
Abstract
An electrostatically enhanced aramid fiber/polytetrafluoroethylene emulsion/tourmaline particle (AF/PTFE/TM) composite filter media was successfully designed and fabricated by impregnation technology, especially for harsh industrial environment with high temperature. The AF/PTFE/TM composite filter media exhibited the optimum quality factor when the concentration of PTFE emulsion was 10% and the content of TM particles was 12.5 g/cm2. The collection efficiency, pressure drop characteristic, thermal decomposition behavior and kinetics, and tensile strength in machine and cross directions of the composite filter media have been systematically evaluated. Benefiting from the pyroelectricity and piezoelectricity of TM particles, the composite filter media has better collection efficiency with the increase of incoming air temperature. With the increase of flow velocity, the decrease of collection efficiency is smaller than the filter media without TM particles. Meanwhile, the pressure drop across the composite filter media is a little higher than that across the raw filter media. Additionally, it was found PTFE emulsion coating can improve the thermal stability and tensile strength of the composite filter media. TM particles have no negative impact on the thermal behavior of the composite filter media, but slightly attenuates the enhancement in tensile strength. This study provides new insight into the application of TM particles as well as other pyroelectric and piezoelectric materials in industrial filtration.
Keywords
Introduction
In the field of dust removal, fibrous filters or bag filters show excellent filtration efficiency in the capture of industrial dust due to their large specific surface, low base weight, and small pore sizes.1–4 Nevertheless, the fibrous filter that relies solely on mechanical capture mechanisms still has some drawbacks. 5 Generally, the mechanical capture mechanisms, such as Brownian diffusion, direct interception, inertia impaction, and gravity settling, are not effective enough for removing the smaller particles, such as PM 2.5. With the more stringent requirements on environmental protection, electret treatment is emerging as an effective approach to improve the filtration performance of the conventional fibrous filter via the additional electrostatic attraction between harmful particles and charged fiber.6–8 Electret filters can be produced using various methods, including corona, triboelectric, induction, and water jet charging. 9 However, the present studies still failed to overcome the defects of conventional electret filters. For example, improper electret materials lead to insufficient charges, and the charge properties are strongly affected by the ambient temperature and humidity, which seriously hinders their practical application in industrial filtration. Therefore, the development of electrostatically enhanced filter media with stable and sufficient charge is necessary, especially for harsh industrial environments with high temperature or humidity.
In the 1980s, Kubo, a Japanese scholar, first discovered that tourmaline (TM) exhibits spontaneous polarization phenomenon. 10 Since then, research on TM has gradually increased because of the unique pyroelectricity and piezoelectricity characteristics of this mineral.11–13 As a kind of natural mineral with self-polarization, TM can release anions under certain temperatures and pressures, and poses no risk of pollution to the environment.14,15 The emission of negative ions is the particular property of TM that is exploited in removing small particles. In the previous literature, TM is invariably used in the electrospinning process to produce functional membrane,16–18 but the electrospinning process is difficult to apply widely because of its high prices and difficulty in preparation. Additionally, the pressure drop through membrane filter media is greatly higher than that of traditional filter material. Therefore, TM has few industrial applications for dust filtration so far. A major hurdle is how to combine TM particles and fibrous media through the appropriate technological process. In the earlier work, our group developed a new strategy to adhere TM particles to fibrous filter by proven impregnation technology. Direct impregnation is one of the most common post-processing for preparing textile materials. 19 It has the advantages of convenience, simplicity, and easiness. The coating can also append some special functional materials to the fabrics to bring additional value and broaden the application scope of textile products.20–22
Aramid fiber (AF) has received wide attention in industries due to its high mechanic strength, high modulus, chemical and solvent inertness, special ease to composite with other materials.23–25 Poly(tetrafluoroethylene) (PTFE) has advantages in harsh environments due to its superior thermal stability and chemical resistance, and is widely used in the impregnation process as a coating material.26,27 In this study, AF/PTFE/TM composite filter media was fabricated first, which was made of AF filter media as the framework, PTFE emulsion as the connector or matrix, and TM particles as the electret or enhancer. The optimum concentration of PTFE emulsion and the optimum content of TM powder were obtained from the test results. The collection efficiency, pressure drop characteristic, thermal decomposition behavior and kinetics, and tensile strength in machine and cross directions of AF/PTFE/TM composite filter media were comprehensively evaluated. It provides new insight into the development and application of electrostatically enhanced filter media in industrial applications, as well as positively impacting the field of environmental protection.
Experimental
Materials
Information of experimental materials.

The particle size distribution of TM powder.
The pyroelectricity and piezoelectricity of TM powder were determined first, and the test device is illustrated in Figure 2. The TM powder sample used for each measurement was fixed at 1 g and the contact area was 2 cm × 2 cm. The heating plate (JF-956S) in Figure 2(a) and pressure loader in Figure 2(b) provided controllable temperature and pressure, respectively. When the required temperature or pressure keeps constant, the AVO meter (EMAX3) was used to measure the static voltage. The averaged voltage data from every 5 test values were determined as the static voltage under different temperatures or pressures. The effects of temperature and pressure on pyroelectric voltage and piezoelectric voltage are shown in Figure 3(a) and (b), respectively. As is evident, due to the spontaneous polarization phenomenon of TM powder, the static voltage can increase as the temperature and pressure increase in a certain range. The test device for (a) pyroelectricity and (b) piezoelectricity of TM powder. The (a) pyroelectric and (b) piezoelectric voltage of TM powder under different temperatures and pressures.

Preparation of composite filter media
As schematically shown in Figure 4, AF/PTFE/TM composite filter media can be successfully prepared. The preparation of AF/PTFE/TM composite filter media consisted of the following four steps. Firstly, TM particles were dried in a vacuum oven at 80°C for at least 10 h before use, then evenly dispersed and sprayed by Venturi tube and compressed air to the surface or inside of AF filter media. The Venturi tube to filter media of 30 cm was used. Secondly, the AF filter media with TM particles was impregnated in PTFE emulsion for 30 s at room temperature. Thirdly, the metal roller with the diameter of 33 mm and the length of 100 mm was used to extrude the excess emulsion in the filter media, and the pressure between the rollers is about 7.80 N. Finally, the AF/PTFE/TM composite filter media was dried in a vacuum oven at 200°C for 20 min. In this study, the concentration of PTFE emulsion and the amount of TM powder are two main factors affecting the filtration performance of the AF/PTFE/TM composite filter media. According to the application status of impregnation technology in engineering practice, the concentration of purchased PTFE emulsion (60 wt%) was diluted with distilled water to a constant 10 wt% for this study. Therefore, the aim of the following section is to find out the reasonable content of TM particles attached to the filter media. Schematic diagram of the preparation process for AF/PTFE/TM composite filter media.
Characterizations
The filtration test was carried out according to GB/T 38019-2019: Industrial filter fabrics—Test method for dust filtration performance. To calculate the collection efficiency, particle number concentration was measured by an airborne particle counter (APC, Model 9306, TSI Inc. Shoreview, MN, USA). A pressure gauge (Testo 512) was used to measure the pressure drop through the filter media. The incoming air velocity of 1, 2, and 3 m/min was used to evaluate the effect of piezoelectricity of TM powder on the collection efficiency and pressure drop, and the incoming air temperature of about 20, 30, 60, 90, 120, and 150°C was regulated by electric air heater to investigate the effect pyroelectricity of TM powder on the collection efficiency at a filtration velocity of 1 m/min.
Thermogravimetric analysis (TG-DTG) (NETZSCH STA449F3, Germany) test was used to assess the mass loss of the materials as a function of temperature during the pyrolysis of polymer materials, and to illustrate the rate of mass loss during a given pyrolysis process. The specimens of AF filter media, AF/PTFE, and AF/PTFE/TM composite filter media were placed in alumina crucibles and continuously heated from 25 to 1000°C at heating rates of 10, 20, 30, 40, and 50°C/min, respectively, in the nitrogen atmosphere. Differential scanning calorimetry (DSC) (NETZSCH DSC-200F3, Germany) was employed to determine the thermal transition characteristics of these composite filters in the thermal decomposition process.
To reveal the effect of the addition of PTFE emulsion and TM powder on the mechanical properties of AF filter media, the tensile strength of these filter media at room temperature was evaluated by INSTRON 3365 (INSTRON, Norwood, MA, USA). More specifically, the gauge length was 100 mm, and the testing speed was 100 mm/min. In the test, each sample was tested three times in machine and cross directions to ensure the accuracy and repeatability of the experiment. In order to prevent slipping and reduce stress concentration at the grips, both ends of the samples were mounted to paper tabs.
Scanning electron microscopy and Energy Dispersive X-Ray Spectroscopy (SEM-EDX) (Ultra Plus, ZEISS, Germany) test was applied to examine the effect of post-processing, including the impregnation of PTFE emulsion and the adhesion of TM powder, on the structure and microscopic morphology of AF filter media, and also to better understand the enhancement mechanism of AF/TPFE/TM composite filter media. All specimens were sputtered with a layer of gold before imaging.
Results and discussion
Fabrication of AF/PTFE/TP composite filter media
The fabrication of the filter media was evaluated based on two criteria: the high filtration efficiency 
The higher the value of Q
f
, the better the performance of the filter. AF/PTFE/TM composite filter media with different contents of TM particles were fabricated. Q
f
value of these composite filter media and the representative macroscopic images (TM contents were 0, 2.5, 7.5, 12.5, 17.5, and 22.5 mg/cm2) among them are shown in Figure 5. The quality factor Q
f
of AF/PTFE/TM composite filter media with different contents of TM particles.
Figure 5 shows that TM particles were uniformly dispersed in the AF/PTFE/TM composite filter media, with an increase in the TM content, it has more dark particles (TM) in the surface of the filter media. It also indicated that for test particles of 0.3, 0.5, 1.0, and 2.5 μm, the variation trend of Q f with respect to the TM content is basically the same. With the increased contents of TM particles, the Q f first achieved a stabilized state before the loading of TM particles reached 5 mg/cm2, and then significantly decreased when the loading of TM further increased to 10 mg/cm2. After that, the Q f increased sharply up to a peak when the loading of TM reached 12.5 mg/cm2. Finally, the Q f values gradually decreased and reached a constant, although the contents of TM have been further increased to 25 mg/cm2. Owing to the finite surface area of aramid fiber and saturated adhesive strength between fiber and the TM particle, an increased amount of TM did not mean more adhesive TM on the surface of the filter media. Therefore, more contents of TM particles did not mean better filtration performance of samples. This behavior is inconsistent with the previous study, 22 which concluded that more content of TM particles will make the filtration performance of samples better. Evidently, the increase of Q f is mainly attributed to the improvement of collection efficiency. The decrease of Q f might be due to the change of structure of the composite filter media after post-processing, which leads to a higher pressure drop.
Figure 6(a)–(c) shows the SEM images of AF filter media, AF/PTFE, and AF/PTFE/TM composite filter media containing 12.5 mg/cm2 TM powder, respectively. The information of AF, AF/PTFE, and AF/PTFE/TM composite filter media is included in Table 2. The surface structure of these filter medias was significantly different. More specifically, the surfaces of each fiber in AF filter media were smooth, and the spreading of the fibers showed a natural twisted state. The distribution of each fiber in AF/PTFE and AF/PTFE/TM composite filter media showed artificial processing state. In addition, the impregnation of PTFE emulsion shrinks partial porosity structures in AF/PTFE filter medias as expected. However, with the addition of TM particles, this inevitable clogging phenomenon was seemingly alleviated as shown in Figure 6(c). Aramid fiber after impregnation was wrapped to form a coating layer of PTFE emulsion, and the TM particles were deposited on the surfaces or inside of filter media. More interestingly, some ultra-fine cobweb-like filaments were also formed on the AF/PTFE/TM composite filter media, and its average diameter (more than 50 filaments were counted) is approximately 20 nm, which were measured by the image analyzer (Adobe Photoshop CS6). This phenomenon can be clearly observed in the partial enlarged drawings (see Figure6(d)) of Figure 6(c) (highlighted in red). According to previous literature, there is no chemical reaction between the PTFE and TM particles during the mixing process,17,29 and thus the filaments are formed by PTFE emulsion in the fabrication process of the composite filter media. The gravity of adhesive TM particles should play a major role in the formation of the PTFE filaments because this force is imbalanced with respect to PTFE emulsion properties such as surface tension and viscosity. Some cross-linking has occurred among aramid fiber, PTFE emulsion and TM particle, and the interface morphology between them is shown in Figure 6(e). It is obvious that a few crevices emerged on the surface of the fiber in AF/PTFE/TM composite filter media. This was mainly due to the associated movement of fiber and TM particles during the hot-drying of the PTFE emulsion.
17
Smooth inert surface of aramid fiber leads to poor interfacial adhesion between fiber and emulsion, and the rougher surface of fiber can improve the interfacial bonding properties.
30
Therefore, it can be seen that this TM particle was well attached on the aramid fiber through PTFE emulsion. What was more worth mentioning is that these PTFE filaments predominately contribute to this adhesion behavior of TM particles. Figure 6(f) shows the EDS spectrum of the composite filter media. Signals from C, F, Si, and Al elements were recorded. C signal arises primarily from aramid fiber, and F signal arises primarily from PTFE emulsion. The Si and Al signals suggest that SiO2 and Al2O3 exist in the TM particle as shown in Table 1(c). From Figure 6(f), it can be seen that the aramid fiber after impregnation were wrapped by a coating layer of PTFE emulsion. The impact of the presence of the attachment of TM particles on the AF filter media was clearly revealed using elemental mapping with EDS: relatively uniform distribution of Si and Al was observed in the composite filter media formed from physically embedded TM particles. (a) SEM micrograph of AF filter media; (b) SEM micrograph of AF/PTFE filter media; (c) SEM micrograph of AF/PTFE/TM filter media; (d) SEM micrograph of ultra-fine cobweb-like filaments; (e) Interface morphology among aramid fiber, PTFE emulsion and TM particle; (f) EDS mapping images of C (yellow), F (green), Si (red) and Al (blue) elements for the composite filter media. Main features of AF, AF/PTFE and AF/PTFE/TM filter media.

According to the above results, the AF/PTFE/TM composite filter media with 12.5 mg/cm2 TM particles display the optimum Q f to achieve the efficient filtration of test dust, especially for particles size below 2.5 μm, under the condition of low energy consumption. Therefore, it is applied for the succeeding performance evaluation test.
Collection efficiency and pressure drop



Collection efficiency of AF filter media under different flow velocities.


(a) Collection efficiency and (b) pressure drop of AF/PTFE and AF/PTFE/TM composite filter media under different flow velocities.
In Figure 7(b), pressure drop across filter media is plotted against the face velocity of incoming air for three filter medias. From Figure 7(b), it is easy to identify that the pressure drop increases with the increase of face velocity for all filters. Additionally, it also shows that AF/PTFE/TM composite filter media has the highest pressure drop, followed by AF/PTFE composite filter media, and the pressure drop of raw AF filter media is the lowest. The post-processing used in this study, including PTFE emulsion impregnation and the adhesion of TM particles, had an inevitably impact on filter structure as shown in Figure 6, which finally contributes to the higher pressure drop across the composite filter media. However, this imperfection is acceptable in engineering application. The filtration velocity used in bag filter usually ranges from 1 to 3 m/min. The initial pressure drop of AF/PTFE/TM composite filter media is still below 50 Pa even under the highest flow velocity of 3 m/min, and this initial pressure drop is far lower than that of three PTFE membrane filter medias containing the TM particles in previous literatures.17–19
Collection efficiency of AF filter media under different temperatures.


Collection efficiency of AF/PTFE and AF/PTFE/TM composite filter media under different temperatures.
In the section above, the filtration performance of three filter medias under different temperatures and flow velocities was evaluated. Typically, bag filter is usually used under industrial application conditions with a temperature of about 130–180°C and flow velocity of about 1 m/min. Therefore, Figure 9 shows the quality factor Qf of three filter medias for dust with a particle size of The quality factor Q
f
of three filter medias under the same test condition.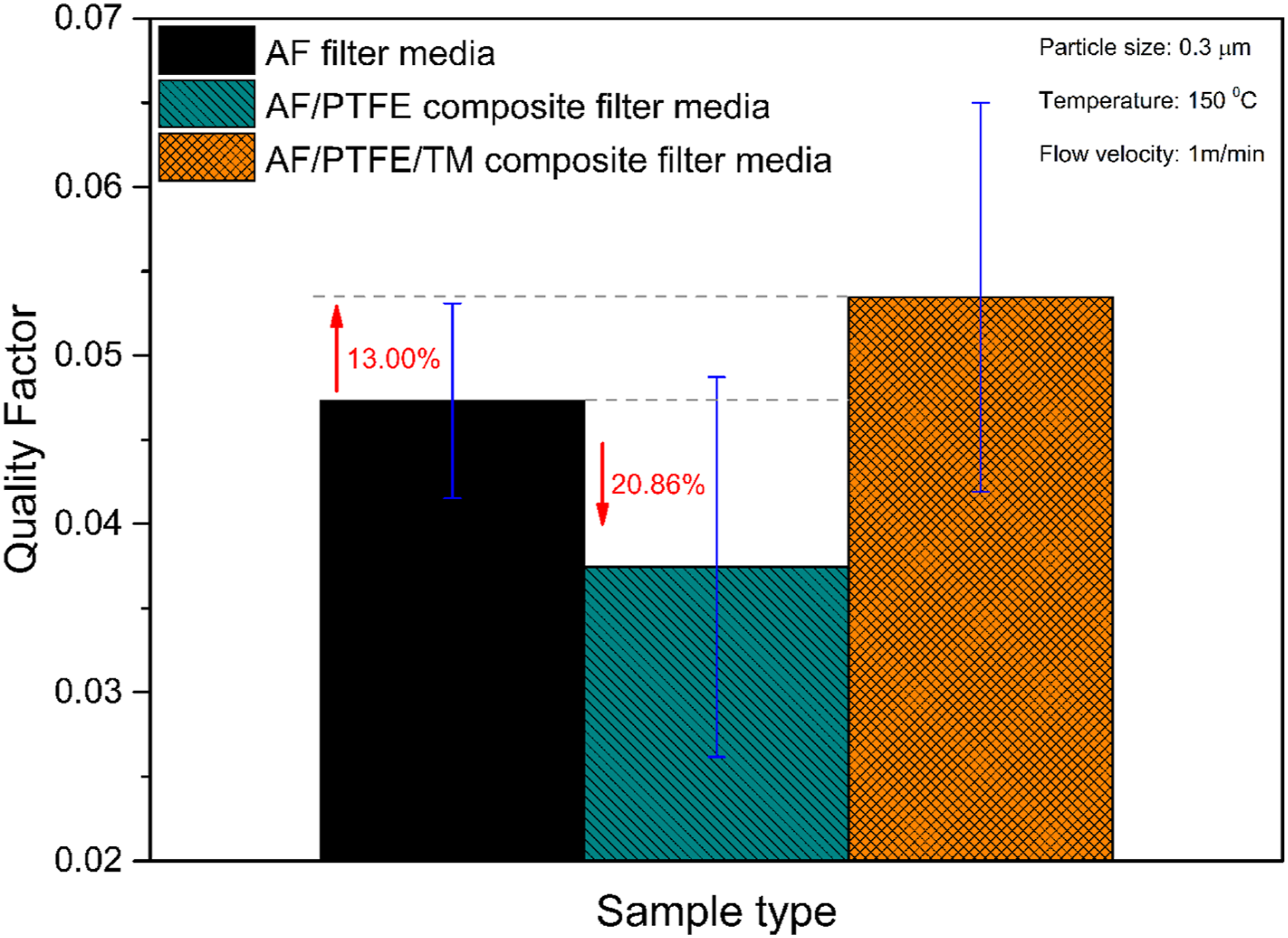
The filtration test was carried out at the temperature of below 20°C, according to experimental results from Figure 3. The pyroelectric voltage from TM particle at 20°C is too small or even negligible. Therefore, assuming the collection efficiency was not improved by the pyroelectric voltage of TM particles at 20°C. According to the above discussion, for AF/PTFE composite filter media, the slight enhancement of overall efficiency with the increase in temperature is mainly attributed to the improvement of thermal diffusion efficiency, as shown in equation (2)
For AF/PTFE/TM composite filter media, the enhancement of overall efficiency under different temperatures can be attributed to the improvement of both mechanical and electrostatic (or dielectrophoretic) efficiencies with the increase of temperature, as shown in equation (3)
Therefore, the overall electrostatic (or dielectrophoretic) efficiency can be approximately expressed by equation (4)
Figure 10 suggests electrostatic collection efficiency increases with increasing pyroelectric voltage, for the reasons discussed above already. Additionally, the improvement of electrostatic collection efficiency for smaller size test particle is more obvious, such as 0.3 Electrostatic efficiency as a function of pyroelectric voltage and particle size.
Thermal decomposition behavior and kinetics
The aim of this section is to study the effect of the post-processing, including the impregnation of PTFE emulsion and the addition of TM particle, on the thermal behavior and kinetics of the AF/PTFE/TM composite filter media. Figure 11 shows the DTG curves of the AF filter media, AF/PTFE, and AF/PTFE/TM composite filter media at a heating rate of 10°C/min in the nitrogen atmosphere while DSC curves reflect the corresponding thermal transition characteristics. The pyrolysis reaction reaches its most intense level as the mass loss rate (Deriv. mass) reaches its maximum in each step. There were two main mass loss stages during the heating process of all filter medias, as can be seen from the two peaks in their DTG curve. Generally, the initial or primary step with a slightly initial mass loss of fiber at the sample temperature lower than 100°C is due to the release or vaporization of some adsorbed moistures on the substrate. Then a thermal stable plateau on TGA curve for each tested sample was recorded as sample temperature increased from 100.0°C to around 380.0°C, accompanied by some cleavages of hydrogen bonds among the fiber macro-chains, particularly with the sample temperature higher than its transformation temperature (T
g
) of 275°C.24,35 A two-step mass loss process is identified in the thermal decomposition of AF filter media within the temperature range of 380–490°C and 490–650°C. In the first decomposition step (380–490°C), the temperature (454.23°C) at which the maximum Deriv. mass of AF occurred are the same as that of AF/PTFE (452.99°C) and AF/PTFE/TM (454.23°C). The peak decomposition rate of AF filter media (0.25%/C) is higher than that of AF/PTFE (0.16%/C) and AF/PTFE/TM (0.14%/C). In general, the first decomposition step for the aramid fiber samples was usually ascribed to the disruption of the backbone of the fiber macro-chains via some heterolytic breakings of the amide bonds, accompanied by the releases of some low molecular weight matters, such as carboxylic acids, primary amines, and so on.25,37 Particularly, some volatile fragments were produced during the first decomposition step and resulted in the mass loss of fiber substrate. Furthermore, various cross-linking reactions among the pyrolyzed intermediates usually also occurred to form some new compounds during the first decomposition step. In the second decomposition step (490–650°C), the temperature (560.39°C) at which the maximum Deriv. mass of AF occurred is slightly lower than that of AF/PTFE (571.16°C) and AF/PTFE/TM (572.41°C). The peak decomposition rate of AF/PTFE (1.07%/C) and AF/PTFE/TM (0.99%/C) both are higher than that of AF filter media (0.34%/C). The second decomposition step (490–650°C) generally was due to some homolytic cleavages of amide bonds and the breakings of linking bonds between the amide group and the benzene rings at meta-positions.
37
Moreover, small units of aryl nitriles were also mainly yielded during the second thermal disruption step, as well as for some other volatile matters. Simultaneously, some cross-linking reactions also proceeded among the generated intermediates to produce various condensed aromatic compounds, as described in the literature.24,36 Additionally, a further pyrolysis step in a much smaller thermal degradation plateau in the DTG curve was clearly observed as sample temperature further increases in Figure 11, which was probably attributed to various further condensation reactions and/or polycondensation reactions at the continuously increased temperature to form some large polyaromatic compounds and the final products of chars.24,25,35 Furthermore, some volatile materials or products with low molecular weights were also derived during this step, which accordingly resulted in the further mass loss. DTG and DSC curves of the AF filter media, AF/PTFE and AF/PTFE/TM composite filter media at a heating rate of 10 °C/min.
Generally, thermal decomposition of polymeric compounds is not a single and simple reaction, which usually involves a series of complicated and overlapped reactions and different mechanisms. The decomposition temperature of PTFE materials ranges from 530 to 650°C.38,39 There is simultaneous thermal decomposition of PTFE materials, including PTFE emulsion and PTFE base cloth, and aramid fiber in temperature ranges of approximately 490–650°C in the second stage.
From Figure 11, it can be seen that the initial decomposition temperatures and thermal decomposition temperature ranges of three filter medias were relatively similar at each step. However, compared with AF filter media, the first peak values (mass loss rate) of two kinds of composite filter medias decrease by 64.79%, which can be attributed to the higher thermal stability of PTFE emulsion coating. Due to the increase in the amount of PTFE material, the second peak value of the two kinds of composite filter media was significantly higher than that of raw AF filter media. The first and second peak of AF/PTFE/TM composite filter media are basically the same as those of AF/PTFE, respectively, which indicates that the addition of TM has limited impact on the thermal behavior of the AF/PTFE/TM composite filter media. Subsequently, the kinetics of the main steps of thermal decomposition of filter medias, including AF filter media and AF/PTFE/TM composite filter media, were investigated via Kissinger model.
Kissinger model is a convenient and famous method by assuming the maximum decomposition rate at a peak temperature (T p ) on DTG curve, and an isoconversional reaction occurred at the peak temperature with a constant of product conversion degree.
Generally, the kinetics of “A’(s)→B’(s)+C’(g)” can be described by the following equation as40,41

Replacing and combining equations (5) and (6) with 


Taking the natural logarithm of both sides of equation (9) yields
42

Figure 12 show the DTG curves of (a) AF filter media and (b) AF/PTFE/TM composite filter media at the heating rates of 10, 20, 30, 40, and 50°C/min in the nitrogen atmosphere, and the variation tendency of these curves is the same. Activation energy (E
a
) is a term used to describe the minimum energy that must be available to break chemical bonds and initiate decomposition processes.
43
The reaction process and mechanism can be explained by E
a
, as well as the ease or difficulty of composite pyrolysis. Based on the experimental results shown in Figure 12(a) and (b), plotting the reciprocal of the peak temperature for each step on the x-axis and the left side of equation (10) DTG curves of (a) AF filter media and (b) AF/PTFE/TM composite filter media at the heating rates of 10, 20, 30, 40, and 50°C/min in atmospheric nitrogen; Kissinger plots for (c) first peak and second peak at various heating rates.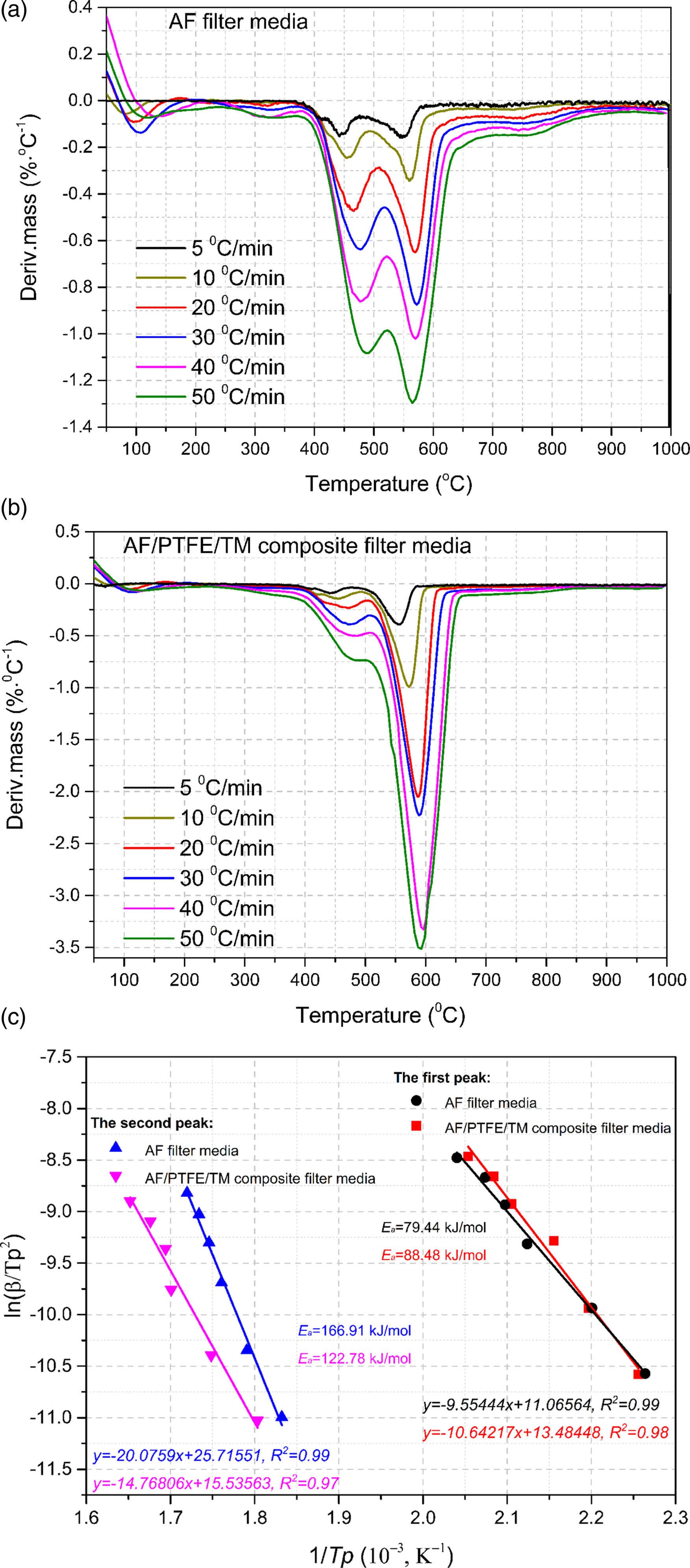
Mechanical property
The stress-strain curves of the AF filter media, AF/PTFE and AF/PTFE/TM composite filter media in machine and cross directions are shown in Figure 13(a) and (b), respectively. This difference in tensile strength of the machine and cross directions is attributed to the difference of linear density in machine (1.71dtex) and cross (2.89dtex) direction. The smaller the linear density, the more the number of fibers per unit area, the greater the tensile strength of the material.
44
As shown in Figure 13(a), both of AF/PTFE and AF/PTFE/TM composite filter medias show higher tensile strengths at breaking point than the raw AF filter media, in which the strength is increased by 26.78% and 14.97% respectively, and the AF/PTFE composite filter media exhibits the highest tensile strength. This may be due to the fact that PTFE acts as a linear polymer, its molecular chain arrangement is more ordered in a certain temperature range, and the macroscopic mechanical performance is more stable.45,46 However, the addition of TM particles slightly attenuates this positive effect. The main reason is that the TM particles damage the surface structure of aramid fiber, as illustrated in Fabrication of AF/PTFE/TP Composite Filter Media section. From Figure13(b), it can be seen that three filter medias possessed about the almost same tensile stress. The effect of PTFE emulsion coating is not significant due to higher liner density in cross direction. This result indicates that two kinds of post-processing had limited influence on the tensile strength in cross direction. Stress-strain curves of the (a) machine and (b) cross directions for the AF filter media, AF/PTFE and AF/PTFE/TM composite filter media.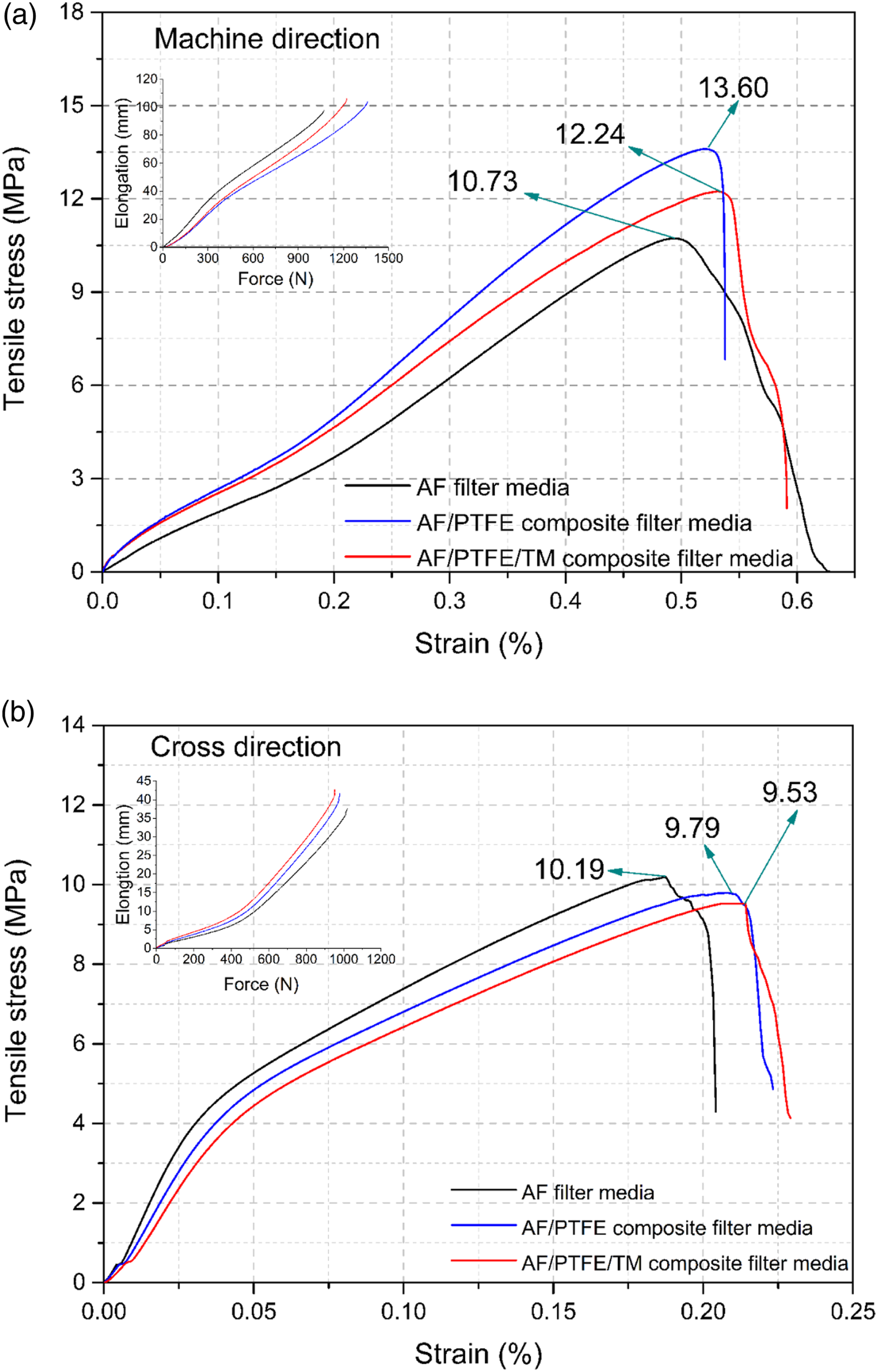
Conclusions
In this study, an electrostatically enhanced AF/PTFE/TM composite filter media was successfully fabricated by a facile impregnant process for industrial application. The collection efficiency, pressure drop characteristic, thermal decomposition behavior and kinetics, and tensile strength of the composite filter media were comprehensively evaluated. The results indicate that the pyroelectricity of TM particles can improve the collection efficiency under higher incoming air temperatures. With the increase of flow velocity, the decrease of collection efficiency is smaller than the filter media without TM particles, which can be attributed to the piezoelectricity of TM particles. Meanwhile, the initial pressure drop of the composite filter media is below 50 Pa even under the highest flow velocity of 3 m/min. Interestingly, with the addition of TM particles, the ultra-fine cobweb-like PTFE filaments were formed, and the clogging phenomenon caused by PTFE emulsion was alleviated, which is beneficial to increase mechanical collection efficiency and decrease pressure drop. However, more contents of TM particles did not result in better filtration performance of filter media. The composite filter media exhibits the optimum quality factor when the concentration of PTFE emulsion was 10% and the content of TM particles was 12.5 g/cm2. Additionally, the PTFE emulsion coating can improve the thermal stability and tensile strength of AF/PTFE/TM composite filter media. More specifically, the greater the linear density, the more obvious the improvement effect of tensile strength. The TM particle has no negative impact on the thermal behavior, but it slightly attenuates the enhancement effect of tensile strength.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was sponsored by National Science and Technology Major Project of China (2017YFC0211801, 2016YFC0801704, 2016YFC0203701, 2016YFC0801605), National Science and Technology Major Project of Liaoning Province (2019JH2/10100004), Zhejiang Province(2020C03089), Shenyang city (20-206-4–09), and green manufacturing project of Industry and Information Department of China (2018LSLN001).