
Abstract
In quest of finding solutions of high cost and non-biodegradability issues of synthetic fibre-based composites, hybridization of natural fibres is a focused approach recently. The current study is focused to find out the optimized proportion of natural recycled fibre with virgin synthetic fibre which offers maximum mechanical properties with low cost. Synthetic/recycled (glass/waste cotton) and synthetic/natural/recycled (glass/flax/waste cotton) hybrid composites were developed and their mechanical and thermal properties were characterized. First, the mechanical properties, i.e. tensile strength, flexural strength and impact strength, that are most important for structural applications were studied. Second, the coefficient of thermal expansion of developed composites was determined. For optimization of the aforesaid properties of the hybrid composites, a statistical tool, i.e. grey relational analysis, was applied. The grey grades show that with the inclusion of waste cotton fibre, there is no significant decrease in mechanical properties, whereas there is a drastic decrease in cost. Furthermore, utilization of waste fibres in the composites is the best solution, as the poor mechanical properties of waste fibre are not as much pronounced in the composite form, thanks to continuous and strong interface of resin with recycled fibres.
Introduction
Fibre reinforced polymeric (FRP) composite materials have gained intensive research focus due to their applications in aerospace, building construction, sports equipment, furniture and wind energy because of high specific strength [1]. Synthetic fibre reinforced composites are currently dominating the FRP market above 96% due to their superior mechanical properties; however, environmental impacts of such materials are a serious issue to be addressed [2]. For the purpose, one of the attractive alternatives is natural fibre inclusions, and such hybrid composites are the focus of recent research. Potential of natural fibre inclusion lies in their biodegradability, sustainability, low density and low cost, and most interestingly the hybridization with natural fibres also showed improvement in some mechanical properties are enhanced as well [3].
The strength of hybrid composite depends on properties of fibre, the blend ratio of fibre content, the orientation of fibre, interface bonding between fibre and matrix, the arrangement of both fibres in structure and also on failure strain of individual fibres. A number of researches are carried out on hybrid composite by mixing two different natural fibres, synthetic fibres and natural fibres with synthetic fibres [4]. Natural and synthetic fibre reinforced hybrid composite is graphically represented in Figure 1. Some reasons for blending two different fibres are to achieve the best utilization of the positive attributes, impart fancy effect, reduce the material cost of the end product and find out suitable admixture of natural origin. Natural–synthetic hybrid composites are always targeted by researches to integrate all the green and mechanical properties in the single composite structure. These composites are stiff as well ductile. The ductility and plastic degradation can be improved by increasing natural fibre content [5], however, adding more than 30% of natural fibre will result in a decrease in mechanical properties like tensile strength, modulus and flexural strength [6]. Therefore, concentration should be optimized to get low cost, lightweight and eco-friendly hybrid composites without compromising on mechanical performance.

Schematic diagram of a hybrid composite.
Superior mechanical properties are induced in hybrid composites by synergistic combination of high strength (of synthetic fibres) and high ductility (of natural fibres). Not only such improved mechanical performance is of interest, but the optimum price is the most important factor for the commercial application of such hybrid material design. Previously, hybrids of glass fibres with jute [7–10], flax [11], kenaf [12,13], sisal [14,15], curaua [6], silk [16], coir [17] and hemp [18] were studied.
Researchers are focused on improving the properties of composites using different approaches [19,20]. La Rosa et al. [18] studied the life cycle assessment of glass/hemp hybrid composites, where hybrid composites showed more eco-efficiency and lower cost than the conventional glass fibre reinforced composites. Similarly, Vijaya Ramnath et al. [21] focused on the mechanical behaviour of abaca/jute/glass hybrid epoxy composite, and superior tensile and shear properties of the hybrid composite were achieved. Damping properties of hybrid composites are also higher [22,23], as the ductile nature of natural fibres imparts higher energy absorption in hybrid composites. The mechanical properties (especially tensile strength, bending strength, impact and compression strength) are extensively studied for carbon and glass fibres hybridized with natural fibre (flax, hemp, kenaf, jute etc) [24–26]. Now, to find out direct applications of waste fibre-based reinforced composite [27], researchers are focused to study their thermal and mechanical behaviour [28]. Meng et al. [29] recycled denim fabric waste into a non-woven web for their application in high-performance composites. In this way, a number of researchers reuse the waste fibres in the form of irregular chopped web or non-woven sheets for their direct application in polymer composites [30,31].
Although the inclusion of natural fibres in the virgin form is studied extensively, the potential of natural fibre waste is not fully explored yet. Furthermore, previous studies were focused on waste-based composites and their mechanical characterization; however, the hybridization of recycled with virgin natural/synthetic fibres is not yet developed. Additionally, along with mechanical properties, the thermal properties are also critical for the practical applications (like automotive engine cover, etc.). Also, under such case, temperature plays a crucial role, while determining the actual life and performance of the hybrid composite. Similarly, thermal stresses and associated deformations of hybrid composites are other issues which are not focused in detail. Therefore, it is necessary to know the mechanical properties and thermal expansion behaviour of hybrid composites, in order to extend such green and sustainable materials for the practical applications. Moreover, the optimization of the mechanical performance for recycled fibre percentage is another challenge in the hybrid composite. Grey relational analysis (GRA) is a process of mathematical equations that helps in optimizing different parameters. The overall better mechanical performance of the specimen can be easily pointed out by using this method.
Materials and methods
Three reinforcing materials used in this study were as follows: Open-end waste-based cotton fabric Woven flax fabric and Woven glass fabric
To assure the comparability, the recycled cotton and flax woven fabric were developed with equal density, as to that of commercial glass fabric as given in Table 1. Due to strength issues, recycled fibres were used in weft direction (transverse to fabric direction), whereas virgin cotton yarn was used in warp direction (along fabric or lengthwise direction). Therefore, tensile and flexural strength of hybrid composite was only compared along weft. The resin used for composite fabrication was an unsaturated polyester resin. The pre-forms were pre-pressed to remove the creases. Eight number of plies were stacked at stacking sequence mentioned in Table 2. In hybrid composites, the glass fabric was kept on the outer surface followed by flax fabric and then recycled cotton fabric in the core of the structure as this stacking sequence optimized previously. For better infusion and uniformity, the resin was injected through vacuum bagging followed by pressing (before gelation) under 5 bar pressure. The specimen was then allowed for 24 h to cure at room temperature and then post-curing was done at 110°C for 2 h. To assure the repeatability, replicants were tested for each test, as per standard method.
Reinforcement parameters.

GSM: grams per square metre.
Design of experiment for glass/recycled cotton reinforced hybrid composite.

G: glass; F: flax; W: waste cotton.
The composition of hybrid composite
At first stage, glass and waste cotton hybrid composite was fabricated, and optimized concentration was then subjected to second stage, where glass, flax, and waste cotton concentration was optimized. For the development of glass/recycled hybrid composites, the percentage of recycled fibre was kept up to 50%. Similarly, in glass/flax/recycled hybrid composites the total concentration of natural fibres was not exceeded 50%, whereas waste concentration was kept 10% (finalized after preliminary experimentation of glass/recycled cotton hybrid composite) for all samples, as given in Tables 2 and 3.
Design of experiment for glass/flax/recycled cotton reinforced hybrid composite.

G: glass; F: flax; W: waste cotton.
Grey relational analysis (GRA)
GRA is a statistical tool which is used to find out the best factor by evaluating multiple responses. In this research, GRA was applied for the same purpose to find out the optimum proportion of the reinforcing materials (especially waste cotton) for maximum mechanical and thermal properties.
Initially, the first design of experiment (glass/recycled hybrid composite) was optimized for recycled fibre percentage by using GRA. To calculate the grey grade, typically four main steps are involved in the methodology of GRA.
Step 1: The S/N ratios for all of the responses were calculated using equation (1) 
Step 2: The S/N ratios are then normalized as Yij by using equation (2)
Step 3: The quality loss (Δ) was computed by using equation (3)
Step 4: The grey relational coefficient (GC) values were calculated using equation (4)
Testing and analysis
Charpy impact test
The Charpy impact test was performed by following the standard testing procedure ISO-179. Impact testing machine (Model HIT50P) manufactured by Zwick/Roell, Germany was used for the test. The specimen was tested without notch with the hammer of 25 J energy having a velocity of 3.8 m/s.
Tensile and bending test
The tensile strength and modulus were determined according to the standard procedure of ASTM D-3039 by using Universal Testing Machine (Z100-100 kN) manufactured by Zwick/Roell Germany as shown in Figure 2. The same machine was used for three-point bending test with the same protocol as that for tensile testing but only the jaws were changed. The flexural test was conducted according to the test method of ASTM D-7264.
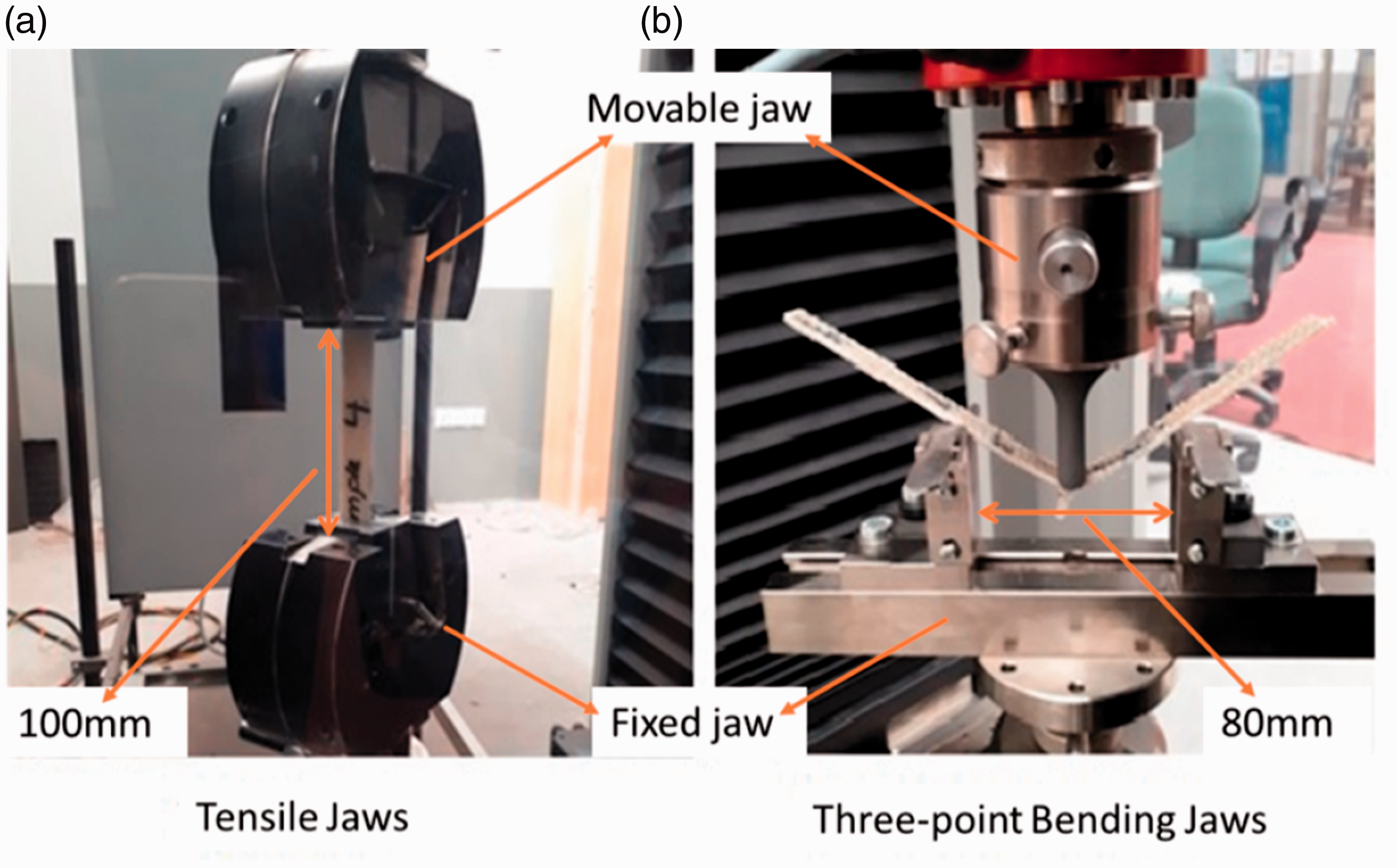
Universal testing machine set-up for (a) tensile test and (b) bending test.
CTE test
The thermal properties of the composite were tested using dilatometer (model 2010-STD) manufactured by Orton, USA. Testing was carried out according to the standard guideline of ASTM E-831. The specimen was placed in a sample holder consisting of thermocouples present in a controlled heating chamber of the machine and allowed to heat at a heating rate of 3°C/min. The heating cycle for testing was fixed from room temperature to 150°C. The rod of the sample holder was in contact with linear variable differential transformer (LVDT) displacement sensor that records the linear displacement (expansion of sample). As the test started the polymer gets expanded due to positive temperature coefficient. The expansion (linear change) was determined by the LVDT sensor plotted as a percentage linear change (PLC), whereas the thermocouple monitors the accurate temperature of the specimen inside the furnace. The expansion per degree rise in temperature is calculated to be the CTE.
Moisture absorption test
Moisture absorption of the composites was tested according to the standard procedure ASTM D-1037, using simple equipment, i.e. close water container and a weighing balance (PA214) manufactured by OHAUS. The samples were weighted and placed in distilled water in a closed container. The weight of the specimen was noted after every 2 h.
Result and discussion
Impact strength
Energy absorption (joules) describes the toughness or brittleness of the material. For different percentages of waste cotton in glass fibre composite, corresponding impact energy absorption is given in Figure 3(a). It is clear from the results that weft wise impact energy and impact strength is relatively higher than warp wise direction. Furthermore, up to 10% addition of waste fibres, there is an increase in impact energy absorption in warp dimension. Whereas, in the case of weft dimension, impact energy is increased by the addition of recycled fibre up to 20%. Although pure recycled fibre composites have 56% lower impact energy absorption as compared to glass composites, 50% waste-based composite has only decreased by 12 and 2% in warp and weft direction, respectively. Impact energy was maximum decreased with the addition of 35% recycled cotton. This impact tolerant nature can be attributed to high elongation (before break) induced by the addition of waste cotton.

Impact properties of glass/recycled hybrid composite: (a) impact energy, (b) impact elongation and impact load and (c) comparison of glass/recycled and glass/flax/recycled hybrid composites.
Open-end yarn (recycled cotton) in weft direction has bulkier structure, which imparts higher elongation, therefore higher ductile side (weft), hence absorbs more impact energy than warp wise direction. Impact strength for recycled fibres can be attributed to better resin infusion and fibre to resin interface of open-end recycled fibres as shown in Figure 4(a). The increase of impact energy can be attributed to the higher elongation induced in natural fibre-based composites. The decrease in impact strength and increase in impact elongation are in proportion, which makes an insignificant decrease in overall impact energy. While for the sample with 50% recycled fibre, the increase in elongation is much higher than the decrease in strength, so its impact energy is relatively higher than 35% recycled cotton.
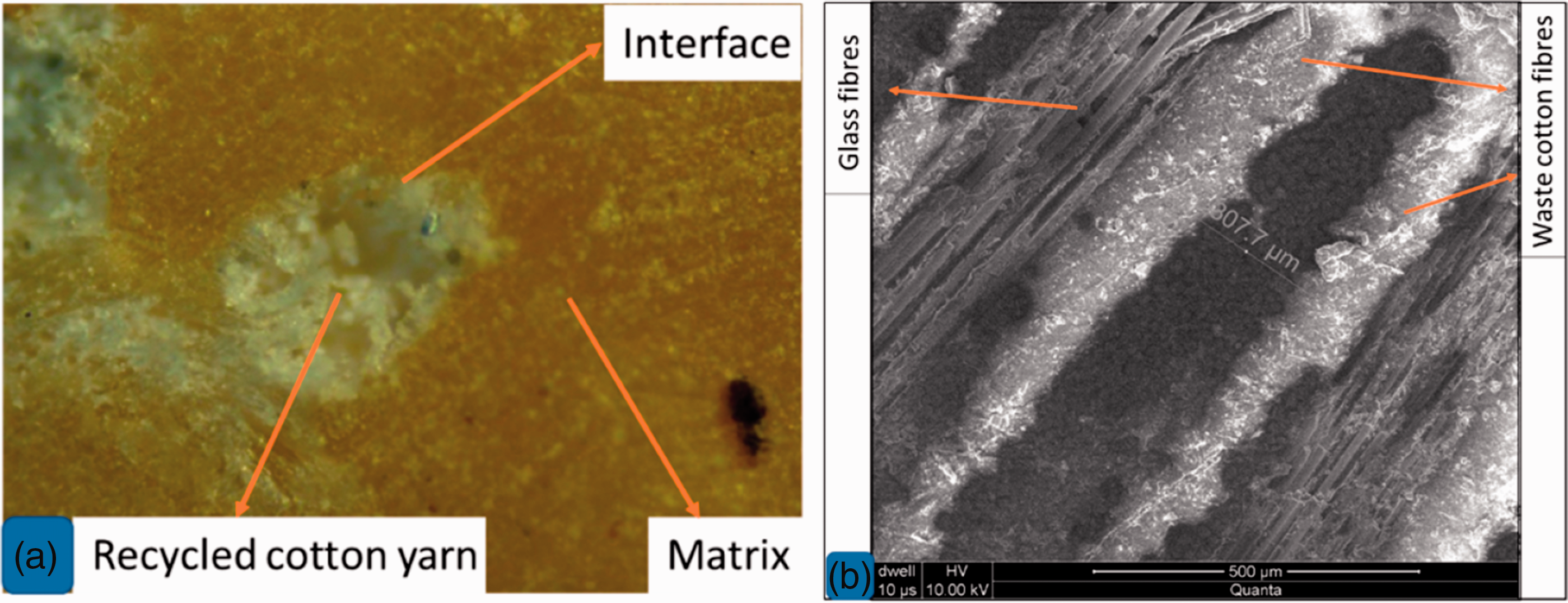
(a) Microscopic and (b) SEM images of waste fibre–matrix interface.
Comparison of glass/recycled and glass/flax/recycled hybrid composites shows that at lower concentrations of natural fibres, glass/flax/recycled hybrid composites possess better performance, however, at higher concentrations, there is inverse relation. At lower concentrations (20%) glass/flax/cotton hybrid composite has higher strength because of high strength fibre (flax), as compared to glass/recycled hybrid composite as shown in Figure 3(c). Whereas at higher concentrations, glass/recycled composite absorbed higher impact energy due to their higher elongation before break. The impact strength of flax-based composites is high, but the elongation induced in glass/recycled composites is much higher than the impact strength increased in glass/flax/recycled composite.
Tensile strength
Pure glass reinforced composites ruptured at a tensile strength of 190.29 MPa and tensile modulus of 5.6 GPa. Whereas pure recycled fibre-based composites showed the strength of 38.14 MPa and modulus of 2.21 GPa, i.e. it has 80 and 60% lower strength and modulus, respectively. With the addition of recycled cotton fibre, there is a subsequent decrease in strength, i.e. by the addition of waste material up to 10%, the tensile strength and modulus decreased to 137.08 MPa and 3.85 GPa, respectively. This 27 and 31% decrease of tensile stress and modulus is because of poor tensile strength and ductile nature of recycled fibres respectively. Same trend of a decrease in tensile properties was observed by increasing the concentration of waste cotton, i.e. the tensile strength decreased by 27, 43, 53, 61 and 80% by adding 10, 20, 35, 50 and 100% recycled cotton, respectively. This significant decrease in tensile properties can be attributed to low strength of recycled cotton and poor interaction between glass and waste cotton reinforcements. Furthermore, due to low tensile strain of glass, glass fibre (on the surface) of hybrid composite is subject to force prior to waste cotton (in core). This difference in initial elongation” leads the composite to delaminate between the glass and waste cotton plies as shown in Figure 5. The tensile strength curves for glass/recycled cotton hybrid composites are given in Figure 6(a),while the trend of decreasing tensile strength and tensile modulus is shown in Figure 6(b).

Tensile tested sample of glass/waste cotton hybrid composite.

Tensile properties of glass/recycled hybrid composite: (a) stress–strain curve, (b) tensile strength and tensile modulus and (c) comparison of glass/recycled and glass/flax/recycled hybrid composites.
The tensile strength and tensile modulus of glass/flax/recycled hybrid composites were tested. It was observed that the tensile strength deceases from 149.07 to 137.17 MPa; as we increase the flax fibre from 10 to 25% respectively, while the percentage of recycled cotton was kept constant, i.e. 10%. A significant decrease in tensile strength and modulus was observed with the addition of 40% flax fibre. The tensile strength and modulus decreased to 80.75 MPa and 4.77 GPa, respectively. Generally, the decrease in tensile strength and tensile modulus at 25 and 40% addition of flax was 8%, 45% and 0%, 6%, respectively. This significant decrease in tensile properties with increasing the percentage of flax fibre is due to the comparatively low strength of flax fibre to that of glass fibre. As the percentage increases, a portion of flax fibre replaces glass fibre and consequently tensile properties reduce.
Comparatively, the tensile strength of glass/flax/recycled hybrid composites is 27, 36 and 8% higher than glass/recycled hybrid composite having an equal concentration of glass fibre (i.e. 80, 65 and 50%, respectively, as shown in Figure 6(c)). Superior mechanical properties of flax reinforced hybrid composites are attributed to complacent mechanical properties of flax.
Flexural strength
Flexural strength and flexural modulus of 100% glass and 100% recycled cotton composite calculated were 252.28 MPa, 151.42 GPa and 57.2 MPa, 29.24 GPa (i.e. it has 78 and 81% lower flexural strength and modulus), respectively. This decrease of flexural stress and flexural modulus refers to ductile nature and poor strength of recycled fibres. Same trend of decrease in flexural properties was observed by increasing the concentration of waste cotton. As we increased the percentage of recycled cotton by 10, 20, 35 and 50% in glass composite, the flexural strength and flexural modulus decreased by 20, 25, 46, 47% and 3, 10, 26, 41%, respectively. The drop down trend in bending strength of glass/recycled cotton composite is due to an increase in the percentage of waste cotton which has poor stiffness and mechanical performance. Moreover, both the reinforcements, i.e. glass and waste cotton, have poor compatibility with each other and get delaminated when subjected to bending load. At first, the glass reinforcement is fractured giving maximum flexural stress, followed by delamination between glass and waste cotton fibre. Because of this delamination, the waste cotton reinforcement is still unbroken which starts resisting later, thus giving rise to second peak. This behaviour is clearly demonstrated in Figure 7(b). The bending strength curves for glass/recycled hybrid composites are given in Figure 8(a), while the decrease in bending strength and bending modulus is shown in Figure 8(b).

Fracture/delamination behaviour of (a) glass/flax/recycled cotton and (b) glass/recycled cotton hybrid composite after flexural test.
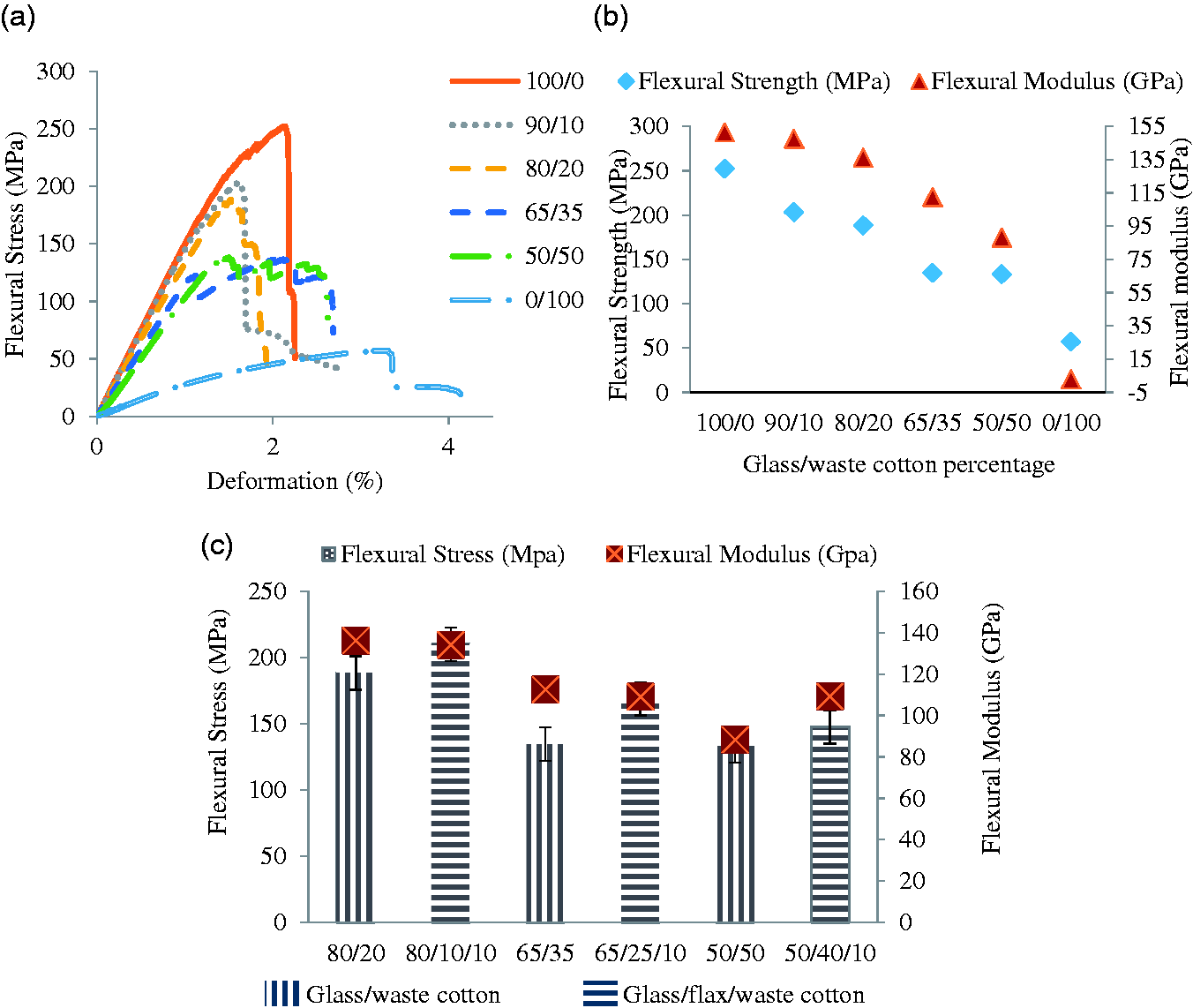
Flexural properties of glass/recycled hybrid composite: (a) stress–strain curve, (b) flexural strength and flexural modulus and (c) comparison of glass/recycled and glass/flax/recycled hybrid composites.
The flexural strength and flexural modulus of glass/flax/recycled hybrid composites (having fixed concentration of waste cotton, i.e. 10%) were calculated and compared with equal concentration glass reinforced glass/recycled hybrid composites. By increasing the percentage of flax fibre from 10 to 25%, the flexural strength and flexural modulus were decreased from 210.03 to 168.92 MPa and 134.17 to 109.04 GPa, respectively. Bending properties of flax fibre are comparatively lower than glass fibre and this significant decrease in bending properties of hybrid composite with increase in flax percentage is because a portion of glass fibre is substituted by flax fibre.
Comparatively, the bending strength of glass/flax/recycled hybrid composites is 11, 21 and 10% higher than glass/recycled hybrid composite having an equal concentration of glass fibre (i.e. 80, 65 and 50%, respectively, as shown in Figure 8(c)). Better flexural strength of glass/flax/recycled hybrid composites is due to superior mechanical properties of flax.
Coefficient of Thermal Expansion
The CTE value was calculated from the graph between temperature and PLC, using Orton dilatometer software. The results show that 100% glass composite has 1.38 × 10−5 1/K whereas 100% recycled cotton composite has CTE of 3 × 10−5 1/K, which is 54% more than glass composite. The CTE of glass/recycled hybrid composite increased by 13, 31, 41 and 44% by adding 10, 20, 35 and 50% recycled cotton, respectively, as shown in Figure 9(a). From the above results it can be concluded that the CTE value of glass/recycled hybrid composite increases by increasing the concentration of waste cotton. This increase in thermal expansion of recycled cotton composite is due to lower fibre volume fraction and the high thermal expansion coefficient of cotton fibre [32,33].

(a) CTE of glass/recycled hybrid composite, (b) comparison of CTE of control samples and (c) comparison of CTE of glass/flax/recycled and glass/recycled hybrid composite. CTE: coefficient of thermal expansion.
The CTE of glass/flax/recycled hybrid composites in comparison with glass/recycled hybrid composite of equal glass fibre concentration is given in Figure 9(c). The CTE of glass/flax/recycled hybrid composites having a ratio of 80/10/10 is 1.59 × 10−5 and increases to 1.9 × 10−5 and 2.21 × 10−5 by increasing flax concentration by 25 and 40%, respectively (which is 20.1, 19.8 and 10.5% lower than glass/recycled hybrid composites, respectively). Due to open and hairy structure of recycled cotton, it absorbs higher resin than flax fibre. In this way, glass/recycled cotton (having higher portion of recycled cotton than glass/flax/recycled) has higher CTE.
Figure 9(b) shows the difference in CTE value of controlled samples, i.e. 100% glass, 100% flax and 100% recycled cotton fibre reinforced composite. The reason behind this difference in CTE is due to difference in thermal expansion of fibers, and different fiber fraction of different composites. Higher thermal expansion of reinforcement and yarn density are other factors which affect the CTE of the composite, i.e. higher the thermal expansion of fibres, higher the CTE and vice versa. Glass fibres have lower thermal expansion than cotton and flax fibres which is validated by the results.
Moisture absorption
The results of glass/recycled cotton hybrid composite show that 100% glass composite has maximum moisture uptake of 0.7% whereas that of 100% recycled cotton composite is 2.66%. The hydrophilic behaviour of cotton and the fluffiness of open-end cotton yarn increase the moisture uptake of glass/recycled hybrid composite. The moisture uptake of glass/recycled hybrid composite increases by 0.13, 0.6, 0.86 and 1.09% with addition of 10, 20, 35 and 50% recycled cotton, respectively, as shown in Figure 10(a).

Moisture uptake of (a) glass/recycled hybrid composite and (b) comparison of glass/flax/recycled and glass/recycled hybrid composite.
The moisture absorption of glass/flax/recycled hybrid composites (having fixed waste cotton concentration, i.e. 10%) was calculated and compared with glass/recycled hybrid composite of equal glass content. The moisture absorption of glass/flax/recycled hybrid composites observed was lesser than the glass/recycled hybrid composite. The moisture uptake of glass/flax/recycled hybrid composites having flax of 10, 25 and 40% is 0.54, 0.607 and 1.37%, which is 0.76, 0.95 and 1.42% lower than glass/recycled hybrid composite, respectively. This difference in moisture uptake of glass/recycled and glass/flax/recycled hybrid composites is due to comparatively lower hydrophilic nature of flax, as compared to cotton. The comparative moisture absorption curve of glass/recycled and glass/flax/recycled hybrid composites is given in Figure 10(b).
Optimization
In this study, five responses of six specimens (glass/recycled cotton hybrid composite) were tested in the initial stage for the optimization of waste cotton percentage. Three further samples with an optimized concentration of waste cotton were then prepared and tested for the same responses.
For optimization using GRA, the CTE was considered as of lower the better whereas all other responses were kept higher the better. The composites factors and responses are given in Table 4,the S/N ratios and normalized S/N ratios are given in Table 5,whereas the quality loss (Δ) and grey relational coefficient are given in Table 6.
Factors and responses of the specimen.
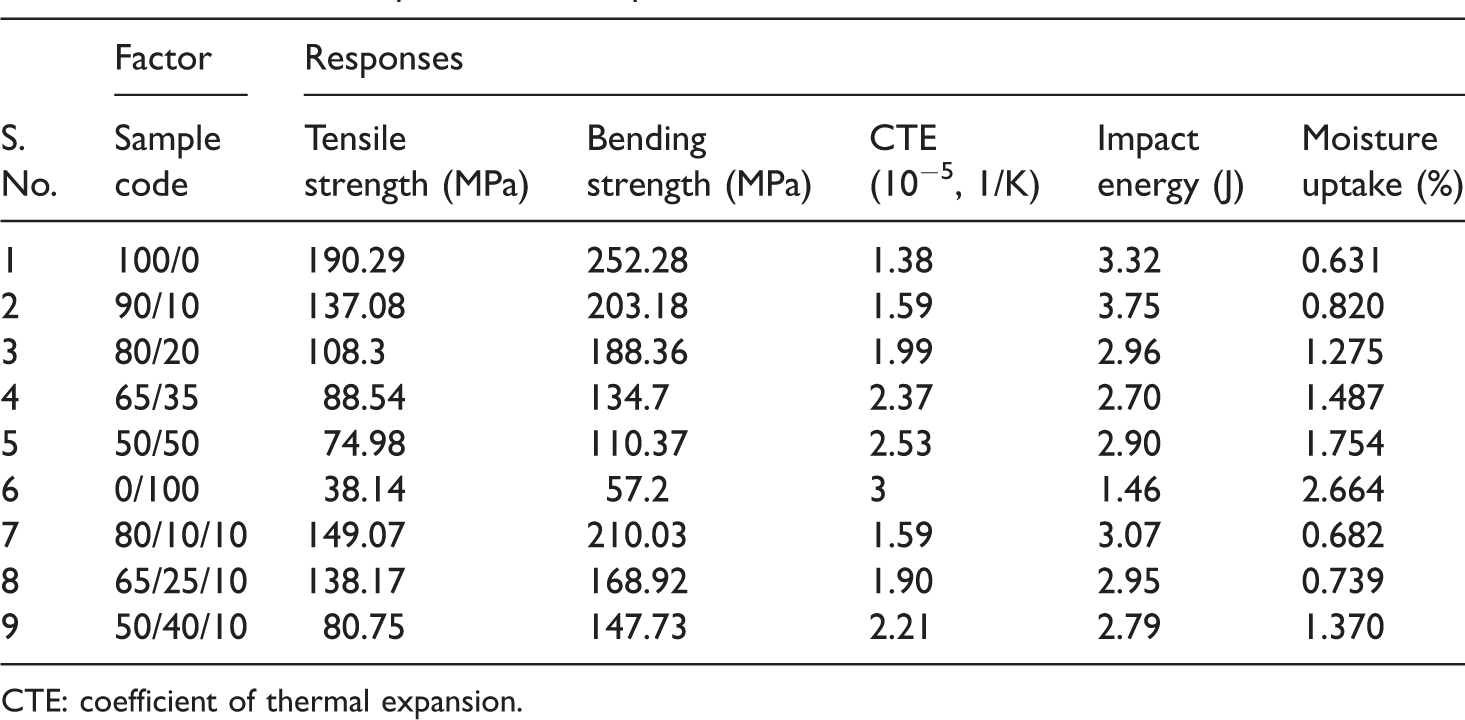
CTE: coefficient of thermal expansion.
S/N ratios and normalized S/N ratios of the composite.

CTE: coefficient of thermal expansion.
Quality loss (Δ) and grey relational coefficient (GC).

CTE: coefficient of thermal expansion.
The grey relational coefficients for all the responses were averaged to get the grey grade as shown in Figure 11. Pure glass composite leads the grey grade graph followed by 90/10 glass/recycled composite. A rapid decrease in grey grade was observed by exceeding the percentage of recycled cotton from 10%. Thus for glass/recycled hybrid composite, 10% of recycled cotton was considered the optimum percentage.

Grey relational analysis (GRA) grading of all samples.
This optimized percentage of waste cotton was selected for further sampling. Glass/flax/recycled hybrid composites were developed (with the optimized percentage of waste cotton) and characterized for previous responses. If the grey grade of glass/recycled and glass/flax/recycled hybrid composites having an equal percentage of glass reinforcement was compared, the glass/flax/recycled hybrid composites perform better except 50/50 glass/recycled hybrid composite. This is due to high moisture uptake and energy absorption of waste cotton reinforcement.
Conclusion
Synthetic (glass) and natural (flax) composites hybridized with recycled cotton were developed and optimized. The mechanical properties decrease with increase in waste cotton percentage. However, glass/flax/waste cotton performed better than glass/waste cotton hybrid composite with a constant percentage of waste cotton, i.e. 10%. Impact properties of all types of hybrid composites were superior to pure composites, at lower concentrations. Similarly, at higher concentrations of waste cotton, there was a negligible decrease in the impact properties of hybrid composites. For tensile strength, 10% addition was considered to be optimal with a loss of 27% in glass/recycled hybrid composites. Whereas, for glass/flax/waste cotton, 35% of glass fibre can be replaced by natural fibres (10% waste cotton and 20% flax fibre) as there is only 36% decrease in strength. Flexural strength was decreased by increasing waste cotton in glass/recycled hybrid composites. However, in glass/flax/waste cotton, 20% of synthetic fibre can be replaced by natural fibres (10% waste cotton and 10% flax fibre) with a loss of 16.6% in bending strength. Moisture sensitivity of hybrid increases as we increase the waste cotton content in hybrid composites because of the hydrophilic nature of waste composites. CTE was increased with the same ratio as recycled fibre content was increased in all types of composites. Such an effect could be because of higher thermal expansion of cotton and lower fibre volume fraction of glass/recycled hybrid composite. Conclusively, waste cotton hybridized composites have reasonable potential in replacing conventional composites for their superior cost/performance ratio. We believe, the proposed composites will pave a way to further extend the applications of composite materials to mankind, by reducing their high-cost limitation.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Higher Education Commission, Pakistan (grant number NRPU-4239).