement in process performance. Guo et al. 10 have developed a device consisting of a transducer, a wire holder and an ultrasonic generator mounted on a WEDM as shown in Figure 2(b) to study the vibration of the wire. The wire was vibrated to 12 µm amplitude on 35 kHz frequency to investigate the machining mechanism of WEDM assisted by ultrasonic vibration of the wire. It has been observed that ultrasonic vibration increases the cutting efficiency of WEDM by 30% and reduce the roughness of the machined surface remarkably. Yu et al. 13 presented a new method of combining ultrasonic vibration with planetary movement of an electrode to drill micro-holes with high aspect ratios by micro EDM for improvement of MRR.
Ultrasonic vibration supplied to dielectric fluid
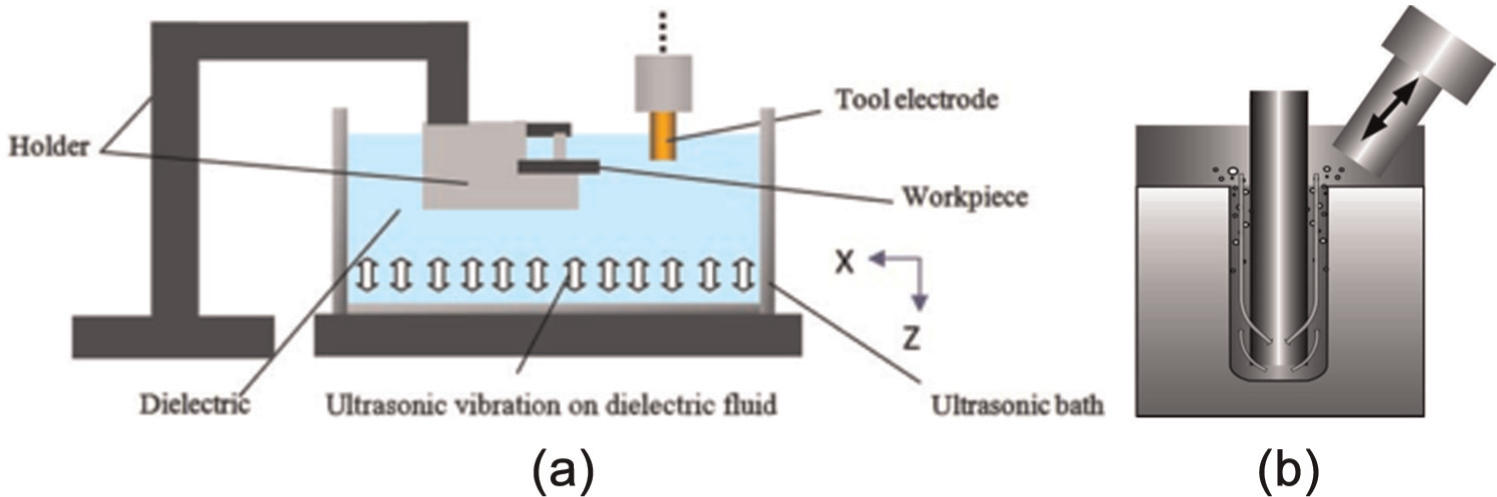
Prihandana et al. 14 have introduced the concept of applying ultrasonic vibration to the dielectric fluid for micro EDM processes as shown in Figure 3(a) wherein ultrasonic vibration with frequency 43 kHz was used to increase the kinetic energy of discharge debris in ultrasonically activated bath. The results indicated significant increase in MRR and improved surface quality. Schubert et al. 15 reported about immersing vibrating sonotrode in the dielectric and arranged it in such a way that the high intensity near the field of the ultrasonic is aligned to the machining zone as shown in Figure 3(b), which eventually increases the process speed.
Ghiculescu et al. 16 demonstrated an equipment for WEDM that increased machining rate by cavitation effect produced through longitudinal oscillations of an acoustic chain immersed in dielectric liquid. Dielectric liquid contained in a hopper kept the relative position between the workpiece and the electrode constant without affecting the precision. Ichikawa and Natsu 17 have experimentally investigated the effect of applying ultrasonic vibrations to the machining fluid in micro EDM. It was reported that a significant increase in the machining speed was realized by applying ultrasonic vibration.
Remarks
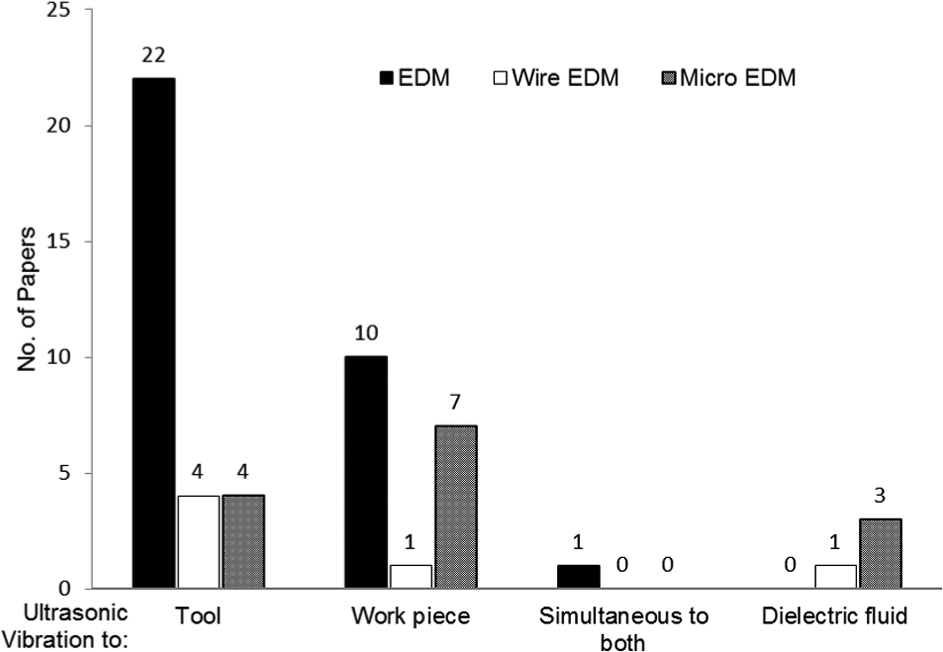
Figure 4 shows research trends in ultrasonic vibration application to different variants of EDM (EDM/WEDM/micro EDM). Ultrasonic vibration of the workpiece affects large area and tends to increase dielectric circulation and eventually flushing efficiency, resulting higher machining efficiency than the vibration of the wire. 7 Moreover, the vibration of tool/wire requires smaller piezoelectric ultrasonic device with small size, low cost and low power consumption compared to the vibration of the workpiece. While the vibration to dielectric fluid creates pressure variation in spark gap for better debris evacuation without change in gap distance. All methods have potential to cater in one or more aspects and have unique advantages compared to other modes and hence have been tried at different research levels.
Researches in ultrasonic vibration application to EDM variants.
Effects of ultrasonic vibrations on performance parameters of EDM
Researchers have been working on understanding the effects and benefits of ultrasonic vibrations on EDM, micro EDM and WEDM since the last 25 years. 5 Some articles have been found related to beneficiary effects of UVAEDM process in terms of influence on performance parameters and metallurgical effects. This section provides an insight into major performance measures like MRR, tool wear rate (TWR), surface roughness (SR), pulse characteristics and metallurgical effects like recast layer and heat-affected zone thickness, micro cracks and debris characteristics.
Effects on MRR
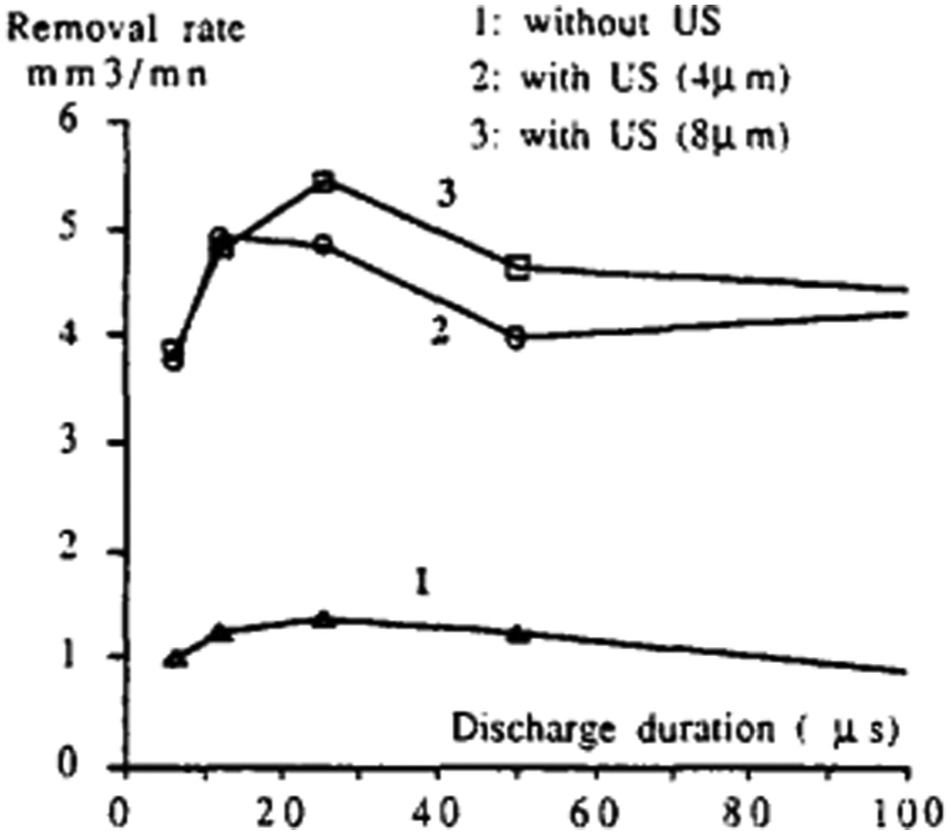
Murthi and Philip 6 have compared the EDM planning and EDM drilling operations with and without workpiece vibration. It has been observed that the influence of ultrasonic on MRR in case of EDM drilling is highly remarkable. Kremer et al.9,18 have observed 400% gains in MRR (shown in Figure 5) during finishing operation by synchronizing the tool oscillations with EDM discharges and improvement in the slurry circulation. In addition, tool oscillating at high frequency generates pumping action by pushing the debris away and sucking new fresh dielectric. Zhixin et al. 19 have compared MRR for UVAEDM with ultrasonic machining (USM) and found that MRR of the combined machining is about three times more than that of USM. Zhang et al. 20 proposed EDM with tool vibration using direct current (DC) power supply instead of the usual pulse power supply and reported that MRR increased with the increase in the amplitude of the tool face.
Effect on MRR due to ultrasonic vibration. 16
Ghoreishi and Atkinson 21 have experimented with high-frequency forced axial vibration of the electrode with rotation (vibro-rotary) in EDM and found that vibro-rotary movement increases MRR up to 35% compared with vibration in semi-finishing operation. Shervani-Tabar et al. 22 introduced simultaneous vibration of the tool and the workpiece as a new idea in ultrasonic-assisted EDM (UAEDM). It has been reported that simultaneous ultrasonic vibration of the tool and the workpiece produces higher MRR in comparison with the conventional EDM and UAEDM with ultrasonic vibration of the tool. Guo et al.10,23 studied the machining mechanism of WEDM with ultrasonic vibration of the wire and found that the combined technology of ultrasonic-assisted WEDM facilitates to form multiple channel discharge and raise the utilization ratio of the energy that leads to the improvement in cutting rate and the cutting efficiency of WEDM by 30%. Table 1 shows summary of the research finding by different authors.
Research findings of the literature reviewed for MRR.
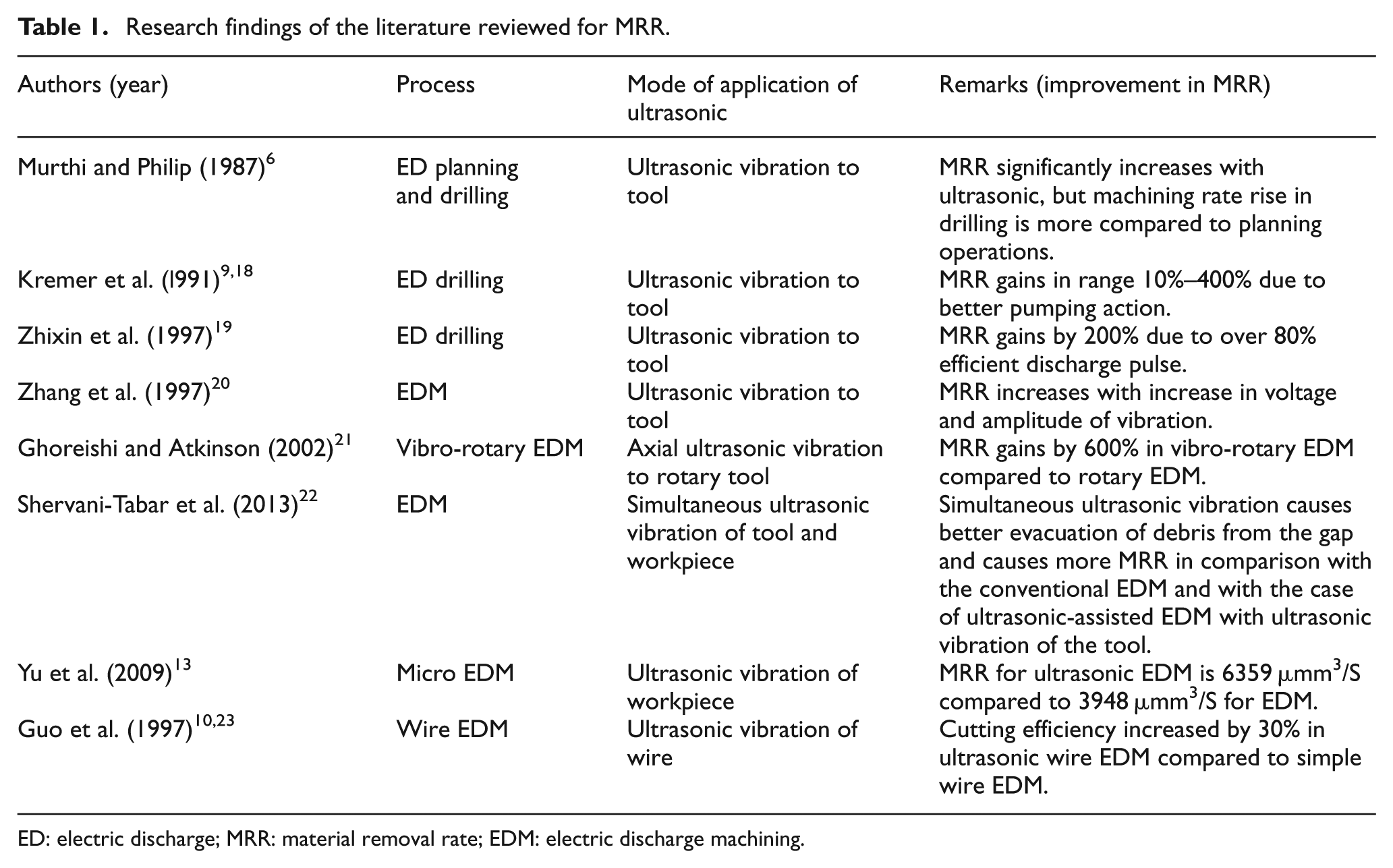
ED: electric discharge; MRR: material removal rate; EDM: electric discharge machining.
Effect on TWR
Jiang et al. 24 have experimentally compared conventional EDM, UVAEDM and vibration-assisted EDM using voice coil motor for TWR. The authors reported that TWR is reduced remarkably for UAEDM, as improved flushing gap status weakened erosion of tool electrode (shown in Figure 6). Tong and Wang 25 investigated TWR in micro EDM. The authors reported that in the micro EDM assisted by workpiece vibration, an increase in discharge frequency is directly proportional to the vibration frequency. In addition, an increase in effective discharge ratio results in more spark explosive force to accelerate dielectric liquid circulation and debris removal, so that the tool electrode wear is improved.
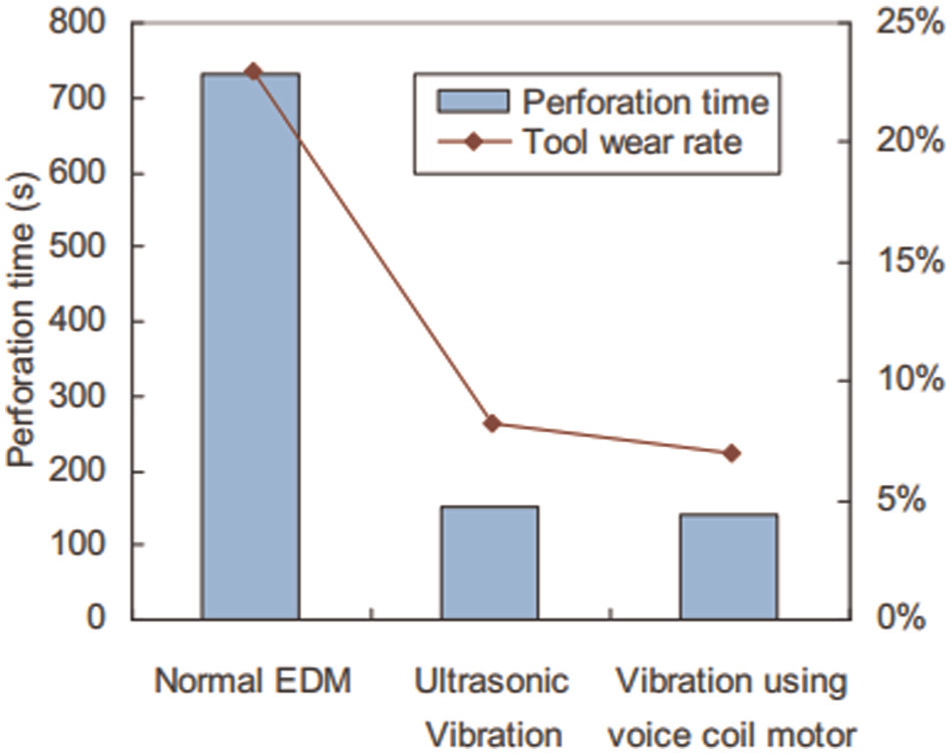
Effect on TWR due to ultrasonic vibration. 24
Ichikawa and Natsu 17 have experimentally investigated the effect of applying ultrasonic vibration to the machining fluid in micro EDM. It was found that a significant increase in the machining speed was realized by applying ultrasonic vibration. The experimental results showed that the lateral gap width between the tool electrode and workpiece was shortened, and the tool wear ratio became smaller. Srivastava and Pandey26,27 used cryogenic cooling for ultrasonically vibrating tool and established that TWR reduced in ultrasonic-assisted cryo cooled EDM process. Table 2 shows summary of the research finding by different authors.
Research findings of the literature reviewed for TWR.
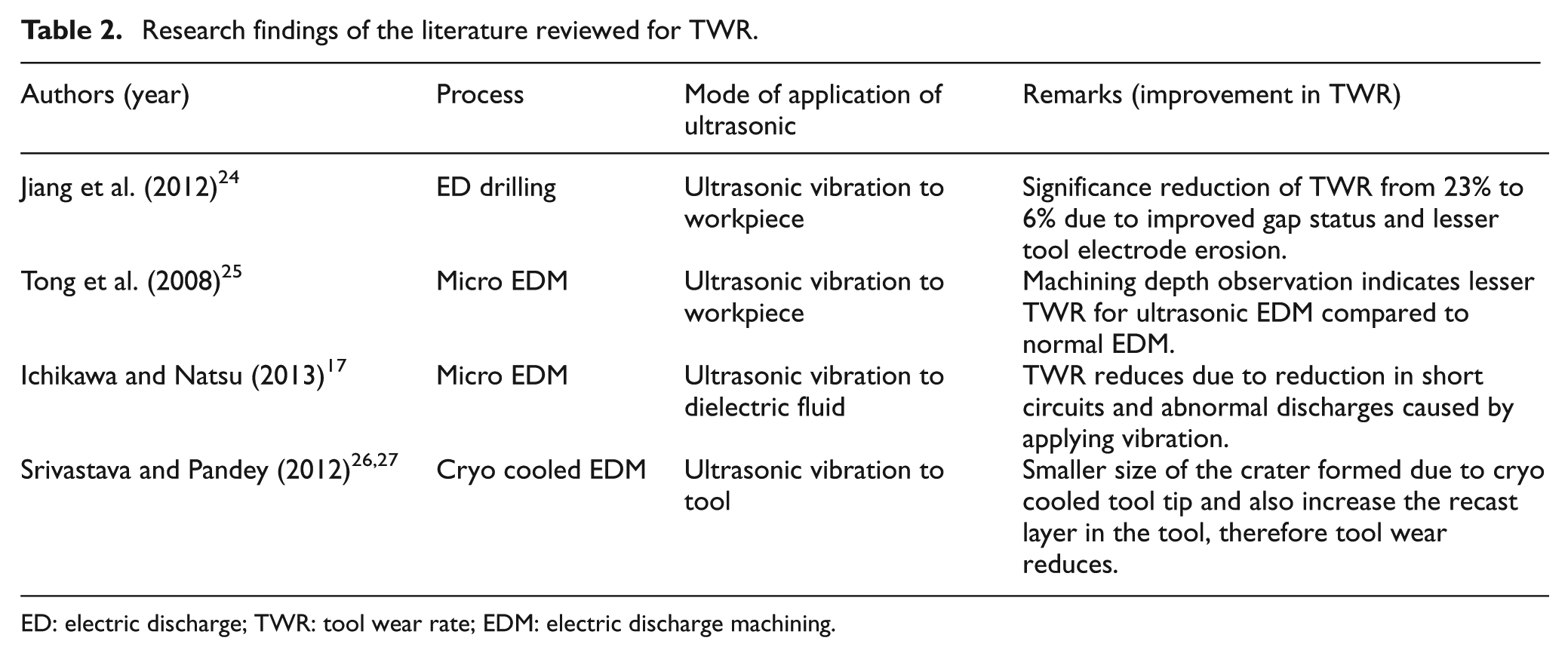
ED: electric discharge; TWR: tool wear rate; EDM: electric discharge machining.
Effect on SR
Abdullah and Shabgard 28 observed that about 10% rougher surface is obtained when using ultrasonic vibrations due to more molten material being ejected by every discharge and also due to deeper and wider craters. Chern and Chuang 29 designed and developed the vibrating worktable for micro EDM and found that the vibration machining technique improves the efficiency of micro EDM significantly. The number of effective sparks in vibration EDM increased noticeably. Larger feed and better surface finish can be achieved in micro EDM with vibration machining. Guo et al. 10 observed that SR reduced with the application of ultrasonic to wire in WEDM.
Effect on pulse characteristics
Stability of EDM process can be evaluated by checking pulse train characteristics. Murthi and Philip 30 presented a method of pulse train analysis in case of UVAEDM. The authors categorized EDM pulses as effective (pulses with low ignition delay, pulses with medium ignition delay and pulses with large ignition delay) and ineffective pulses (short-circuit pulse, open-circuit pulse and arcing) for detailed analysis. It has been experimentally confirmed that the flushing is highly influenced by ultrasonic vibrations which causes reduction in ineffective pulses (shorts and arcing), thus indicates improvement in the sparking efficiency.
Remarks
Detailed analysis has been carried out for the referred works stated in the article for evaluation of the critical information regarding improvement of various performance parameters. It has been pointed out that application of ultrasonic vibrations improve MRR and decreases TWR significantly, which in turn enhances production economy of the EDM process. Moreover, surface finish and sparking efficiency improve when EDM process is assisted by ultrasonic vibrations.
Effects of ultrasonic vibrations on metallurgical characteristics
During EDM process, melting and solidification of molten debris alter material surface characteristic in the heat-affected zone, which consists of white, tempered and reheated layers. Kremer et al. 9 have reported that due to better debris ejection from sparking gap, lesser material recast is leading to thinner heat-affected zone and minimum metallurgical changes in the surface. Fewer micro cracks on the work material surface increase fatigue life by two to six times. Singh et al. 31 reported the major difference between continuous- and discontinuous vibration–assisted EDM in terms of size and number of micro cracks appearing on the machined surface. The authors have observed that in discontinuous vibration–assisted EDM, small cracks are observed due to less volume of re-solidified material in each crater which gets quenched with the surrounding dielectric leaving a rougher surface with small micro cracks.
Dielectric fluid removes the molten material in the form of microscopic debris after each discharge from spark gap in order to avoid short circuit. For stable and efficient machining, production rate of debris must be equal to its flushing rate. Debris analysis is required for better understanding of the erosion mechanism. Murthi and Philip 32 collected debris using ceramic ring magnet around machining zone and examined the effects of ultrasonic vibration of the workpiece on debris characteristics (size, shape, distribution) by using scanning electron microscope (SEM). The debris in case of ultrasonic EDM was found to be globular in shape and solid except a few isolated hollow particles, compared to that of without ultrasonic as shown in Figure 7. The authors reported the larger debris particles produced due to the increased collisions between molten droplets. Also, the size distribution was near normal, indicating the stochastic nature of particle formation.
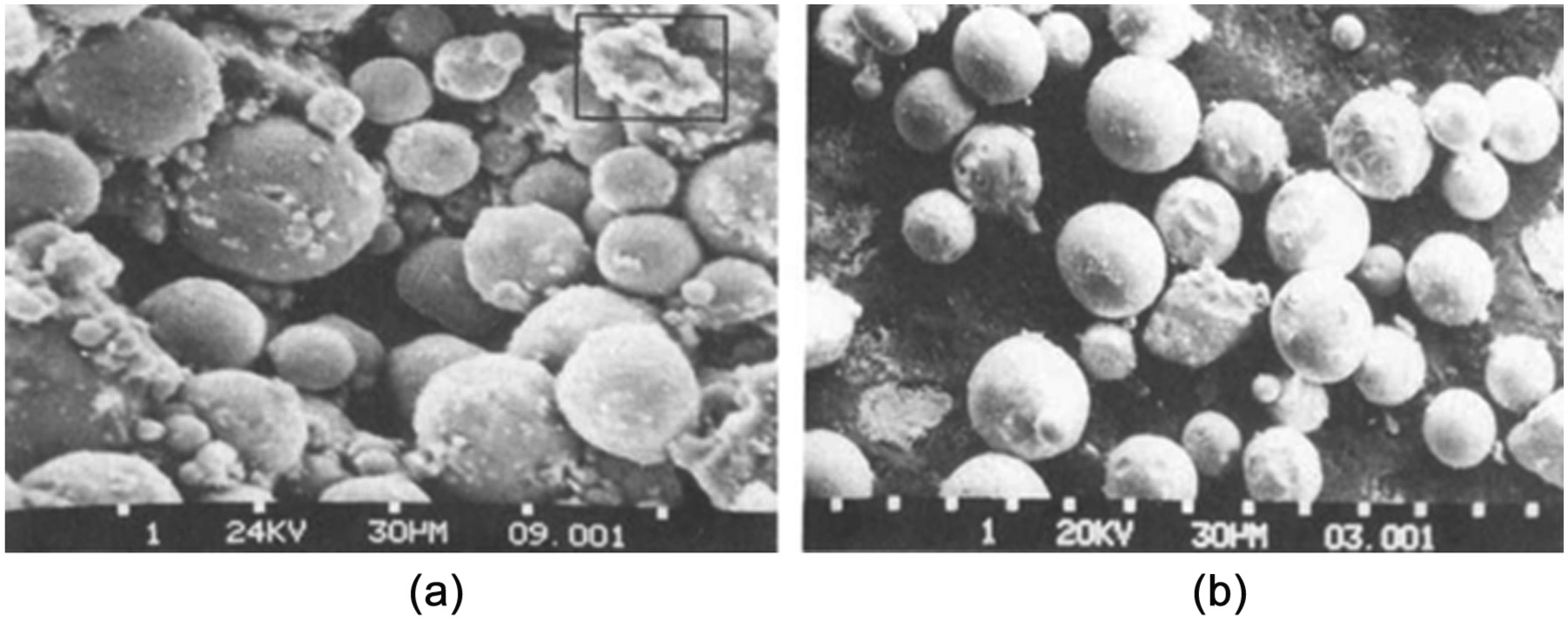
Scanning electron micrographs of EDM debris: (a) without ultrasonic and (b) with ultrasonic. 32
Remarks
Ultrasonic vibrations help molten globules to get detached easily and form smaller size and spherical shape. It results in thinner heat-affected zone and hence smaller surface micro cracks.
Process modelling of UAEDM
The EDM process is of stochastic thermal nature having highly complex discharge mechanism. However, researchers have developed mathematical models for process analysis to understand the effect of operating variables on achieving the desired machining characteristics. Murthi and Philip 6 have established an empirical relationship of machining responses using response surface methodology (RSM) technique while machining using ultrasonic vibration of the workpiece. The results showed that the machining rate, surface finish and TWR improved significantly. However, the wear ratio was not influenced significantly. Shabgard et al. 33 presented a systematic methodology for developing statistical models to show the relationship between important machining performance parameters (MRR, tool wear ratio and SR) and input machining parameters (pulse current and pulse on time) in the EDM and UAEDM of tungsten carbide (WC). The results showed that MRR increased significantly in UAEDM of cemented WC (WC–10% Co), especially in finishing modes and can be up to four times greater than that of conventional EDM. Shervani-Tabar and Abdullah 34 numerically and experimentally investigated the effects of tool vibrations in UVAEDM and reported that MRR increased in both cases.
Marinescu et al. 35 reported about modelling of material removal mechanism and attempted to explain about ultrasonic-induced thermal and cavitation phenomenon in the spark gap in EDM process. Increased number of discharges within an oscillation period resulted in increased material removal due to ultrasonically induced cavitation. Zhang et al. 36 studied an adaptive fuzzy control system of servo mechanism for electro-discharge machining with ultrasonic to adjust discharge pulse parameter in a timely manner and machining gap to optimize the machining state and to improve the machining efficiency. Shabgard et al. 37 developed fuzzy models for the selection of the UAEDM parameters for WC (WC–10% Co). It was observed that the fuzzy modelling results were in good agreement with the experimental findings demonstrating approximately 90% predictions complying. Fuzzy modelling technique could be an economical and successful method for prediction of output parameters according to input variables. Sundaram et al. 38 presented an investigation on the optimization of machining parameters on MRR and tool wear in ultrasonic-assisted micro EDM by using Taguchi method. The significance of the parameters on MRR and tool wear was determined by using analysis of variance (ANOVA). ANOVA was performed and signal-to-noise (S/N) ratio was determined to know the level of importance of the machining parameters. Mohammadi et al. 39 analysed the effects of ultrasonic vibration, discharge power, off-time and rotational speed on MRR for a new method of vibration transfer to the wire in ultrasonic-assisted wire electrical discharge turning. The authors have reported that higher MRR is mainly due to reduction in friction between the wire and the wire guide that causes reduction in wire breakage, improvement in flushing and creation of suction on the molten material crater, resulting in a greater MRR. Ghiculescu et al. 40 carried out researches concerning modelling of material removal mechanism at micro-geometric level by computer-aided finite element method (FEM) of ultrasonic-aided EDM. Qualitative and quantitative analyses of machined surface by UAEDM process of Al–Zn–Mg aluminium alloy have shown improvement in surface layer and wear resistance. 41 Table 3 shows summary of the research finding by different authors.
Research findings of the literature reviewed for process modelling.
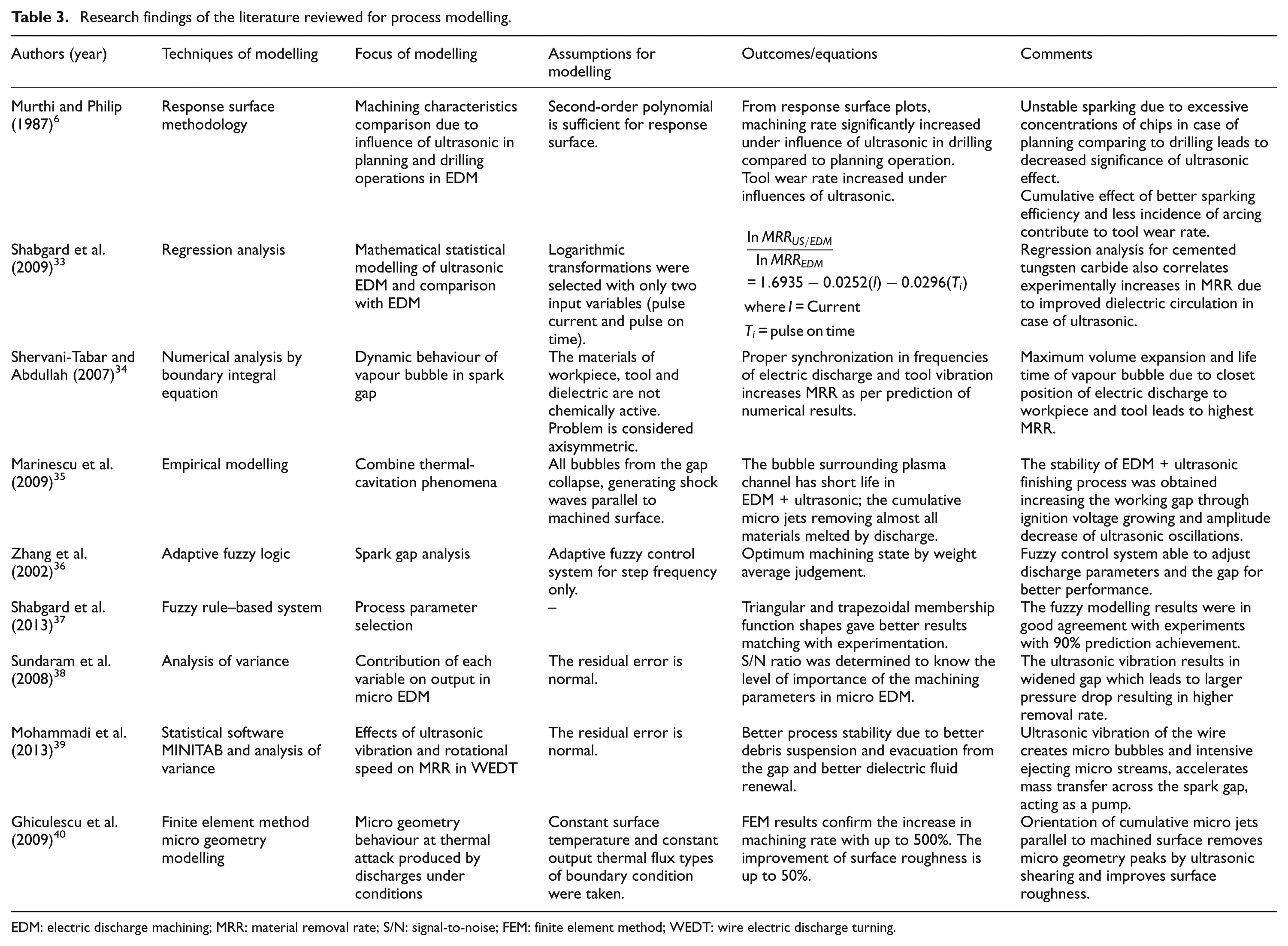
EDM: electric discharge machining; MRR: material removal rate; S/N: signal-to-noise; FEM: finite element method; WEDT: wire electric discharge turning.
Remarks
Physics of EDM process is governed by intense thermal and pressure effects, shock wave propagation theories due to bubble formation and bursting phenomenon, ultrasonic wave theories and metallurgical phenomenon like melting solidification, evaporation and fluid mechanics. The models developed to understand the process behaviour are limited to few physics theories only at a time neglecting influence of other theories. There are no process models, which are acceptable in entire EDM domain. Advanced engineering tools along with computational techniques have the capability to correlate all the physics aspects to develop a more accepted and better representative process model.
UVAEDM in gas
EDM operations have been experimented using gaseous dielectrics like oxygen 42 and compressed air, 43 with a view to reduce environmental pollution and improve some performance characteristics as compared to liquid dielectrics. However, gaseous dielectrics have limitations like low stability and low MRR. 44 Zhang et al. 45 have experimented with UVAEDM in gas by using thin-walled pipe electrode for supplying gas (air, oxygen) through hole and ultrasonic vibrating workpiece. It has been observed that higher MRR can be achieved for UAEDM with gas as compared to EDM with gas and EDM with liquid. Kunieda et al. 46 described improvement of the machining characteristics of dry EDM by controlling the discharge gap distance using a piezoelectric actuator. Zhang et al. 47 studied the effects of open voltage, pulse duration, discharge current and amplitude of ultrasonic vibration on MRR and developed a theoretical model to estimate MRR. Zhang et al. 48 carried out experimental comparative study of performance for EDM in kerosene, EDM in gas and UEDM in gas and concluded that the effectiveness of EDM in gas can be improved with the help of ultrasonic actuation although the increase in MRR was at the expense of SR. Xu et al. 49 demonstrated EDM using vibrating tool instead of the workpiece and observed that ultrasonic EDM with tool vibration in gas media is a suitable method for machining cemented carbides. Table 4 shows the summary of research findings of other researchers on using UVAEDM in gas.
Research findings of the literature reviewed for ultrasonic in gas.
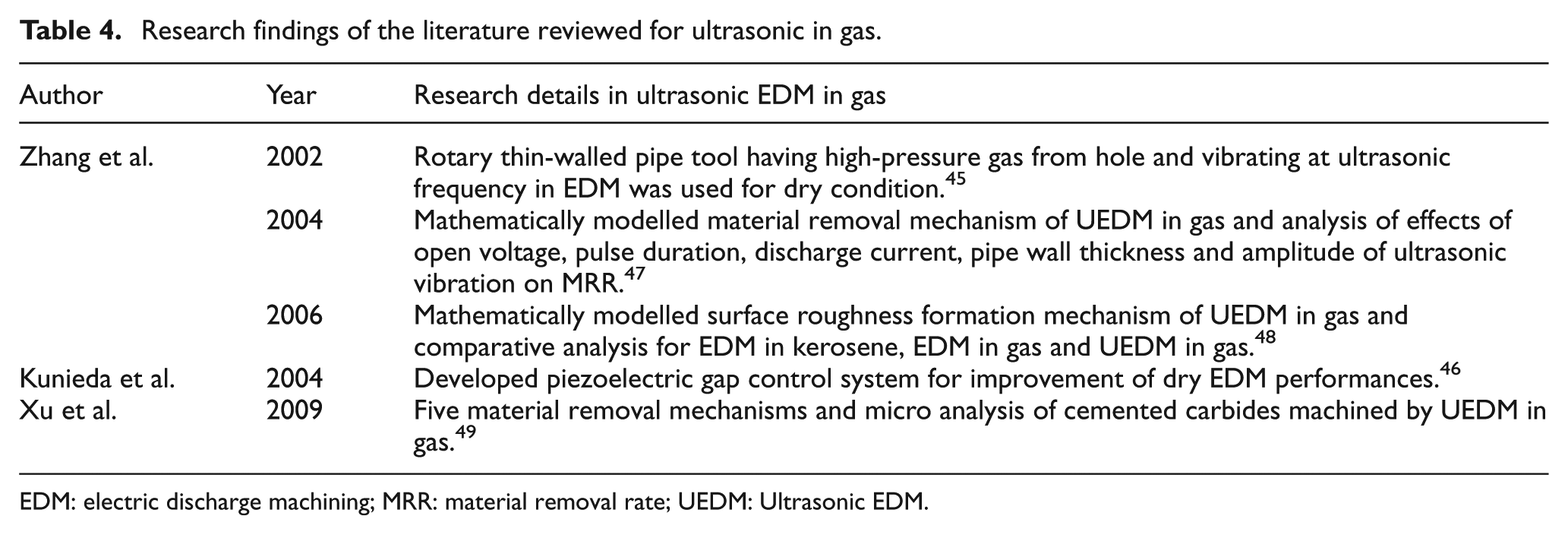
EDM: electric discharge machining; MRR: material removal rate; UEDM: Ultrasonic EDM.
Remarks
Introduction of gaseous dielectrics in EDM was mainly aimed to improve environmental and operator friendliness of the process. However, inefficient debris ejection from the sparking gap raised some technical issues affecting process economics and surface quality. Applications of ultrasonic vibrations have demonstrated improvement in those issues.
UAEDM for advanced and difficult-to-cut materials
The EDM of advanced ceramics has been widely accepted by the metal cutting industry owing to the competitive machining costs and features. 1 Lee et al. 50 carried out experimental investigation on the effect on MRR and SR generated by UAEDM on ceramics. The main objective was to compare ultrasonic, EDM and combined UAEDM. It has been found that MRR for UAEDM is a little more than just the sum of MRR for USM and EDM, while SR for UAEDM is about the same as that for USM. Thoe et al. 51 drilled 1-mm-diameter single hole using various tool materials (tungsten, silver steel, mild steel and copper) on ceramic-coated nickel alloy with UAEDM. The results highlighted that mild steel is the most resilient, whereas the other materials fail because of fatigue fracture or deformation.
Titanium alloy (Ti–6Al–4V) can be classified as a difficult-to-cut material, not suitable for traditional machining. The combination of EDM/USM process has been investigated in machining titanium alloy, comparing conventional. 52 MRR of the combination EDM/USM process is higher than the conventional EDM. Wansheng et al. 53 introduced ultrasonic vibration into micro EDM for deep hole drilling in Ti–6Al–4V workpiece material.
Among the difficult-to-cut materials, WC is an extremely hard material used extensively in manufacturing because of its superior wear and corrosion resistance. 54 Shabgard et al. 55 proved that ultrasonic vibration of the tool could significantly improve the surface integrity of cemented WC (WC–10% Co) in the EDM process. Jahan et al. 56 presented the vibration-assisted micro EDM of WC, where the workpiece is subjected to low-frequency vibration. Iwai et al. 57 investigated machinability of polycrystalline diamond (PCD) using ultrasonic vibrations to copper electrode. The experimental results revealed that EDM efficiency increased by three times than the ordinary EDM. Combining electrical discharges and ultrasonic-assisted mechanical means is an ideal method suitable for PCD materials. 58
The effects of the EDM combined with the ultrasonic vibration for machining Si3N4 were investigated. 59 MRR of the UVAEDM was about two times higher than that for the normal EDM for the range of the ultrasonic frequency between 17 and 25 kHz.
Remarks
Processing of advanced and difficult-to-cut materials is one of the main application areas for EDM domain. Each type of material has its unique processing limitations and requirements. Ultrasonic vibration assistance has proved to be an effective and successful means to improve fatigue behaviour, tribological performance and wear characteristics of advanced and difficult-to-cut materials.
Concluding remarks
The study about UVAEDM has been undertaken since mid-1980s. 60 The authors in this article have reviewed and highlighted the progress of UVAEDM process from 1987 to 2013 including dry ultrasonic EDM as shown in Figure 8.
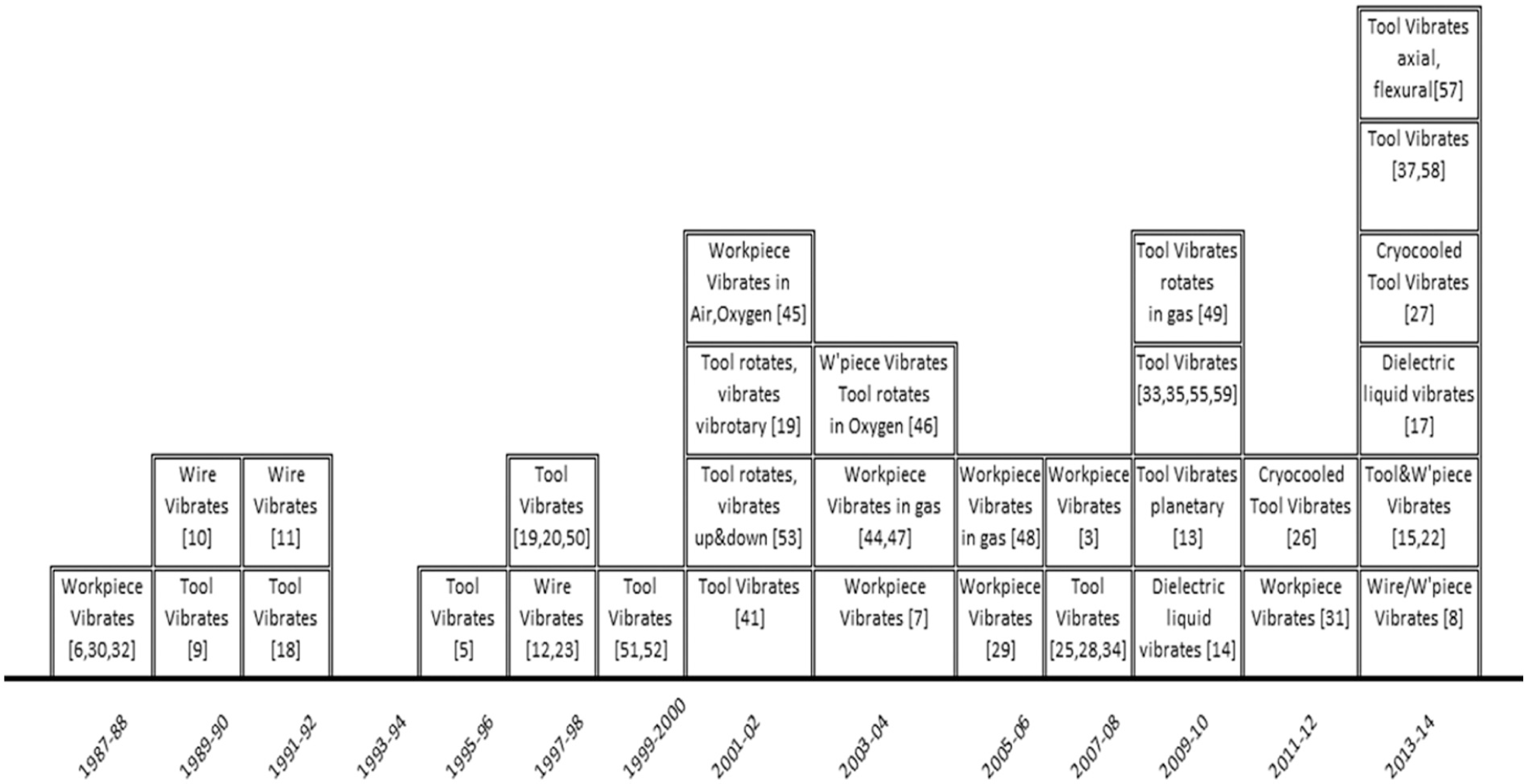
The progress of ultrasonic vibration–assisted EDM from 1987 to 2013.
Researches done so far on UAEDM and its variants like WEDM and micro EDM are at the primitive level only, and detailed process behaviour data are not reported properly. An insight into the research literatures available has revealed that there are areas where technological research is yet to be carried out and there is immense potential to take the EDM process closer to one-step solution for material processing. Some of the future research needs have been highlighted as below.
Future research directions
Based on the review carried out by the authors in this article, some research gaps have been observed and suggested as future research directions as discussed below.
Ultrasonic-assisted electric discharge milling
Manufacturing of three-dimensional (3D) cavities with electric discharge milling is possible for simple geometrical features only due to inefficiency of debris flushing from sharp corners and intricate features. In addition, tapering, corner rounding and skewing-related issues lead to uneven material removal from work as well as electrode surface. Ultrasonic-assisted electric discharge milling is likely to provide better flushing, uniform dispersion of debris in the dielectric by preventing formation of debris bridge and conglomeration.
Computational fluid dynamics modelling of plasma channel formation and bursting for ultrasonic EDM
No work has yet been found on computational fluid dynamics (CFD) model for UAEDM. The model developed is likely to understand the exact phenomenon of pressure wave propagation and debris detachment, dispersion and evacuation phenomenon. The model may be used for selection of flushing technique for an application.
Powder mixed UVAEDM
Powder and additive mixing with dielectric has shown its positive influential role to improve process performance. Application of ultrasonic vibrations results into charging and activation of the powder suspending into dielectric media and ensure uniform suspension and prevent conglomeration to ensure stable and favourable sparking cycles. This technique may be used for uniform and increased metal accretion/deposition rate for coating and other surface treatments.
Ultrasonic-assisted dry and near-dry EDM
Researchers have reported that debris reattachment, poor debris ejection and non-uniform erosion rates are some of the issues still to be addressed for dry and near-dry EDM processes. Ultrasonic vibration assistance in dry and near-dry EDM processes is likely to address the above-mentioned issues.
Footnotes
Acknowledgements
The authors would like to acknowledge the support and motivation from Commissionerate of Technical Education, Gujarat State, and R. K. University, Gujarat State. The authors are also thankful to all those who contributed, supported and motivated directly or indirectly for carrying out research.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.