
Abstract
Post-consumer waste has garnered attention for its potential to promote sustainability, minimize environmental impact, conserve resources, and generate economic opportunities. This study investigated the use of post-industrial waste (PIW) and post-consumer cotton waste (PCW) in denim by turning it into yarn and combining with virgin cotton to study the mechanical and in-service properties. Open-end rotor spinning was used to produce yarns for fabric manufacturing. There were four warp yarns of 98 Tex having yarn compositions i.e., 100% Virgin Cotton, 100% PIW Cotton, PIW: Virgin cotton (70:30), PIW: PCW (70:30) cotton and two weft yarns of 58 Tex having yarn composition 100% Virgin cotton and 100% PIW cotton and a total of four warp-weft yarn combinations were employed to produce the fabric. Resultantly, the fabrics made were having overall composition 100 % virgin cotton, 100% PIW, 50% virgin and 50% PIW, and 80% PIW and 20% PCW. The fiber results show that the strength, uniformity and fiber length reduce from virgin, PIW and PCW, respectively. Open-end rotor spun made with different percentages of PIW and PCW has comparable hairiness and fiber release to virgin cotton. This suggests post-industrial and post-consumer waste yarn could be used to make denim without compromising the quality of fabric. The mechanical testing results of the fabric show a modest decline compared to virgin cotton fabrics. Still, these properties were acceptable for denim manufacturing.
Introduction
The textile industry, with its ever-evolving trends and constant demand for new clothing, has a huge impact in the global economy and lives of millions of people. 1 However, beneath the shimmering facade of style and glamour lies a harsh truth - textiles, the fundamental building blocks of fashion, are exacting a toll on the environment that cannot be ignored. The impact of textiles on the environment is multifaceted and extends throughout the entire lifecycle of textile products, from raw material extraction to production, use, and disposal. 2 From the vast cotton fields that consume water resources to the energy-intensive processes of dyeing and finishing, textiles cast a long shadow on the environment. 3 As global awareness of environmental challenges intensifies, so too does the scrutiny on industries known for their resource-intensive practices. The denim industry, a stalwart of fashion, has been associated with a significant environmental toll, characterized by high water usage, chemical treatment, and energy consumption.4,5 One promising avenue toward sustainability within denim manufacturing lies in the incorporation of post-industrial and post-consumer waste materials. Post-industrial and post-consumer waste, including manufacturing and clothing waste, represent valuable resources that can be diverted from landfills, and recycled.6,7 By doing this, the strain on raw material resources and energy consumption that would be required to produce new denim fabric can be reduced. This, in turn, lowers carbon emissions and reduces the environmental impact associated with conventional denim production. Yet alone post-consumer waste cannot be used using existing recycling technologies, which deteriorate the properties of fiber sufficiently. There are different ways to use to textiles waste by blending post-consumer and post-industrial waste along with virgin to make the yarn as per standards.
The use of post-industrial waste has been a valuable area of research for more sustainable textile manufacturing. Several studies have been conducted in the recent past using different spinning and fabric wastes. Barbara Contin et al. studied the properties of the textile waste from mechanically recycled post-industrial denim fabric. Although the fibers and yarn segments after recycling became too thin to be used in conventional textile processes yet can be used in other applications such as composites. 8 In other studies, the post-industrial denim cotton waste from the winding and dyeing section was mixed in different proportions with virgin cotton. The use of recycled fibers from the dyeing waste was advantageous because the fibers are colored and eliminate the need for re-coloring, hence reducing water wastage and chemical and power consumption. However, the properties of the yarns were reduced after adding the recycled fibers, 9 when compared with the yarns made using organic, conventional, and better cotton fibers. 10 However, there are also some disadvantages of using the recycled fibers that we cannot use them above a certain percentage due to quality issues in the resulting fabrics. Hard and soft wastages from spinning and fabric sections are utilized to develop 100% recycled OE-rotor yarns., though the tensile properties vary according to the waste type used, hard textile waste can be utilized in making end products like denim. 11 These tensile properties of the yarns can be enhanced by using textile waste that is loosely constructed resulting in a greater length of the recycled fiber. 12 The fabrics developed from recycled waste when compared with virgin cotton, can be used in applications where there is less requirement of strength. Also, the recycled textiles can be used in home furnishings. 13 To make the fabrics with a yarn containing low twist, i.e., soft feel fabrics, ring spun yarns of PIW and PCW can be made having 30/1 Ne count to be utilized in the products such as knit tops. 14 The spinnability issues of the recycled cotton fibers can be overcome by using the compact spinning technique. 15 The damage of the fibers in the recycling process reduces the overall quality parameters of the yarns. 16 There could be a lot of uses of the waste cotton such as its use in manufacturing the yarns, composites, nano materials which can avoid the environmental pollution. 17
The impact of the use of recycled material on the environment has been addressed by some authors, one of which states that the denim sample having 100% recycled cotton had the lowest environmental impact, and water consumption as accessed using LCA. 18 An investigation on fiber release during laundering using glass filters was made by Palacios-Marin et al. using different fiber types and yarn structures. The fabrics were weaved using ring yarns and 2 × 2 weave structure and it was noted that the subsequent washes reduced the number of fibers released during laundering. The samples having only polyester showed a noticeable decrease in the fiber release in subsequent laundries while the sample having cotton possessed a consistent decrease in the fiber release as well. 19 Another study evaluated a pair of jeans for its microfiber shedding using filters and found that there were more microfibers released in the initial laundry and the number of fiber release decreased throughout the garment lifecycle in a domestic cold-water laundry. 20 Zambrano et al. studied the effect of different laundering parameters on the microfiber release and found that the introduction of detergent and high temperature accelerates the fiber release. Though cellulose-based fabrics released more fibers as compared to PET based fabrics, yet PET fabric had more environmental impact as they could not be degraded. 21 Some of the finishing treatments were also found responsible for the microfiber release such as the use of the softener and durable press increased the release of microfibers during the laundering procedures. 22
While the incorporation of post-consumer waste into denim production has gained attention as a sustainable practice, a significant research gap exists concerning the in-service properties (tear, tensile, abrasion, shrinkage, fiber release during laundering) of these recycled denim fabrics. Existing studies predominantly focus on the environmental benefits and feasibility of recycling denim materials, yet there remains a limited understanding of how these textiles perform in real-world. The literature to date largely overlooks crucial questions related to the fiber release, and overall longevity of post-consumer waste denim when compared to traditional denim fabrics made from 100% cotton specially made with open end rotor spinning. Understanding, how these recycled denim materials stand up to the rigors of daily wear and use is paramount for both manufacturers and consumers seeking sustainable and long-lasting clothing options. Moreover, few studies have explored the factors influencing the in-service properties of post-consumer waste denim, such as the composition of recycled materials, and the impact of wear and laundering practices over time. An in-depth investigation into these factors is essential to guide the industry in optimizing the performance and quality of recycled denim products.
In this study, six different yarns were used out of which two were used as weft yarns while other four were used as warp yarns differing their combination in the final fabric development. Yarns consisted of the combination of post-industrial, post-consumer and virgin cotton. The developed fabrics were tested for their mechanical properties including tear strength, tensile strength, shrinkage, abrasion resistance, and pilling resistance. Apart from the mechanical testing, the samples were tested for their fiber release during laundering. This study focuses on open-end yarn, with a particular emphasis on its application in the denim sector, which is predominantly associated with twill fabrics. While the focus remains on denim in current study, exploring other yarn manufacturing techniques or extending the scope to include non-denim textiles, home textiles, and knits presents opportunities for future research and broader insights.
Materials and methods
Material
Three different kind of cotton fibers including virgin cotton, post-industrial waste (PIW), and post-consumer waste (PCW) cotton fibers were used in the current study. Post-industrial waste (PIW) consisted of comber noil, while the post-consumer waste (PCW) was obtained by shredding the denim garments through mechanical recycling. Calibration of the High Volume Instrument (HVI) instrument was done using standard white cotton. The colored PCW fibers were collected from Artistic Milliners Karachi, Pakistan for preparation of yarn samples
Variations in recycled yarn compositions used to make the woven samples.

Development of fabric samples
Sample description and code used in the current study.

Figure 1 shows the process flow from spinning to fabrication used in the current study. The waste as well as virgin fibers were passed through a spinning process making the Open-end yarns of different yarn counts for warp and weft which were then converted to a denim fabric through weaving process. The details of the warp and weft used in each sample are elaborated in Table 2. After the fabrication, the samples were processed by undergoing the processes of singeing, hot wash, and sanforizing. Keeping all the weaving and spinning parameters constant, only the effect of using different proportions of waste fibers on the mechanical properties of the fabric was investigated. The step by step calculations of how the yarn proportions were brought to fabric are mentioned below: Process flow used to make the different samples.
Weaving calculations
The percentage of the warp and weft in the total weight of the fabric was calculated according to equations (1), (2), (3), and (4) and the composition of yarns determining the total fabric compositions was also calculated. As the yarn counts were used in Tex, they were converted in Ne to be used in the formulae. 98 Tex was equal to 6 Ne and 59 Tex was equal to 10 Ne.



Sample A












As the sample contained 100% virgin cotton composition, so, in both warp and weft, 100% cotton yarn was used.
Sample B













As the sample contained 100% PIW cotton composition, so, in both warp and weft, 100% PIW cotton yarn was used.
Sample C













As the sample contained 50% virgin cotton and 50% PIW in its composition, so, in weft, 10 OE 100% PIW cotton was used, while in warp, 6 OE 30% PIW, 70% virgin cotton was used.
To specifically calculate the percentage, as the weft contains 30% of the total fabric weight so, the PIW percentage achieved was 30.6%, while in warp, the yarn contained 30% PIW. In order to calculate its composition in the fabric, the calculation is as follows;

So, the total percentage of PIW was 30% + 20% = 50%
Other 50% was virgin cotton.
Sample D













As the sample contained 80% PIW cotton and 20% PCW in its composition, so, in weft, 10 OE 100% PIW cotton was used, while in warp, 6 OE 70% PIW, 30% PCW cotton was used.
To specifically calculate the percentage, as the weft contains 30% of the total fabric weight so, the PIW percentage achieved was 30.2%, while in warp, the yarn contained 30% PIW. In order to calculate its composition in the fabric, the calculation is as follows;

So, the total percentage of PIW was 30.2% + 49.79% = 80%
Other 20% was PCW cotton.
Testing
Testing of fibers
The properties of all three cotton fiber types i.e., virgin, PIW, PCW were found using the USTER HVI 1000 test according to ASTM D4604-95. The fiber properties obtained after the test included SCI (Spinning Consistency Index), moisture, UHML (Upper Half Mean Length), UI (Uniformity Index), SFI (Short Fiber Index), strength, elongation, Rd (Reflectance), and +b (Yellowness) value of all three fibers.
Testing of yarn samples
Each yarn’s linear density was determined by ASTM D1907 using MAG ELESTRETCH XT machine and tensile strength were evaluated through ASTM D 1578 standard test using MAG ELESTRETCH XY machine. The USTER-5 Tester having model no 400101-03000 was used in line with ASTM D1425 to examine yarn samples for characteristics such as unevenness, yarn imperfections (IPI), and hairiness. USTER Tensorapid test was utilized to analyze the strength, elongation, and tenacity of a single yarn in accordance with ASTM D 2256 and with a gauge length of 500 millimeters on machine UTR4150410001.
Mechanical testing of fabric samples
The tensile strength was determined using the ASTM D 5034 standard test procedure on James H Heals model: Titan – 5 machine. The tear strength was determined by Elmendorf tear tester using ASTM D1424 standard test method on James H Heals model: ElmaTear 1555 machine. For pilling resistance, ISO 12945-2 test method was used testing the samples on ICI pill box model: 1609 Max Martindale. ISO 12947-2 standard test method was utilized to determine the abrasion resistance by Martindale method model: 1609 Max Martindale. The dimensional stability was determined using ISO 6330 standard method having machine model: FOM71 CLS and tumble dryer model: N1130E17. For all the tests, at least five repetitions were taken and average values were used in the final comparison.
Washing testing for fiber release
For the investigation of the fiber release during the laundering, AATCC TM212 test procedure was used. In this test, the samples of specified dimensions were cut, and four repetitions were made against each sample. The sample were cut in 200 mm × 340 mm dimensions and the edges were sewn. Then the samples were conditioned and after conditioning, the samples were laundered having 360 mL water in a canister having 50 steel balls and suitable detergent according to the standard protocol. The samples were laundered at 42 rpm for 45 minutes. After laundering, the water was collected in a beaker while the sample and steel balls in a sieve. Then they were rinsed, and the water was collected in the same beaker. After that, the collected water was filtered using a borosilicate glass fiber filter having 1.6 µm pore size and 47 mm diameter. The mass of the fibers collected in the filters was found by weighing the filters before and after the usage and then subtracting them. The schematic diagram of the whole process is represented in Figure 2. Schematic diagram process flow of washing test.
Results and discussion
Fiber testing
Properties of fibers used to make the yarn.

The results show that, virgin cotton had the highest SCI (Spinning Consistency Index) compared to PIW and PCW fibers. According to the results, the virgin cotton fibers had the greatest potential to be spun into yarn because of their long UHML values, whereas PCW cotton fibers had the least potential due to their short UHML values and hence are less suitable for making yarn. 23 The micronaire number is an important factor in determining the yarn’s tenacity. 14 PCW had the greatest mic value of the three fibers because of more fineness in the fibers after being shredded. PCW comprised the largest percentage of short fibers, whereas virgin cotton fibers possessed the lowest percentage. There is a direct correlation between the length of the fibers and the resulting yarn’s tenacity. The PIW fiber was found to be the strongest of the three tested. It is noted that the presence of some foreign materials like polyester, during the collection of PIW fibers is a major reason of the increase in the strength of the PIW fibers. PIW fiber had the greatest Rd value at 75.8 and the highest + b value at 10.3 was observed for PCW.
Yarn testing
The Figure 3 below shows the microscopic view of cotton yarns comprising of different compositions. The blue colored yarns are the warp yarns while the white are weft ones. Some of the uniformity properties of the yarns can be visible from the picture such as the yarns containing PCW in their composition appear to be less hairy. The twisting of the fibers in the microscopic view indicated that the yarns are made from OE-rotor spinning technique. Microscopic view of yarns (20X magnification, scale bar 5 mm).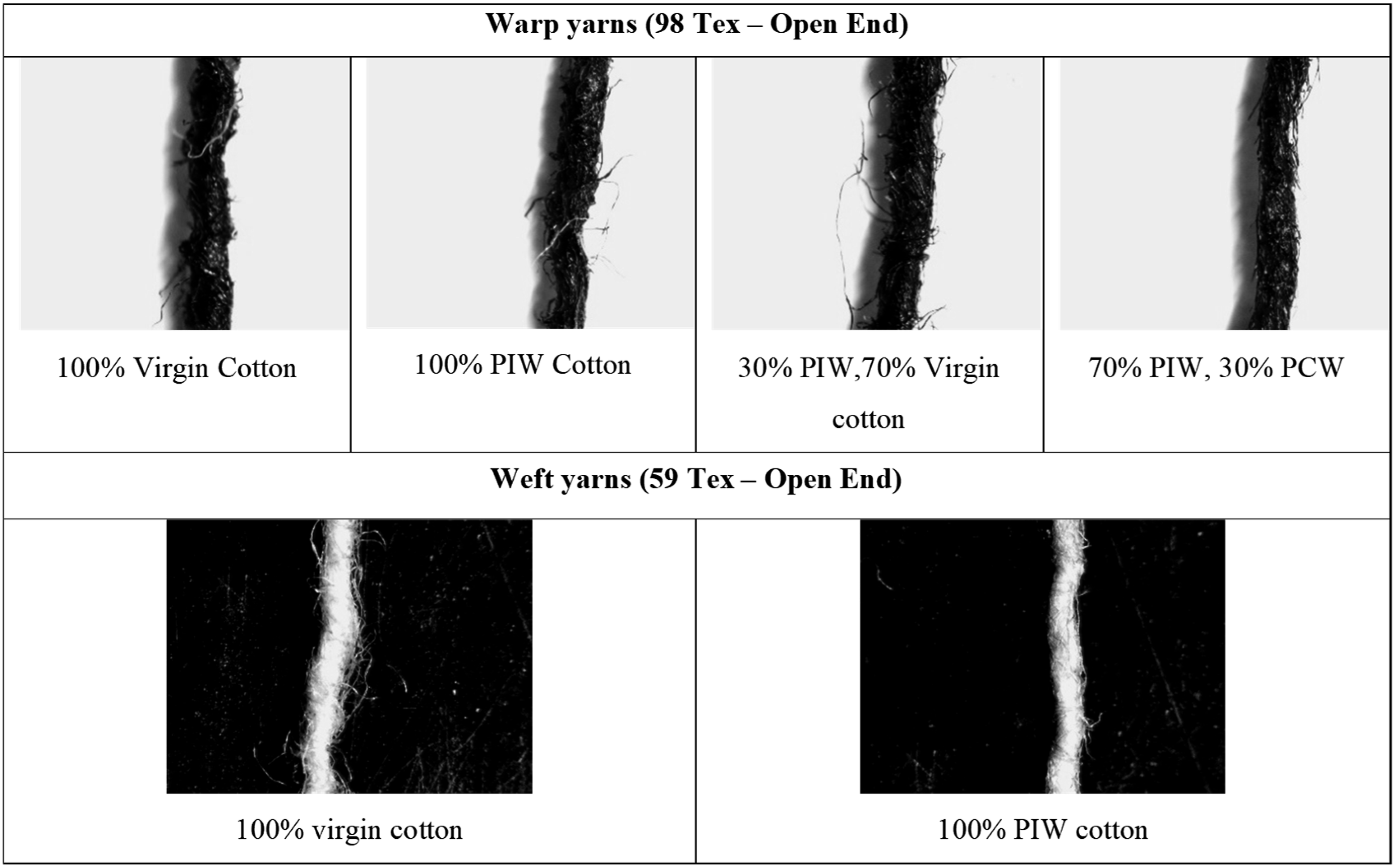
Properties of yarns used for the fabric samples preparation.
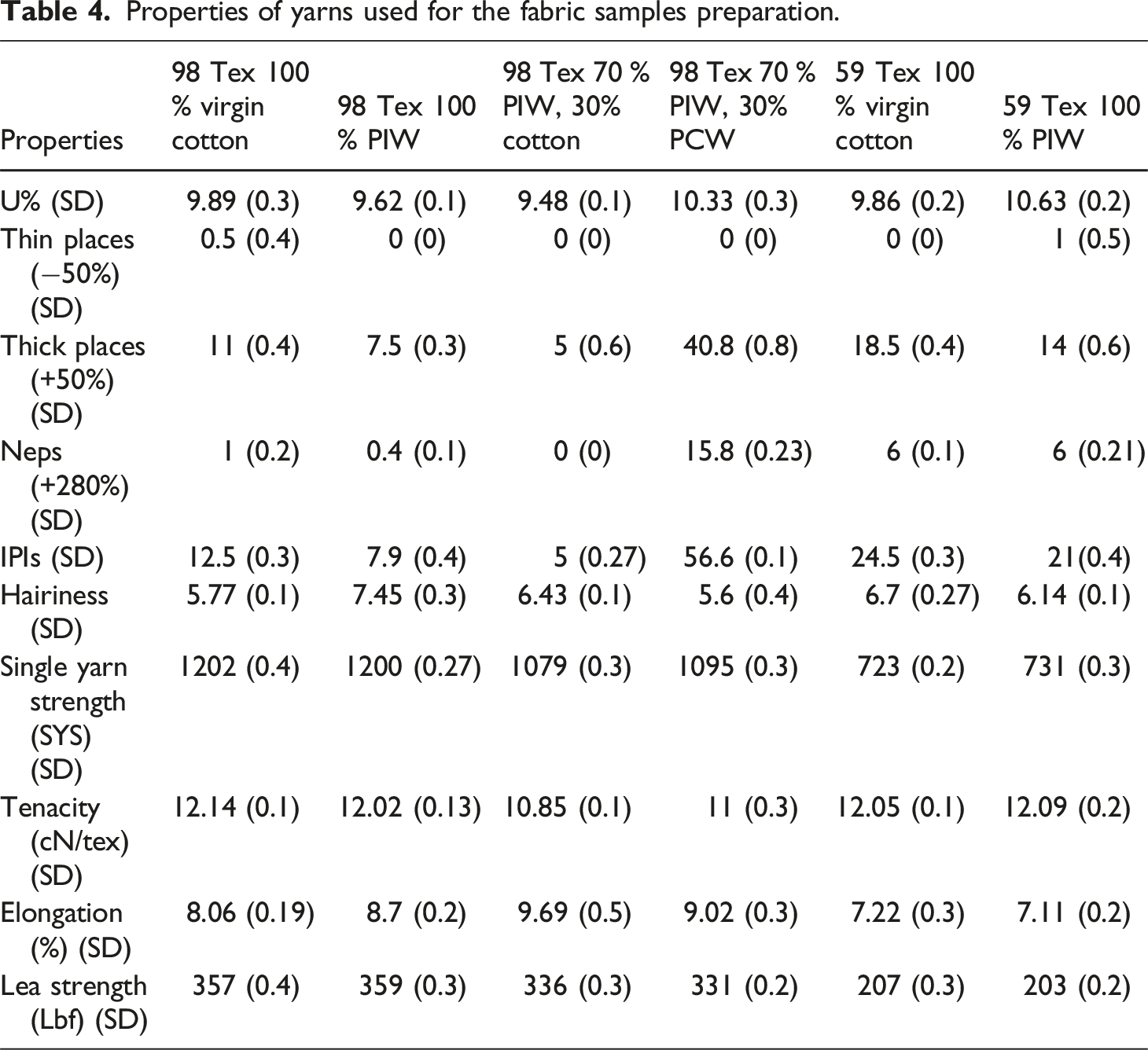
The SYS (Single Yarn Strength) of the yarn is a function of both the fiber strength and the yarn count. PCW has the weakest strength of the three, but 100% PIW and 100% virgin cotton are comparable in strength. The yarn’s strength decreases as its fineness increases. 27 The elongation of the yarn is determined by the difference in the final length from the initial length when the yarn is stretched. The results show that the elongation did not change noticeably after the waste fibers were incorporated, but that the values of the elongation are lower because of the fineness in the linear density of the yarn.27,28 The tenacity of the yarn is a crucial factor in establishing the fabric’s mechanical characteristics. The tenacity of the yarn was observed to drop somewhat as the percentage of waste fibers increased. Because thinner yarns have fewer fibers in their cross section, their tenacity decreases for finer yarn count. 29 Even though the PIW: PCW yarn has more thick and thin places, the open-end spinning technique reduces the detrimental impact of these imperfections by boosting overall fibre cohesion and preserving a robust yarn structure. The open-end spun yarn’s entanglement and twist contribute to its durability, even in thin sections. As a result of the overall strength imparted by the open-end spinning technique, the tenacity of PIW: PCW yarn can stay comparable to that of PIW: VIRGIN yarn despite imperfections.
The limited elongation of PIW fibres is due to their breakdown during recycling. However, open-end yarn manufacture compensates for this by increasing overall yarn elongation via improved fibre cohesion throughout the spinning process. Despite the lower elongation values of the individual PIW fibres, the spinning procedure effectively increases the elongation of the final yarn, making it similar to virgin yarn.
Fabric testing
Physical and mechanical test results of fabrics.

Microscopic images of fabrics.

Tensile strength
The tensile strength of the fabric is the amount of load applied to break the fabric. The results in the Table 6 predict the tensile strength of all four samples both in warp and weft directions. Investigating the effect of the usage of PIW and PCW on the tensile properties of the denim showed that the tensile strength decreased gradually by using the PCW fiber. The highest tensile strength was observed for 100% virgin cotton sample which decreased with using PIW and a further decreasing slop was observed after using the PCW. Same trend was observed for both warp and weft directions. However, the decrease in strength was in the acceptable limits for the production of the fabric.27,30 As can be seen that, the tensile strength in warp direction was 100.13 kgf for sample A, which decreased to 99.12 kgf for sample B, 96.58 kgf for sample C, and 98.47 kgf for sample D. while in weft direction, the strength for sample A, B, C, and D was 54.61 kgf, 43.09 kgf, 41.08 kgf, and 42.61 kgf , respectively. So, comparing between 100% virgin cotton sample and the one having 20% PCW in its construction, a total of 1.7% decrease in the strength was observed. It was found from the Figure 4 that the tensile strength of warp is more as compared to weft for all four samples. This was due to the coarser yarn count employed in warp as compared to weft. Also, there were a greater number of yarns in the warp direction as compared to the weft direction which led to increase in the tensile strength in the warp direction of the fabric.
31
Effect of different yarns on tensile strength of fabric.
Tear strength
The force required to rip a fabric along its warp or weft axis is known as its tear strength. It is the tear strength of woven textiles that ultimately determines their mechanical properties. Several elements, such as fibre strength, fabric weave, and some yarn tenacity attributes, affect the tear strength of the fabric.
27
The greatest values of tear strength were observed in the 100% cotton samples in both the warp and weft directions; these values subsequently declined with the lowest for the 100% PIW cotton samples. The tear strength of the samples decreased by 10% when they were made from waste fibres. Sample A had a tear strength of 4.77 kgf in the warp direction, while samples B, C, and D ranged from 4.33 to 4.47 and 4.58 kgf respectively. In contrast, the figures for the weft direction were 2.73 kgf for sample A, 1.75 kgf for sample B, 1.69 kgf for sample C, and 1.73 kgf for sample D. While adding PIW and PCW fibres did reduce the fabric’s tear strength, it was still within an acceptable range. Therefore, it was determined that PIW and up to 20% PCW could be safely employed in the production of denim fabrics. Both the Table 6 and the Figure 5 show how well the developed samples withstood tear strength test. The results show that the fabric of all four samples, regardless of their composition, required more force to rupture in the warp direction than in the weft direction. The reason behind this is that there are more warp threads than weft yarns in a given area.31,32 Comparison of tear strength of developed fabrics.
Fiber fragment release
Microfibers are defined as fibres between 10 and 30 µm in diameter. Laundering releases fibre particles into the water, which harms aquatic life. The present investigation concentrated mostly on fibre release during laundry. The fibre mass lost during laundering is shown in the Table 6 and Figure 6. Sample A, made up of 100% virgin cotton, shed the highest, whereas Sample D, made up of 20% post-consumer waste, shed the least fibers. It is because of spinning technique employed to spin the yarn. The open-end spinning technique was used. There were no special parameters set during the spinning. The yarns were developed on the normal spinning parameters. But due to the packing of short fibers in the core of the open-end yarn, there was less fiber release in sample D. Based on the results of the tests, samples A, B, C, and D each shed 0.41, 0.35, 0.26, and 0.24 grams of fiber, respectively, after laundering. There was a decrease in fiber loss of 70.8% between Sample D and Sample A. The percentage of fibres shed during laundering is shown in a Figure 7. Sample A had a higher percentage of fibre shed than any other sample, whereas sample D had the lowest percentage. Sample A shed 1.29 % of the fibers, Sample B shed 1.12 % of the fibers, Sample C shed 0.814 % of the fibers, and Sample D shed 0.811 % of the fibers. Comparison of mass of fiber fragment release of fabric. Comparison of percentage of fiber fragment release of fabric.

Several facts were illustrated by the test outcomes. The fibre length was found to have a substantial impact in determining the fibre release after laundering of the fabric, both in terms of mass and percentage of the fibre fragment release. It’s worth noting that longer fibres tend to shed more than shorter ones because they’re more likely to become dislodged during the washing process.21,33,34 There is also less shedding of short fibres because of the use of the rotor spinning process, which binds the short fibres inside. 26 The fiber’s surface also plays a significant impact in fibre release during laundry. It makes sense, given that virgin cotton fibres have a smooth surface or texture that promotes greater fibre shedding after laundering, in contrast to waste fibres, which have a coarser texture that contributes to decreased fibre shedding. 35 There is an interaction between the yarn characteristics and fibre release in the washing machine. The amount of fibre that is shed during washing is proportional to how hairy the yarn is. The amount of hairiness in the yarn directly correlates to the amount of fibre that is shed. Both previous investigations and our own yarn results showed that PCW did not significantly alter the degree to which the yarn was hairy. The twisting process used to create the yarn may be to reason, as it ensnares the shorter fibres. Based on these results, it appears that incorporating post-consumer waste into yarn developed with open end does not have a negative effect on fiber shedding.
Abrasion resistance
Samples of abrasion resistance before and after test.

Pilling resistance
Pilling refers to the accumulation of short staple fibres on the fabric’s surface, which forms pills.
37
The fabric’s appearance is determined by its mechanical properties. Poor quality is typically associated with textiles that pill easily. Several elements, including fibre length, yarn tenacity, and yarn fineness, contribute to a fabric’s resistance to pilling.
38
Knit textiles are more susceptible to pilling than woven ones. Our study’s findings came from the martindale pilling tester’s, pilling resistance test. After that, the samples were evaluated using an objective evaluation method, and their resistance to pilling was recorded. The level of resistance to pilling is rated on a scale from 1 to 5, with 5 being the highest. Results showed that yarn tenacity qualities and fibre length both affect pilling resistance, however neither significantly affected the pilling resistance of the samples tested in this study. The pilling tendency of fabrics is strongly influenced by the spinning technique used to generate the yarns, as the short fibres are trapped inside using the open end spinning technique. The fabrics made from open end technique are more pill resistant as compared to those made from ring spun yarns.
39
No matter the yarn content, all four samples pilled to a similar degree (grades 4-5) as shown in Table 6 and Figure 8. Martindale pilling of developed samples.
Shrinkage
When the fabric is relieved from the stresses induced by the fabrication, it undergoes a process known as shrinkage, in which its dimensions either shrink or grow. The fibers present in the yarn may swell and contract, causing the fabric’s dimensions to shift, or the tensions introduced during production may be the reason of shrinkage.40,41 The dimensional stability test indicated that the four samples had comparable shrinkage values despite having different yarn compositions. The results shows that the fabric shrinks more strongly along the warp direction than along the weft as shown in Figure 9. The additional warping and sizing operations during fabrication account for this difference, which can be rationalized by the fact that the warp is subjected to greater strains than the weft.
42
Weft-wise shrinkage is typically smaller; therefore, fabric shrinkage is usually well-balanced, it was found that there was less shrinkage after heat setting.
43
Furthermore, the fabric shrinks more after being dyed than the greige fabric does.
44
All samples demonstrated negative shrinkage in both the warp and weft directions, as measured by the test values. When a fabric’s dimensions decrease after being washed, this phenomenon is known as negative shrinkage. All samples showed negative shrinkage in both the warp and weft directions, amounting to 3% and 2.7%, respectively. The fabric’s shrinkage was not significantly affected by the fiber types. The shrinkage was independent of the type of waste and mainly governed by the structure type. Comparison of shrinkage of fabric.
Conclusion
The mechanical and other performance characteristics of denim fabrics composed of virgin cotton, post-industrial waste (PIW), and post-consumer waste (PCW) fibers were examined in this study. When PIW and PCW fibers were added, the results indicated a progressive reduction in tensile and tear strength, but both were still within acceptable bounds. Because of the larger yarn density and coarser yarn count, the warp direction showed stronger tensile and tear strength. Due to the open-end spinning method and the trapping of shorter fibres inside the yarn, PCW considerably decreased fiber shedding during laundry. Fiber type had no effect on abrasion resistance or pilling resistance; all samples shown outstanding durability and comparable pilling grades.4,5 According to the shrinkage data, there were only minor dimensional changes, with the warp direction showing somewhat more shrinkage as a result of fabrication pressures. According to the study’s findings, denim manufacture can use up to 20% PCW without sacrificing quality or durability.
This study also investigated the effect of using different kinds of wastes (post-industrial and post-consumer) on the in-service properties of denim fabric made with open-end spinning. The developed fabrics were tested for their mechanical properties including tear strength, tensile strength, shrinkage, abrasion resistance, and pilling resistance. Apart from the mechanical testing, the samples were tested for their fiber release during laundering. The High Volume Instrument (HVI) test shows that the strength, uniformity and fiber length reduce from virgin, to PIW and PCW, respectively. When the yarn was made from these fibers with different combinations, it didn’t much effect the lea strength, tenacity and hariness, that was mainly due to type of spinning system used to make yarn. The fabric samples in which PCW was used have relatively low tensile and tear strength, but it was still good enough for denim manufacturing. Material variation did not affect sample pilling, shrinkage, or abrasion resistance. The use of post-industrial and post-consumer waste reduced fiber release by 70%, that was mainly due to the open-end yarn structure. These findings imply that the yarn made with different combinations of waste can meet textile quality without compromising the performance. While this research reveals encouraging outcomes, further investigations are necessary to examine the full potential of post-consumer waste yarn in diverse textile applications and its impact on the end product’s quality and performance. Using advanced recycling and spinning methods could give even better results.
Footnotes
Author contributions
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is funded under HEC’s project GCF-63.