
Abstract
Nowadays, although more and more companies focus on improving the quality of computer numerical control machine tools, its reliability control still remains as an unsolved problem. Since assembly reliability control is very important in product reliability assurance in China, a new key assembly processes extraction method based on the integration of quality function deployment; failure mode, effects, and criticality analysis; and fuzzy theory for computer numerical control machine tools is proposed. Firstly, assembly faults and assembly reliability control flow of computer numerical control machine tools are studied. Secondly, quality function deployment; failure mode, effects, and criticality analysis; and fuzzy theory are integrated to build a scientific extraction model, by which the key assembly processes meeting both customer functional demands and failure data distribution can be extracted, also an example is given to illustrate the correctness and effectiveness of the method. Finally, the assembly reliability monitoring system is established based on key assembly processes to realize and simplify this method.
Keywords
Introduction
In today’s life, product quality and reliability, which are defined and evaluated by the customers, have become the most important factors affecting companies’ survival. 1 Usually, reliability is known as one characteristic of quality, which specializes in faults. But for some complex products, reliability can be seen as a separate customer requirement with same important as quality. Although more and more scholars and companies focus on improving the quality of China’s computer numerical control (CNC) machine tools, its reliability control still remains as an unsolved problem. As a multi-variety and small-batch product, CNC machine tools have its unique characteristics, making it difficult to control its reliability.2–4 Moreover, since product complexity degree, batch, and variety have very large effect on reliability, some CNC machine tool companies even have insufficient capability issues in machining or assembly process. 5
Assembly is the last stage to finish product manufacturing and also one of the most important production processes in CNC machine tool companies in China. Since assembly reliability directly affects the whole product reliability, more and more scholars have been doing researches in this area. Wang et al. 6 established an intelligent-agent-based online quality control system for assembly production line. Suzuki et al. 7 proposed an assembly reliability evaluation method to improve the assembly reliability level of the workshop. Delvecchio et al. 8 monitored and diagnosed the assembly faults by vibration signal. Zhang et al. 9 proposed reliability-driven assembly technology of CNC machine tools and used dynamic Bayesian network for assembly reliability modeling and analysis. Celano et al. 10 extended the Bayesian approach to the control of the process data dispersion to perform the online process monitoring.
However, few of previous researches focused on key assembly processes control technology, which is an effective way in assembly reliability control of CNC machine tools. In order to ensure the small-batch product reliability, some necessary product assembly requirements should be proposed and guaranteed in the assembly process, especially for CNC machine tools. In this article, key assembly processes are extracted scientifically based on the integration model of quality function deployment (QFD); failure mode, effects, and criticality analysis; and fuzzy theory to help establish the assembly reliability monitoring system, in order to control the whole assembly process reliability.
Assembly reliability analysis of CNC machine tools
Studies have shown that in the production activity of industrialized countries, about one-third of human are engaged in activities related to assembly, assembly work accounts for 20%–70% of the total production workload, assembly time takes up 40%–60% of the total production time, and assembly cost is more than 40% of the total production cost. 11 Assembly activity can determine the final state, structure, and precision of product, so it is one of the most important links in the production process. Especially, for CNC machine tool companies in China, the assembly reliability has a great impact on the final product reliability, determining whether the product can meet the customer demands or not.
Assembly faults
Based on the long-term tracking of some CNC machine tool, the fault data can be collected and classified. Some kind of assembly fault locations and failure modes are shown in Table 1.
Some kind of assembly fault locations and modes.

ATC: automatic tool changer; APC: automatic pallet changer; NC: numerical control; SVU: servo unit.
Besides outside fault sources, such as product design, part purchasing, and part machining, in the assembly process, there are still many factors can result in faults, which usually can be classified as 5M1E, namely, man, machine, material, method, measurement, and environment.
Man is the dominant power in the assembly process. Usually there are operators, inspectors, auxiliary personnel, and so on, and their technical level, quality consciousness, and working state will affect assembly reliability.
Machine means the related equipment in the assembly process, including product and auxiliary tools and characters such as reliability, accuracy, wear and adjusting status.
Material means raw material, purchased parts, auxiliary material.
Method includes operating instructions and testing methods.
Measurement is one of the most important links in the assembly process, which is proposed separately here. It also includes man, machine, and method.
Environment means temperature, humidity, noise and so on in the assembly process.
Assembly reliability control flow
Based on the analysis of some CNC machine tool company in China, the business flowchart of reliability control in the assembly shop can be obtained, as shown in Figure 1.
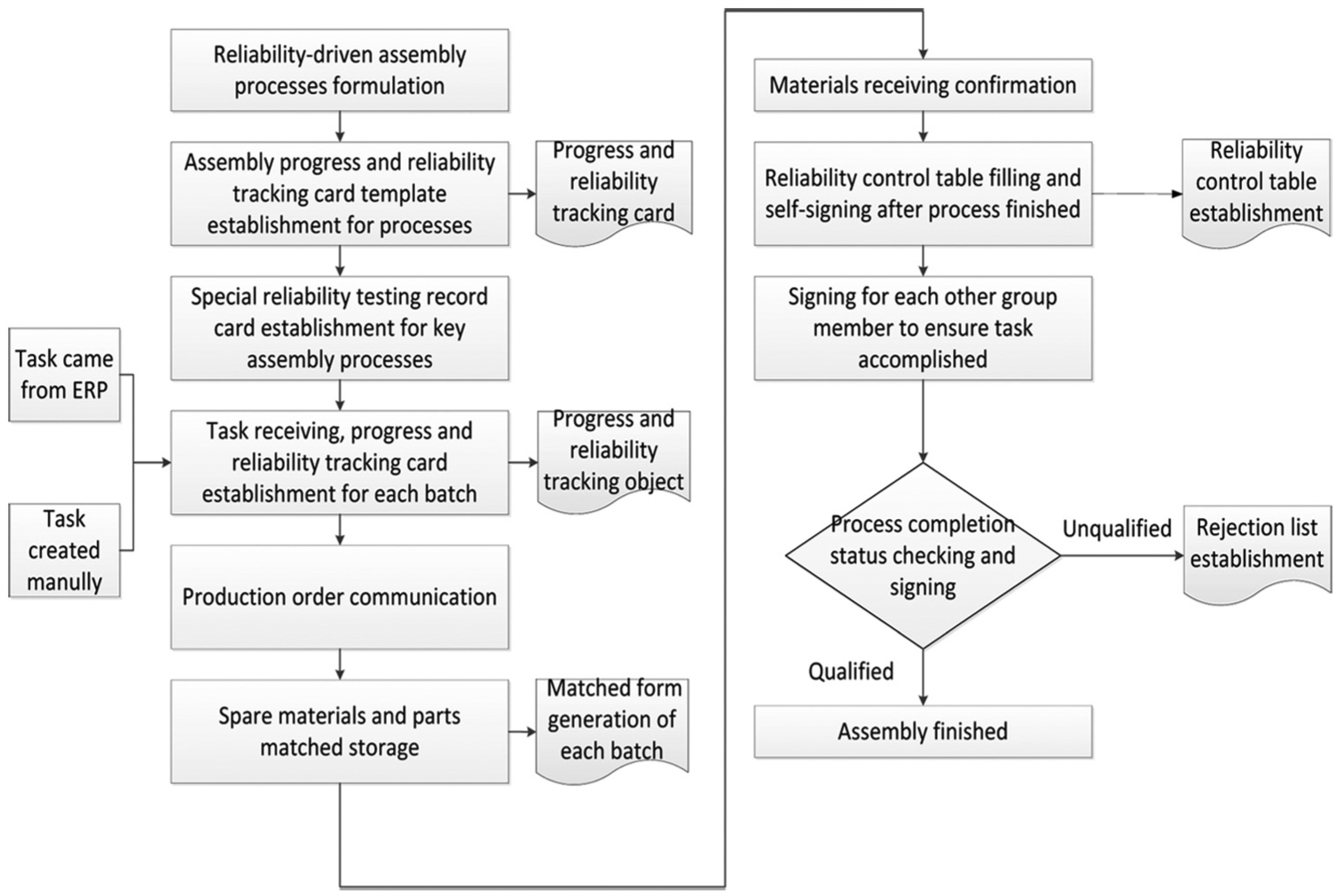
The business flowchart of reliability control in the assembly shop.
Preparations before assembly include the following:
Assembly technique preparation, such as reliability-driven assembly process, key assembly processes, assembly methods and assembly technologies.
Assembly technical documents’ preparation, such as work instructions, assembly procedures and guidelines, assembly reliability inspection card and outline of control, and assembly technical drawings.
Assembly inspection equipment calibration and preparation.
In addition, assembly resource preparation is also indispensable, including the following:
Assembly human resources.
Assembly material resources, such as qualified parts and outsourcing parts, as the input of assembly process.
Assembly information resources, such as assembly process parameters, assembly reliability standards and specification requirements, and assembly reliability history information.
The assembly process usually includes two steps: part fabrication and final assembly. First, the parts are assembled into components on the basis of the assembly requirements and relation constraints, and then, judgments are made by the reliability testing of components. While the qualified components are allowed into the final assembly line, the unqualified ones are returned back to the part fabrication line and reassembled by adjusting the assembly process. Second, the qualified components and outsourcing parts are assembled into finished products on the final assembly line according to the assembly procedures and assembly technology requirements, and then, judgments are made by testing each technical performance index of the finished products based on the product inspection acceptance outline, with qualified ones being put in storage and unqualified ones being returned back to the final assembly line.
Main technologies using key assembly processes extraction
Integration of QFD and FMECA
QFD and FMECA are two Concurrent Engineering methods with different focuses, and with their combination, the utilization effect can be strengthened by bringing product fault and effect information in customer needs. 12
QFD is to turn the customer-required features into a series of engineering characteristics using a certain standardization method, of which the basic tool is “house of quality (HOQ).”
FMECA is a reliability analysis method, by which each failure mode of the product will be analyzed, each effect to the product will be determined, each risk degree will be figured out, and also related necessary actions will be adopted. 13
Based on the HOQ of QFD, the integrated model of QFD and FMECA matches the customer functional demands and the product assembly processes (technical requirements) one by one. Simultaneously, the failing modes and effects of product assembly faults are analyzed, the FMECA forms are established, and then the risk priority numbers (RPN) are calculated. According to the criticality analysis (CA) in GJB/Z 1391-2006 (IEC 812-1985), the jth failure mode’s

here,
Then,

where
The failure correction factor
After integration, the failure correction factor

The integration flow of QFD and FMECA.
Assembly process weight determination based on fuzzy theory
Fuzziness is the uncertainty existed among nature, human society, and all engineering technologies, performing as ambiguity. To solve the fuzzy problem under uncertain condition, Zade proposed the concept of fuzzy set: a fuzzy set in
Here, fuzzy theory is applied into the integrated model establishment and the assembly process weight calculation in order to extract the key assembly processes. It reflects the influence of fuzzy customer demands and failure correction factor on the key assembly process extraction fairly, helping the reliability control people to extract several key assembly processes from numerous assembly processes and finally control them.
Triangular fuzzy function is adopted in the calculation, as shown in Figure 3. Assumed that

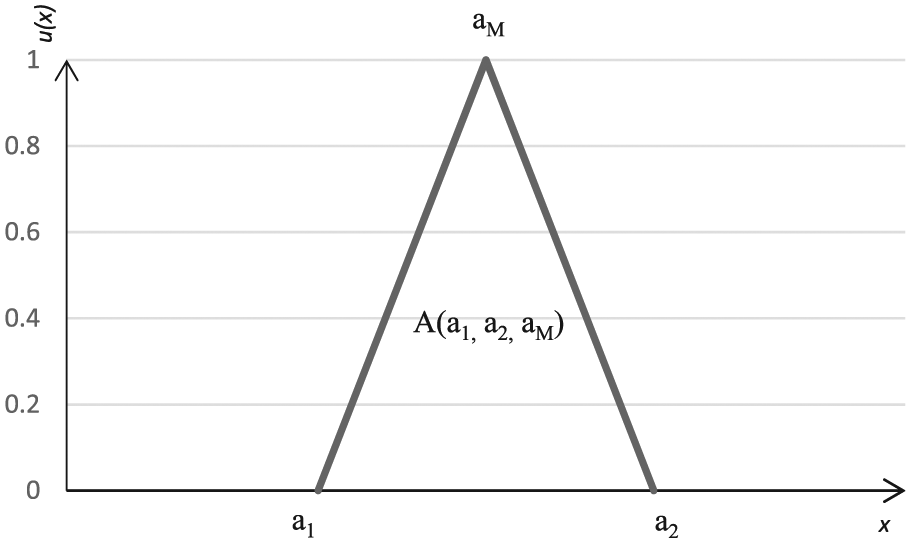
Triangular fuzzy function.
According to fuzzy extended theory, the arithmetic of the triangular fuzzy number

Then, the fuzzy number is converted into precision value again using the method of defuzzification, and the precision value after the triangular fuzzy number

The specific stages of key assembly process extraction are as follows:
1. First, the failure modes and effects of product would be analyzed and FMECA forms would be established, RPN of each assembly process should be calculated by formula (1) and converted into the failure correction factor
2. Second, triangular fuzzy function is applied into the deployment matrix of HOQ.
Customers usually use fuzzy language to describe their demands, use ambiguous qualitative terms, such as “Accurate location reaching” and “Little vibration and noise,” to describe the indexes of variables. The importance degree W of customer demand is fuzzified by establishing the triangular fuzzy membership function. And four degrees of “Very important,”“Important,”“Medium important” and “A little important” are expressed for the evaluation of customer demand importance, responsively forming a fuzzy set
The relationship matrix between fuzzy customer demands and product assembly processes should be constructed. Assume that the relationship matrix between the two is
3. Third, the assembly process weight would be calculated.
Based on the fuzzy extended theory, the generalized fuzzy synthetic operation should be done on

The fuzzy weight of each assembly process before correction should be calculated, and the failure correction factor

Comparing the assembly process sequence after correction with before, it can be found that because of the failure correction factor
Case study
Automatic pallet changer (APC) of the domestic horizontal machine center THM6380 is taken as an example to extract its key assembly processes. APC is one of the key functional components in machine center, while its main function is to realize the location exchange of the processed workpiece and the workblank to be processed during machine tool machining period in order to get the workblank to the processing position and realize its automatic location.
Firstly, according to the “Function–Motion–Action (FMA)” decomposition of APC shown in Figure 4 and the assembly processes obtained from the enterprise workshop, FMECA forms based on action and reliability-driven assembly processes (18 reliability control points) can be obtained. According to the detailed scoring method in the book “Potential failure mode and effects analysis (FMEA)” edited by Chrysler LLC, Ford Motor Company, General Motors Corporation,
15
the designer can score each item “S, O, D” in formula (1), which is no longer described here because of space cause, and RPN of each fault mode can be obtained. Then, each process’s failure correction factor of pallet changer

“FMA” decomposition of APC.
FMECA form of APC.

RPN: risk priority numbers; APC: automatic pallet changer; CNC: computer numerical control.
Second, based on the gathered customer data, the deployment matrix of HOQ is 5established. Customer demand index set is selected as
The key assembly technique extraction of APC based on fuzzy theory.
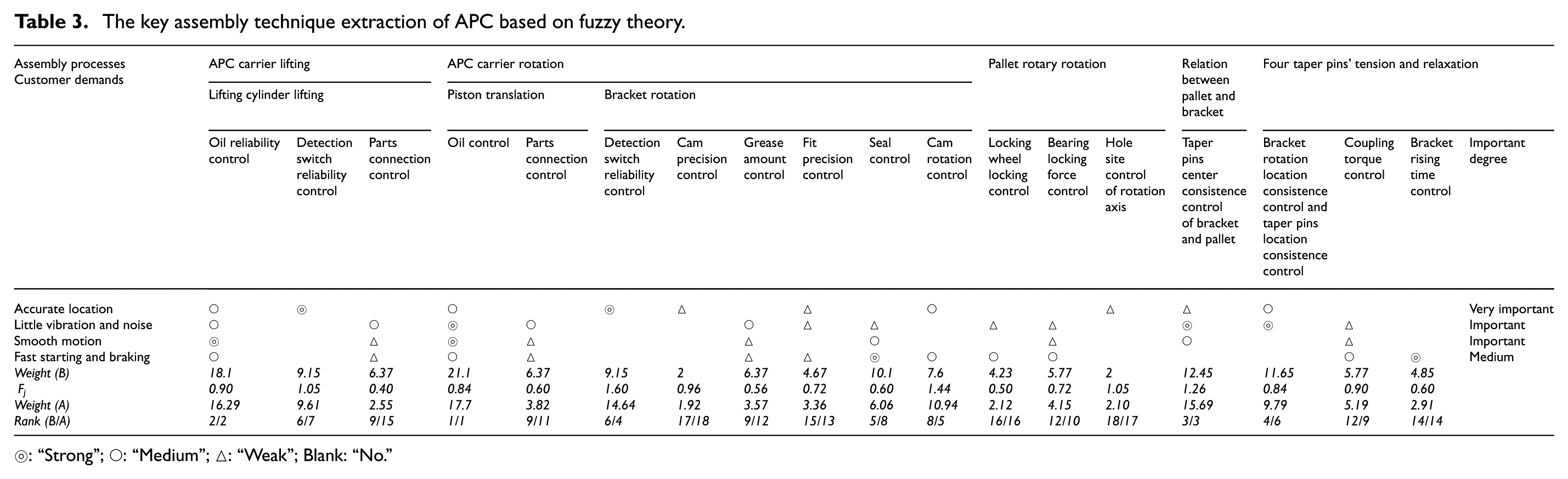
⊚: “Strong”; ○: “Medium”; △: “Weak”; Blank: “No.”
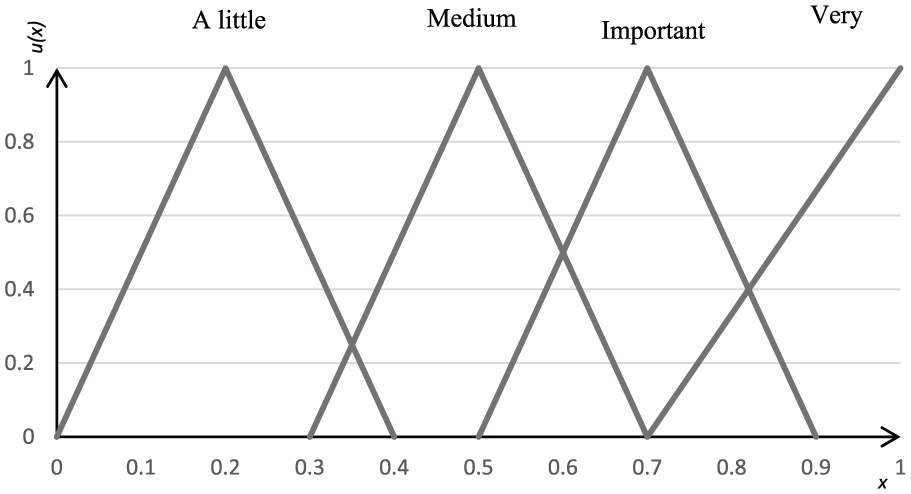
The membership function of customer demand important degree.
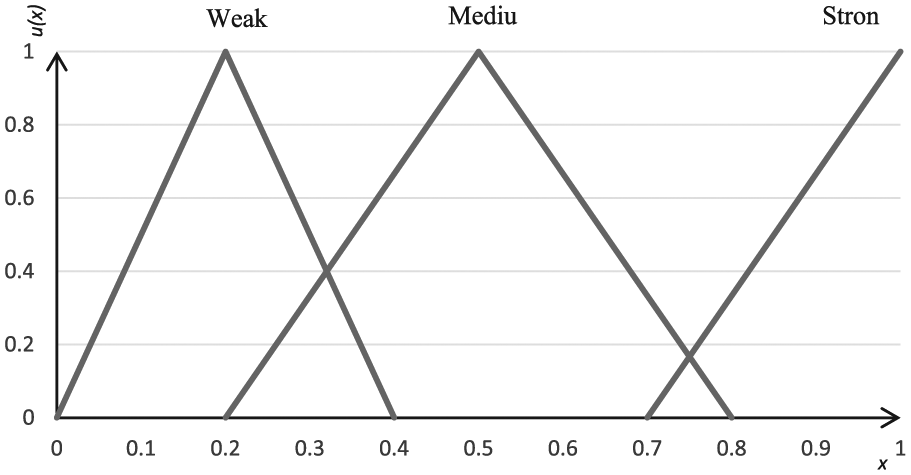
The membership function of customer demands and assembly techniques.
Finally, the fuzzy weight before and after correction of each assembly process can be calculated and compared. Based on the judgments of 15 experts (including 4 designers, 4 assembly technicians, 4 users, and 3 scholars), the weights after correction are thought to be more scientific, meaning the results correspond with processing conditions. And then, according to the 80/20 principle, based on the Pareto diagram of the 18 reliability-driven assembly processes’ weights (shown in Figure 7), the former 9 processes are extracted as the key assembly processes (namely, 9 key reliability control points) to be controlled, as shown in Table 4.
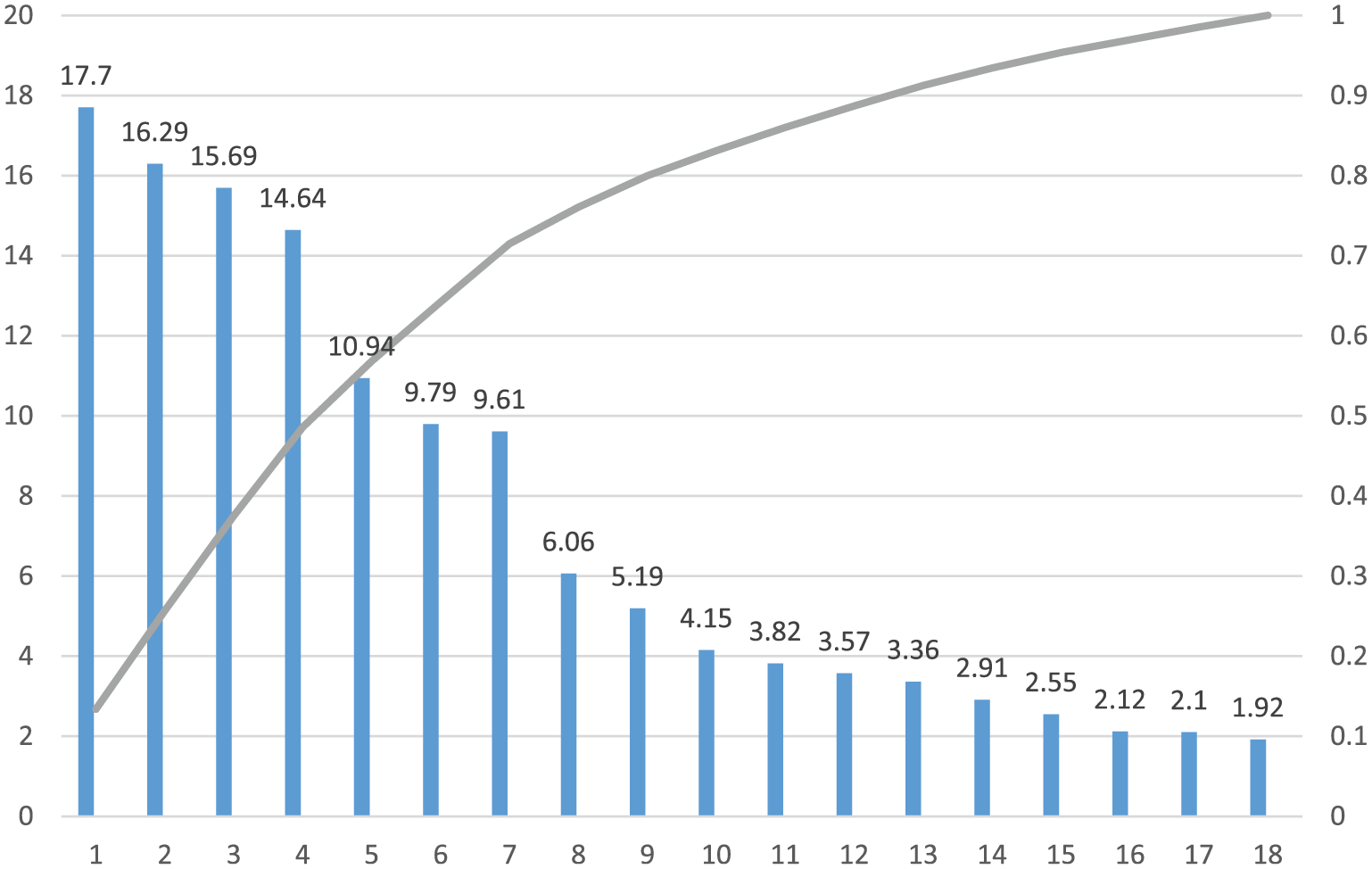
Pareto chart of 18 reliability-driven assembly processes.
The extracted key assembly processes (reliability control points).
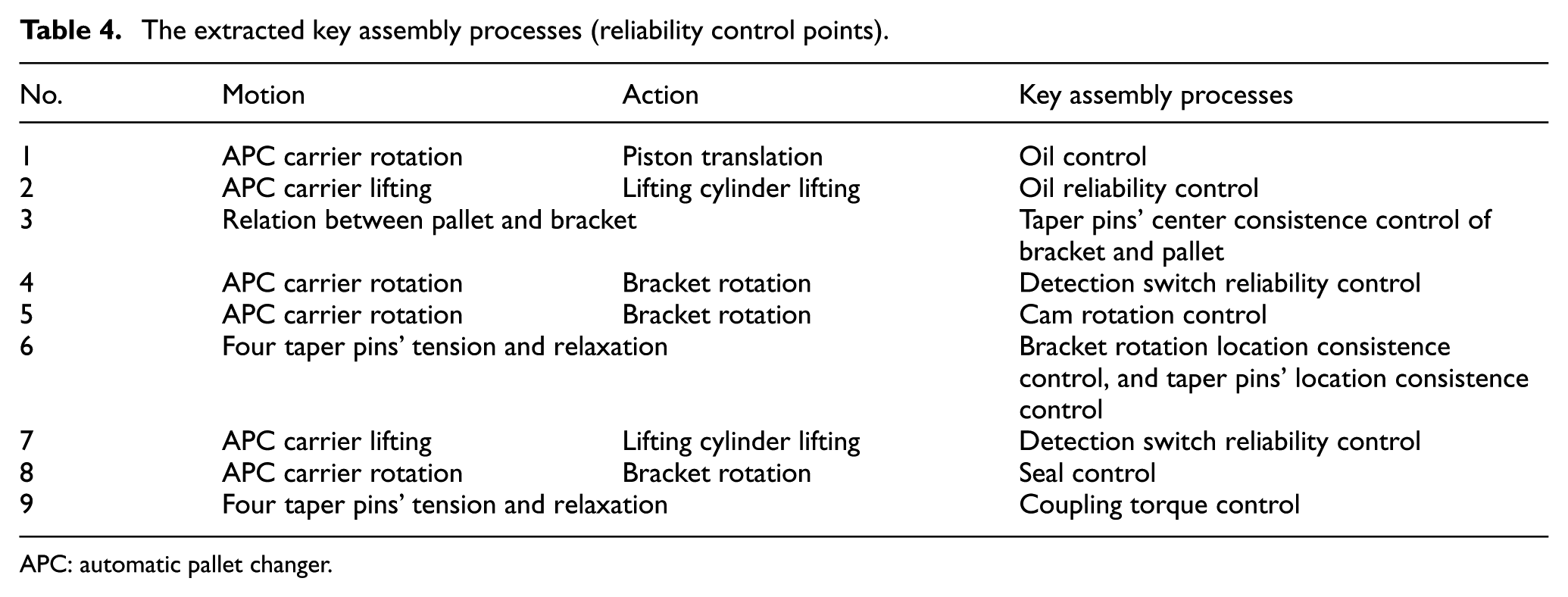
APC: automatic pallet changer.
Assembly reliability monitoring system
Functional demands analysis
Assembly activity is one of the most important links in product manufacturing process, and its reliability affects the final product’s reliability deeply. However, currently many manufacturing enterprises still rely mainly on the traditional assembly management mode of manual recording on paper, which cannot adapt to the new situation of assembly reliability management under global environment. 16 There are some main specific problems:
As there are too many uncertain factors in manual recording, the data may be easy missing and not easy for long-term preservation, meaning the integrity of data cannot be guaranteed.
No differential treatment is made between assembly process and key assembly processes, resulting in resource waste, cost improvement, and weak monitoring effect. Simultaneously, the amount of recording data is becoming larger and larger, but few data are taken full effective use of.
Analysis and judgment of the key assembly process indexes’ monitoring data mainly rely on the employees’ experiences and technical levels, which has some certain limitations, and the reliability of key assembly processes cannot be controlled effectively.
The information transmission and feedback are often not in time, which is not conducive to discovering problem, solving problem, and improving problem timely, making monitoring ineffective.
Information cannot be shared or shared not in time, which makes the whole assembly process being subject to one particular assembly link and then affects the overall consideration of the whole assembly process.
Informationized software implement can help enterprises establish a real-time and effective assembly reliability information monitoring system, which can effectively guarantee the product reliability. 17 The assembly reliability of each key process is monitored by the assembly reliability monitoring system to guarantee the whole product’s reliability at the assembly level. Based on the problems of traditional assembly management, the basic demands of assembly reliability monitoring system are shown as follows:
By electronically collecting and managing the monitoring data, the informationized system should reduce the impact of external environment on the data to a minimum to ensure the integrity and availability of the data.
The key assembly processes should be extracted from the reliability-driven assembly process quantitatively, with classified monitoring, classified management, analysis, and control.
Some new informationized technologies and methods should be adopted to help analyzing and judging the monitoring data of key assembly process indexes, so as to ensure the effective reliability control of key assembly processes.
With online monitoring of the entire assembly process, the information transmission and feedback should be in time, timely finding the problem, solving the problem, and improving the problem.
In the assembly process, every station should share the information with each other in time and reflect problems in time, in order to help the manager making overall considerations and judgments based on the entire assembly process.
System design
Assembly reliability monitoring system is an integrated application system of process flow, information flow, and reliability flow. It is established on the reliability-driven assembly process, with strong ability of information integration and process monitoring, realizing the electronic, accurate, and real-time monitoring of assembly process reliability.
Assembly reliability monitoring system includes four functional modules: “System management,”“Reliability data acquisition,”“Reliability data management,” and “Reliability analysis and control.” Each functional module also contains several functional modules, as shown in Figure 8.

The structure chart of system function.
“System management” is responsible for News release, user management, parameter setting, and so on; “Reliability data acquisition” includes two data acquisition modes: artificial recognition and automatic identification, while usually bar code is used a lot for quick and easy acquisition; 18 “Reliability data management” is to manage data and document, such as data and document summary, classification, archiving, query and tracking, and maintenance; and “Reliability analysis and control” is the core part of the system, usually combing with statistical process control (SPC) tool, to control and analyze the whole assembly process reliability. All the modules together form the system and accomplish the mission of assembly reliability monitoring.
Software structure
According to the three-layer structure of Microsoft Windows Distributed interNet Applications (DNA), assembly reliability monitoring system is designed as having four layers: infrastructure layer, which focuses on data acquisition and transmission; data layer, storming data in reliability database; application layer, which is responsible for data processing and analysis; and user layer, with graphics and reports output, as shown in Figure 9.

System software architecture.
Software interface
The assembly reliability monitoring system is established in some CNC machine tool company in China. Part of the system operation interfaces is shown in Figure 10.

The operation interface of system.
The key assembly processes meet customer functional demands, and failure data distribution was extracted, which was later monitored and controlled using the assembly reliability monitoring system. According to the CNC machine tool company, the method worked well in the company and the faults caused by assembly had decreased a lot; finally, the MTBF of THM6380 had increased from 1200 to 1500 h.
Conclusion
A new assembly reliability control method was proposed for CNC machine tools in this article; based on the assembly faults and reliability control flow analysis, key assembly processes were extracted quantitatively by the new integration method of QFD, FMECA, and fuzzy theory; and then, assembly reliability monitoring system is established using information technology to realize real-time key assembly process control and analysis, along with models and examples given to illustrate the correctness and effectiveness of this method.
Although process quality control has been a hot topic in recent years, assembly reliability control is actually a tough problem, especially for CNC machine tools. Since assembly reliability is a very important part of product reliability, the main point of this method is to extract key assembly processes scientifically and monitor them particularly, in order to help analyze and control the whole assembly process reliability of CNC machine tools. Also, with mathematical theory and modern technology, the method can be realized and simplified, which shows a new direction for future research work in reliability area.
Footnotes
Academic Editor: Fakher Chaari
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the National Natural Science Foundation of China under Grant Nos 51575070 and 71301120 and the National Major Scientific and Technological Special Project for “High-grade CNC and Basic Manufacturing Equipment,” China under Grant Nos 2013ZX04012-041, 2014ZX04001-031, and 2015ZX04003-003.