
Abstract
The demand for textile fibres is growing quickly. However, global cotton production has stabilized around 25 Mton/year. This is a sound development since cotton cultivation causes major sustainable development issues. Even if regenerated cellulose fibre production steadily grows, it is still only from a sixth to a fifth of cotton volumes. Hence, it is essential to find resource-efficient routes to generate alternatives to virgin cotton. There are many promising research initiatives that discover the possibility to utilize waste streams of neat cotton and cotton in fibre blends as raw materials for dissolving pulp for regeneration into, for example, viscose or Lyocell. However, there is a much simpler and energy-efficient route at hand. If fabrics are disintegrated mechanically, the separated fibres can be turned into yarn again. However, since fibre length is a key parameter to accomplish strong and durable textiles, fibre length loss upon tearing should be minimized. This study evaluates how fibre length distribution alters upon tearing of post-consumer cotton waste of two different constructions: denim and single jersey; and different degrees of wear, rendering four different fractions: (1) barely worn denim, (2) rather worn denim, (3) barely worn single-jersey and (4) rather worn single-jersey. Before tearing, the garments were dissembled, their yarns were characterized, fibre length distributions were manually determined for (1)–(4). Length analysis of the recovered fibres after tearing revealed that the length drop was most severe for (a) the finer single-jersey and (b) the barely worn fractions. The findings suggest that significant wear does not exclude from mechanical recycling.
Keywords
Introduction
The demand for textile fibres is growing rapidly. This increased demand is mainly met by synthetic fibres. In particular, polyester meets the growing demand. The global polyester fibre production was 52 Mton in 2016, 1 which was about 60% of the total fibre production and represented a 2.8% annual growth. According to Textile Intelligence, 1 the global cotton supply is projected to reach about 26 Mton during the 2018/2019 season, which has stayed pretty constant the past decade. From a sustainable development point of view, the ceased supply growth is a sound evolvement considering the environmental and social issues associated with cotton cultivation. Still, cotton possesses very attractive comfort properties that cannot be met by synthetic fibres. There are other cellulose-based natural fibres and regenerated cellulose fibres such as viscose and Lyocell with comfort properties that resemble cotton. However, compared to cotton, the regenerated fibres are small in volume and the natural cellulose fibres are very small. Even if regenerated cellulose fibre production steadily grows, it is still only about 5 Mton. Hence, it is essential to find resource-efficient routes to generate alternatives to virgin cotton. There are many promising research initiatives that discover the possibility to utilize discarded cotton and polycotton waste as raw materials for dissolving pulp for further regeneration into viscose or Lyocell fibres.2–4 However, there is a much simpler and energy-efficient route with potential to preserve more of the added value in compliance with the European Parliament and Commission 5 waste management directive. The tearing process starts by sorting on main fibre type and colour. The waste is then cut to 2–6 square-inch pieces.6,7 Subsequently, the waste is transported into the tearing machine through a take-in unit where the fabric is transformed into fibres by the mechanical action of a series of high-speed cylinders covered with, for example, saw wires or steel pins. 7 The tearing machine generally consists of 3–6 rotating cylinders positioned one after another where the number of steel pins or saw wires usually increases with every cylinder within the machine. 8
The damage the materials suffer during the tearing process is severe. Compared to virgin fibres, the fibre length of the recycled staple fibres becomes significantly lower. A wide spectrum of fibre lengths with a high share in short fibres is obtained in the process. Pieces of fabrics and threads may also be present; thus, the material needs to pass through the machine several times in order to become single fibres. 6
According to Gulich, 6 present technologies give between 25% and 55% of fibres longer than 10 mm in the tearing process. Russell et al. 9 claim that the amount of fibre breakage during the tearing process is influenced on the level of yarn twist and fabric construction, for example, worsted woven fabrics such as jackets and coats tend to yield a shorter fibre length after tearing. A report by Östlund et al. 10 underlines that a higher quality of the recycled fibres can be maintained in the tearing process if the fibres are loosely bonded to each other as in knitted structures compared to if they are tightly woven. Ütebay et al., 11 who studied mechanical recycling of pre-consumer waste, found that the looser single-jersey knit fabrics were more gently torn than interlock. They reported mean fibre lengths of torn greige pre-consumer single-jersey between 14.87 and 15.60 mm. A small factory capacity tearing machine was used, and they varied the clipping size and number of tearing passages. Dyed fabrics were also included. Their fibre lengths were not determined, but the yarns they made (50% recycled/30% virgin cotton and 20% polyester) showed lower tenacity than the greige-based blend fibre yarns.
The tearing process has stayed the same for almost 250 years mainly due to lacking urgency with the relative low prices of virgin fibres. This has made mechanical recycling unattractive through an economical perspective. 12 However, mechanical wool recycling of post-consumer garments has shown economic feasibility. Wool has been industrially torn for at least 200 years and is applicable for both open- and closed-loop recycling.6,9 Russell et al. 9 stressed the urgency to preserve fibre length upon tearing to get quality yarns. Also, Gulich 6 and Luiken and Bouwhuis 13 emphasized that the tearing process has to be improved in order to obtain longer fibres.
Wanassi et al. 14 tried to find an appropriate process to reclaim a good-quality fibre. This was done by varying factors such as the pre-cutting length and number of times the material passed through the recycling machine. The raw material used in Wanassi and co-writer’s study was rotor spun and dyed 82 tex cotton yarn. It was torn to fibres in a Shirley Analyzer machine containing one cylinder with saw teeth and one perforated take-off cylinder. Their study showed that the optimal conditions of the recycling process were achieved when the length of the yarn cut was 10 cm and when the material passed through the machine four times. The percentage of recycled fibres recovered after tearing was 79.1%, and the recycled staple fibres had a short fibre content (SFC) = 25.8%, a mean length (ML) = 18.1 mm and an upper quartile length (UQL) = 24.5 mm.
Common applications for recycled staple fibres are low-quality products such as rags, cloths and insulation. Only a few percent of the recycled staple fibres are converted into new textiles through so-called fibre-to-fibre recycling. In order to produce a yarn with higher quality, a great amount of virgin fibres, for example, cotton and polyester, needs to be added. 15 The reason for this is that the fibre length and fibre length distribution to a large extent affects yarn irregularity and strength. Frictional forces with adjacent fibres govern the yarn tenacity. If short fibres are present, the bridging forces will be reduced, which in turn will lead to a less-efficient spinning process.16,17 In a study by Halimi et al., 18 where they used cotton waste from spinning mills, an amount of 25% recycled fibres could be added to an open-end spun yarn without affecting the mechanical properties of the yarn. Nevertheless, generally, 50% of recycled fibres could be added without compromising the mechanical properties of the yarn. 13 Luiken and Bouwhuis 13 further state that it is possible to produce yarns, containing 50% post-consumer denim waste, as fine as Nm 30 by rotor spinning. Furthermore, in a patent 19 from 1994, a mechanical recycling process of denim is described. This method enables production of denim yarns and fabrics containing at least 40% recycled cotton fibres, with a 15 mm ML, from pre- and post-consumer waste.
There are several companies on the market producing yarns from reclaimed cotton fibres. Hilaturas Ferre is a Spanish textile manufacturing company that since 1947 has been focusing on recycling cotton waste. Their recycled yarns, known as Recover®, were launched in 2015 together with a number of global brands, collectors and retailers across the world, for example, H&M, Zara and Puma. The company has mainly focused on pre-consumer waste; however, to increase the applications of post-consumer waste, the company has joined a collaboration with H&M and I:CO.20,21 In their process, 22 pre-consumer cotton clips are collected from all over the world and sorted based on quality and colour. A small amount of post-consumer waste can also be added. Prior to the tearing process, the material is cut into smaller pieces. The recycled staple fibres obtained in the process have a fibre length of 10–15 mm. By the rotor spinning process, a yarn with a yield of 90% recycled staple fibres can be produced. Blending the recycled staple fibres with acrylic, virgin or recycled polyester fibres render yarns suitable for knitting and weft or warp yarns. Another company that is recycling cotton waste is the Finnish company Pure Waste. The raw material used in their process contains cutting clips from manufacturing processes and yarn waste from spinning and weaving mills. The waste material is sorted based on colour and quality prior the tearing process. Depending on the applications, the fibres can be mixed with recycled polyester or virgin viscose fibres. Furthermore, the company today is able to produce T-shirts containing 100% recycled pre-consumer waste. 23
Besides, the urgency to secure future fibre supply, also the textiles’ ecological footprint, calls for action. In Sweden, textile consumption and use represents the fourth most prominent CO2 generator. Every shift from linear to circular economy has potential to mitigate the global heating.
In this study, we have taken on the challenge to investigate the potential of mechanical recycling of post-consumer textile waste. Pre-consumer waste is so much more well-defined and also less subjected to degradation and contamination, but the big volumes and thereby also the big potential for environmental gain come from putting post-consumer waste back into circulation. By disassembling denim and T-shirts, analysing their yarns and fibre length distributions before and fibre length distribution after fabric tearing for different degrees of wear, we intended to describe the utility of the tearing process for recycling of T-shirts and jeans.
Materials and methods
The materials used in this study were discarded post-consumer garments provided by the Swedish charity organization Emmaus Björkå whose sorters were instructed to select denim and T-shirts labelled 100% cotton. The experimental work started out with a prestudy that utilized T-shirts and addressed sample harvesting selection for fibre length analysis and whether conditioning in humid environment made a difference to the tearing outcome. Based on the prestudy procedures and outcome, the main study was designed.
The provided jeans and T-shirts were manually checked for elastane. Garments with excessive stretchability were excluded. The remaining garments were washed at 40°C according to program 4N in an Electrolux FOM71 CLS and tumble dried according to standard ISO 6330:2012. The machine loads for the T-shirts and jeans were 3 ± 0.5 kg/wash and 4 ± 0.5 kg/wash, respectively, using 20 ± 1 g of references detergent 3 - ECE (European Colourfastness Establishment). T-shirts were tumble dried in an Electrolux T5190 at a maximum temperature of 80°C for 40 min and for 5 min with the heating turned off. The jeans were tumbled dried in an Electrolux T3650 with a maximum temperature of 80°C for 55 min and for 5 min with the heating turned off.
The prestudy utilized 12 T-shirts of varying degree of wear. T-shirts were randomly picked from a non-transparent plastic bag and were labelled #1 to #12 in order of picking. Based on Excel’s stochastic tool, 3 of the 12 T-shirts were selected for zone-related wear analysis by deconstruction of the 1 dm2 circular samples shown in Figure 1. Three yarns were extracted from each circular sample, and 10 fibres were extracted for fibre length analysis from each yarn, that is, a total of 270 fibres. Fibre lengths were measured visually by the aid of a magnifying glass according to DIN EN 12751:1999, with the following modifications: the squaring method was not used in this study. Instead, manually untwisted yarn was placed on a velvet board. Depending on the colour of the yarn, either white or black velvet was used. The fibres in the yarn end of the untwisted yarn were removed one by one with a pair of curved forceps. These fibres were excluded from the study in order to prevent measuring broken fibres. The following exposed fibre ends were chosen one by one for measurement. To manage the fibre crimp, a light tension was manually applied on the fibres with a pair of curved forceps. A ruler was used to measure the fibres.

The zones selected for sample supply to the prestudy fibre analysis.
Once the circular samples had been harvested, the 12 T-shirts were cut medially in half. The two fractions were further cut into approximately 14 cm × 7 cm pieces by an NSX-QD350 cutting machine by Qing Dao New Shunxing Environmental Protection and Technology Co., Ltd, China. The two piles of cut single-jersey pieces were either stored in 65% RH and 20°C or in normal room atmosphere for 24 h followed by tearing. The tearer, illustrated in Figure 2, consisted of four rotating cylinders positioned one after another, A–D in Figure 2. It was an assembly of two apparatus: NSX-FS1040 and NSX-QT310. The first part of the machine (NSX-FS1040), denoted as the opener, had a cylinder with 8-mm-long saw teeth, denoted A. The second part (NSX-QT310) consisted of three cylinders covered with 4-mm-long saw teeth, denoted B–D. All machines were provided by the mentioned Chinese manufacturer. The cut pieces were conveyed into the machine with the aid of two feeding rollers. Furthermore, the material was transported through the four cylinders by means of a conveyor belt and torn to a fibrous condition. An amount of 25 g from each torn sample was collected, according to ISO 1130:1975 with the following exceptions. Instead of the prescribed hundred 0.25–0.5 g tufts, this study utilized 10 randomly picked 2.5 g tufts from a spread-out even layer of the torn material.
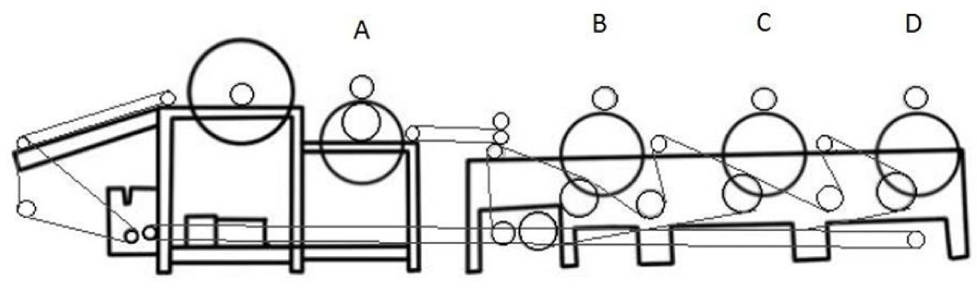
Schematic illustration of the utilized tearing machine configuration (with permission from Jonsson and Vuorinen 24 ).
The fibre length and length distribution for the torn fibres were measured according to method A – ISO 6989:2004, but with some modifications. Instead of a polished glass plate with a millimetre scale, this study utilized an engraved millimetre ruler and the same black or white velvet substrates as mentioned above. In addition, a magnifying glass was used to facilitate the observation of the fibres. A light tension was applied to the fibres with the aid of a pair of curved forceps. Neither liquid paraffin nor white petroleum jelly was used. The length of the fibres was measured and recorded in mm in a frequency table, and the ML was calculated.
For the main study, the present fashion of often-provided excessively pre-patinated jeans made it difficult to judge whether they were new or not. Instead, the sought fractioning between barely worn and rather worn had to be based on the different abrasion zones as indicated in Figure 3, with higher wear around knee, upper leg, front pocket, and hip regions. Hence, zones 1 and 2 were used as barely worn and rather worn, respectively, while zone 3 was rejected in order to avoid trims, seams and pocket fabric. A total of 30 pair of jeans were included and labelled with integers in order of picking from a non-transparent bag. Fifteen pairs each were randomly allocated for tearing and 15 as references where the latter donated 1 dm2 (113 mm diameter) each from the low- and high-degree wear zones, shown in Figure 4 for fabric, yarn and fibre analysis. The circular reference pieces kept their identity throughout the reverse engineering stage, which rendered a total of 1800 denim fibre length measurements.
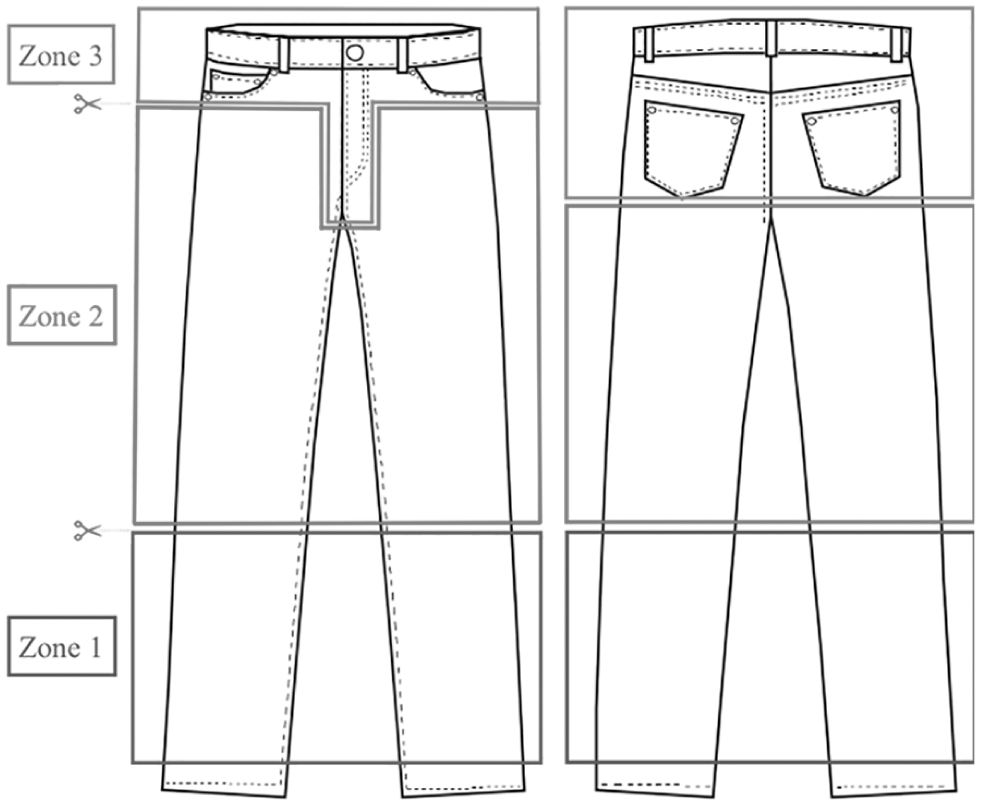
Division of zones based on degree of wear and tearing feasibility.

Zones for reverse engineering representing (a) barely worn and (b) rather worn.
The collected T-shirts for the main study were manually sorted into two fractions: low and high degree of wear by two unbiased persons. Independent of each other, they applied the following indicators for high degree wear: holes, tears, faded colours, discolorations, shrinkage and pills. Twenty independently unanimously categorized T-shirts were singled out in either category and given identities. Circular 1-dm2 samples in accordance with zones 1 and 2 of Figure 1 were harvested and labelled with their identity for reverse engineering purposes. Ten circular fabrics of each degree of wear and zone were cut out. Square metre weights, yarn count and twist from three yarns of each circular sample and fibre length analysis were conducted on all the harvested samples. Just like in the prestudy, 10 fibres were extracted from each yarn, that is, a 300 fibre sample each from zones 1 and 2 of both wear category and a total of 1200 fibres were used to establish the fibre lengths of the untorn single-jersey T-shirts.
Area weights of circular denim samples, emanating from zone 1 or zone 2 as indicated in Figure 4, were determined. Three warp yarns and three weft yarns were extracted from each circular denim fabric, and their linear density, twist and fibre length of 10 fibres from each deconstructed yarn sample were analysed the same way as the prestudy fibres.
All yarn analyses were performed in an atmosphere of 65% ± 2% RH and 20°C ± 2°C, and whether the yarn had been spun by rotor or ring spinning was judged by optical microscopy. Determination of yarn twist was performed according to ISO 2061:2015. The test was performed on a FRANK type KU-212. The test length for the single-jersey yarns and the warp yarns of the denim fabric was 12 cm. For the weft yarns, the length was set to 7 cm. Before the yarn was attached to the clamps, the direction of the twist was determined. This was done by placing the yarns vertically between the hands. The yarn was twisted to the right by the means of the right hand. If the twist decreased, the twist direction was set as ‘Z’. If the twist increased, the twist direction was designated as ‘S’. The yarn was then attached to the clamps with a pretention of 0.5 ± 0.1 cN/tex without unsettling the twist. In addition, a weight equal to half of the yarn count was attached. Subsequently, the yarn twist was removed by turning the rotatable clamp. According to the standard, this should be done until a needle could pass through the yarn from one end to another. However, in this test, this was not applicable. Instead, the number of turns was noted when the yarn fell apart.
The average yarn twist was calculated according to equation (1), where tx is the average twist/metre, l is the initial length of the yarn, and x is the total number of turns observed. Subsequently, the twist factor or twist multiplier (TM) was calculated according to equation (2). The twist factor presents the twist of fibres in the yarn, regardless of the yarn count


Two kg each of zone 1 and zone 2 denim fabrics and a 2-kg mixed fraction were kept apart, cut into pieces and torn the same way as previously described for the prestudy T-shirts. Also, the segregated T-shirts followed these procedures with tearing of 1.5 kg each of low degree and high degree of wear and a mix of the two. Also, the post-tearing fibre length analysis protocol of the prestudy was applied in the main study. For the torn single-jersey and denim samples, 500 fibres, respectively, of each wear category were characterized in terms of fibre length.
It was also hypothesized that single-jersey and denim fabric blends could maintain more fibre length during simultaneous tearing. Hence, about 2.0 kg of 50/50 blends of the two constructions, both with equal wear degree ratios were torn according to the same protocol as the separate fabrics.
Mean value (x̅) and coefficient of variation (CV) were calculated for each sample. Analysis of variance (ANOVA) and Tukey’s test were applied to search for statistically significant differences between the samples. A confidence interval of 95% was used, where p-value < 0.05 was considered a significant result.
Results and discussion
This section presents reverse engineering and prestudy tearing fibre length results of the conditioned and the as-received T-shirts followed by the main-study denim and single-jersey deconstruction, and effects of tearing. Finally, mixed source tearing fibre length distribution is presented.
In the lower three bar charts of Figure 5, the prestudy results of samples harvested from different locations on T-shirts show small differences. Statistical analysis of the three samples showed no statistical significant differences between them, and the mean and CV of zone 1 were 25.1 mm and 17%, zone 2 had 25.7 mm and 13.6% CV, and zone 3 had 25.9 mm ML and 13.6% CV, respectively. The insignificant differences between the three harvesting zones suggested that there was no need to keep monitoring all three zones. Hence, samples were only harvested from zones 1 and 2 in accordance with Figure 1 for the main study reverse engineering protocol. Also, the fibre length distribution of the torn single-jersey pieces showed no statistically significant differences (p = 0.963) whether they had been conditioned at 65% RH or left in normal room atmosphere before tearing. Their MLs were both 12.6 mm with CVs of 43.6% and 44.8% for the conditioned and non-conditioned, respectively. The latter result suggested that there was no need to condition the fabrics before tearing, a result that was followed throughout the main study.

Prestudy fibre length distribution of deconstructed yarns from zones 1 to 3 in accordance with Figure 1 and torn T-shirts that were torn either after conditioning (upper) or without conditioning. Each zone histogram consists of 90 fibres while the tearing histograms consist of 270 fibres each.
Table 1 presents reverse engineering data on fabrics, the yarns that made up the fabrics and their fibre lengths. As expected, the denim was much denser than the single jersey, which coincides with the courser denim yarns. The rather worn denim yarns had lower yarn counts than the yarns from the barely worn jeans, but this difference was not statistically significant. For the single-jersey yarns, the yarns from the heavier worn ones had slightly higher yarn counts even if the difference was not statistically different. What stands out is the yarn twist and twist factor for the barely worn warp denim yarns. These mean values were both statistically significantly higher than both the barely worn weft yarn and the two high-degree wear denim yarns. Microscopy revealed that the vast majority of denim yarns were made by rotor spinning. This observation goes for both weft and warp denim yarns. An example of such a rotor spun yarn is shown in the middle photo of Figure 6 together with ring-spun single-jersey and an occasional ring-spun denim warp yarn (right).
Results from deconstructed fabric samples from the main study. Numbers are given as mean – CV, where the latter is in percentage.

Statistically significantly different from other denim yarns at p < 0.001.
Statistically significantly different from other denim yarns at p < 0.0001.
Statistically significantly different from rather worn single jersey at p < 0.0001.
Statistically significantly different from all denim yarns at p < 0.0001, except between barely worn warp and weft samples.

Micrographs of single-jersey yarn to the left and denim warp yarns in the middle and right.
Table 1 and Figure 7 both account for the fibre lengths of the deconstructed T-shirt single-jersey and the jeans denim fabric samples. As seen in Figure 7, the fibre length distribution drops with increasing wear. The observations that hold both for the T-shirts and for the jeans are both statistically significant. It seems logic that denim, which is a twill weave with warp facing yarns, showed more pronounced warp yarn fibre length drop upon increasing wear.

Fibre length distribution of deconstructed barely worn (BW) and rather worn (RW) single-jersey samples in the left graphs and denim samples to the right. Zones 1 and 2 refer to the harvest location in accordance with Figure 1. Each histogram consists of 450 fibres.
Figure 8 presents the fibre length distribution after tearing, and Table 2 gives the mean values and CVs of each torn sample. Table 2 also presents the yield of each tearing batch. It turned out that the barely worn single-jersey fabrics that – according to Table 1 and Figure 7 – had the longest ML before tearing (22 mm) ended up with the shortest ML (10.4 mm), equivalent to a 53% length loss. Also, the mixed degree of wear single-jersey got an ML of 10.4 mm after tearing. Except for the mixture of single-jersey and denim - the two 10.4 mm ML’s, their means were statistically significantly shorter than the fibre lengths of all the other torn fabrics. This means that the rather worn single-jersey sample that – according to Table 1 – had statistically significantly shorter fibres than the barely worn single-jersey samples actually came out with statistically significantly longer fibres after tearing, equivalent to merely 36% length loss. Even if the pattern of more severe fibre length loss for the barely worn fabrics was repeated also for the denim samples, it was not quite as pronounced as for the single-jersey samples, that is, 41% length loss for the barely worn and 29% for the rather worn fraction, respectively. The statistically significantly longer fibres of the barely worn denim samples turned insignificantly different from the heavier worn denim fractions upon tearing. Even if the torn denim mix sample turned out shorter than the other two denim fibre lengths, the difference was not significant (p = 0.093 compared to the rather worn fraction). The 50/50 mixture of single-jersey and denim ended up with intermediate ML, which was statistically significantly shorter than the torn barely and rather worn denim samples. It is difficult to tell why the fibre length loss of the recovered fibres from the rather worn fabrics was less severe and in the case of rather worn single-jersey actually turned statistically significantly longer than the ML of the recovered barely worn and mix fractions. According to Table 1, the rather worn single-jersey starting fibre lengths were lower, which should mean less entanglement points along the yarns. However, Table 1 tells that both yarn count and twist were higher for the deconstructed rather worn sample. This would suggest that opening up the rather worn single-jersey fabrics should be more traumatizing. For the rather worn denim, the fact that the recovered fibres were longer, even if it was not statistically significantly longer than the barely worn or the mix, seems more plausible since starting fibre lengths were shorter, and both yarn count and yarn twist numbers were lower than the barely worn denim sample. Disintegration of short fibre and looser yarns should be less traumatic.

Fibre length distribution of torn T-shirts (left) of barely worn (BW), rather worn (RW), and a mixture of low and high degree wear T-shirts. The right four graphs represents torn jeans of the same degree of wear as the T-shirts (lower three), and a 50/50 mixture of T-shirts and jeans of both barely and rather worn. Each histogram consists of 500 fibres.
Fibre length and yield data of torn single-jersey (S-J) and denim (D) fabrics of barely worn (BW), mixed degree of wear (Mix), rather worn (RW) and a 50/50 mix of single-jersey and denim.

Statistically significantly different from S-J RW (p = 0.023), from D BW (p = 0.000), from D Mix (p = 0.005) and from D RW (p = 0.000).
Statistically significantly different from S-J RW (p = 0.025), from D BW (p = 0.000), from D Mix (p = 0.006) and from D RW (p = 0.000).
Statistically significantly different from D RW (p = 0.028).
Statistically significantly different from D BW (p = 0.014) and D RW (p = 0.000).
The reported yields in Table 2 are strikingly low. It should be noted that the single-jersey samples all were 1.5 kg, whereas the denim and denim + single-jersey blends’ batch sizes were 2.0 kg. These batch sizes were not ideally suited for the tearing machine capacity. In order to determine the true yield, steady state must be reached where the feedback conveyor belt can re-feed unopened pieces of fabric together with continuous feeding of unopened new raw patches. For the current batch sizes, this was not attained. The other reason for the low yield was the fibres collected in the air filters that take care of the vacuum air of the tearing drums. It is plausible that the main fraction of the yield was lost in form of short fibre fraction. According to Table 2, there seems to be an inverse correlation between fibre yield and ML after tearing. Notice that Ütebay et al. 11 suggest 3 ton minimum batch size under commercial mechanical recycling conditions, still with a 50%–60% fibre loss during fabric dissembling and yarn spinning.
The modest yield may not be quite as detrimental to the process economy and the environmental gain as it appears at first site. The cotton short fibre fraction can be collected as raw material for dissolving pulp for fibre regeneration processes as viscose or lyocell. Such a tearing step is standard procedure, for example, in the commercial process of re:newcell 25 that turns cotton waste into dissolving pulp.
Other observations of the torn output material were that it was harder to open up the single-jersey fraction and that the output yield was relatively low. Figure 9 gives typical examples of torn material. It is not only the colour mixture of the single-jersey fraction that makes it look less homogeneous. A closer examination revealed a lot of unopened threads and small pieces of fabric. Furthermore, single-jersey tearing was heard to generate more noise than denim tearing.

Barely worn fractions of torn single-jersey to the left and denim to the right.
Figure 9 supports the data of the torn samples that suggest that the courser denim yarns are easier to open up. This gives gentler tearing that maintains more of the fibre lengths. The lower fibre length drop of the rather worn fabrics suggests that looser yarns are easier to disentangle upon tearing. This seems logic since a large part of the fibres of the rotor spun yarns do not have the same degree of twist found in ring-spun yarns. Hence, the denim is more gently torn than the single-jersey fabrics even if the denim fabric is much denser. It suggests that the yarn structure is more important than the fabric structure when it comes to maintaining fibre length upon mechanical recycling. This contradicts the statement by Östlund et al. 10 who suggested that knitted fabrics, which are less dense than woven fabrics, would maintain more fibre length upon tearing. However, Ütebay et al. 11 found tearing of single-jersey gentler than the denser interlock fabric pre-consumer knits.
Conclusion
This study adds new fundamental knowledge on the conditions that enables gentle tearing of cotton fabrics in order to preserve fibre length, which is the primary parameter to succeed in mechanical fibre recycling. It turned out that more heavily worn post-consumer waste did not lose as much fibre length as less worn fabrics. This tendency was particularly pronounced for T-shirt tearing with its finer ring-spun yarns where the recovered mean fibre length actually turned out significantly shorter when less worn single-jersey fabrics were torn. Also, for jeans, the fibre length drop was higher for the less worn garments. The results suggest that also fibres from heavily worn discarded post-consumer garments are a valuable raw material for yarn spinning.
Footnotes
Acknowledgements
The testbed for textile recycling hosted by the research institute RISE IVF, financed by Region Västra Götaland, is gratefully acknowledged. If it was not for proactive steps of Lisa Schwarz Boer and Erik Perzon at RISE IVF, who orchestrated the testbed, this study would never have taken place. Thanks also to all testbed company members, in particular to the charity organization Emmaus Björkå, renamed Björkåfrihet, who provided the post-consumer materials.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.