
Abstract
Disposable surgical gowns are used to protect health care workers from microorganisms and body fluids to meet the needs of surgical applications. In addition to protection, it has a significant impact on the surgical team members’ comfort and thus, the success of the operations. In this study, a dual layer surgical gown-an outer layer of film and an inner layer of nonwoven fabric-was developed. Produced composite laminated fabrics are SMS (spunbond/meltblown/spunbond) nonwoven fabric laminated microporous polyethylene film and SMS (spunbond/meltblown/spunbond) nonwoven fabric laminated thermoplastic polyurethane films. These fabrics were compared with nonporous polyethylene film-coated SS (spunbond/spunbond) nonwoven fabric available in the local market. The study aims to investigate the effect of some structural factors of composite nonwoven laminated fabrics, including lamination process, manufacturing process, and film type; microporous or monolithic, nonwoven fabric manufacturing process, and helium atmospheric-pressure glow discharge plasma treatment, on their functional performance properties, including air permeability, water vapour permeability, hydrostatic pressure resistance, and wet bacterial penetration resistance. The results showed that the produced composite fabrics offer outstanding breathability and, thus, the surgical team members' comfort. Produced composite fabrics had no wet bacterial penetration of Staphylococcus aureus and thus contributed to the prevention of the transfer of bacterial pathogens to prevent surgical site infection or post-operative infection. Produced composite fabrics offer superior liquid barriers according to the barrier protection classification of the Association for the Advancement of Medical Instrumentation (ANSI/AAMI PB 70:12) and thus contribute to the prevention of the transfer of body fluids during surgical operations.
Keywords
Introduction
Disposable medical textiles play a vital role in the medical and health sector. 1 Composite nonwoven fabrics are advanced technical materials produced by combining different fibers, filaments, manufacturing processes, and substrates to produce a new generation of nonwoven materials. 2 Laminated fabrics are composite materials produced by combining elastomers and nonwoven fabrics, where the lamination improves and expands the range of functional performance properties of technical textiles used in medicine and surgery. 3
Health care providers are exposed to risk of infection, especially blood-borne pathogens, and various fluids during surgical operations. Nosocomial infections, particularly surgical site infections (SSIs) acquired in health care facilities, constitute a major public health problem as they are among the ten main reasons for death in industrialised countries. 4 Surgical site infections occur after Surgery at the surgical site in the patient’s body 5 Therefore, disposable surgical gowns produced from composite nonwoven fabrics are a critical component that can be used to protect health care workers from the transfer of microorganisms and body fluids 6 to prevent surgical site infection or post-operative infection, since bacteria spread by patients and members of the surgical team in the open wound throughout the duration of the surgical procedure. 7 Also, the comfort resulting from wearing surgical gowns is a concern for the surgical staff, who need to support their efficiency rather than weaken it. Wearing gowns can increase the potential for heat stress, which has been proved to contribute to an increase in errors, poor performance and less efficient work. Furthermore, providing adequate physiological comfort to health care workers can have a positive psychological impact on surgical operation’ success. 8
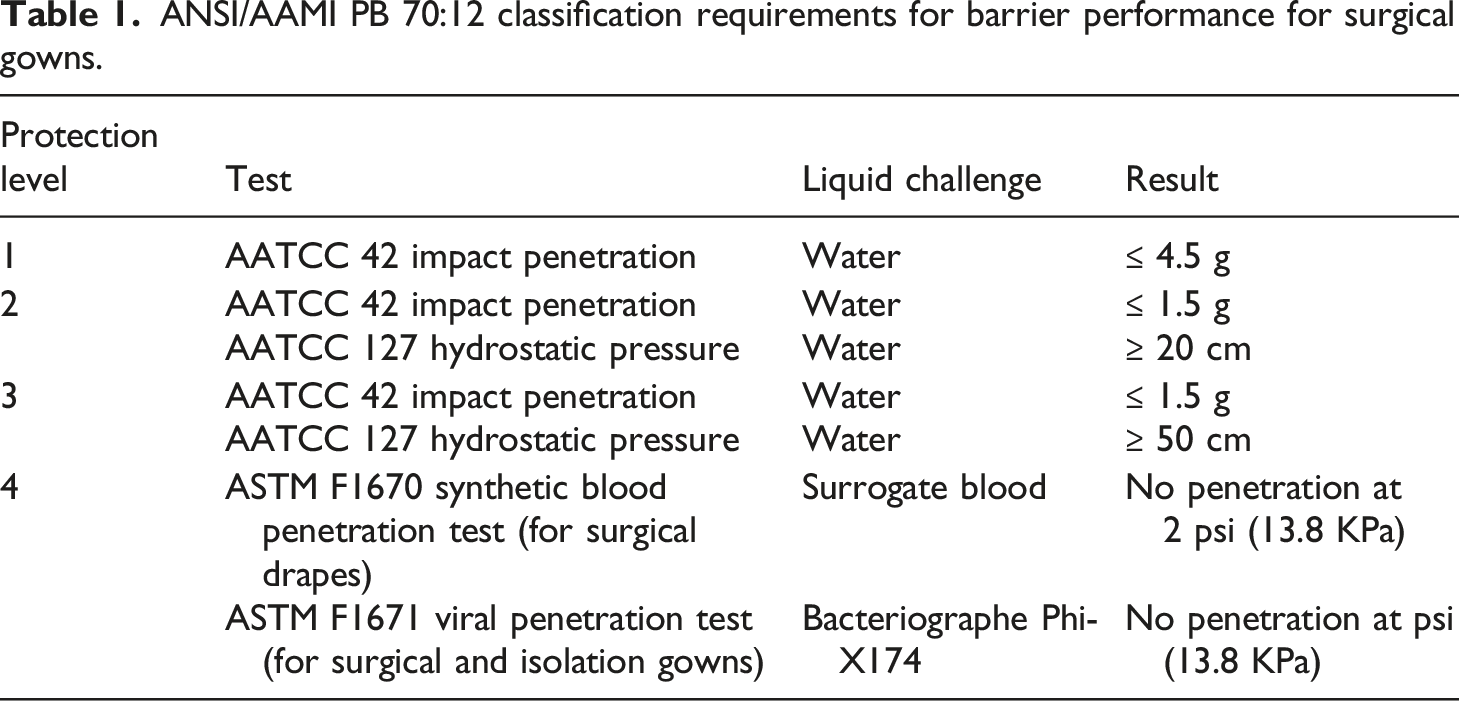
ANSI/AAMI PB 70:12 classification requirements for barrier performance for surgical gowns.
Y. Yan and P. P. Tsai, (2016) investigated a hydrostatic pressure of seven materials, SMMMS fabric, three MB (MB1, MB2, and MB3) fabrics, an electrospun (ES) fabric, an expanded polytetrafluoroethylene (ePTFE) porous membrane, and a polyethylene (PE) film, as medical protective clothing. The study investgated fabric classification according to ANSI/AAMI PB70:2012 standard, where materials can pass a hydrostatic pressure test to meet level 3 and level 4 of standard. 13 V. Parthasarathi and G. Thilagavathi, (2015) investigated Liquid barrier properties of tri-laminate surgical gown made of an outer layer of plasma-treated polypropylene, a middle layer of PTFE and an inner layer of polyester nonwoven. To determine their suitability for an antiviral surgical gown, the barrier properties of surgical performance were examined using viral penetration, antibacterial activity, spray impact penetration, hydrostatic resistance, tensile properties and moisture vapour permeability. It is observed that plasma-treated gowns show a 99.04% bacterial reduction as compared to untreated ones, thus providing a barrier against microbes. The results showed that the fabric provides level 4 protection according to the barrier protection classification of the AAMI. 14
Seval Uyanik and Hatice Kübra Kaynak, (2018) investigated the performance properties of some commercial baby diaper back sheet layers. Back sheet samples with different fabric masses were tested for weight, thickness, air permeability, water vapour permeability, and water resistance as breathable and non-breathable films. SMS nonwoven fabric/polyethylene film composites are used for all back sheet samples. The fabric mass of breathable samples is greater than that of non-breathable samples. It has been reported that as the mass of breathable samples increases, air permeability and water vapour permeability decrease while water resistance increases. Non-breathable samples, on the other hand, do not exhibit the same tendency. Breathable samples have higher air permeability, water vapor permeability, water resistance, and bursting strength than non-breathable samples. 15
The study by S H Eryuruk and P Altay, (2018) examined thermal comfort properties of SMS (spunbond-meltblown-spunbond) fabrics of three different weights (35 g/m2, 50 g/m2 and 80 g/m2), as well as the layered nonwoven structures with a breathable and water-impermeable membrane. As a result of the study, fabric weight and layered structure were found to have an important effect on the comfort properties of nonwoven fabrics, also air permeability and water vapour permeability values of nonwoven disposable gowns had decreased as the fabric weight increased and membrane added. 16 Rajpreet K. Virk and Brian Bures, (2004), investigated the nonwoven fabric Sontara®, which is used for surgical gowns treated with antimicrobial finishes and a plasma containing fluorocarbon gas. Treated samples are evaluated for changes in physical and functional characteristics. According to results, plasma treatment has no effect on weight, thickness, stiffness, air permeability, breaking strength, or elongation. Plasma-treated and water-repellent Sontara samples show higher blood and water resistance compared to other treatments. It revealed that plasma-treated nonwoven fabric can provide a better barrier against microbes than commonly available surgical gown fabric with a fluorocarbon finish. 17
The aim of this study is to develop a dual layer surgical gown fabric consisting of two layers, an outer layer (PE or thermoplastic polyurethane) Film and an inner layer in which spunbond and melt blown webs were combined at the manufacturing stage to produce SMS (Spunbond/Meltblown/Spunbond) nonwoven fabric. The outer layer adds a barrier effect to SMS fabric and at the same time keep it breathable, while the inner layer provides comfort to the wearer. Moreover, the effect of some construction factors of surgical gowns Laminated fabrics on their functional performance properties is also investigated.
Materials and methods
Materials
Two samples of composite nonwoven laminated fabrics were produced. Each sample consisted of two layers, the outer layer (film) and the inner layer (spunbond/meltblown/spunbond) in which spunbond and melt blown webs were combined at the production stage to form SMS composite structure. SMS nonwoven fabric laminated microporous polyethylene film (sample 1) and SMS nonwoven fabric laminated thermoplastic polyurethane film (sample 2). The real weight of two samples is 70 g/m2. The produced composite laminated fabrics compare with one fabric from the local market, a nonporous polyethylene film coated spunbond/spunbond nonwoven fabric (local market sample) as (control sample), its weight is 60 g/m2.
Methods
Manufacturing method and Characterization of composite nonwoven fabrics are shown in Table 2.
Manufacturing method and Characterization of composite nonwoven fabrics.

1- Spunbond/meltblown/spunbond polypropylene nonwoven fabric laminated microporous polyethylene film (sample 1):
‐ Manufacturer: Xiantao Dexing Plastic Products Co., Ltd
To manufacture SMS PP nonwoven fabric (inner layer 1). Dosing equipment consists of a main material tank, two ingredient tanks, a mixing tank, and a suction device. The main material and ingredients can be prepared in a specific ratio. The extruder machine starts melting when PP chips and additives arrive. This machine has eight heating zones. In the spunbond process, the polymer was collected and subjected to heat and pressure to melt, then the process of pushing the molten polymer formed through fine die nosepiece extrusion units began to obtain continuous filaments, which are exposed as soon as they exit to a current of cold air at a temperature (10–15)°C to turn the filaments from a state of dough to a state of flexible hardening. In the meltblown process, the polymer feed distribution system delivers the molten polymer to the die nosepiece extrusion units, and the air manifold supplies hot air (250–300)°C at high speeds. This stage is called “first air,” and the supply is through openings to the top and bottom of the sides of the “die nosepiece,” and the hot air pushed by forces is generated through pressure units. As soon as the polymer is extruded from the spinneret plate, the hot air rushes in to weaken the molten polymer and thin it into a very thin shape. The hot air stream containing the microfiber filaments advances towards the “collector screen,” surrounded by air that cools and solidifies the filaments, converting them from liquid to solid form, where the solid filaments are then randomly collected over the collecting screen, forming a coherent self-bonded non-woven web. Spunbond and meltblown fibres form a web when they are laid down on a net. The web is then thermally bonded. Then perform special in-line processing such as calendar processing (point bond calendaring). Figure 1 shows a schematic diagram of the production stages. Figure 2 shows 2.4 m German Enka production line of SMS nonwoven fabric with a production speed 400 m/min, an effective width of 2400 mm, a GMS range of 10–100 g/m2 and an output of 5200 tons/year. A schematic diagram of SMS fabric production line. 2.4 M German Enka production line of SMS fabric with Production speed 400 m/min.

The microporous Polyethylene film (outer layer 2) is produced using cast film technology by chillroll. A thin of molten polyethylene is extruded through a long-slit die, and this web is drawn down and cast onto a highly polished water-cooled chill roll before being taken up by a wind-up system. The simplest way to manufacture microporous PE film is to add calcium carbonate (CaCO3) powder, a soft inorganic material that is added to the PE granules and mixed homogeneously before melting. The microporous film production line uses the same extrusion process as other casting process film clines, but it includes an MDO unit (machine direction orientator) that stretches the film to create the micropores. Once Extrusion film is stretched by a set of rollers while the film is still warm, millions of micropores are formed in the film. A schematic diagram of a microporous PE film production line is shown in Figure 3. Figure 4 depicts a microporous PE film production line with the following specifications: 135 mm screw diameter, 2300 mm die width, 1600 mm film width, 0.02–0.20 mm film thickness, and 150 m/min line speed. A schematic diagram of microporous PE film production line. Microporous PE film production line.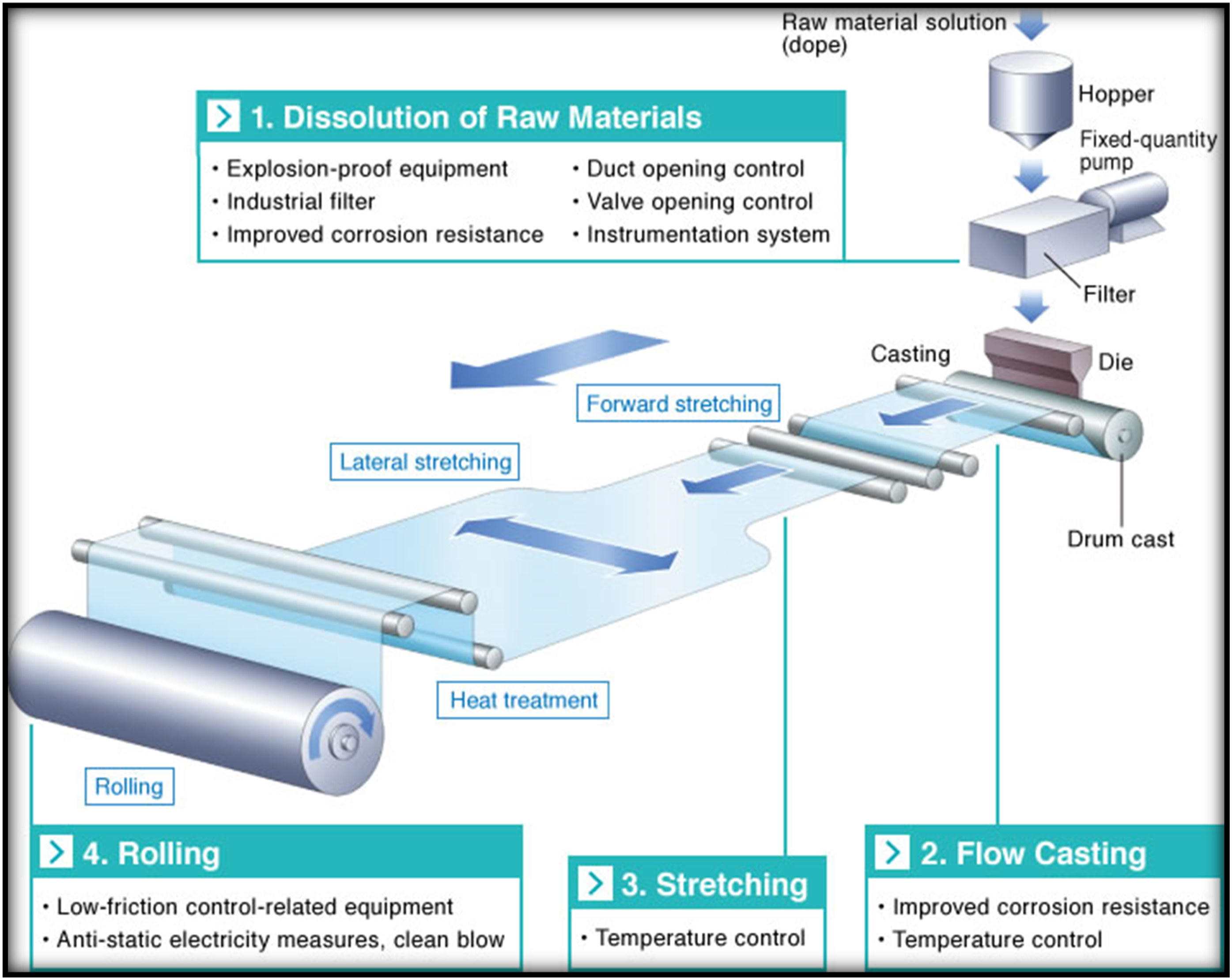

Helium atmospheric pressure glow discharge plasma was used to treat SMS polypropylene nonwoven fabric. The atmospheric plasma treatment is continuous operation with a roll-to-roll system in normal atmosphere air. The atmospheric plasma is created using discharge electrodes, the helium gas is fed between the two electrodes. The electrodes and backup roll are separated by 1 mm. SMS pp nonwoven fabric is fed through the plasma at a line speed of 50 m/min. The plasma line has a frequency of 27.5 kHz and a power output of 615 watts. The gas flow rate was 90 L/min, and the exposure time was 2 min. Figure 5 shows a schematic diagram of atmospheric pressure plasma system. A schematic diagram of atmospheric pressure plasma system.
18

SMS PP nonwoven fabric laminated microporous PE film (sample 1) produced by using slot die hot melt glue lamination technique. 2 grammes of hot-melt glue were used to form the laminated fabric of film and nonwoven fabric. Hot-melt glue is heated until it becomes a liquid. To allow the distribution of hot-melt glue across the Web, a temperature of about 150°C is required. Melted glue is pumped through a heated slot die head to allow a uniform and even application. The adhesive is applied as a hot melt at discrete points. The microporous PE film is pressed onto the nonwoven fabric immediately after the hot-melt glue material is applied, where it integrates and forms a bond. A schematic diagram of a slot dies hot melt glue lamination production line for SMS PP nonwoven fabric/microporous PE film laminated fabric is shown in Figure 6. Figure 7 depicts an automatic high-speed NDC 2400 hot melt laminating composite production line with the following specifications; automatic line speed of 200 m/min, laminating width of 2400 mm, maximum diameter of rewinding and unwinding, 1200 mm, regular coating weight of 1–8 gsm. The coating die is a breathable slot die Coating. The working temperature of the coating die is (150–180)°C, the hot Melter is 500 L*1set, and the glue hose is 4 pc. A schematic diagram of slot die hot melt glue lamination production line for SMS PP nonwoven fabric/microporous PE film laminated fabric. Automatic high-speed NDC 2400 hot melt laminating composite production line.

2- Spunbond/meltblown/spunbond polypropylene nonwoven fabric laminated hydrophilic monolithic thermoplastic polyurethane film (sample 2):
- Manufacturer: Shaoxing Yikui Textile Co., Ltd
Manufacturing of SMS PP nonwoven fabric (inner layer 1) as mentioned above. Figure 8 despicts 2.4 M SMS fabric production line with Production speed 500 m/min, an effective width of 2400 mm per line, a GMS range of 8–150 g/m2, and an annual output of 5700 tons. 2.4 M SMS fabric production line with Production speed 500m/min.
Monolithic thermoplastic polyurethane film (outer layer 2) manufactured by blown film extrusion. The polymer granules are fed into the extruder where they are heated, melted, and mixed. The molten mass is repeatedly blown into a tube, and air is introduced through a hole in the mould’s centre to inflate the tube into a balloon. To cool the hot film, a high-speed air ring installed on top of the mold is used. The film is continuously cooled, and the film tube is moved up until it passes through the pressure rollers, producing a flat tube of film. To pull the flat tube down the extrusion shaft, more rollers are used. This is referred to as the “internal bubble cooling system.” By controlling the air volume in the bubble, the extruder outlet, and the extrusion speed, this process can control the thickness and width of the film. This process includes a biaxial guiding facility, which is necessary to create nanocracks in various films to produce breathability. Figure 9 depicts a schematic diagram of a TPU blown film extrusion production line. Figure 10 depicts a TPU blown film extrusion production line with the following specifications: melting point 160°C, film width 2.5 m, and film thickness 0.009–0.3 mm. A schematic diagram of TPU blown film extrusion production line. TPU blown film extrusion production line.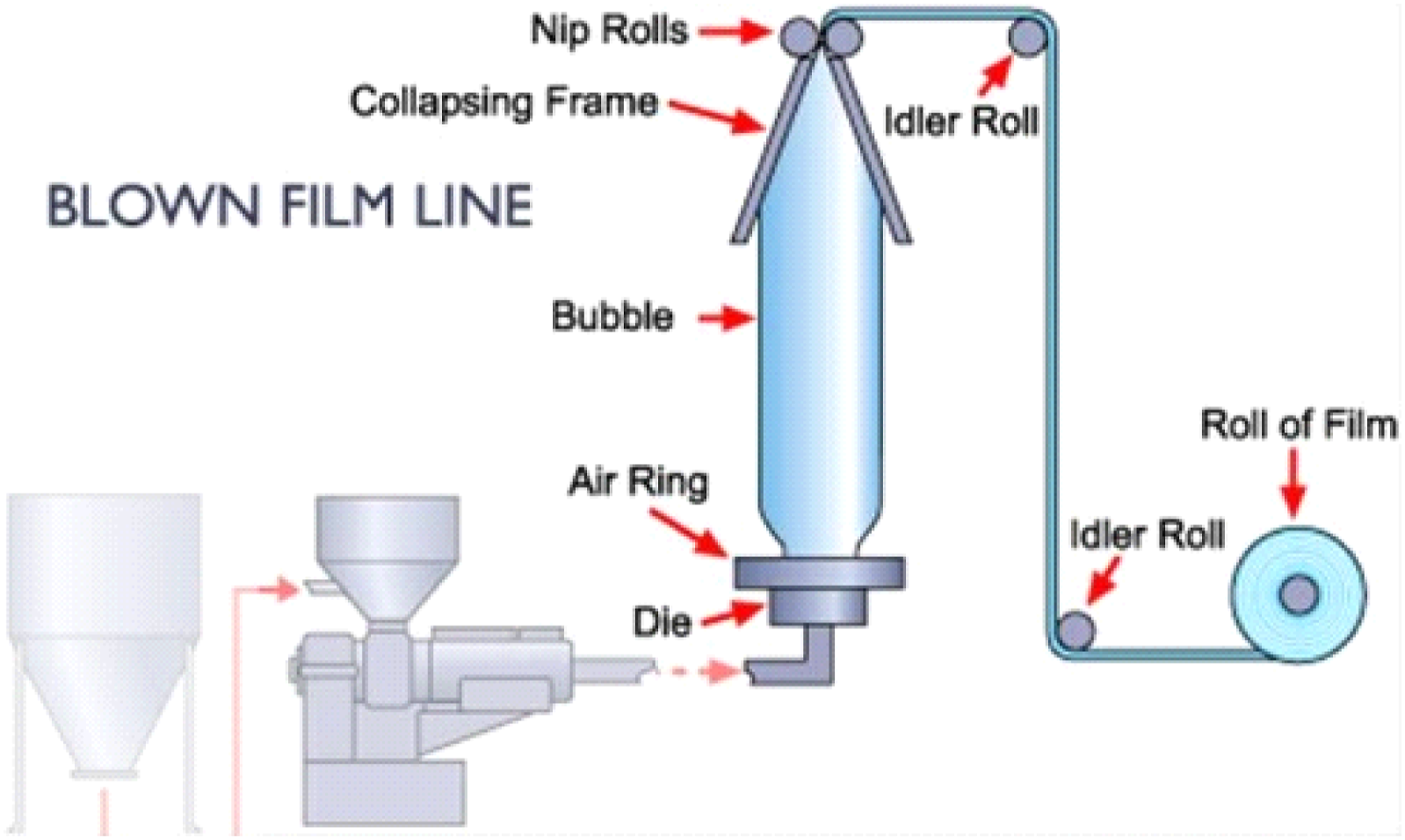

SMS PP nonwoven fabric laminated monolithic hydrophilic TPU film (sample 2) produced by using thermobonding lamination technique. Heat is applied to webs prior to the formation of the laminate layers. A large-diameter hot master cylinder is used, where the film and nonwoven fabric are heated below their melting points immediately before being compressed between pressure cylinders. The film penetrates the nonwoven fiber web to some extent. Figure 11 depicts A schematic diagram of thermobonding lamination production line. LFC-131-2000 thermobonding lamination production line.

SMS nonwoven fabric of sample 1 was treated with copper nanoparticles as an antibacterial using the pad-dry-cure method to obtain antibacterial activity after plasma treatment. Where the fabric samples are immersed in the bath, then padded through pressure cylinders at a pressure of 41.37 kg/cm2 to remove the excess liquid. After padding, the fabric is dried at 110°C for 2 minutes, then cured at 160°C for 2 minutes. The treatment was carried out in a Xiantao Dexing Plastic Products factory. Figure 13 shows a schematic diagram of pad-dry-cure method of treatment SMS nonwoven fabric with copper nanoparticles. A schematic diagram of pad-dry-cure method of treatment SMS nonwoven fabric with copper nanoparticles.
To obtain the antibacterial activity, the SMS nonwoven fabric of sample 2 was spray-coated with copper nanoparticles and dried for 90 s in a tunnel oven, and then for 70°s on a cylinder at 121°C. The treatment was carried out in a Shaoxing Yikui Textile factory. Figure 14 shows a schematic diagram of the spray-coating method of treating SMS nonwoven fabric with copper nanoparticles. Produced composite nonwoven laminated fabrics as well as the local market fabrics shown in Figure 15. A schematic diagram of spray-coating method of treatment SMS nonwoven fabric with copper nanoparticles.
Composite nonwoven fabrics: (a) SS PP nonwoven fabric/nonporous PE film coated fabric, (b) SMS PP nonwoven fabric/microporous PE film laminated fabric, (c) SMS PP nonwoven fabric/monolithic PE film laminated fabric.
Results and discussion
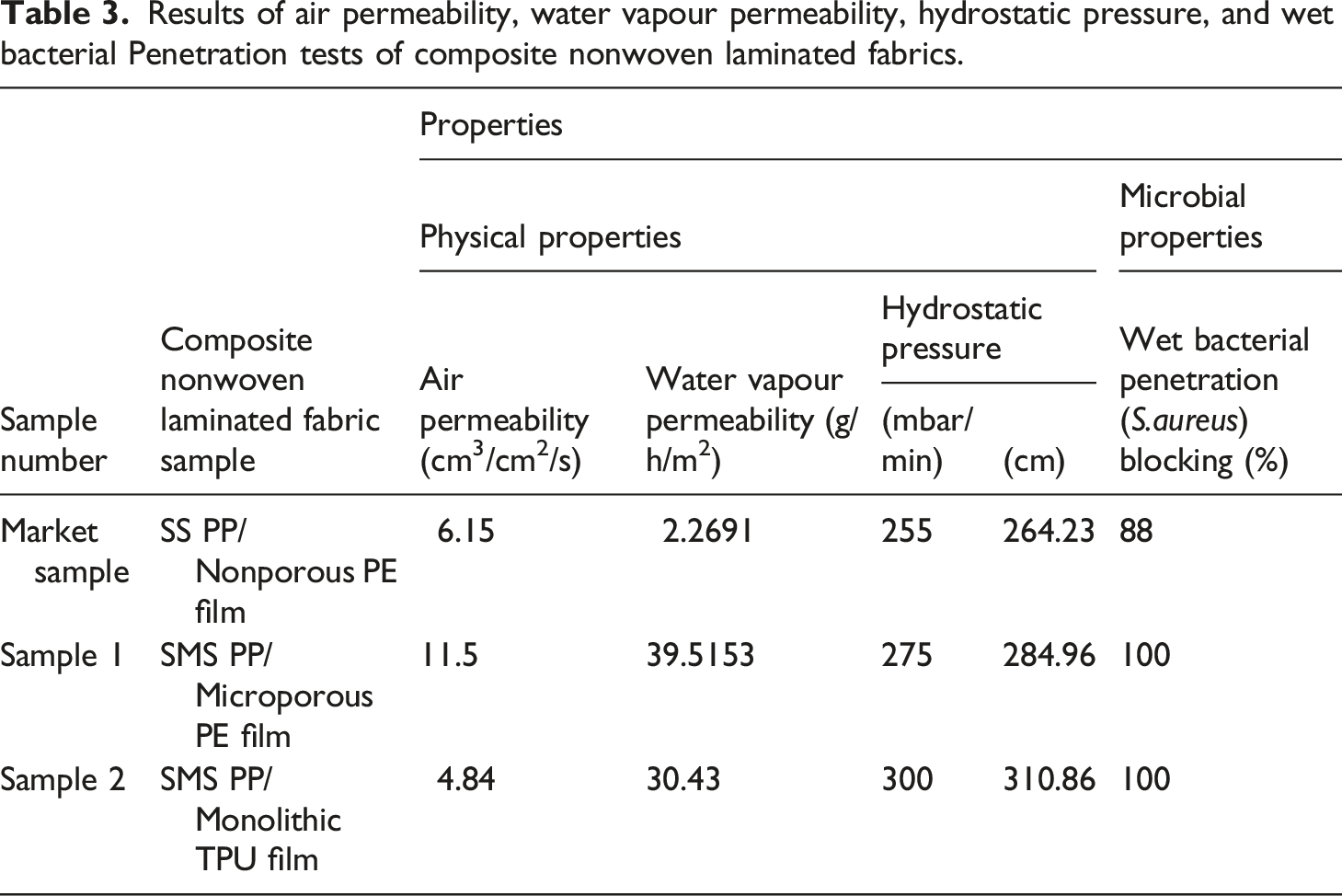
Results of air permeability, water vapour permeability, hydrostatic pressure, and wet bacterial Penetration tests of composite nonwoven laminated fabrics.
Scanning electron microscope analysis test
The surface morphology changes of the treated laminated fabrics SEM analysis was carried out using a high-resolution scanning electron microscopy EDAX AMETEK Quanta FEG 250 with field emission gun attached with an accelerating voltage 30 kV, FEI company - Netherlands in the central lab, National Research Centre.
The effect of film manufacturing method on surface morphology of film was demonstrated using SEM analysis, where polyethylene film is microporous and thermoplastic polyurethane film is monolithic. Figure 16 shows SEM micrographs of the surface morphology of films used in composite nonwoven fabrics. Figure 17 shows SEM micrographs of the surface morphology of SMS PP and SS PP of composite nonwoven fabrics. SEM micrographs of films used in composite nonwoven fabrics: (a) nonporous PE film in SS PP/PE film coated fabric (b) microporous PE film in SMS PP/PE film laminated fabric, (c) monolithic hydrophilic TPU film in SMS PP/TPU film laminated fabric.
SEM micrographs of nonwoven fabric used in composite nonwoven fabrics: (a) SS PP nonwoven fabric/nonporous PE film coated fabric, (b) SMS PP nonwoven fabric/microporous PE film laminated fabric, (c) SMS PP nonwoven fabric/monolithic TPU film laminated fabric.
Furthermore, the effect of HE atmospheric-pressure glow discharge plasma treatment on the surface morphology of polypropylene fibers in treated laminated fabrics was demonstrated using SEM analysis. SEM micrographs of the polypropylene fibers’ surface morphology of SMS nonwoven fabrics used in SMS pp/microporous PE film laminated fabrics, as shown in Figure 18(a), showed ripples on the surface of the polypropylene fibers because of HE atmospheric-pressure glow discharge plasma treatment. SEM micrographs of the polypropylene fibers’ surface morphology of SMS PP nonwoven fabric in SMS PP/Monolithic TPU film laminated fabric, as shown in Figure 18(b), revealed that polypropylene fibers had a smooth surface because this fabric was not treated with plasma. SEM micrographs of morphology of polypropylene fibers' surface for plasma treated and untreated SMS nonwoven fabrics used in composite nonwoven fabrics: (a) plasma treated polypropylene fibers of SMS nonwoven fabric in SMS pp/microporous PE film laminated fabric, (b) untreated polypropylene fibers of SMS nonwoven fabric in SMS pp / monolithic TPU film laminated fabric.
Air permeability test
Air permeability has a significant impact on the surgical team members’ comfort and thus the success of the operations. Air permeability is measured by the volume of air flow in cubic centimeters that passes perpendicularly per second through one square centimeter of a fabric at a pressure of 125 pa. Air permeability was measured on the FX3300 air permeability tester, as shown in figure 19 and was done according to ASTM D 737-96. The sample of 20 × 20 cm2 is fixed in such a way that the area of 5 cm2 subject to the test is far enough from the edges to avoid leakage at the edge. Three specimens were tested from each sample, and the average air permeability values were calculated. Figure 20 shows air permeability test results of composite nonwoven fabrics samples. FX3300 air permeability tester. Air permeability test results of composite nonwoven fabrics samples.

ANOVA test results.

T-test results.

This could be due to a variety of factors. Firstly, the manufacturing process of film (microporous or monolithic) is important factor because the PE film layer in sample one is microporous and allows air permeability, whereas the PE film layer in the market sample is nonporous, and the TPU film layer in sample two is hydrophilic and monolithic, which greatly affects the film’s air permeability. Secondly, manufacturing process of SMS layer is important factor because SMS layer in samples one and two that has been thermally bonded using the point bonding method compresses the fabric as the fibers melt and integrate. The random arrangement of the fibers through the air when preparing a nonwoven web reduces the size of the pores between fibers and thus reduces air permeability. 19 The air permeability of the SB layer in the market sample is higher than that of the SMS layer because the SB layer has a higher ratio of pores than the MB layer of SMS layer. The MB layer contains microfibers with small diameters that act as air barriers. Fabrics produced from finer fibers typically have smaller pores and more tortuous and longer flow paths, resulting in lower air permeability. 19
Thirdly, another effective factor is the lamination process. In the process of hot melt glue lamination in sample 1, the adhesive is applied in discrete points as a hot melt between the laminate layers, which improves the rate of air permeability, while in the process of thermobonding lamination in sample 2, as a result of the heat and pressure, the arrangement of the fibers in the nonwoven fabric changes and thus decreases the pore sizes in the nonwoven fabric, 20 which reduces the air permeability through the laminated composite fabric. Regarding the market sample in the process of extrusion coating, polyethylene is melted under heat and pressure in an extruder, and the molten polymer is extruded through a slot die as a thin web that is coated onto a nonwoven fabric, which affects the air permeability rate.
Fourthly, another factor effect on air permeability is plasma treatment. Sample 1, which was treated with HE atmospheric-pressure glow discharge plasma, has a higher air permeability than the market sample and sample 2, which was not treated with plasma. Because air permeability is related to the structure of the fabric and the portion of the empty space occupied by the air, the effect of ripples caused by plasma treatment on the surface of the fibers leads to an increase in the roughness of the fibers and thus an increase in the roughness of the fabric’s surface and, as a result, an increase in the spaces between the fibers, 21 resulting in an increase in the air permeability of sample 1.
Water vapor permeability test
The water vapor transmission rate (WVTR) was measured to determine fabric’s breathability. Composite laminated fabrics must allow as much perspiration as possible to evaporate from the skin and stimulate body cooling. The moisture vapour transmission rate is the constant flow of water vapour per unit time through a unit area under specified conditions of temperature and pressure.The samples’ water vapour transmission rate (WVTR) was determined using the ASTM E96 cup method, as shown in Figure 21. A glass container with an inner diameter of 40 mm containing distilled water at a height of 60 mm, with a rubber ring to seal the sample above the mouth of the cup to prevent leakage and release of water vapor. The assembly was kept in a laboratory for 48 h before being weighed to determine the mass of evaporated water. Each sample had three specimens tested, and the average WVTR values were calculated using equation (1) and measured in g/m2/day. A glass container used in ASTM E96 cup method.

where G is the mass loss (g) of the dish assembly over time, t is the test time (in hours), and A is the exposed area of the specimen. Figure 22 shows water vapor permeability test results of composite nonwoven fabrics samples. Water vapor permeability test results of composite nonwoven fabrics samples.
ANOVA test results.

T-test results.

This could be due to a variety of factors. Firstly, in the SMS layer, with the increase in the accuracy of the fibers in the MB layer, the coverage coefficient increases, the surface area of the fabric increases, and the size of the pores between the fiber’s decreases, 19 so the penetration of water vapour is easier. Due to capillary property, microfibers affect speed of sweat evaporation, which stops if the entire surface of the fabric is wet. 22 Secondly, the PE film in sample one is microporous, and the pores act as capillary tubes, where the more pores, the greater the diffusion of water vapor. 23 Therefore, sample 1 has a higher vapour transmission rate than sample 2. Monolithic TPU film in sample two composed of solid, crystalline, and soft amorphous segments. Moisture vapors penetrate the amorphous regions, which are surrounded by interconnected crystalline regions within the film formation. Monolithic film-forming material is hydrophilic and hygroscopic by nature, which helps allow water vapour to pass through it. The intermolecular spaces open limitedly, allowing several water vapor molecules to pass through. Three main phenomena; absorption, diffusion, and adsorption, occur when moisture vapours pass through monolithic films. Adsorption of water vapor occurs through the polymer’s smooth, soft parts (i.e. polyether chains). 24 As a result, the vapour transmission rate of sample two is greater than that of the market sample.
Thirdly, Lamination technology increases the resistance to the transfer of water vapor; thus, this process is carefully selected to ensure breathability. The adhesive is applied in discrete points as a hot melt between the laminate layers of the composite fabric sample one during the hot melt glue lamination process, reducing the resistance to water vapour transfer. In the process of thermobonding lamination, pressure and heat are used to create bonding between the nonwoven fabric and the monolithic film in the composite fabric sample 2, which reduces the length of the fibers and increases the diameter of the fibres inside the nonwoven fabric. Consequently, the mass per unit area increases, and the structure of the nonwoven fabric changes due to heat and pressure, and the fibres approach changing their arrangement as the porosity of the nonwoven fabric decreases, 20 and thus the resistance to the transmission of water vapour increases. In the thermobonding lamination process, the thermal properties of both the film and the nonwoven fabric are relied upon, thus increasing the resistance to water vapor transmission. Therefore, sample 1 has a higher vapour transmission rate than sample 2. The market sample has the lowest water vapour transmission because, during the extrusion coating process, polyethylene is melted under heat and pressure in an extruder and then extruded through a slot die as a thin web that is coated onto a nonwoven fabric. This influences the rate of water vapour transmission.
Fourthly, sample 1, which was treated with HE atmospheric-pressure glow discharge plasma, has a higher water vapour permeability than sample two and the market sample, where the effect of ripples on the surface of the fibres in the SMS PP composite fabric is increased. Plasma treatment increases the size of pores. Breathability occurs with the help of a diffusion mechanism. The greater the number of pores in a fabric, the greater the diffusion and thus the fabric’s breathability. The difference in pressure between the outside and inside of the fabric creates a gradient in the vapour pressure. Capillary action through the available pores in a fabric creates this pressure gradient. As the ripples on the surface of the fibers reduce the pressure of the capillary property and thus aid in water vapour permeation. 25
Hydrostatic pressure resistance test
Hydrostatic head is a measure of the liquid resistance of a fabric before three drops of water appear on the fabric’s surface. A fabric with a higher hydrostatic head reading indicates it has a greater barrier to liquid penetration. It is an important factor for composite laminated fabrics used as surgical gowns because it is related to the ability of the fabric to prevent fluids penetrating the fabric under mechanical stress, and the results can reasonably be expected to simulate the resistance of the fabric to penetration by blood or other body fluids. The FX 3000 Hydrostatic Head Tester, as shown in Figure 23 was used to measure resistance to water penetration under hydrostatic pressure using the AATCC 127 method. Each sample measures 20 × 20 cm2. Specimens are conditioned at 21 ± 2°C and 65 ± 2% relative humidity for at least 4 h prior to testing. A specimen is placed on the reservoir of the test head. The specimen was subjected to a constant increase in water pressure at a rate of 100 mbar/min until leakage appeared on the specimen. Water pressure is measured as the hydrostatic head height is reached at the first sign leakage in the three different areas on the specimens. A higher hydrostatic value indicates that the fabric is more resistant to liquid penetration. The average of three specimens is reported for each sample. It is an important factor for composite nonwoven products used as protective clothing, such as surgical gowns. FX 3000 Hydrostatic Head Tester.
According to the results of the hydrostatic pressure resistance test, sample two measures the water penetration resistance under hydrostatic pressure 300 mbar/min, which is equivalent to 310.869 cm of water. Sample one measures the water penetration resistance under hydrostatic pressure 275 mbar/min, which is equivalent to 284.963 cm of water. The market sample measures the water penetration resistance under hydrostatic pressure 255 mbar/min, which is equivalent to 264.239 cm of water. According to Yurong Yan and Peter P. Tsai,
13
these values were higher than the hydrostatic pressure of 245 cm required to pass the blood penetration test; thus, produced composite laminated fabrics meet level 4 of the barrier protection classification ANSI/AAAMI PB 70:12 theoretically. Figure 24 shows water penetration resistance under hydrostatic pressure test results. Water penetration resistance under hydrostatic pressure test results.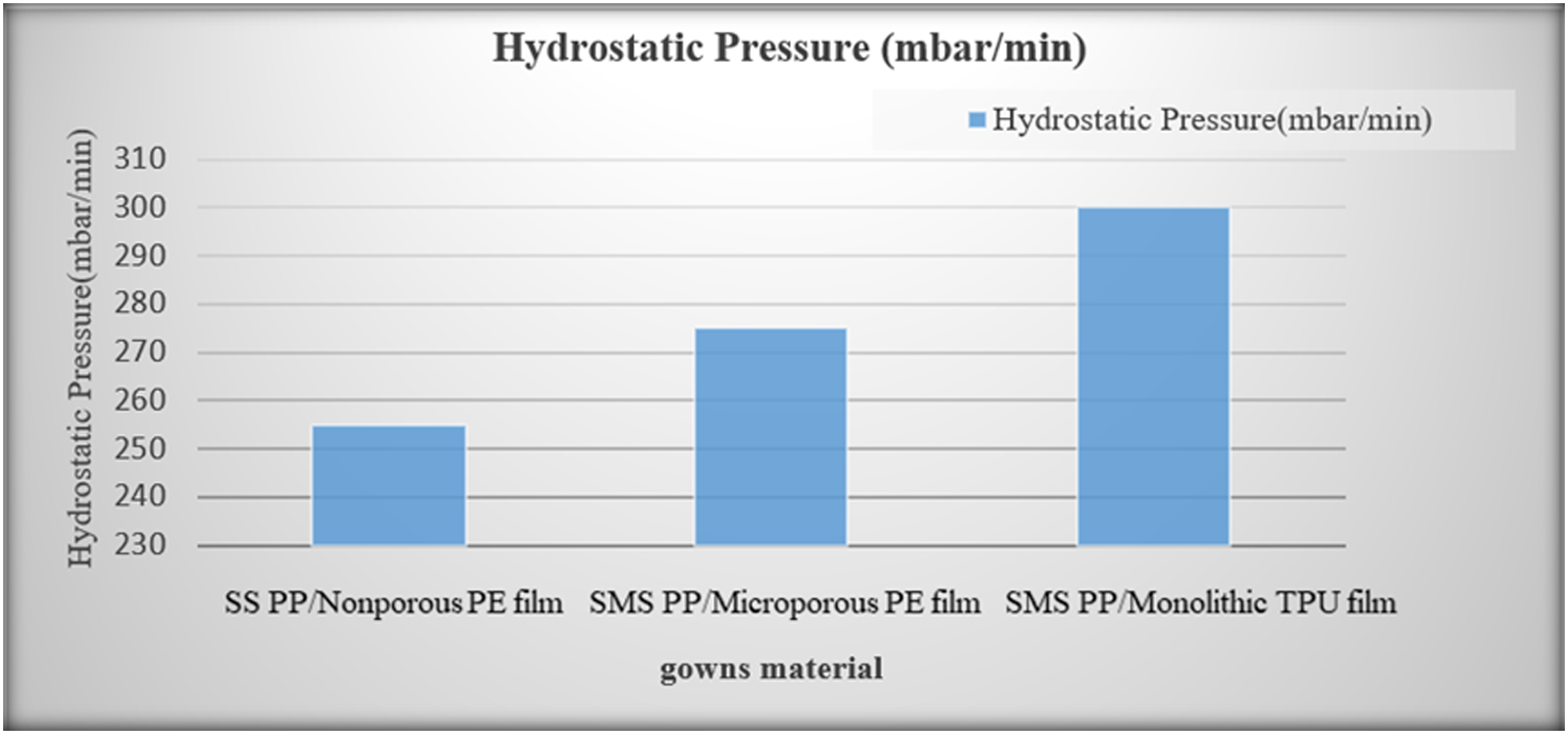
ANOVA test results.

T-test results.

This could be due to a several factors. Firstly, the SMS nonwoven fabric layer in sample one weighs 48 g/m2, which is heavier than the SMS nonwoven fabric layer in sample 2 (38 g/m2) and the SS nonwoven fabric layer in the market sample (32 g/m2). In the hydrostatic pressure test, the pressure of the liquid column increases as the weight of the fabric increases due to the presence of a greater number of fibres per unit area of the fabric, resulting in higher overlapping and a compact fabric structure. As a result, fabric serves as a barrier to fluid penetration. 19 Secondly, the ratio of pores in the SB layer in the market sample is greater than the ratio of pores in the MB layer in the SMS layer in sample 1. The MB layer contains microfibers, which act as an effective physical barrier against the pressurised liquid since the pressure force of the liquid required to penetrate a fibrous material is inversely proportional to both the diameter of the fibres and the size of the pores. 26 The SMS layer in samples 1 and 2 has been thermally bonded by the point bonding method, and the thermal bonding points compresses the fabric as the fibres melt and integrate. When preparing a nonwoven web, the random arrangement of the fibres through the air reduces the size of the pores between the fibres, 19 which reduces liquid penetration; thus, the hydrostatic resistance value of sample one is increased.
Thirdly, because the size of the micropores is smaller than water droplets but larger than wet vapour droplets, the microporous PE film layer in sample one plays an effective role in resisting water penetration, as the water-repelling mechanism in the porous membrane dependents on the size-exclusion mechanism. A water drop is about 100 μm (microns) in size, and a molecule of water vapour is about 0.4 nanometers (0.0004 μm) (microns). Therefore, sample one resists water penetration under hydrostatic pressure better than the market sample. Monolithic films composed of solid, crystalline, and soft amorphous segments. The hard parts repel water droplets (i.e. urethane chains). The amorphous regions in the smooth, soft parts act as interfacial pores, allowing water vapour molecules to pass through but preventing larger liquid droplets from penetrating. 23 Consequently, sample two resists water penetration under hydrostatic pressure better than sample 1.
Fourthly, in the hot melt glue lamination process in sample 1, the hot melt adhesive is used between the laminate layers, resulting in the hydrophobic heat-melt adhesive filling the pores of the SMS nonwoven fabric, resulting in a fabric with less porosity. In addition to the adhesive penetrating the pores of the film, this results in a decrease in the water absorption rate and a prolongation of the nonwoven fabric’s wet time. That is, even in the absence of PE film, the mere penetration of the adhesive into the fabric significantly reduces the nonwoven fabric’s water absorption. 27 Thus, this explains the increase in the hydrostatic resistance values for all types of composite nonwoven fabrics, meaning that the materials used in this research are hydrophobic. In sample 2, pressure and heat are used in the process of thermobonding lamination to create bonding between the nonwoven fabric and monolithic film, reducing the length of the fibres, increasing the diameter of the fibers inside the nonwoven fabric, and thus increasing the mass per unit area. Furthermore, heat and pressure alter the structure of the nonwoven fabric, and the arrangement of the fiber’s changes and the porosity of the nonwoven fabric decreases. 20 Regarding the market sample in the process of extrusion coating, polyethylene is melted under heat and pressure in an extruder and the molten polymer is extruded through a slot die as a thin web that is coated onto a nonwoven fabric. This procedure has an impact on water penetration under hydrostatic pressure. As a result, the increase in hydrostatic resistance values for all types of composite nonwoven fabrics explains the fact that the materials used in this study are hydrophobic.
Wet bacterial penetration resistance test
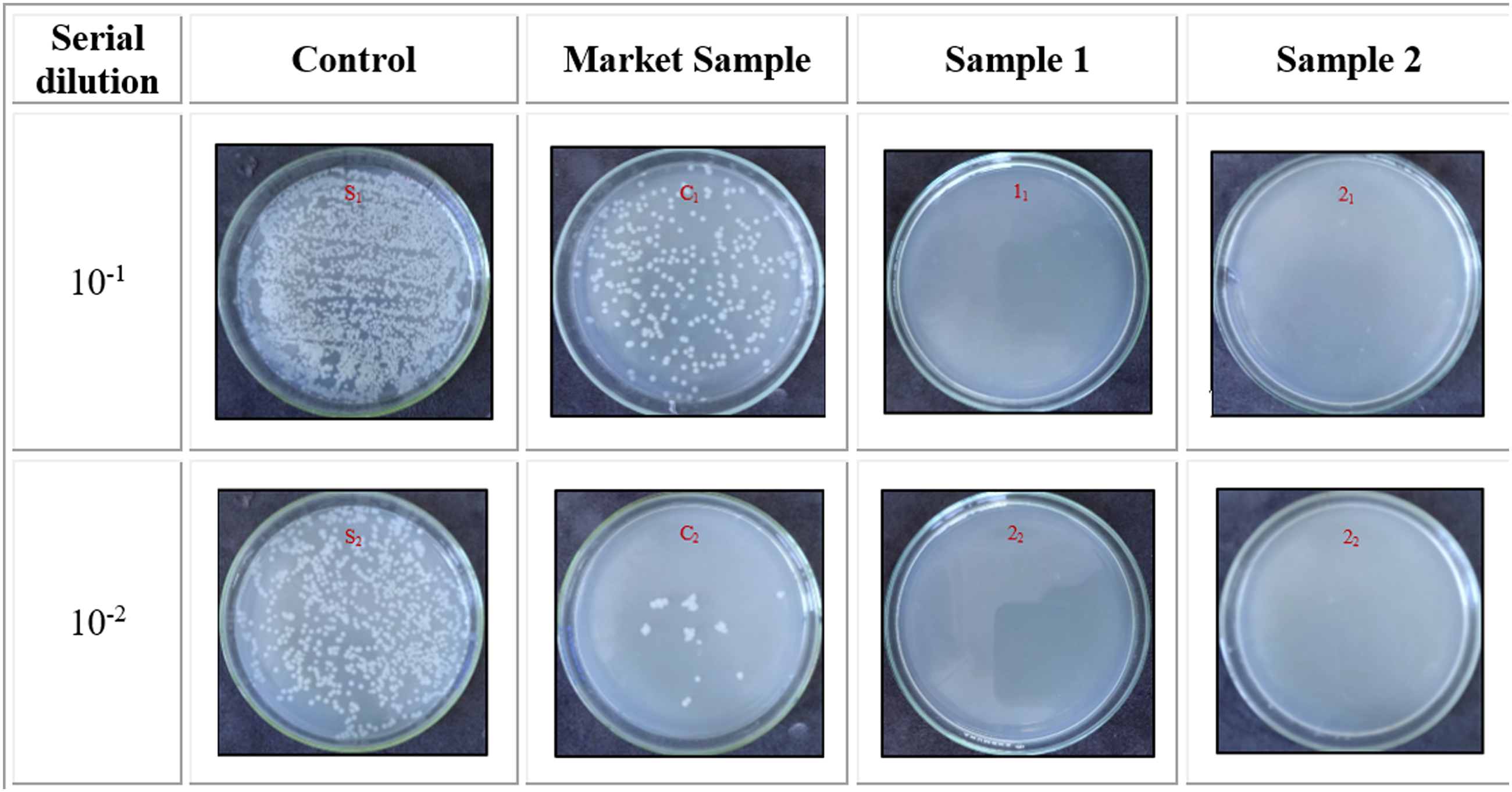
Protection against bacterial penetration from the patient to the surgeon, or from the surgeon to the patient, or from environmental bacterial transmission to the patient, is one of the most important functions of any surgical apparel. As previously stated, surgical site infection (SSI) occurs after surgery at the surgical site in the patient’s body. The wet bacterial penetration test was performed using the membrane filtration method, as shown in Figure 25 and Figure 26 in accordance with ISO 7704:1985. Staphylococcus aureus, (24-hour-old culture), a pathogenic gram-positive bacterium, was used in the study because it is the most commonly found in human body fluids and it is the most common organism in operating rooms because it causes most surgical site infections. Staphylococcus aureus is one of the most prevalent bacterial pathogens and continues to be a leading cause of morbidity and mortality worldwide. The saline solution was prepared by adding 9 g of sodium chloride to 1 L of deionized water. Bacteria were introduced into the saline solution by washing the microorganism’s agar slants. After 24 h of incubation at 37°C (control) temperature, the bacterial count was obtained. Fabric was placed in filter assembly (placed on bottle neck). The saline solution containing bacterial growth was passed through fabric in a filter assembly apparatus using a vacuum pump at an air flow rate of 1.8 m3/min and 1400 units. 1 mL of filtrate is poured into braid Parker Agar Petri plates (pour plate method) and incubated at 37°C for 24–48 h. The bacterial count was calculated using colony counter after incubation and compared to the control. The bacterial count is calculated after incubation using the following equation (2) Membrane Filtration Method. Apparatus Assembly with Suction Pump. Bacterial growth disk image of wet bacterial penetration resistance test against S.aureus. Wet bacterial penetration test results. Wet bacterial penetration resistance test results.




ANOVA test results.

T-test results.

This could be due to a variety of factors. Firstly, assuming that the transfer of wet bacteria through the barrier material is related to its resistance to liquid penetration, MB layer in SMS nonwoven fabric contains microfibers, which act as an effective physical barrier against the pressurized liquid, so it is an effective barrier against wet bacteria. In addition, MB layer contains fine fibers and thus smaller pores, 19 which trap bacteria within the structure of the fibers in the MB layer for both samples one and 2. Effective filtration was achieved thanks to the random fibrous web of SMS nonwoven fabric. The thickness of the fabric, areal density, and pore size all influenced the filtration performance of the nonwoven fabric. SMS nonwoven fabric with a random fibrous web arrangement provide better conditions for the trapping and precipitation of medium-to fine-sized particles. 28
Secondly, in sample 1, which was treated with HE atmospheric-pressure glow discharge plasma, the plasma causes ripples on the fibers’ surface of the SMS nonwoven fabric. Bacteria are trapped inside those ripples, which helps enhance the adhesion of bacteria to the surface of the nonwoven fabric. 29 Thirdly, the monolithic TPU film in sample 2, composed of A-B polymers, contains a copolymer of the hydrophilic type that provides limited swelling within the monolithic film. When water vapours meet a monolithic film, the intermolecular spaces open, allowing several water vapour molecules to pass but preventing all pathogenic particles from passing through. 24
Quality assessment
Quality Factor.


Radar Chart of properties of SS PP/Nonporous PE film coated fabric (market sample).

Radar Chart of properties of SMS PP/Microporous PE film laminated fabric (sample 1).

Radar Chart of properties of SMS PP/Monolithic TPU film laminated fabric (sample 2).
The radar chart evaluation led to the following conclusions:
The best samples in terms of performance for the given properties as evaluated by the radar chart is sample 1, with a quality factor percentage of 97.9%, followed by sample 2, with a quality factor percentage of 79.8%. The market sample has the lowest performance with a quality factor percentage of 58.1%.
Conclusion
Disposable surgical gowns are a critical component that can be used to protect members of the surgical team and meet the needs of surgical applications. In addition to protection, it has a significant impact on the surgical team members' comfort and thus, the success of the operations. In this study, dual-layer surgical gown fabrics were produced using SMS PP nonwoven fabric laminated with monolithic TPU film by the thermobonding lamination technique and SMS PP fabric laminated with microporous PE film by hot melt glue lamination technique. This fabric treated with helium atmospheric pressure plasma by treating the upper layer of SMS PP nonwoven fabric, and these fabrics were compared to nonporous PE film coated SS PP nonwoven fabric produced by extrusion coating technique from the local market. The results showed that laminated fabric structural factors had significant effects, including lamination process, manufacturing process, and film type; microporous or monolithic, nonwoven fabric manufacturing process, and helium atmospheric-pressure glow discharge plasma treatment, on their functional performance properties, including air permeability, water vapour permeability, hydrostatic pressure resistance, and wet bacterial penetration resistance. Thus, in terms of the breathable and liquid/wet bacterial penetration barrier properties of surgical gowns, several conclusions of this study can be drawn: - Produced composite laminated fabrics, SMS PP/microporous PE film laminated fabric and SMS PP/monolithic TPU film laminated fabric, outperform SS PP/nonporous PE film composite fabric regarding air and water vapour permeability. Therefore, produced composite laminated fabrics contribute to the surgical team members' comfort and, thus, the success of the operations. - According to Yurong Yan and Peter P. Tsai,
13
produced composite nonwoven laminated fabrics, SMS PP/microporous PE film laminated fabric and SMS PP/monolithic TPU film laminated fabric, achieve a hydrostatic pressure value of greater than 245 cm, which required passing the blood penetration test, theoretically, and a hydrostatic pressure test. Thus, produced composite nonwoven laminated fabrics contributes to prevention the transfer of body fluids and various fluids during surgical operations to members of the surgical team. - Produced composite laminated fabrics, SMS PP/microporous PE film laminated fabric and SMS PP/monolithic TPU film laminated fabric, had no penetration of wet Staphylococcus aureus microbes, but the market sample, SS PP/nonporous PE film, had 88% penetration of wet Staphylococcus aureus microbes. Thus, composite nonwoven laminated fabrics contribute to the prevention of the transfer of bacterial pathogens to prevent surgical site infection or post-operative infection. - SMS PP/microporous PE film laminated fabric has the best performance for the given properties, with a quality factor percentage of 97.9%.
Suggested design of surgical gown
The AAMI (Association for the Advancement of Medical Instrumentation) has published Standard PB70:2003, which addresses the barrier performance of surgical gowns to aid in the protection of healthcare workers during surgery and other procedures that may involve exposure to blood, body fluids, and other potentially infectious materials (OPIM). This standard should help healthcare workers make informed decisions about the level of protection they want. The AAMI Standard classifies surgical gowns into four categories based on their liquid barrier performance by a combination of industry standard tests, as shown in Table 1. Level 1 is the lowest level of protection, while Level 4 is the highest level, offering impervious protection. Critical zones is the barrier requirements for surgical gowns are based on the location and degree of liquid contact expected during use. The critical zones include those areas where direct contact with blood, body fluids, and OPIM is most likely to occur. The entire front of a surgical gown (areas A, B, and C), including the seam and other components, is required to provide a minimum level of barrier protection (Level 1). Since the back of the gown (area D) intended for surgical applications is expected to stay dry, there are no liquid barrier performance requirements for that area.
30
A surgical gown’s critical zones (areas A and B) can be designed to provide additional protection (Levels 2, 3, or 4). The entire surgical gown is classified based on the lowest level of protection within the critical zones. The critical zones, as shown in Figure 32, include the front of the body from the top of the shoulders to the knees and the arms from the wrist cuff to above the elbow. Surgical gowns can be used for any level of risk (Levels 1–4).
31
Critical zone of surgical gown.
Surgical isolation gowns are used when there is a medium-to-high risk of contamination and a need for larger critical zones than traditional surgical gowns. As referenced in Figure 33, all areas of the surgical isolation gown except bindings, cuffs, and hems are considered critical zones of protection and must meet the highest liquid barrier protection level for which the gown is rated. All seams must have the same liquid barrier protection as the rest of the gown. Furthermore, the surgical isolation gown fabric should cover as much of the body as is necessary for its intended use.
29
Critical zone of surgical isolation gown.
Both composite laminated fabrics meet level 4 according to ANSI/AAMI PB 70:12 liquid barrier performance levels of Surgical gown. Figure 34 depicts the designs of the surgical gown and surgical isolation gown made from both composite nonwoven fabrics. Design of surgical gown and surgical isolation gown using both composite laminated fabrics.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.