
Abstract
The discharge gap phenomena in powder-mixed electrical discharge machining are examined using SiC powder mixing in water dielectric liquid. Surface modifications on machined work materials are investigated by means of optical, scanning electron microscopy and energy-dispersive spectroscopy. The experimental studies revealed that the surface morphology drastically affected the additives as means of secondary discharges and particle migration from dielectric liquid. Such mechanisms do not occur randomly and indicate a robust dependency with respect to powder suspension concentration, pulse on duration and current. The influence on discharge transitivity with respect to suspended particle concentration is noted with pock shape development due to secondary discharges followed by an intermediate stage signifying a sudden increase in particle migration from the dielectric liquid. The particles decomposed on the surface at specific operational conditions demonstrating the possibility of methodical surface alloying using the process. Finally, the mechanisms involved were elaborated with respect to operational parameters and discussed based on the experimental results.
Keywords
Introduction
Electrical discharge machining (EDM) is a process of machining very hard materials with complicated geometry. Material removal mechanism is based on the effect of controlled electrical discharges between the tool electrode and the work material. Each discharge forms a plasma channel and rises the surface temperatures more than the materials’ boiling point. When the discharge ceases, the molten cavities blowup intensely into dielectric liquid and cool suddenly in approximate spherical shapes. The net result is small craters on both the electrode and the work material surfaces. The complementary shape of the electrode in the work material is obtained with the application of consecutive discharges.
The continuous demands from manufacturing industries indicate the needs for high precision and surface quality with high material removal rates. Addition of fine powder in the dielectric fluid was found to be one of the alternatives to fulfill such requirements in EDM. The ignition and breakdown performance in spark erosion processes are controlled by a large number of different effects. Properties of added powder and its concentration in dielectric liquid have a substantial influence on discharge transitivity, gap size, breakdown strength and deionization of dielectric liquid. The gap is filled up with additive particles supplied through flushing and under the influence of high potential intensity. This drastically increases the number of equivalent breakdown regions. Therefore, the path of main discharge channel interrupts and forms in another region. These disturbed sparks are termed as secondary discharges and their effects are usually distinguished with small craters formed over the machined surface.
The studies concerning added powder in dielectric liquid mainly focus on improving the process parameters such as material removal rate, tool wear rate and surface roughness. Added powder significantly improves the breakdown characteristics of the dielectric fluid and the surface quality. 1 Addition of fine graphite powder into kerosene increased the interelectrode gap distance and decreased the breakdown voltage. 2 Silicon powder mixing into dielectric liquid resulted in a corrosion-resistant surface, 3 and aluminum and graphite powder mixing gives better surface roughness values. 4 Yan and Chen 5 observed substantial improvements in material removal rates and increases in surface roughness on SKD11 and Ti–6Al–4V when aluminum and silicon carbide additives were used in dielectric liquid. Ming and He 6 revealed that both conductive and inorganic oxide additives in dielectric liquid enhanced the material removal and reduced the tool wear rate. Silicon powder additives produced glossier surfaces as compared to those produced by conventional EDM. 7 Wong et al. 8 studied on fine powders of silicon, graphite, aluminum, molybdenum and silicon carbide additives with the impact on material removal rate, tool wear rate and surface roughness. The addition of both SiC and aluminum powder to the kerosene increased the interelectrode gap distance and improved debris removal in micro-slit machining of titanium alloy. 9 The smallest size of the particle results in highest material removal and lowest tool wear rate for a fixed concentration of additives. 10 Furutani et al. 11 reported accretion of titanium carbide on the work material when using titanium powder additives in dielectric fluid. Zhao et al. 12 concluded that the additives clearly improved the machining efficiency and the surface roughness for proper discharge parameters in rough machining phase. The low discharge energy and the small interelectrode gap distance lead to difficulties in gap cleaning, to the capacitive effect enhancement and to the discharge ignition delay. 13
The powder-mixed electrical discharge machining (PMEDM) also helps in modifying the surface properties of the work material. Simao et al. 14 achieved the preferred work material surface characteristics by selection of appropriate operating values. Kozak et al. 15 studied SiC and Al2O3 additives and obtained better surface quality on tool steel using positive polarity in water. Cogun et al. 16 reported that boric acid powder mixing in kerosene did not improve material removal rate significantly. Kumar et al. 17 indicated the possibility of deliberate material transfer under specific machining conditions by dispersing metallic powders in the dielectric. Bhattacharya and Batish 18 investigated the effect of process parameters in tungsten, graphite, aluminum and copper powder additives and reported that the cooling rate and setting of critical process parameters, besides the use of appropriate powder, played a significant role in the formation of grain size. The process conditions that affected were identified and optimized together using analytic hierarchy process 19 and analysis of variance. 20
Kumar and Batra 21 investigated surface modification of die steels with tungsten powder additives and reported substantial transfer of tungsten to the work material surface. Ekmekci and Ersöz 22 indicated that suspended particles around a discharge column accelerated and gained sufficient velocities to penetrate in the molten pool just before solidification, which leads a surface with embedded fine particles. The mechanical action of the suspended particles also obstructed the formation of cracks penetrating into the substrate. However, surface cracks, which are formed due to high transformational stresses, were found to be unaffected. Janmanee and Muttamara 23 studied on tungsten carbide work material with titanium powder in dielectric and revealed that a titanium coating layer was formed causing the hardness of the titanium surface to be close to that of tungsten carbide. Batish et al. 24 observed deposition of suspended powder particles on all machined samples resulting in creation of a particle-rich phase.
Many researchers have shown that powder-suspended EDM can distinctly improve the surface quality and machining performance. Use of powders in dielectric liquid has grown in recent years and impulses interest as a means of increasing productivity and reducing work material surface roughness. Material transfer from suspended powders in the dielectric liquid suggests a possible alternative to modify the surface characteristics. Methodical alloying requires the use of appropriate combinations of electrodes, powder additives, dielectric media and operating conditions such as pulse on duration and current. However, the field is yet at the experimental stage and still many essential aspects of the process are not thoroughly comprehended as well as the mechanism involved.
Previous studies suggested the possibility of even distribution of suspended particles on the surface when machining is performed in water dielectric liquid. 22 Therefore, the discharge gap phenomena in PMEDM are examined using SiC powder mixing in water dielectric liquid. Surface modifications on machined work materials are investigated by means of optical, scanning electron microscope (SEM) and energy-dispersive spectroscopy (EDS). Pulse on duration, pulse current and concentration of powder are examined as varying parameters through the experiments.
Experimental setup and procedures
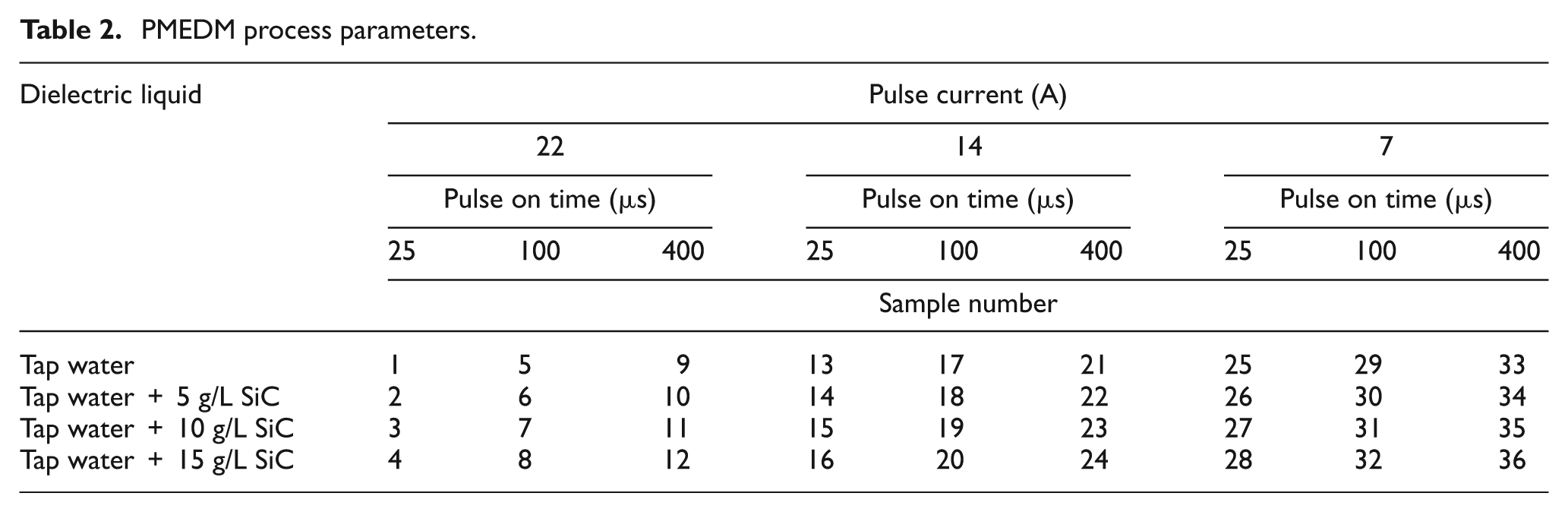
AJAN EDM CNC983 die sinking-type EDM was used to prepare the samples. The dielectric circulation system was completely disconnected from the machine. A new circulating system without filtration was designed and adapted to the machine to mix added powders properly in dielectric liquid (Figure 1). The maximum head and flow rate of the circulating pump were 40 m and 40 L/min, respectively. The volume of the tank was 14 L and the pressure pipe was placed below the suction line to generate a source flow in the tank. Dielectric liquid was circulated for 10 min to ensure proper mixing of powder prior to machining. Then the bypass valve was slightly opened to deliver a small fraction (1 L/min) of the mixture to the discharge gap. The volume of the dielectric liquid container, which was placed on the machining table, was 4 L and was continuously stirred by a mechanical mixer to avoid powder pile up and settling during machining. Three different pulse currents, pulse on durations and suspended particle concentrations in tap water (Table 1) were examined in a parametrical order, which result in 36 samples (Table 2). Plastic mold steel samples (Table 3) were stress relieved at 600 °C in a furnace before EDM. The dimensions of the samples were 10 × 70 × 2 mm in width, length and thickness, respectively. One of the surfaces was machined on a rectangular working area of 10 × 10 mm using a machining depth of 0.4 ± 0.05 mm. Electrolytic copper tool electrode with positive polarity was selected through the experiments.
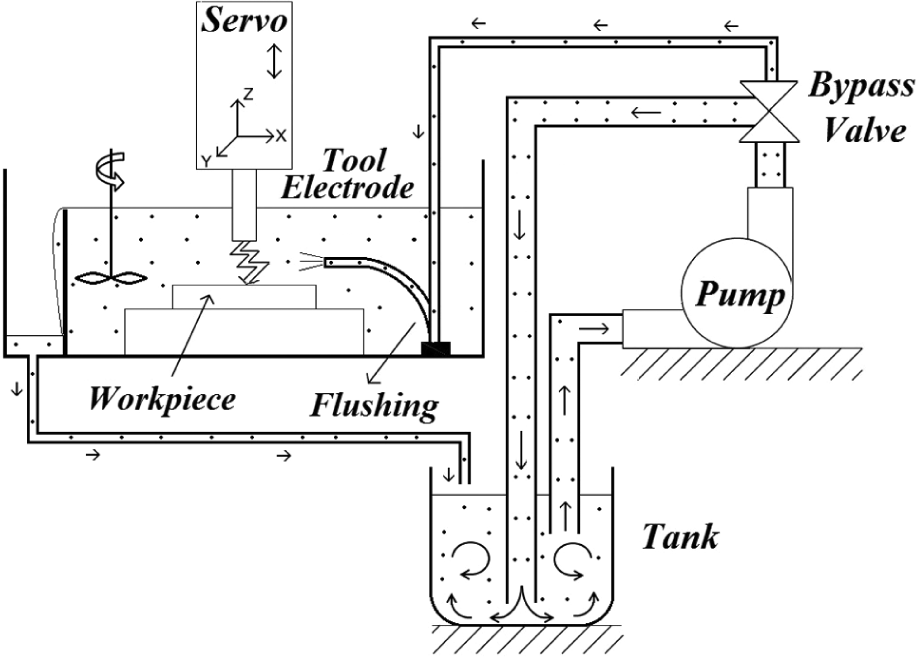
A schematic view of the experimental setup.
Basic properties of tap water (pH: 7.64/21.0°).

PMEDM process parameters.
Chemical composition of plastic mold steel.

Topographical and compositional examinations on the EDMed surfaces were achieved using JEOL JSM-6060 and FEI Quanta 450 SEM equipped with EDS. Conventional metallographic sample preparation techniques were applied for cross-sectional analysis. Sample sections were first etched in nital solution (2 mL HNO3 and 100 mL ethyl alcohol) that is known to severely attack the underlying metal but not the recast structure and carbide reagent (16 g chromic acid, 20 g NaOH and 145 mL H2O) at 110 °C for 15 min to identify features within the recast structure.
Experimental results
The surface topography of EDMed samples without powder addition indicates substantial modification due to type of dielectric liquid (Figure 2). The main distinction could be visualized as globular attachments at the crater rims when the dielectric is hydrocarbon-based dielectric liquid (Figure 2(a)). However, such appendages diminished considerably if water is used as the dielectric liquid (Figure 2(b)). An extensive description for the case has been found in the previous study. 25
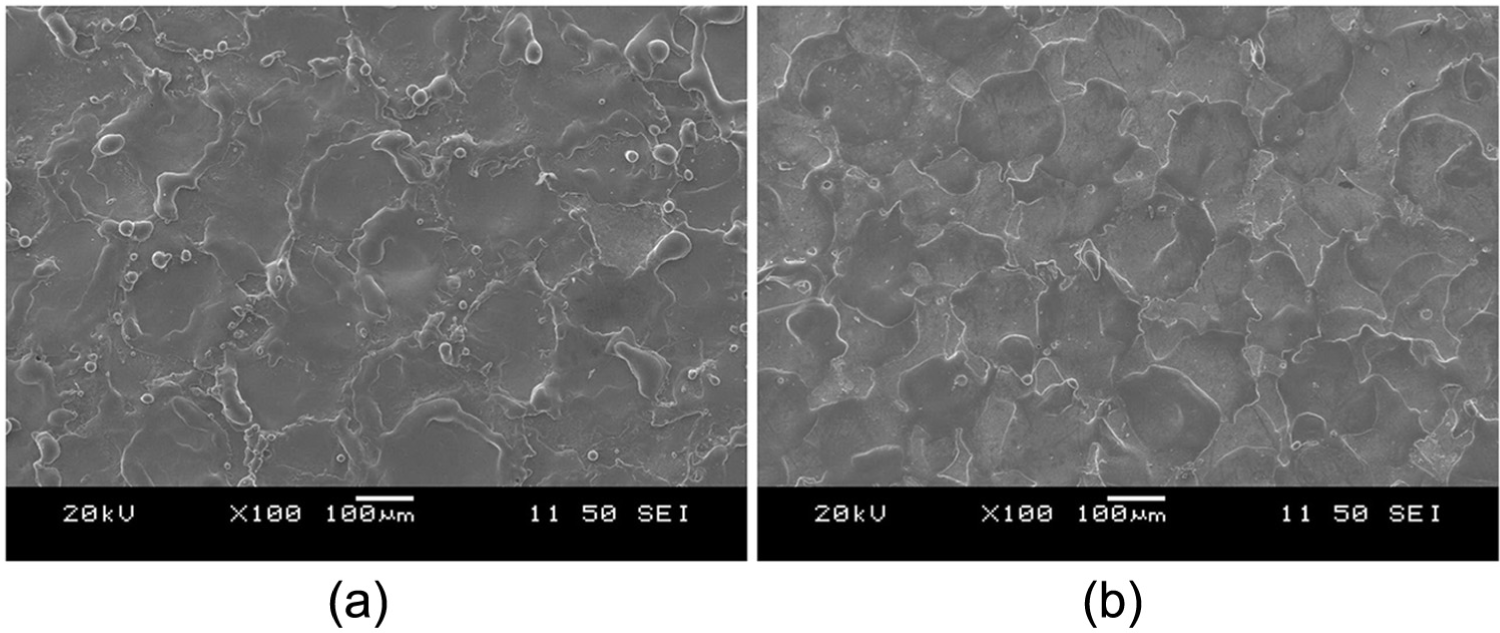
EDMed machined surfaces without powder addition: (a) hydrocarbon-based dielectric liquid and (b) water dielectric liquid.
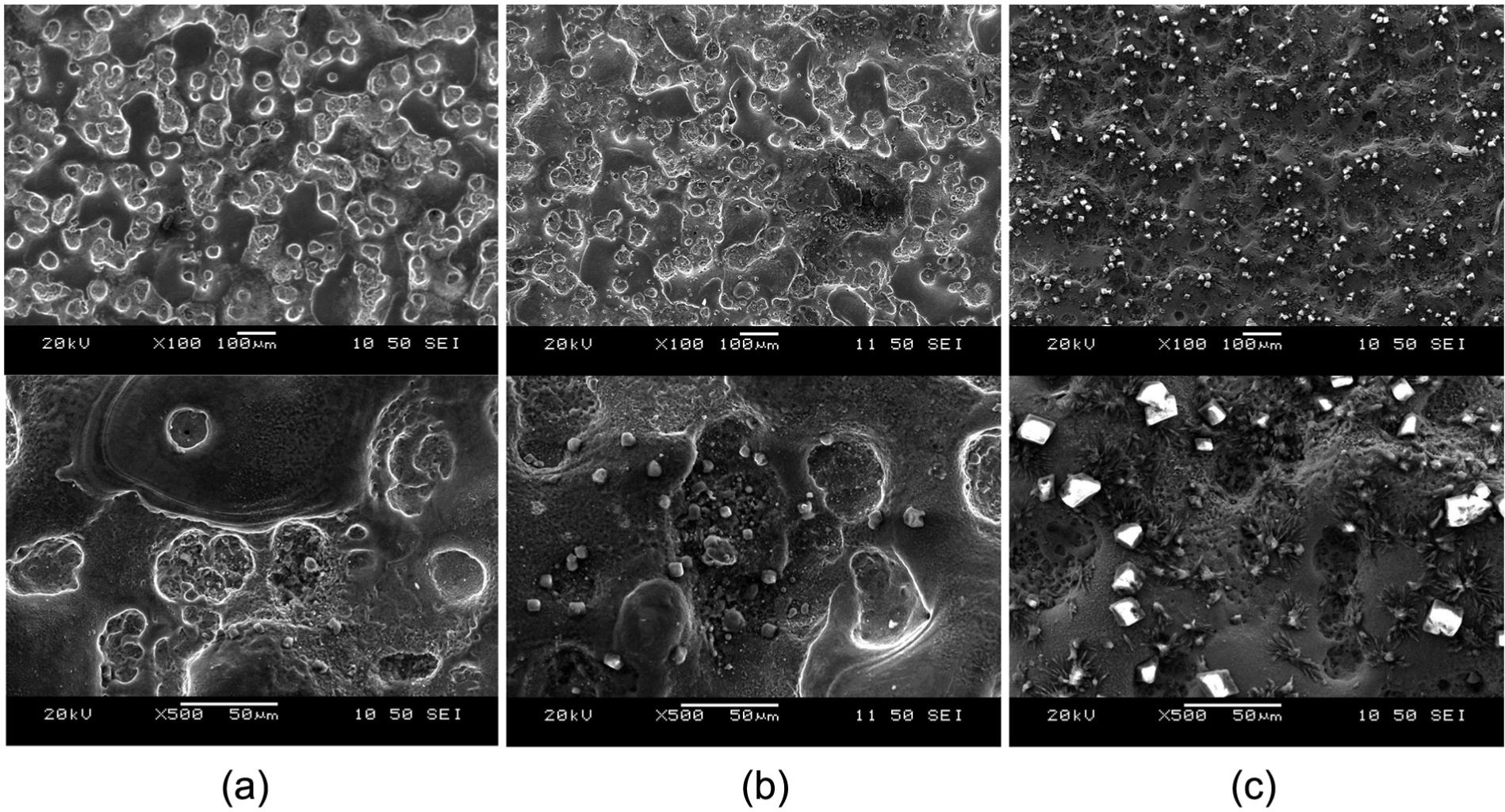
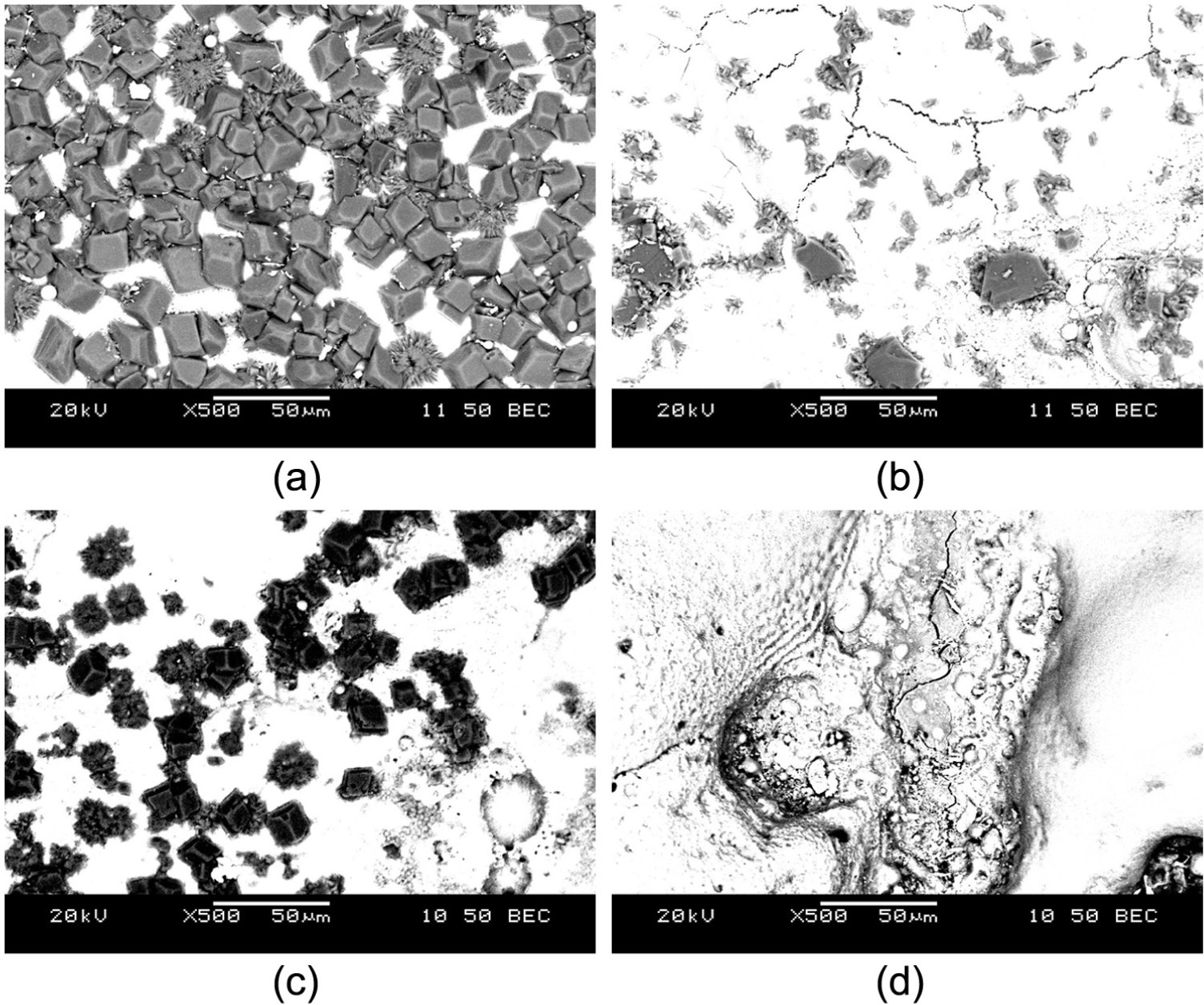
The concentration of powders in water dielectric liquid has considerable impact on the surface topography (Figure 3). The average pulse current and pulse on duration for the case are 22 A and 100 µs, respectively. Random and coarse distributed particles slightly integrated to the surface with signs of secondary discharges when using 5 g/L SiC in water dielectric (Figure 3(a)). The occurrence and homogeneity of the distribution slightly enhanced with respect to an increase in particle concentration (Figure 3(b)). The interesting result is the sudden increase in embedded particle homogeneity and density to the surface when the added powder concentration is 15 g/L SiC in water dielectric liquid. Moreover, a number of decomposed particles on the surface represents that high temperatures were attained during the process. These particles are noticeable with their dendritic structures (Figure 3(c)).
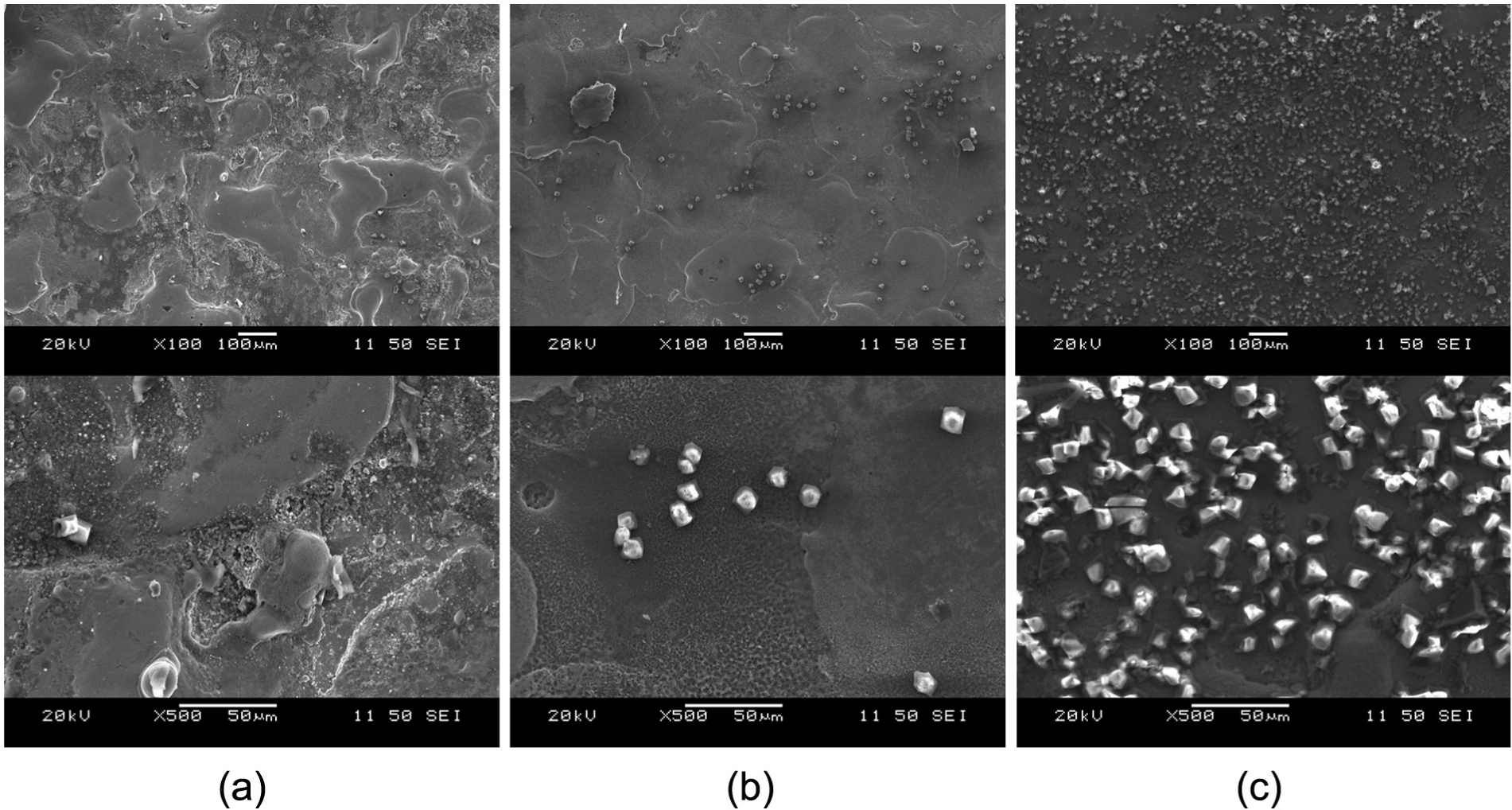
Effect of the powder concentration on the surface topography, tp = 100 µs and Ia = 22 A: (a) 5 g/L, (b) 10 g/L and (c) 15 g/L SiC in water dielectric liquid.
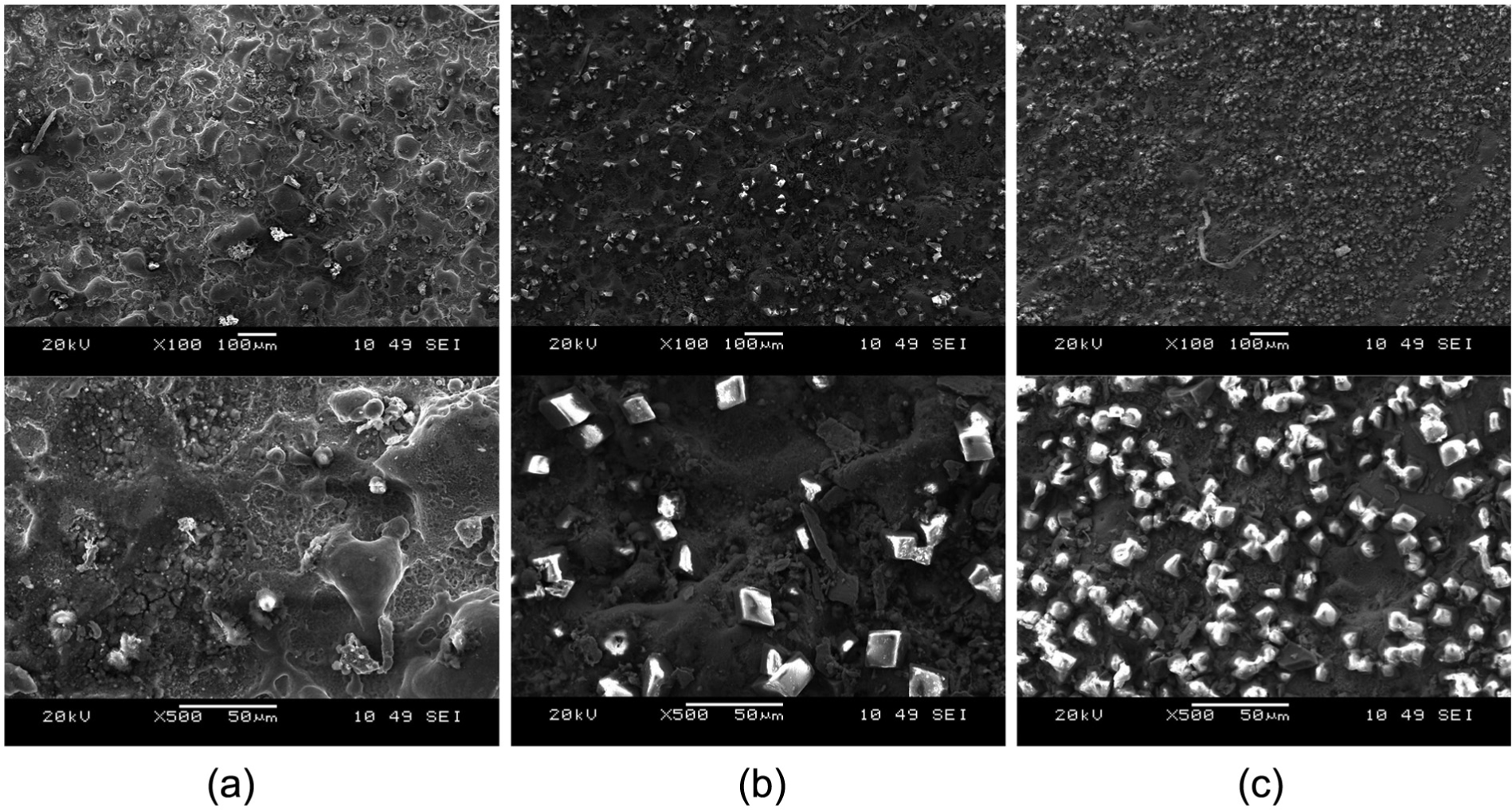
A decrease in average pulse current to 14 A indicated a progressive surface topography development with respect to particle concentration (Figure 4). Pock-like features dominated the machined surface, which is the indication of altered discharge conditions during machining (Figure 4(a)). The number of embedded particles from the suspended dielectric liquid was found to be so less and evenly distributed over the surface. An increase in SiC suspension concentration to 10 g/L increased the number and homogeneity of the attachments considerably (Figure 4(b)). Finally, embedded particles densely and homogenously distributed over the surface together with the several occasions of decompositions when the SiC powder concentration increased to 15 g/L in water dielectric liquid (Figure 4(c)). The main topographical difference with respect to the previous case is the significant decrease in pock-like feature sizes. This result indicated the coherence between the SiC particle concentration and the secondary discharges arisen during the process, which result in an intense improvement in suspended particle transferability to the surface from the dielectric liquid.
Effect of the powder concentration on the surface topography, tp = 100 µs and Ia = 14 A: (a) 5 g/L, (b) 10 g/L and (c) 15 g/L SiC in water dielectric liquid.
A further decrease in average pulse current to 7 A has revealed similar results (Figure 5) with some alterations in surface topography. The discharge conditions are now more severely disturbed by suspended SiC particles. Pocks are densely distributed over the surface, combined with each other and formed valleys around resolidified portions of the work material (Figure 5(a)). The number of embedded particles from the suspended dielectric liquid is higher than the previous case when the suspended SiC powder concentration was 5 g/L in water dielectric. Signs of decompositions also indicate an enhancement of suspended particle transferability. Increasing suspended SiC powder concentration to 10 g/L definitely improves the number of SiC particle penetrations (Figure 5(b)). A gradual decrease in pocked feature sizes with respect to increase in SiC powder suspension concentration in dielectric liquid perfected the transferability of SiC particles (Figure 5(c)).
Effect of the powder concentration on the surface topography, tp = 100 µs and Ia = 7 A: (a) 5 g/L, (b) 10 g/L and (c) 15 g/L SiC in water dielectric liquid.
Material transferability from powder-suspended dielectric liquid with respect to pulse on duration also represents essential alterations on surface topography in PMEDM (Figure 6). Particles densely integrated to the surface when the pulse current is 22 A and pulse on duration is 25 µs (Figure 6(a)). The material transferability from dielectric liquid is shifted to low pulse on durations at elevated average pulse current settings. Moreover, dense SiC particle decompositions on the surface are the indication of improved electrical parameters. Increasing pulse on duration to 400 µs results in a surface with less densely embedded but mostly decomposed SiC particles (Figure 6(b)). Surface cracks are visible and it is the indication of high transformational stresses developed during solidification. Significant decrease in SiC particle transferability to the surface (Figure 6(c)) is a clear mention of dependency with respect to the pulse on duration and average pulse current. Increased pulse on duration to 400 µs results in severe pock-like shape buildup on the surface, whereas SiC particle transferability is almost diminished (Figure 6(d)). Similarly, a further decrease in pulse current to 7 A also confirms the decrease in transferability (Figure 6(e)) at reduced pulse on duration. The surface topography represents a hill structure surrounded by a valley when the pulse on duration increased to 400 µs (Figure 6(f)).
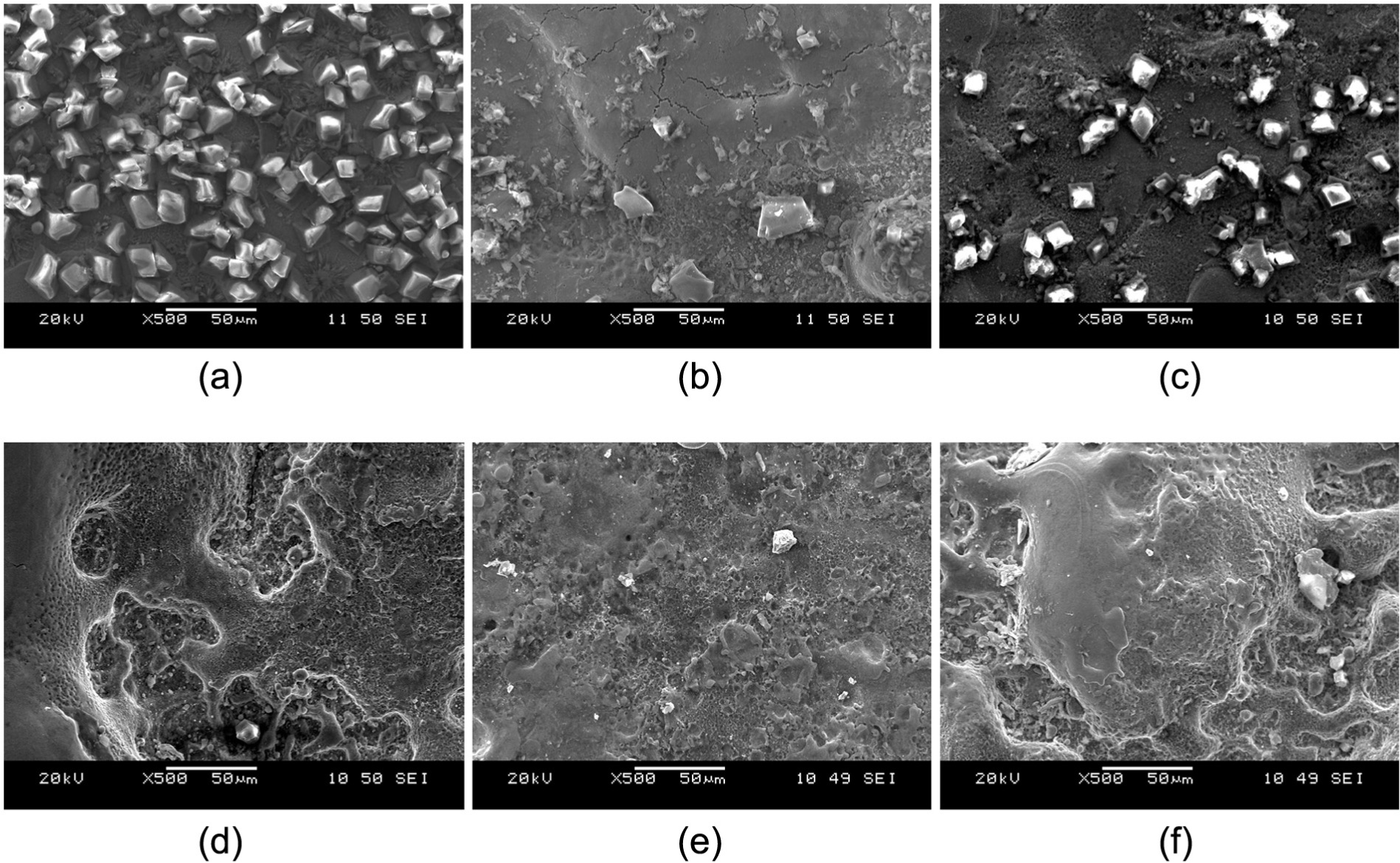
Varying surface topographies with respect to electrical parameters for 15 g/L SiC in water dielectric liquid: (a) tp = 25 µs, Ia = 22 A; (b) tp = 400 µs, Ia = 22 A; (c) tp = 25 µs, Ia = 14 A; (d) tp = 400 µs, Ia = 14 A; (e) tp = 25 µs, Ia = 7 A and (f) tp = 400 µs, Ia = 7 A.
The last case is interesting since signs of densely secondary discharges also took place on the hill and the valley seems to be a convenient place for particle embedment. A general view from the surface approved the patterned structure of the topography (Figure 7(a)). A closer look at the valleys signified a number of transferred SiC particles from the dielectric liquid (Figure 7(b)). Under high magnification, traces of secondary discharges around the penetrated particle are distinguishable (Figure 7(c)). Examination of the particle confirmed its composition using EDS (Figure 7(d)).
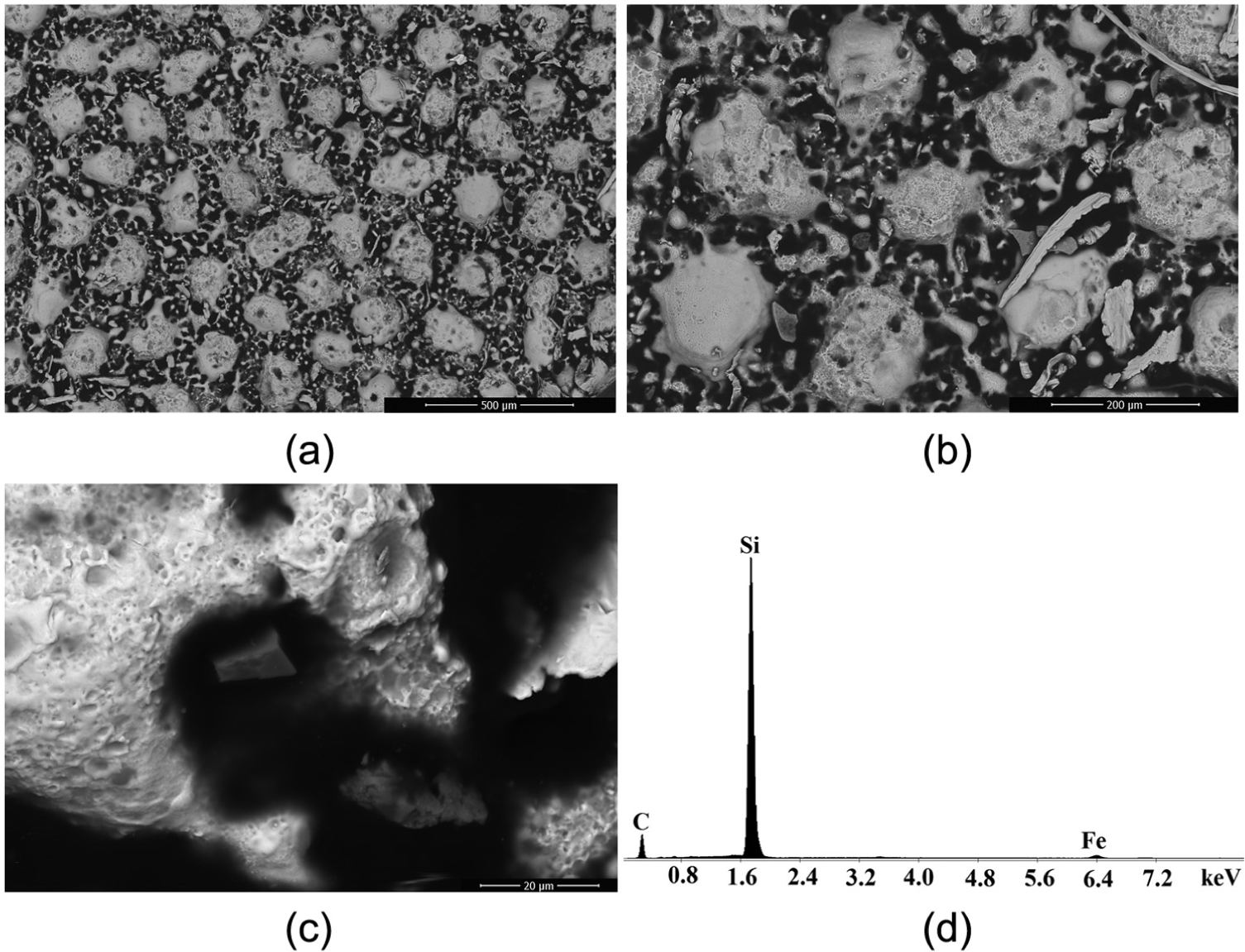
Backscattered SEM images and EDS analysis of the sample machined using tp = 400 µs, Ia = 7 A and 15 g/L SiC in water dielectric liquid: (a) a general view, (b) a magnified view, (c) a particle embedded and (d) EDS analysis of the particle.
Backscattered images identified the contrast between the penetrated and decomposed SiC particles transferred from the dielectric liquid during PMEDM (Figure 8). Presence of particles over decomposed ones signifies the process sequence and their relative positions when an electrical discharge ceases (Figure 8(a)). Increased pulse on duration resulted in coarser but mostly decomposed particles (Figure 8(b)). Surface cracks, on the other hand, are also the indicators of carbon diffusion to the recast structure from particles. The number of penetrated particles decreases considerably with respect to a decrease in average pulse current (Figure 8(c)). Finally, samples machined with 400 µs pulse on duration and 14 A pulse current absolutely represent a surface with same weak traces of particle decomposition (Figure 8(d)). Surface cracks and its distribution over the surface also decrease when compared with the high pulse current case (Figure 8(b)).
Backscattered images of PMEDM surfaces for 15 g/L SiC in water dielectric liquid: (a) tp = 25 µs, Ia = 22 A; (b) tp = 400 µs, Ia = 22 A; (c) tp = 25 µs, Ia = 14 A and (d) tp = 400 µs, Ia = 14 A.
Sectional analysis of the samples pointed out several difficulties during preparation and visualization. The transferred particles from the dielectric liquid are extremely hard and prevent establishment of parallelism on the sections. However, some descriptive views could be obtained. Particle transfer from dielectric liquid and consequent modifications within the resolidified layer were identified when the average pulse current is 22 A (Figure 9). Some embedded particles from dielectric liquid and dislodged segments could be distinguished on to the recast layer. The etched microstructure of the layer is the indication of carbon enrichment from the particles. A thin overtempered layer clearly visualized underneath the layer when the pulse on duration is 25 µs (Figure 9(a)). Overtempered layer thickness is found to be proportionally increased with respect to an increase in pulse on duration (Figure 9(b)). An increase in pulse on duration to 400 µs indicated clear signs of a decomposition of a SiC particle within the recast layer. The result that is in accordance with the surface view (Figure 6(b)) indicates the fastness of the process since SiC particle penetrated into the recast layer before solidification (Figure 9(c)).
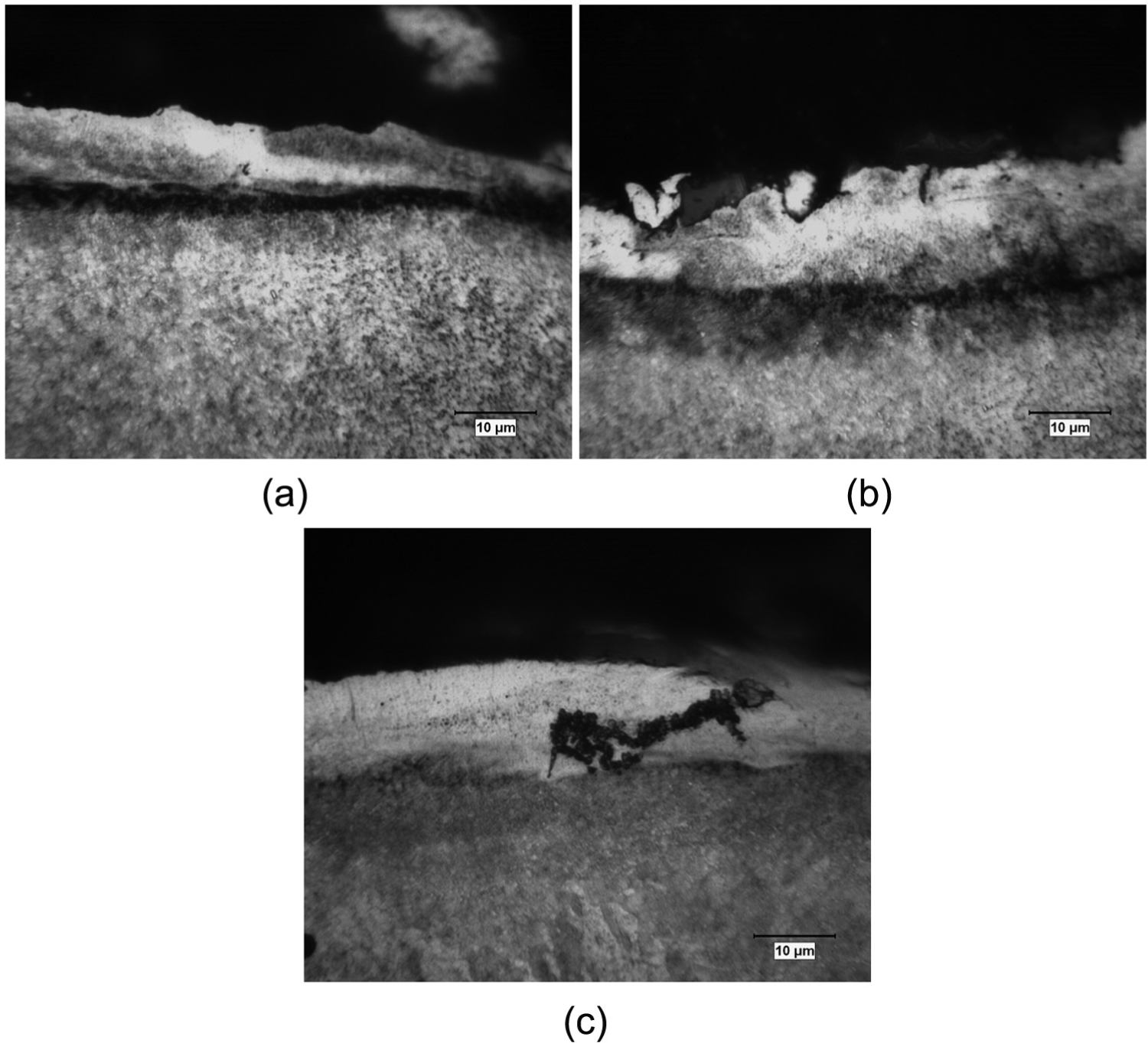
Sectional views of samples machined using Ia = 22 A with 15 g/L SiC in water dielectric liquid: (a) tp = 25 µs, (b) tp = 100 µs and (c) tp = 400 µs.
Samples machined using 10 g/L SiC powder concentration in dielectric liquid also specified similar results when compared with the previous case. Less number of SiC particles attached to the recast layer and less signs of fine features were found within the layer. This result indicates that the rate of carbon diffusion from the SiC particles was considerably decreased. Likewise, the thickness of overtempered portions was also decreased with respect to a decrease in SiC powder suspension concentration in dielectric liquid (Figure 10).
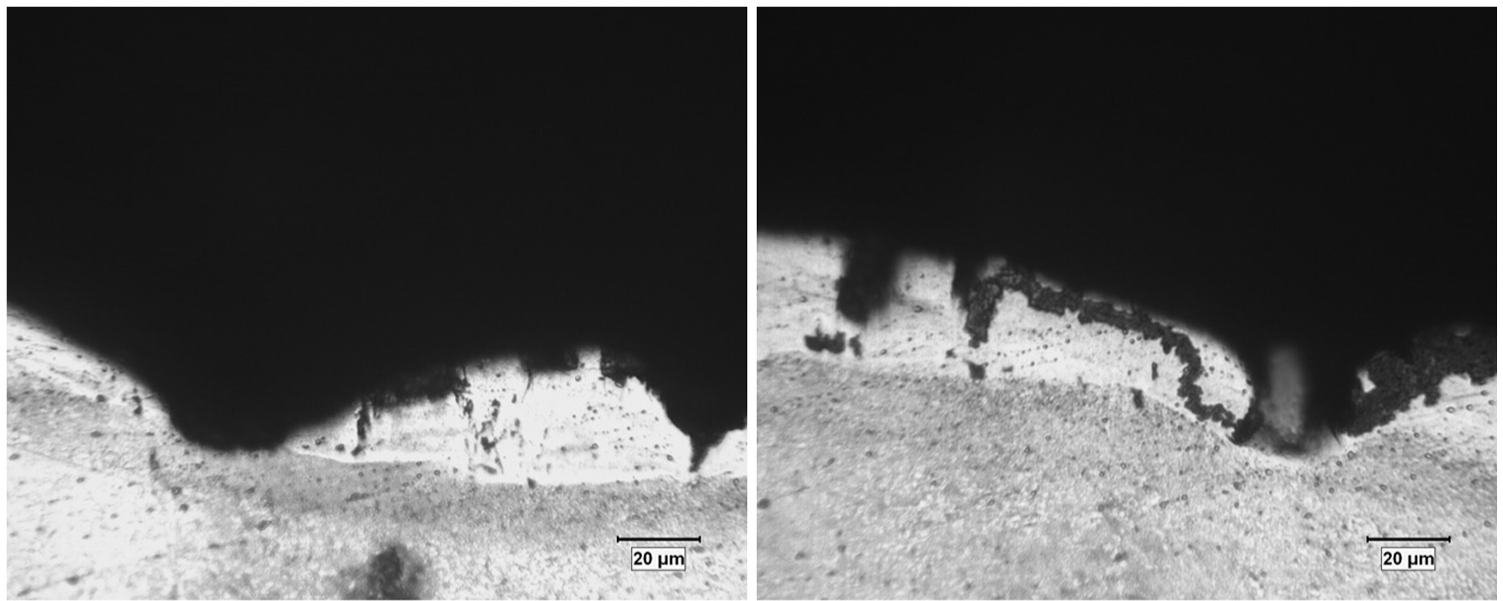
Optical views from cross sections illustrating deposition of SiC particles to the machined surface. Dielectric liquid: 10 g/L SiC in water, tp = 400 µs and Ia = 22 A.
Backscattered SEM images from sections (Figure 11) displayed the compositional contrast between the surface and the recast structure. The sample was machined using 100 µs pulse on duration and 14 A average pulse current confirmed a fair uniform exposed surface with decomposed SiC particles from dielectric liquid (Figure 11(a)). Moreover, the sample machined using 400 µs pulse on duration and 7 A pulse current (Figure 11(b)) revealed the structure in accordance with the surface obtained previously (Figure 7). The recast structure partly altered due to added SiC particles where some of them are slightly attached to the surface.
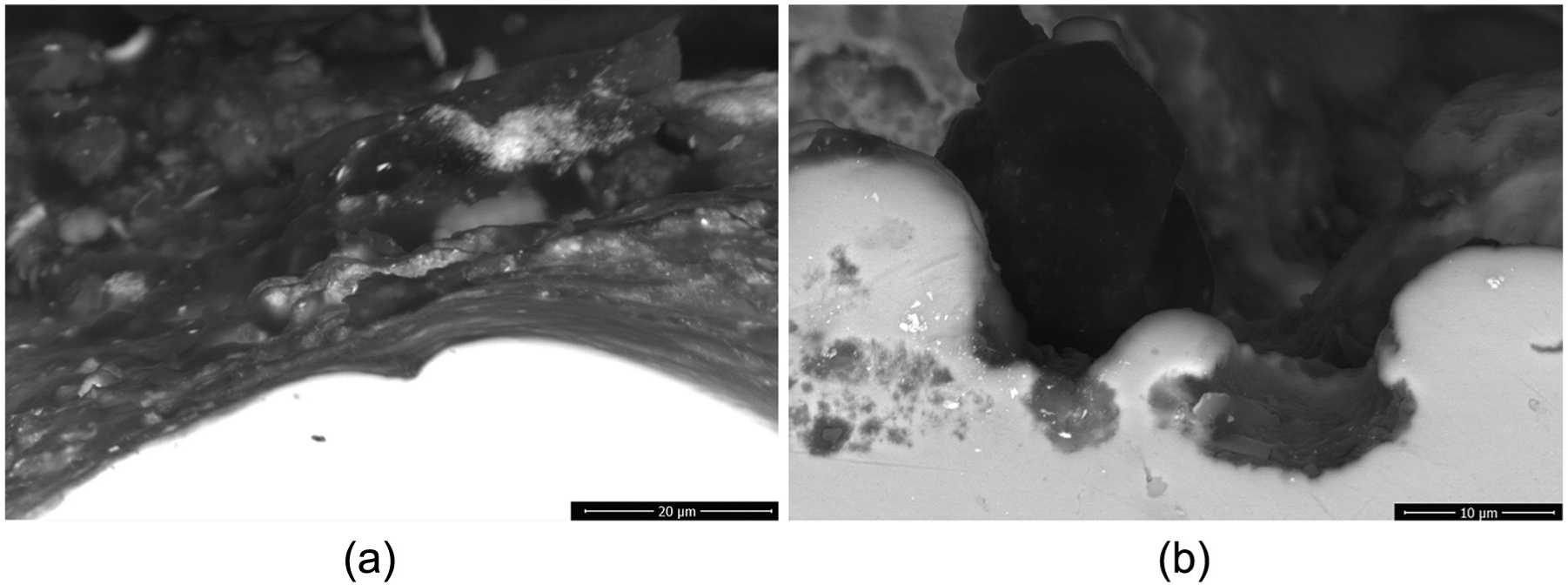
Example backscattered SEM views from cross sections illustrating deposition of SiC particles to the machined surface. Dielectric liquid: 15 g/L SiC in water: (a) tp = 100 µs, Ia = 14 A and (b) tp = 400 µs, Ia = 7 A.
Discussion of the results
Each electrical discharge vaporizes and melts a small fraction of the material due to its thermal nature. The different modes of spark erosion process display different variations in the constructions of the discharge channels. Former studies on the specific effects of some selected groups of additives in dielectric liquid signified that the crater textures cannot be caused by a simple cylindrical heat source. 26 With the breakdown of several equivalent regions, the first main channel interrupts before reaching the spark burning voltage. Moreover, suspended powders confronted with discharge boundaries and under the thermal and magnetic effects. Moreover, in the previous study, 22 it was demonstrated that suspended particles around discharge column accelerated and gained sufficient velocity to penetrate to the molten pool. However, no evidences of decomposition of such particles are encountered when using interstitial free steel as the work material.
The current results have indicated that particle migration from the suspended dielectric to the molten sections of the work material is initiated with respect to increase in particle concentration. The gradual increases in decomposed SiC particles suggest that there is additional dominant material transfer mechanism. It was well known that a negative pressure stimulated due to closure of a discharge channel and particles nearby the boundaries flashes back to the spark incident region. It is interesting that under definite operational conditions, this collusion process is fast enough to penetrate into the melted sections of the work material before solidification and the collided particles might be at high temperature that is possibly higher than the work material melting point.
The second feedback from the result is the importance of suspended particle distribution around an electrical discharge. Surface topographies of analyzed samples indicated a robust dependency with respect to powder suspension concentration in dielectric liquid. The influence on discharge transitivity is noted with pock shape development on the machined surface when concentration of SiC powder in dielectric liquid is low (Figure 4). The path of the discharge channel was interrupted by powders and scattered in a relatively low number of branches. The result is a pocked covered surface over the well-known crater geometry, and particle migration from dielectric is possible only for few randomly placed locations. A further increase in suspension concentration formed several equivalent breakdown regions and increased the number of sub-discharges. This intermediate state indicates a transition to a spray-like electrical discharge and increased the probability of suspended particles being nearest to a discharge boundary and decreased the distance to the molten pool. Moreover, cross-sectional analysis of machined surfaces indicated intensive signs of overtempering with respect to an increase in particle suspension beneath the recast structure (Figure 10), which is in accordance with the several number of heat sources on the machined surface due to the secondary discharges.
Pulse current and pulse on duration are among the dominant operating parameters for conventional electric discharge machining. Increased pulse current definitely melts and vaporizes deeper portions of the work material due to increased electron density. On the other hand, an increase in pulse on duration enlarges the channel diameter and hence spreads the traveling distance for suspended particles. The melted portions are now shallow and expected to be thin. It could be concluded that high pulse current and low pulse on duration settings together with high suspended particle concentration in water dielectric liquid suggest reasonable operational parameters for alloying applications in PMEDM. The experimental results are summarized with respect to the material transferability rates observed to the machined surface (Figure 12). It should be signified that material transferability from dielectric liquid is slightly shifted to the high pulse on durations at reduced pulse currents. Excessive increase in pulse on duration at reduced pulse current (Figure 7) resulted in a well-defined topography indicating a barrel shape discharge region with several sub-discharges located around its circumference. The initial discharging region expands, pushes the suspended particles around and creates a less contaminated region in its center. Meanwhile, suspended particles around the discharge column form several equivalent breakdown regions and sub-discharges. As a result, when the pulse ceases, the particles rush and collide with the molten cavities in a circular region.
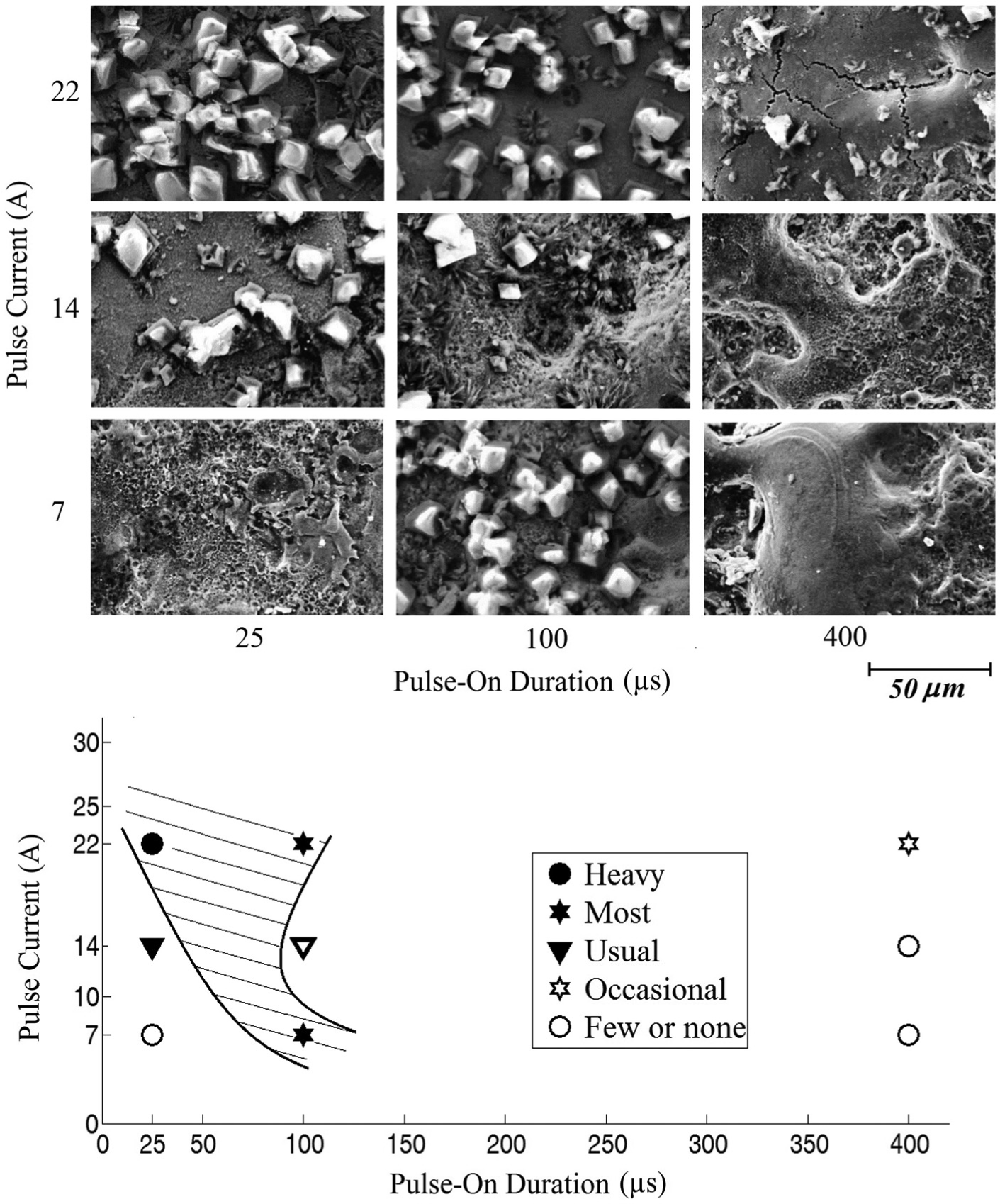
Suspended particle transferability to the machined surface with respect to tp and Ia . Dielectric liquid: 15 g/L SiC in water.
Another interesting result is the formation of a crack network in the surface (Figure 6(b)) when using high pulse currents during machining. Cross-sectional analysis of the sample revealed that these cracks remained within the recast structure (Figure 13). Actually, such surface crack network formation is not possible when using water as dielectric liquid in conventional EDM. It is only possible when the recast layer is heavily infiltrated from pyrolysis products of the hydrocarbon-based dielectric liquid. 27 In this study, the only source of carbon is the suspended particles and its deposition to the work material is found to be high enough to develop different phases such as complex carbides and martensite in austenite matrix within the recast layer. This resulted in high transformational stresses and subsequent cracking during solidification. It should be noted here that the intensity of crack networks increase at high pulse on durations and low pulse currents for conventional EDM applications. However, for the current case, the trend is reversed for the pulse current. The contradictive relation could be attributed to the rate of carbon deposition to the recast layer. High pulse currents lead to increased amount of material transfer from the dielectric liquid, which resulted in development of complex phases within the recast layer.

An optical view from section illustrating deposition of SiC particles to the machined surface and a micro crack within white layer. Dielectric liquid: 15 g/L SiC in water, tp = 400 µs and Ia = 22 A.
Conclusion
The current results revealed that the main mechanism is based on the breakdown of several equivalent regions and discharges in PMEDM. Material transfer from the dielectric liquid onto the work material is not a random process and relies on the operational parameters. Since a negative pressure is induced during the closure of an electrical discharge, suspended particles around it rush and collide with the molten cavities of the work material. The collision might be at high temperatures depending on the operational parameters and implies that methodological surface alloying is possible. The following conclusions can be drawn from this study:
Low suspended powder concentration in dielectric liquid resulted in a pocked covered surface topography demonstrating the concentration should be increased to enhance material transferability.
Added powder in dielectric liquid increases the number of equivalent breakdown regions and leads to several sub-discharges for an electrical pulse. Additional increase in particle concentration increases the probability of suspended particles being nearest to a boundary of a discharge channel.
Decomposition of particles is the indication of the process fastness and transfer of energy in the form of heat just before pulse cessation. Suspended particles collide with the surface at temperatures higher than the work material melting point.
High pulse currents lead to thick segments of melted material and these segments are the convenient places for suspended particle deposition and decomposition in PMEDM. Moreover, low pulse on duration leads to small discharge channel diameters and decreases the traveling distances of suspended particles to the molten cavities when the discharge channel ceases. Therefore, increased pulse current and decreased pulse on duration settings are plausible chooses for operational parameters in water dielectric liquid.
Reduced pulse current settings decrease the pulse energy. The depth of molten cavity and the negative pressure stimulated during the closure of the discharge channel are reduced. Suspended particles’ migration is now only possible at increased pulse energies. Therefore, the material transformation ability is shifted to the higher pulse on durations at reduced pulse currents. However, the suspended particle collusion to the molten cavities produces weaker connections with the surface due to the low temperatures and velocities attained when compared with the previous case.
Material transfer from the dielectric liquid could be high enough to create complex phases within the recast structure resulting in high transformational stresses and micro cracks on the surface depending on the selected operational parameters such as pulse on duration and current.
The intensity of surface cracking is increased with respect to an increase in pulse current that is contradictive with respect to conventional EDM applications. The contradictive relation is attributed to the increased rates of material transfer from dielectric in PMEDM.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.