
Abstract
In this study, machining characteristics and mechanical properties of aluminum (Al) alloy 6061 were investigated with variations in discharge currents in electrical discharge machining. The machining characteristics included the electrode wear rate, material removal rate, and roughness. Mechanical properties such as the fatigue life and surface hardness were also discussed in this work. Experimental results showed that better fatigue property of the electrical discharge machined workpiece could be obtained when the discharge current was 15 A; meanwhile, the thickness of the white layer was around 19 µm. The relationship between the thickness of the white layer and the fatigue lifetime had a very strong positive correlation. Furthermore, the repeatability and stability of the machining process were explored by the quality control chart and Shewhart control chart. The results indicated that the electrical discharge machining process under optimum operating conditions was a well-controlled procedure and stable over time.
Keywords
Introduction
With the development of high-precision technology, more and more high-strength, high-hardness, and high-temperature materials are needed. A number of material removal processes such as electrical discharge machining (EDM),1–3 electrical ultrasonic machining (USM),4,5 electrochemical machining (ECM),6,7 and laser beam machining (LBM)8–10 are developed for better ways of machining complex shapes in these high-strength materials.
EDM, a non-traditional machining technology, has the following advantages: cavities, holes, fine features, and a difficult geometry can be produced; the processing is not affected by the hardness of the work material; and discharge processing belongs to a non-contact processing characteristic. EDM is the most suitable machining process for those materials that are difficult to process and is widely used in the machinery industry, mold industry, and aerospace industry.
EDM is a machining method which removes material through the electro-discharge erosion effect of electric sparks occurring between two electrodes. The surface of the EDMed workpiece is deformed due to high temperature, melting, or vaporization, and surface damages like cracks, voids, and other defects appear easily. The recast layer also called the white layer may be deleterious to the mechanical properties of the workpiece. There are lots of processing parameters which affect discharge machining such as discharge current (I), open circuit voltage (Vp), discharge voltage (V) between two electrodes, pulse duration (τon), pause time (τoff), polarity, dielectric fluid, and inter-electrode gap.11–17 Improper processing parameters would affect the machining results very much and even the workpiece accuracy. Arooj et al. 17 described the current effect on the surface morphology of the EDM machining Al alloy. The imperfections, such as globules, microcracks, voids, and craters, generally increased with an increasing value of current. Finding an appropriate range of the EDM parameter and maintaining a high stability during the discharge processing would provide satisfactory qualities of the workpiece and best processing efficiency. Therefore, it is necessary to carefully select the processing parameters and ranges according to requirements. EDM performance usually measures the material removal rate (MRR), electrode wear, and the surface finish for the same energy situation. Additionally, the EDMed workpieces are often used in a high temperature, high pressure or must be in an anti-fatigue environment, the fatigue strength and fatigue life of the workpiece are especially important.
In this study, we investigated how the discharge current of the EDM process affects the fatigue behavior of the workpiece. Optimum EDM parameters were also discussed in this work. The understanding of the evolution of the process parameter and the responded machining performance is of crucial importance in many mechanical systems. The results of this work would provide a reference for determining the discharge current of the EDM process in Al alloy 6061 and improving the machining properties. Additionally, statistical process monitoring is the fast detection of abnormality in the production system. The repeatability and stability of the EDM process were examined through quality control chart.
Experiment
The workpiece material used in this study was Al alloy 6061. The Al alloy 6061 workpiece was analyzed, and its chemical compositions are given in Table 1. The dimension of the workpiece was 45 mm in length, 13 mm in width, and 1 mm in thickness. A die-sinking EDM machine (M35B; Moldmaster) was used, and the discharge currents of the EDM process varied from 8 to 15 A while other parameters of the EDM process were set as follows: pulse time 60 µs, pause time 20 µs, duty height 2 mm, and discharge voltage 150 V, as presented in Table 2. The EDM process was carried out on both the sides of the workpiece in a kerosene dielectric in which Al alloy 6061 was cathode and a cylindrical electrolytic copper was anode.
Chemical compositions of Al alloy 6061 (wt%).

EDM conditions for Al alloy 6061.
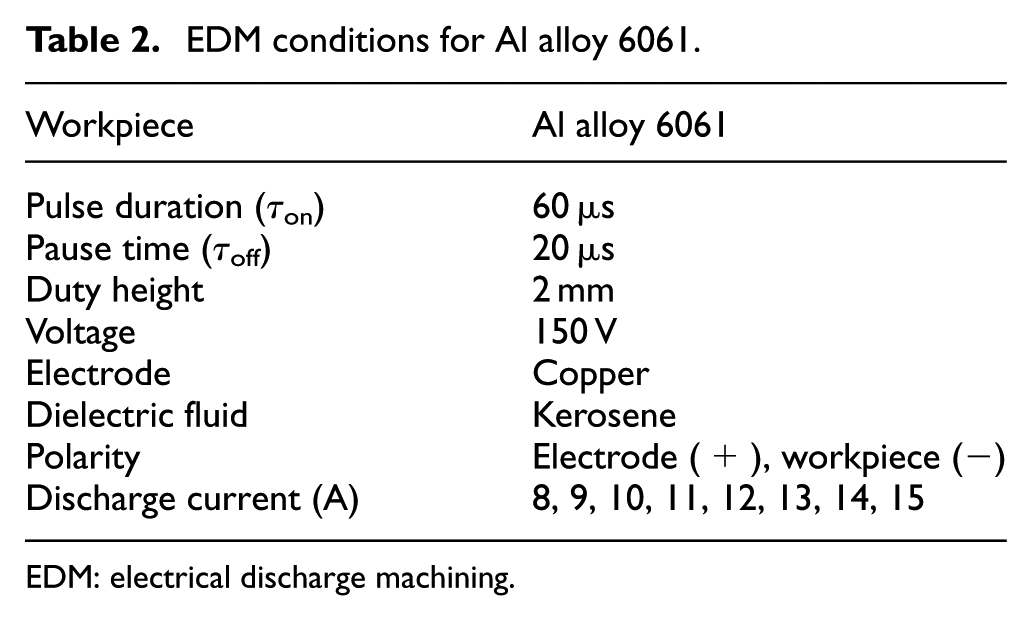
EDM: electrical discharge machining.
Surface morphologies of the EDMed workpiece and the thickness of the white layer were observed by a scanning electron microscope (SEM; JEOL JSM-6500F). Machining performances were explored according to the fatigue life, surface hardness, surface roughness, MRR, and electrode wear rate (EWR) of the workpieces after the EDM process. The fatigue life was evaluated by the number of bending repeatedly before the fracture of the workpiece. The bending angle was 60° and is illustrated in Figure 1. This method belonged to a low-cycle and high-strain fatigue test which was developed to aggravate the fatigue damage in a relatively small number of straining cycles. This torture test would accelerate the appearance of the fatigue fracture and reflect the machining performance of the workpiece rapidly. The surface hardness of the EDMed workpiece was measured through the Vickers hardness test by a micro Vickers hardness tester (FM-100; Future Tech). The surface roughness of the workpiece, Ra, was determined by a surface profilometer (Surftest 301; Mitutoyo).

Schematic diagram of the fatigue test.
MRR is also known as the processing speed, for the unit time material removal, and it is usually expressed in grams per minute. MRR could mean the efficiency of the EDM process, and hence the greater the value the better. The MRR is defined as follows

During the EDM process, the electrode and the workpiece suffer high temperature and high energy at the same time, resulting in vaporization, melting, and erosion of materials. Electrode wear is a problem which requires selections of proper electrode material and processing conditions. Therefore, the electrode loss of the smaller is the better. The lower the electrode consumption also represents the lower the processing cost. The EWR is expressed in grams per minute, defined as follows

The experiments using the optimum parameters of the EDM process were repeated for 35 sets of the test pieces to examine the stability and predictability of the EDM process using the Shewhart control charts.
Results and discussion
Machining and mechanical properties of the EDMed workpieces
In this study, the effect of the discharge current on surface roughness was analyzed by changing the discharge currents (8–15 A). The experimental data of the workpieces after the EDM process are shown in Table 3. The surface roughness was 8.6 µm when the discharge current was 8 A, but with an increase in the discharge current to 15 A, the surface roughness increased to 14.4 µm. It was supposed that the surface roughness was caused by the accumulation of many discharging sparks and the pressure of vaporization during the EDM process, resulting in lots of surface damages and defects, such as debris, craters, cracks, voids, and molten ashes. With the use of a larger current, the energy density of the unit area increased and severe boiling of the molten materials occurred, leading to a more intense melt scattering process and an uneven surface morphology of the workpiece. SEM micrographs in Figure 2(a) and (b) show that the surface morphology depended strongly on the discharge current, and worse surface quality was obtained using the discharge current of 15 A. The observations accorded with those from measurements of the surface roughness.
Fatigue lifetime, surface hardness, surface roughness, MRR, and EWR at different discharge currents.

MRR: material removal rate; EWR: electrode wear rate.

Surface morphologies of Al alloy 6061 workpieces after the EDM process: (a) discharge current of 8 A and (b) discharge current of 15 A.
Optimal design of parameters follows the rules of the larger the MRR the better and the lower the EWR the better. MRR is a machining property, measuring workpiece’s weight before and after the EDM process and then dividing by the processing time. According to the experimental results, when the discharge current was 15 A, its MRR of 77 mg/min was obtained, and MRR decreased to 44 mg/min when the discharge current was 8 A. The pulse energy would increase with an increase in the discharge current and then the high current density will accelerate the removal of the material. EWR is calculated by measuring the weight of the electrode before and after machining during a unit processing time. Experimental results showed that lower EWR was obtained at 8 A of the EDM process. This indicated that less vaporization and melting happened between the electrodes when the machining process used a lower discharge current.
This study also focused on the influence of the discharge current on the mechanical properties of the workpiece. The fatigue life of the Al alloy 6061 was 27 times. After the EDM process, the fatigue life of the workpiece enhanced obviously with an increase in the discharge current from 8 to 15 A and the number of the bending increased from 82 to 240, as shown in Table 3. Figure 3 shows that the thickness of the white layer had an increasing trend with an increase in the discharge current. The thickness of the white layer increased from 10.31 µm (discharge current 8 A) to 19.38 µm (discharge current 15 A). The experimental results indicated that the fatigue life of the workpiece was proportional to the thickness of the white layer. The white layer was helpful to the fatigue property in this work because the white layer could provide a stouter resistance to the crack’s growth and propagation.
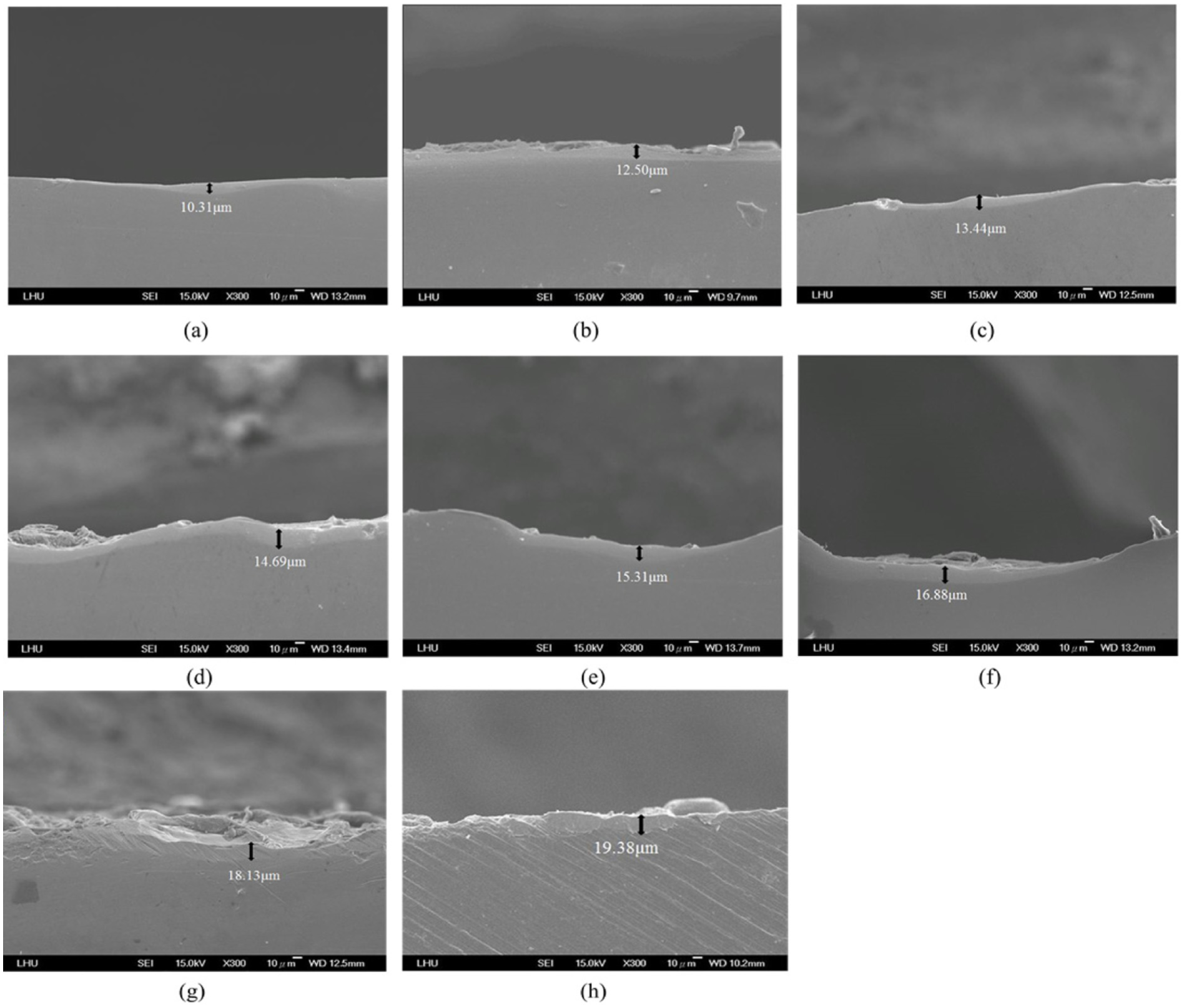
The white layer thickness of the EDMed workpieces with various discharge currents: (a) 8 A, (b) 9 A, (c) 10 A, (d) 11 A, (e) 12 A, (f) 13 A, (g) 14 A, and (h) 15 A.
The hardness of the Al alloy 6061 was 108 Hv. The surface hardness of the workpiece after the EDM process reached to around 270 Hv. The reason for the increase in the surface hardness was the existence of the white layer on the surface of the workpiece. When the discharge current increased, the surface hardness of the workpiece was still maintained at around 270 Hv. This indicated that the white layer formed at a different current had similar hardness no matter how thick it is. This means the white layer thickness did not affect the surface hardness of the EDMed workpiece.
Stability of the EDM process
Experimental results showed that better fatigue property of the EDMed workpiece could be obtained using the discharge current of 15 A. To explore the stability and predictability of the EDM process, the probability plot and Shewhart control chart were used to monitor the difference in the machining characteristics in the EDM process. The quality control chart has been widely used in the field of statistical process monitoring to control and monitor the production process.18–20 The probability plot is a graph used to evaluate the fit of a distribution to the data and compare different sample distributions. In this study, 35 sets of test pieces were produced using the same machining parameters of the EDM process.
EWR, MRR, and the surface roughness of 35 workpieces were analyzed by the statistical software, Minitab, and made the probability plots as shown in Figure 4. The p-values for EWR, MRR, and the surface roughness were 0.246, 0.799, and 0.417, respectively. In the three plots, all data points approximately followed the straight lines and all p-values were greater than the significance level of 0.05; therefore, all data followed the normal distributions. Furthermore, the Anderson–Darling (AD) statistical values were low (0.460 for EWR, 0.227 for MRR, and 0.366 for the surface roughness). The normal distribution appeared to fit the sample data fairly well because the better the distribution fit of the data, the smaller the AD statistic. Shewhart control charts were used to monitor 35 experimental data. The results of the individual and moving range (I-MR) charts indicated that all data points were within the regulatory limits (upper control limit and lower control limit), as shown in Figure 5. These 35 individual measured data all followed Shewhart criteria and demonstrated that the machining process and characteristics were in control and stable over time.

Probability plots of (a) EWR, (b) MRR, and (c) surface roughness. Experiments were repeated 35 times.

Control charts for individual value and moving range: (a) EWR, (b) MRR, and (c) surface roughness. Experiments were repeated 35 times.
Conclusion
In this study, we investigated the effect of the discharge current of the EDM process on the surface roughness, MRR, and electrode consumption of the aluminum alloy 6061 workpiece and analyzed the factors that affected the fatigue life and surface hardness of the workpiece. The experimental results showed that with an increase in the discharge current, the workpiece surface roughness, MRR, and EWR were simultaneously increased. Moreover, the mechanical properties of the EDMed workpiece, the fatigue life, and the surface roughness enhanced obviously than those of the primary metal, Al alloy 6061. After the EDM process, a white layer formed on the surface of the workpiece could improve the surface hardness of the workpiece because the hardness of the white layer was much higher than that of the base metal. In addition, with an increase in the discharge current, there was an increase in the thickness of the white layer (from 10.31 to 19.38 µm). The fatigue life also increased because the white layer could provide a stouter resistance to the growth and propagation of the fatigue crack. Quality control charts showed that in the repeated EDM processing of 35 sets of test pieces, all data of the machining characteristics located within the regulatory limits. The result also indicated that the EDM process in this study was always maintained in a stable state and could be predictable.
Footnotes
Handling Editor: James Barufaldi
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by Taiwan Foundry Society (grant no. 105K0100) and National Taiwan Normal University (grant no. T10607000104).