
Abstract
Thermoplastic nonwovens containing 2.5 wt% of multi-walled carbon nanotubes were manufactured by half-industrial melt-blowing process from two copolyamides belonging to the group of hot melt adhesives having different melt-viscosities. The initial masterbatches have been analyzed by their rheological and thermal properties to adjust the appropriate conditions of melt-blowing process which allowed to manufacture the nonwovens without structural defects. It was found using a scanning electron microscope that in 10 wt% masterbatches fewer agglomerates of the multi-walled carbon nanotubes occurred in less viscous coPA2 and their average diameter measured by ImageJ was 60 µm. For more viscous coPA1 some oval agglomerates with even 270 µm diameters have been detected but during the extrusion they were destroyed. Microstructural observations of the nonwovens showed that fibers occur in the entangled state and their average diameter is around 45 µm for each type of the copolyamides. Analysis of the electrostatic properties of the nonwovens with low and high areal weight showed that electrical surface resistivity is slightly higher for the nonwovens based on coPA2 and those with higher areal weight. Using high-resolution microscope, it was possible to ascertain that in the nonwovens made of coPA1 + 2.5 wt% the carbon nanotubes are well-dispersed with their visible alignment along the fiber axis, unlike those in the nonwovens made of coPA2 + 2.5 wt% which occur mainly as lightly connected bundles without any specific orientation. The developed nonwovens can be used as interlayers to increase the electrical and mechanical properties of composite structures in the aerospace and automotive sectors.
Introduction
Thermoplastic nonwoven fabrics consisting of randomly distributed fibers are a popular toughening material used as interlayers for Carbon or Glass Fiber Reinforced Polymers (CFRP or GFRP) to overcome the brittleness caused by epoxy or ester resins. It has been reported that incorporation of a small amount of thermoplastic polymer into CFRP or GFRP in the form of lightweight nonwoven fabrics (veils) increases the interlaminar fracture toughness and decreases the area of damage of the laminates [1,2]. However, to increase the potential of the nonwovens, those having additional functions, like the electrical conductivity, are currently being extensively developed. They can be potentially used in supercapacitors, flexible electronics, energy devices, wearable heaters, solar cells or biomedical devices [3–5] but also as interleaves in CFRP or GFRP to improve their ability to conduct high electric current for grounding, lightning strike protection, static discharge, interference shielding required in aircraft fuselage, wings, car body, satellites, antenna dishes and many others [6–8].
Electrically conductive fabrics based on polymers containing carbon black, metal powders, graphene oxide, graphene nanoplatelets or recently more often carbon nanotubes (CNT) can be produced by various methods depending on the final application area. The most common method of producing nonwovens with ultrafine fiber diameters is electrospinning in which nanofibers are drawn by electrostatic force as a liquid jet from the melt or from the solution of polymer [9,10]. These methods were also applied to fabricate electrically conductive nanofibrous mats from polyaniline and carbon black [11], from polyamide 6,6 and amine functionalized multi-walled carbon nanotubes (MWCNT) [12], from poly(methyl) methacrylate and carboxyl functionalized MWCNT [13], from polystyrene and single-, double- and multi-walled CNT [14] or from poly-ɛ-caprolactone and graphene nanoplatelets [15]. Most of them have been electrospun from solution due to excessive viscosity of polymer/nanofiller system and in the presence of the surfactants or chemical additives to preserve the satisfactory dispersion of the nanofillers which exhibit a strong tendency to agglomeration [16]. Unfortunately, the addition of any chemicals has a negative effect on the electrical properties of the composites due to separation of the CNTs and decreased probability of formation of the conductive network [17].
A much simpler approach is direct coating of the neat fabrics (nonwoven, woven or knitted) or polymer fibers by immersing them in the solution of conductive nanoparticles for a certain time and at a certain temperature [18,19] or by simple dip coating method [20]. Polyester/cotton blend woven fabric was coated by MWCNT in a method of several steps including desizing, bleaching, washing, drying and thermo-stabilization which required the use of dispersing agents and solvents [21]. Poly (ethylene terephthalate) fabric after soaking in the amine functionalized MWCNT dispersion assisted by ultrasound was treated by a low plasma [22]. The other described method included mixing of MWCNT with the acrylic thickener to obtain a viscous paste which was deposited on the cotton fabrics using knife-over-roll technique [23]. A similar process involved the use of conductive paint based on MWCNT and surfactants which afterwards was applied on the cotton or polyester fabric by paint applicator [24]. An interesting approach was developed by Yildiz and Bradford [25] who first synthesized a thin sheet of pure CNT which was then drawn onto the polypropylene nonwovens. Other approaches to producing electrically conductive fabrics started with fibers with electrical properties which in the succeeding step are knit [26] or pressed under appropriate temperature [27]. Such nanocomposite fibers are mainly produced by melt-spinning using an extruder or solution spinning resulting in fibers having thicker diameters (µm) than those made by electrospinning methods (nm) [28]. Besides, neat polymeric fibers can be coated by conductive carbon or metallic particles using the same method as described for neat fabrics and work as precursor for the fabrics.
Although coating of neat polymeric nonwovens or fibers seems to be a simple process, it requires the use of chemicals to prepare a solution of well-dispersed nanofillers, the control of the percentage of nanofillers deposited on the fabrics which may be difficult and the process leads to a high level of waste. Because of that, the approaches described above do not meet the requirements given by industry and more effort will have to be made for their up-scaling. Hence, we focused on the other method, typically used in industry to make nonwovens; a melt-blowing method. It is a one-step process in which high-velocity air blows a molten thermoplastic resin from an extruder die tip onto a take up screen to form a fine fibrous and self-bonding web which after solidification are ready to use [29,30]. There is a broad range of different polymers which may be used in the melt-blowing process such as polystyrene, polyesters, polyamides, polyethylene, polycarbonate, polyurethane, polyphenylene sulfide but the one used most commonly is polypropylene [31]. Nowadays most nonwovens are made of neat polymers but there are some works that describes melt-blowing process in the presence of polyethylene glycol, magnesium stearate or silver nanoparticles to strengthen the filtration properties of the nonwovens [32,33] or with microcrystalline cellulose and microbiological chitosan to make them biodegradable [34]. For improvement of their thermomechanical properties, the nonwovens were fabricated with an addition of organo-modified nanoclay [35] or with graphite [36] as well as with CNT to obtain the temperature-sensitive sensors [37]. The aim of this paper is to present the melt-blowing process of a new polymer-CNT system based on thermoplastic copolyamides (coPAs) belonging to the group of hot melt adhesives (HMA) and MWCNT in relation to the properties of nanocomposite pellets and the final nonwovens.
Materials and methods
Commercially available copolyamide hot melt adhesives (coPAs) were used as the polymer matrix since they are compatible with epoxy resin used in CFRP manufacturing process and have low melting points suitable for CFRP curing profile. Copolyamide 1 (coPA1) was acquired from EMS Griltech (Switzerland) and copolyamide 2 (coPA2) from Evonik (Germany). They differ in the melt flow rate (MFR) and melting point as indicated in Table 1. Both of them were compounded with 10 wt% of MWCNT (trade name: NC7000 Nanocyl, Belgium) by the MWCNT producer and provided in pellet form for further processing. In the next step these masterbatches were diluted by extrusion with neat coPAs at a mass ratio of 3:1 to obtain nanocomposite pellets containing 2.5 wt% MWCNT (coPA + 2.5%_1) which were again extruded to break up the MWCNT agglomerates and provide uniform MWCNT distribution (coPA + 2.5%_2). No other additives or compatibilizers were added during extrusion. All input and output materials were thoroughly dried in a vacuum drier (25 mbar, 12 h, 50°C) following each step to minimalize hydrolytic degradation. Extrusion temperature profile was set at the lowest possible level, near to the coPAs’ melting point to minimalize thermal degradation, to maximize friction thus boosting MWCNT dispersion and to produce the stable strand necessary for the granulation process. Nanocomposite pellets after the second extrusion cycle were the input materials in the melt-blowing process. The melt-blowing process was performed using the melt-blown pilot line developed by TMBK Sp. z o. o as a result of the PLATFORM project Two types of nonwovens were obtained – with 25 g/m2 and with 53 g/m2.
List of materials used in the test.

Rheological properties (complex viscosity ƞ*, storage G′ and loss G″ modulus) of the nanocomposites and neat coPAs were analyzed on round specimens after injection molding using an ARES rheometer (Rheometric Scientific Inc., TA Instruments, USA). Firstly, the appropriate strain value (here 1%) was determined from the linear elastic region given in an amplitude sweeps test and then a dynamic oscillatory stress-controlled rotational test was performed at 180°C with a frequency sweep of 0.1–100 Hz.
Macrodispersion of MWCNT in the copolyamide matrix was analyzed by Light Transition Microscope (Biolar-PL, PZO Poland) on thin slices (2–3 μm) cut from the pellets using a ultramicrotome (EM UC6, Leica, Austria). Seven images from each material were analyzed quantitatively with image software (ImageJ). For this, the mean diameters of the agglomerates were measured after exclusion of those agglomerates having an area below 1 μm.
Thermal properties of the initial nanocomposite pellets and nonwovens were analyzed by thermogravimetric analysis (TGA) using a TGA Q500 (TA Instruments, USA) and by a Q1000 Differential Scanning Calorimeter (TA Instruments). For TGA analysis, a 10 mg sample was placed in an aluminum crucible and heated up from 0 to 1000°C in a nitrogen atmosphere with a heating rate of 10°C/min and a flow rate of 10 ml/min and 90 ml/min. For DSC, a sample of 8.5 ± 0.2 mg was placed in an aluminum hermetic pan and first heated from −60 to 250°C, then cooled to 0°C, and again heated to 250°C with a scan rate 10°C/min. The DSC method was also applied to analyze the melting point and heat of fusion of the nonwovens. Due to lack of data on the enthalpy of melting of 100% crystalline coPAs the crystallinity content was not calculated.
Scanning electron microscope (SEM TM3000 Hitachi, Japan) was applied to measure the diameters of the fibers in the nonwovens. For this, a small piece of the nonwoven was cut and stuck to the measuring table. The analysis was conducted under voltage of 5 kV. The optical images were analyzed by ImageJ to calculate the percentage of MWCNTs that remain as agglomerates and to measure the sizes of the agglomerates. For this, five images were analyzed from each type of material.
For analysis of MWCNT dispersion in the nonwovens’ fibers, a Hitachi S5500 scanning transmission electron microscope (STEM) was used. Preparation of thin foil specimens was conducted by means of a Leica UC6 ultramicrotome equipped with a chamber for low temperatures. The foils were cut in −90°C using diamond knife and had a thickness of ca. 80 nm. STEM observations were realized by application of 30 kV accelerating voltage in bright field observation mode.
Electrostatic properties – electrical surface resistance (Rs) and determination of electric surface resistivity (ρs) – of the nonwovens were measured in accordance with PN-EN 61340-2-3:2016 p. 8.2.2, 8.4.1 and 9.1 (Part 2–3: Methods of test for determining the resistance and resistivity of solid materials used to avoid electrostatic charge accumulation). The principle of the method is to place the system of measuring electrodes on the nonwoven surface, apply the measuring voltage, read the value of the surface electrical resistance (Rs) after 15 s from switching on the measuring voltage, and then convert the measured values of surface electrical resistance (Rs) to surface resistivity (ρs). The electrical resistance meter applied was TERA-OHM-METER 6206 (ELTEX ELEKTROSTATIK GmbH; Germany) with working range from 103 to 1014 Ω. Before tests, three nonwovens from all types were conditioned for 48 h in a KTK 800 (ILKA; Germany) climatic chamber under controlled climatic conditions: T = 23 ± 2°C, RH = 50 ± 5% and the test was performed under T = 23°C and κ = 50%. For the controlling of the environmental parameters the electronic Thermo Hygrometer TESTO 615 (TESTO GmbH & Co., Germany) was applied.
Results and discussion
Nanocomposite pellets
Rheological properties of all fabricated nanocomposite pellets were analyzed in terms of their viscosity, storage and loss modulus. Figure 1 shows an increase in the complex viscosity of both coPAs from around 10 Pa·s to 106 Pa·s in the presence of 10 wt% MWCNT which is typical for CNT-filled polymers. The complex viscosity drops a little when the masterbatches are diluted into 2.5 wt% MWCNT and there is no observable difference in the level of viscosity between nanocomposites after the 1st and 2nd extrusion cycle. The character of the viscosity curve changes from not dependent on the frequency visible for neat coPAs (Newtonian liquid) to that characteristic for non-Newtonian liquid with a strong shear thinning effect described for many polymer-CNT systems [38–40]. The presented significant increase in the viscosity confirms the formation of a rheologically percolated network of MWCNT in coPAs described in our previous paper [41].
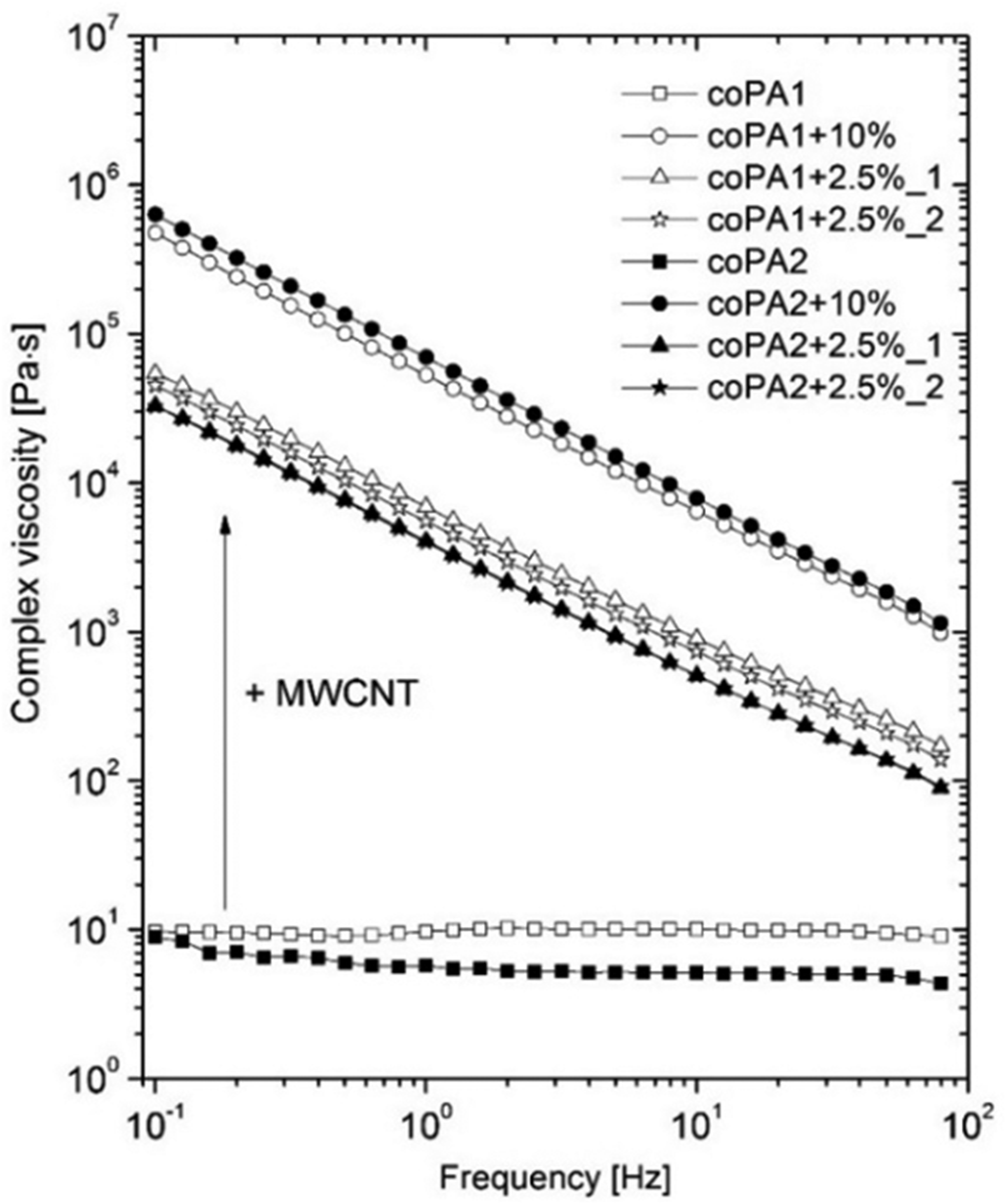
Changes in the complex viscosity as the effect of MWCNT addition.
Addition of MWCNT into coPAs affects their elastic and viscous properties described by changes in storage (G′) and loss (G″) moduli [42]. The curves of storage and loss moduli presented in Figure 2 confirmed the strong effect of MWCNT on the coPA macromolecules dependent on their dispersion, distribution, alignment and interactions between polymer-CNT [43]. Similarly to the changes in the complex viscosity, storage modulus increases by almost six orders of magnitude for the 10 wt% masterbatches and slightly less for 2.5 wt% MWCNT content. In the case of loss modulus an increase is about five orders for 10 wt% masterbatches and it is lower than storage modulus, meaning that coPA based nanocomposites are more elastic than viscous. This is regularly observed for other thermoplastics filled with CNT [39] confirming the creation of rheological percolation at 2.5 wt% and 10 wt% MWCNT content. Moreover, for neat coPAs the character of both storage and loss curves increases together with an increase in the frequency; in turn for coPAs + MWCNT nanocomposites, it remains constant within the whole frequency range.

Storage and loss modulus curves for neat coPAs and their nanocomposites.
Macrodispersion of the MWCNT in both coPAs was investigated by light optical microscope and the obtained images are presented in Figure 3. It can be seen that extrusion of both coPAs with 10 wt% MWCNT with the same processing parameters resulted in some agglomerates remaining in the material, where they are visible as black dots. For the more viscous coPA1 (MVR = 95) more agglomerates were found mainly with a circular shape and with the average diameter equals 60.2 ± 17.9 µm. However, some agglomerates with an oval shape were found with even 274 µm in length. In the case of less viscous coPA2 (MVR = 310) the state of dispersion of MWCNT seems to be slightly better because less agglomerates were depicted and all of them have a circular shape with the average diameter of 70.2 ± 11.8 µm. In the less-viscous coPA2 polymer, the nanotubes are better-dispersed which has also been observed in other polymers [44,45]. Interestingly in pellets of both coPAs + 2.5_1 the agglomerates are mostly oval in shape with different range of the diameters. Agglomerates have the diameters ranging from 100 ÷ 150 µm and from 30 ÷ 50 µm for bigger and smaller agglomerates, respectively. Applying the additional extrusion improved the overall macrodispersion of MWCNT and the oval agglomerates were not observed. Probably, the re-agglomeration process of already dispersed single MWCNT occurred during the second extrusion causes by heat and shear [46]. Due to the high viscosity and large sizes of the agglomerates in masterbatches containing 10 wt% MWCNT these materials were not processed by melt-blowing into nonwovens; hence they are not characterized in the further part of the paper.

Changes in the macrodispersion of MWCNT in coPA1 and coPA2 as the effect of the additional extrusion cycles.
The thermal stability of all materials expressed by the degradation temperature obtained at 2% and 5% weight loss and by maximum degradation peak (Tc) was investigated by TGA analysis; in turn melting behavior was indicated by DSC test. Knowledge of the degradation temperature as well as the melting points is important for applying the appropriate melt-blown conditions to prevent degradation of materials. The results presented in Table 2 show that coPA1 is more stable than coPA2 because it starts to degrade at 226°C with 2% of material weight loss and at 335°C when 5% of the weight is gone. In contrary to coPA2, which decomposition starts at 203°C. The maximum degradation peak for coPA1 occurs at 448°C and it is higher by about 40°C in the presence of 2.5 wt%. For coPA2 the addition of 2.5 wt% MWCNT also resulted in an increase of the maximum degradation peak but by about 26°C. There is no effect of additional extrusion on the thermal stability of the nanocomposites. Addition of 2.5 wt% MWCNT shifted the melting points of coPA1 significantly (up to 127°C) but for coPA2 the melting point remains practically the same. The enthalpy of fusion which is directly related to the crystalline content is decreased of about 15 J/g and decreases of about 9 J/g for coPA2, respectively. Because coPAs do not have the same composition (ratio of polyamide 6/66 segments, types and amount of waxes, tackifiers, other additives) [47], the nucleation effect of MWCNT causes the formation of different content and type of crystals [48].
TGA and DSC results for the tested materials.

T2%: temperature corresponds to 2 wt% of material weight loss; T5%: temperature corresponds to 5 wt% of material weight loss; Td: temperature at maximum of weight loss rate; Tm: melting point; ΔHm: heat of fusion.
Nonwovens’ properties
Generally, the melt-blowing process is dedicated for low viscosity polymers so processing of coPAs filled with only 2.5 wt% MWCNT took much more effort due to their high viscosity as well as to the presence of MWCNT agglomerates. Moreover, the temperatures on the heating zones, die head, and attenuating air have to be precisely adjusted. The applied temperatures for the melt-blowing process are lower than 200°C since the degradation process in coPAs + 2.5 wt% MWCNT starts at 215°C which was determined by TGA analysis. By changing the number of cycles made by the collector system located directly after the die, it was possible to form nonwovens with lower (GSM = 25 g/m2) and higher (GSM = 53 g/m2) areal weight from both types of coPAs. Figure 4 shows small pieces of nonwovens of coPA1 + 2.5 wt% MWCNT. All nonwovens after solidification are flexible and their mechanical strength is good enough for them to be handled. Obviously, a nonwoven with lower GSM contains less fibers and they have more pores in the structure. In both types, the fibers are lightly entangled, spreading randomly without structural defects like shots. The entanglement of the fibers in the nonwovens was observable by SEM microscope also presented in Figure 4. The average diameters of the fibers measured using SEM images for all types of nonwovens were very close to each other. For nonwovens made of coPA1 + 2.5 wt% with 25 g/m2 they were 45.8 ± 17.6 µm; with 53 g/m2, 48.2 ± 12.2 µm; for nonwovens made of coPA2 + 2.5 wt% with 25 g/m2 they were 42.0 ± 14.2 µm and with 53 g/m2, 59.2 ± 20.1 µm. Based on the literature, the obtained fibers are thicker than in the nonwovens made from unfilled polymers. For instance, the average diameters of the fibers in nonwovens produced from neat polymers (PP, PET, PBT) are below 10 µm [49]. This is related to the melt viscosity being higher than for unfilled polymers and to changes in their viscoelasticity as described by storage and loss moduli [50]. Furthermore, the presence of MWCNT agglomerates with diameters as low as 274 µm makes it impossible to manufacture nonwovens with lower diameters. Thermal properties of the nonwovens were analyzed by DSC and it was found that for coPA1 + 2.5% the melting point increased by about 7°C and heat of fusion decreased by 10 J/g in comparison to initial nanocomposite pellets. In the case of nonwovens made of coPA2 + 2.5 wt% these parameters also increased by about 2°C and 9 J/g for melting point and heat of fusion, respectively. This shows that during melt-blowing process the polymer macromolecules are slightly oriented [37].

Thermoplastic nonwovens made of coPA1 + 2.5 wt% MWCNT with low and high areal weight. SEM images on the right side present the microstructure of the nonwovens.
The test results of the electrical surface resistance (Rs) and electrical surface resistivity (ρs) of the produced nonwovens containing MWCNT are presented in Table 3. The average value of electric surface resistivity of the nonwovens is in the range from 1.1·1012 Ω to 3.2·1012 Ω. The smallest value of surface electrical resistivity was recorded for the nonwoven made of coPA1 + 2.5% with areal weight 25 g/m2 and the largest for the nonwoven made of coPA2 + 2.5% GSM = 53 g/m2. Despite such tiny differences in the obtained values it should be noted that nonwovens based on coPA2 have slightly higher surface electrical resistivity, as do those with higher areal weight. Based on the results, thermoplastic nonwovens containing MWCNT should be considered as materials without anti-electrostatic properties according to PN-E-05200:1992 p. 3.8 (Protection against static electricity. Terminology). This is due to their electrical surface resistivity which exceeds the permissible value of 1⋅1010 Ω adopted for antistatic materials. The above statement is based solely on the assessment of antistatic properties of materials according to the criterion based on electrical resistance tests. It should be noted that the main application of these nonwovens is as a nano-carrier (carrier for the MWCNT) for CFRP or GFRP to make them electrically conductive without increasing the total mass of the laminates. As presented in our previous work, incorporation of the nonwovens with MWCNT into CFRP indeed resulted in the increase of the electrical conductivity of the laminates throughout their thickness [51].
Electrical surface resistivity of the produced nonwovens containing MWCNT in accordance with PN-EN 61340-2-3:2016.

Rs: electrical surface resistance; ρs: electrical surface resistivity.
In order to explain the electrical resistivity results, a high-resolution microscope was applied to analyze the state of MWCNT dispersion in a single fiber taken from the nonwovens. Figure 5 presents example of images for both types of nonwovens having GSM = 25. Figure 5(a) and (b) which present nonwoven made of coPA1 + 2.5 wt% MWCNT (GSM = 25) clearly show single MWCNT which are long and oriented along the fiber direction. Compared to nonwovens based on coPA1, the state of MWCNT dispersion examined in the fibers of nonwovens made of coPA1 + 2.5w% MWCNT was much worse (Figure 5(c) and (d)). Most of the images obtained from the microscopic observations show bundles of MWCNT. They consist of rather lightly connected MWCNT with some single MWCNT distributed around them. Such differences in the nanoparticles’ dispersion can be related to the bigger agglomerates of MWCNT found in coPA2 + 2.5 wt% (Figure 4) which were not destroyed in the short melt-blown process. Moreover, during dilution the addition of coPA1 possessing higher viscosity causes higher shear stress leading to more effective destruction of agglomerates than in the case of the less viscous coPA2. Nevertheless, even the MWCNT were uniformly distributed and well aligned as presented for coPA1 nonwovens (Figure 5(a) and (b)) they did not form the percolation pathways, possibly due to the decrease of their length during four steps of manufacturing or due to presence of non-conductive polymer between them [52].
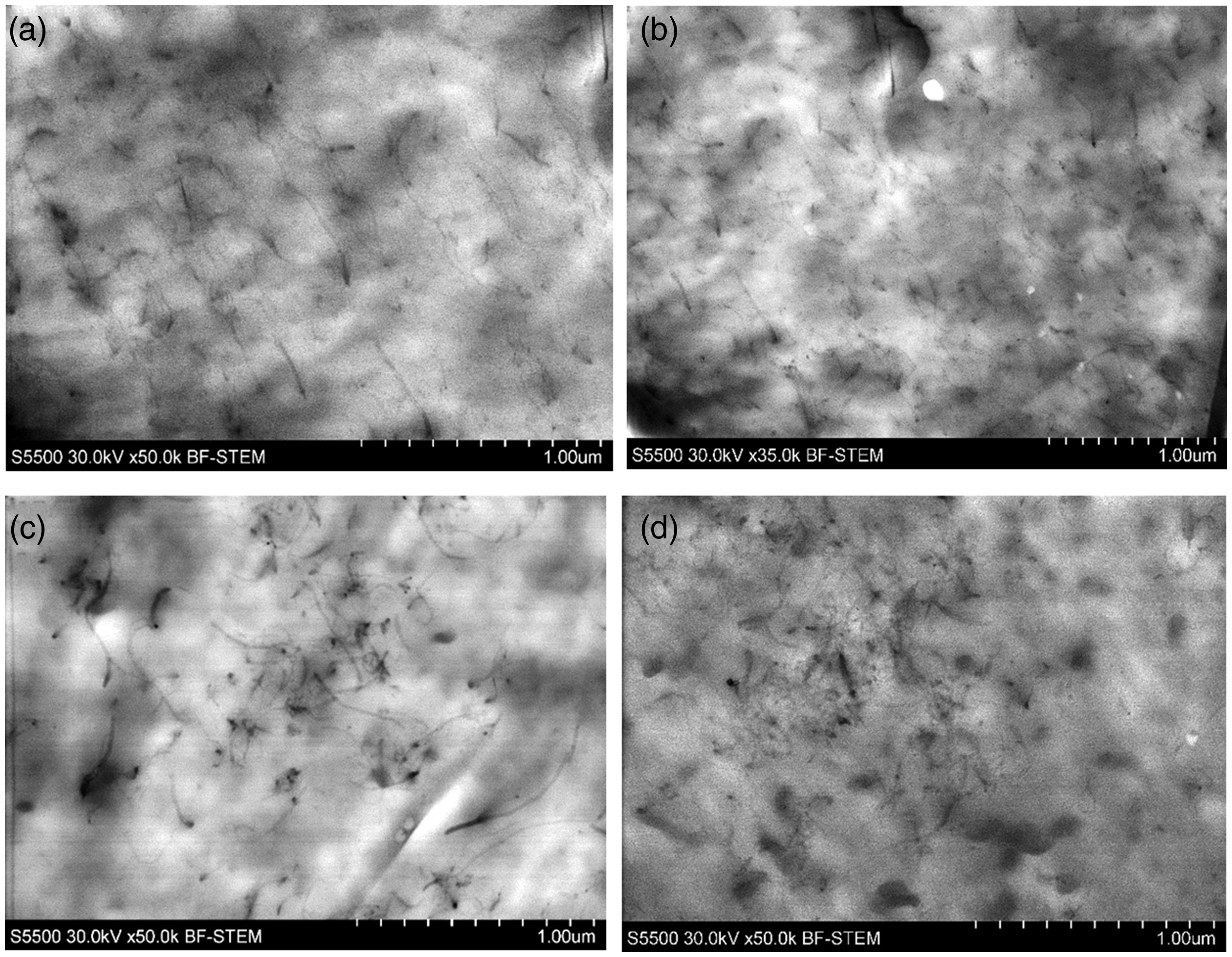
Dispersion and distribution of MWCNT in veil’ fibers based coPA1 + 2.5% (a,b) and coPA2 + 2.5 wt% (c,d). Images taken from TEM.
Conclusions
Thermoplastic nonwovens containing 2.5 wt% of MWCNT were fabricated from two types of commercial copolyamides which differ in their melt viscosity – coPA1 and coPA2. In the first step, they were mixed with 10 wt% MWCNT using an industrial compounder and it was found that better dispersion of the MWCNT was achieved for the less viscous coPA2 and agglomerates had circular shapes with an average diameter of 70 µm. For the more viscous coPA1 agglomerates have lower diameters of around 60.2 µm but some with lengths of up to 274 µm have been also found. The fact that the viscosity increased by about six orders of magnitude after the addition of 10 wt% MWCNT and slightly less for 2.5 wt% MWCNT confirms the strong interactions between the polymer and MWCNT; in turn the higher storage modulus over loss modulus reveals that coPA based nanocomposites are more elastic. The TGA and DSC techniques were used to investigate the positive effect of the MWCNT on the degradation process on the neat coPAs and their nucleation effect. Based on the knowledge of the nanocomposites’ thermal and rheological properties, the melt-blowing conditions for both coPAs filled with 2.5 wt% MWCNTs were adjusted properly and nonwovens with lower and higher areal weight were fabricated. SEM images of the nonwovens presented the entanglement of the fibers in the nonwovens and their diameters which was around 45 µm for most of them. Better dispersion with the orientation of single MWCNT was observed in the fibers of coPA1 + 2.5 wt% MWCNT nonwovens, unlike the nonwovens made of coPA2 + 2.5 wt% MWCNT, where the MWCNT occurred as bundles. The lack of antistatic properties can be explained by the too low concentration or imperfect dispersion of MWCNT in the nonwoven fibers as well as the high porosity of the nonwovens. Nevertheless, the described nonwovens are promising candidates for application as lightweight interlayers to carry the MWCNT into the CFRP.
Footnotes
Acknowledgments
The studies were carried out within the Open access pilot plants for sustainable industrial scale nanocomposites manufacturing based on buckypapers, doped veils and prepregs (PLATFORM) project which obtained funding from the European Union’s Horizon 2020 research and innovation program, under grant agreement N° 646307. The authors would like to thank Dr Nadir Kchnit from Nanocyl for the fabrication of masterbatches.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.