
Abstract
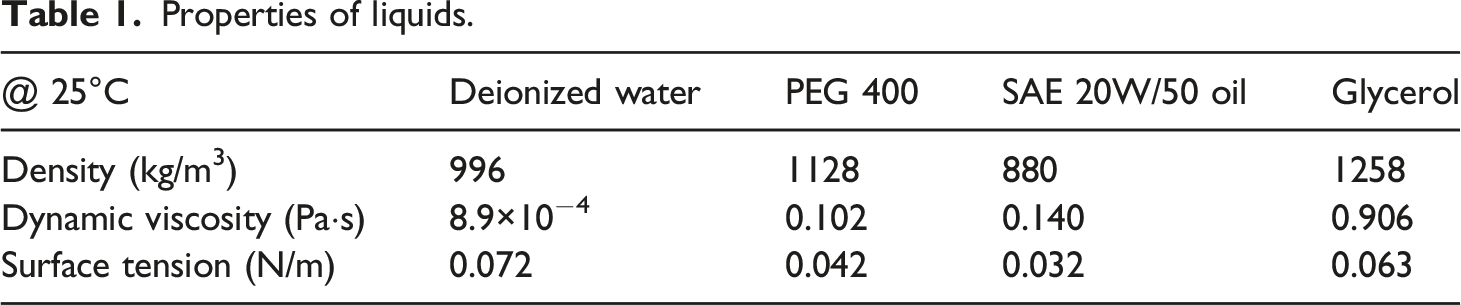
This article reports on development, characterization, and performance of liquid-treated nonwoven air filter media for automotive engine intake application. A polypropylene fiber-based needle-punched nonwoven fabric was prepared for treatment with four viscous liquids (glycerol, SAE 20W/50 engine oil, PEG 400, and deionized water) by liquid spraying technique. The filtration performance was evaluated in terms of initial and final gravimetric filtration efficiencies, fractional filtration efficiency, evolution of pressure drop, and dust holding capacity. The liquid-treated filter media registered higher gravimetric as well as fractional filtration efficiency and higher dust holding capacity as compared to the untreated ones. The initial and final gravimetric filtration efficiencies were found to be directly related to liquid add-on via a power law relationship. The liquid-treated filter media also exhibited higher fractional filtration efficiency than their untreated counterparts for all sizes of tested particles. Interestingly, the increase of fractional efficiency was more for smaller particles as compared to larger ones. This was explained quantitatively through single fiber efficiency due to adhesion. The viscosity of liquid was found to be a very crucial parameter as the dust deposition morphology was contingent to the flow of liquid onto the filter media. The stickiest liquid yielded highest filtration efficiencies, displayed slowest rise of pressure drop, and exhibited highest dust holding capacity.
Keywords
Introduction
Air filtration plays an important role in deciding the performance of automotives in terms of engine life, fuel economy, emission control, and passenger safety.1–3 The air filtration system in automotives includes engine intake air filtration. It uses a filter medium for separation of hazardous contaminants from airstreams. Clean air is required for the supply of oxygen to the internal combustion engines for fuel combustion. In engine intake air filtration, airborne dust particles of 5 μm–10 μm size are responsible for major engine wear. 4 If the dust particles enter into the engines, they cause significant engine wear, create inadequate air-to-fuel stoichiometric ratio, give rise to malfunctioning of air flow sensors, and emit pollutants from the engines as exhaust. This leads to poor engine life, remarkable performance loss, high oil consumption, increased operation cost, enhanced air pollution, and greater CO2 emission.5–8 The modern automotive engine intake air filters are expected to comply with filtration performance as laid down in the following relevant specifications under all operating conditions. The filtration efficiency should be greater than or equal to a minimum specified efficiency. The pressure drop should be less than or equal to the terminal or maximum acceptable pressure drop. The dust holding capacity should be very high for greater service life. As known, the filtration efficiency controls the amount of particulate matter trapped in the filter media, the pressure drop influences the fuel economy, and the dust holding capacity determines the life of filter media. A high-quality engine intake air filter medium would have these parameters optimized to deliver the desired level of performance. In keeping view with this, three types of filter media are mostly used nowadays—foam filter media, paper filter media, and nonwoven filter media. Each of these media has its own advantages and disadvantages with respect to the material characteristics, manufacturing processes, structure–property relationship, and operating conditions, which are known to affect their filtration performance. While the foam filter media offer low filtration efficiency, low pressure drop, and high dust holding capacity, the paper filter media offers moderate filtration efficiency, high pressure drop, and low dust holding capacity. On the other hand, the nonwoven filter media offers high filtration efficiency, moderate pressure drop, and moderate dust holding capacity. Of them, the nonwoven filter media are comparatively “young” in engine intake air filtration. 9 Nevertheless, they are expected to evolve significantly for engine intake air filtration within the next decade.
In general, the nonwoven filter media separate particles from airstreams by means of depth filtration and depth straining. They capture particles via Brownian diffusion, direct interception, inertial impaction, and gravitational settling mechanisms. Of them, the inertial impaction has been the most dominating mechanism of particle capture in engine intake air filtration. Nevertheless, the ever-increasing trend of engine downsizing necessitates a reduction in the space available for installation of the filter media, which has resulted in an increase of face velocity of the particles. 6 This causes an increase of kinetic energy of the particles to such as extent that the particles sometimes bounce back from the media surface, re-entrain into the airstreams, and finally penetrate through the filter media.6,10–12 This also occurs with the dust-loaded filter media as the non-uniform air flow and the associated dust deposition sometimes cause an increase of local velocities within the pore space of the filter media.13,14 This leads to an elevated risk of exposure of the engine components to dust particles. The problem of particle bounce, re-entrainment, and penetration was studied earlier by a few researchers. Poon and Liu 15 reported on particle bounce and re-entrainment in case of foam filter media. They observed penetration of particles of greater than 2 μm diameter through the filter media at a face velocity of 6.5 m/s. They also found that the higher was the porosity of the filter media the higher was the particle penetration due to particle bounce and re-entrainment. Maus and Umhauer 16 also observed particle bounce and re-entrainment while experimenting with filtration of biological and non-biological aerosols through fibrous filter media for automotive engine intake air filtration. They noticed that the particles of greater than 5 μm diameter could bounce from the surface of the filter media at a velocity of 1 m/s. A similar behavior was also noticed in case of paper filter media by Mueller et al. 17 They examined particle filtration behavior of paper filter media at different face velocities ranging from 0.1 m/s to 0.3 m/s and observed that the particle penetration through the filter media increased with the increase of face velocity. Maddineni et al. 18 also observed a similar behavior with paper filter media and explained this behavior in the light of theoretical and empirical models of air filtration. Through computer simulations, it was established that the higher particle velocity, larger particle diameter, and higher porosity were the key determinants for particle bounce and re-entrainment. 19
In order to mitigate particle bounce and to counter the associated particle penetration, the engine intake air filter media are treated with viscous liquids. It is thought that the particles upon impact onto the fiber surface adhered to the liquid droplets, as a result, the particles do not get a chance to bounce back. Mullins et al. 20 made an attempt to soak fibrous filter media with water and observed inhibition of particle bounce by the liquid film formed onto the filter surface. Boskovik et al. 21 observed suppression of particle bounce by a fibrous filter medium treated with mineral oil. A similar remedial measure was suggested by Mueller et al. 17 in case of paper filter media. Hubbard et al. 22 used glycerol to soak a very thin fibrous filter media and assessed its filtration behavior at very high velocities. They noticed that the liquid treated filter media were able to mitigate particle bounce. Maddeneni et al. 18 also observed inhibition of particle bounce by oil treatment to paper filter media. They prepared oil-treated filter media by spraying hydraulic oil and observed higher filtration efficiency due to oil treatment. They also observed that the oil-treated paper filter media exhibited higher pressure drop and higher dust holding capacity than the untreated ones. While the investigations established that the inhibition of particle bounce could be achieved by liquid treatment, it is yet to understand the effect of liquid properties on the adhesion of particles and suppression of particle bounce. Nevertheless, there were many attempts made to understand the physico-chemical and interfacial processes in order to modulate the adhesion properties of fibrous substrates. These processes are well summarized in a review by Molina et al. 23 However, the role of liquid treatment process on the filtration performance of the filter media remains unknown. Needless to say, high performance engine intake air filter media can be developed if an appropriate liquid is identified and a suitable process is set up. This article tries to establish the roles of liquid properties and liquid treatment process in determining the adhesion of particles to liquid-treated fibers and deciding the filtration performance of liquid-treated filter media for automotive engine intake air filtration application.
Materials and methods
Materials
Properties of liquids.
Spraying of viscous liquids
The dry nonwoven filter medium was treated with the aforesaid liquids by employing an in-house fabricated spraying apparatus as shown in Figure 1. The liquid from an oil tank and the air from a compressor were supplied through different channels to the spray atomizer. The compressor was operated automatically for a specific duration by means of a solenoid valve and an electronic timer. The atomizer was a twin-fluid spray nozzle with 0.14 mm size. It generated fine droplets at a pressure drop of 400 kPa. The liquid droplets were sprayed onto the filter medium which was held by a mounting plate kept at a distance of 15 cm from the atomizer. The mounting plate was rotated by using a rotating circular disk to achieve a uniform deposition of liquid onto the entire filter medium. The entire operation was conducted automatically to avoid any human interference. The extra liquid, if any, was collected in a tray which was kept below the fixture. The amount of liquid in the filter medium was varied at four levels viz. 40 g/m2, 80 g/m2, 120 g/m2, and 160 g/m2. The liquid was deposited only on one face of the filter medium. It can be noted that the untreated filter medium was considered to have 0 g/m2 liquid for comparison of experimental data. Experimental set-up for spraying liquids onto filter medium (➊ Storage tank, ➋ air compressor, ➌ Atomizer, ➍ Liquid spray, ➎ Filter medium, ➏ Mounting plate, ➐ Tray, ➑ Rotating disk, and ➒ Base bed).
Testing of filtration performance
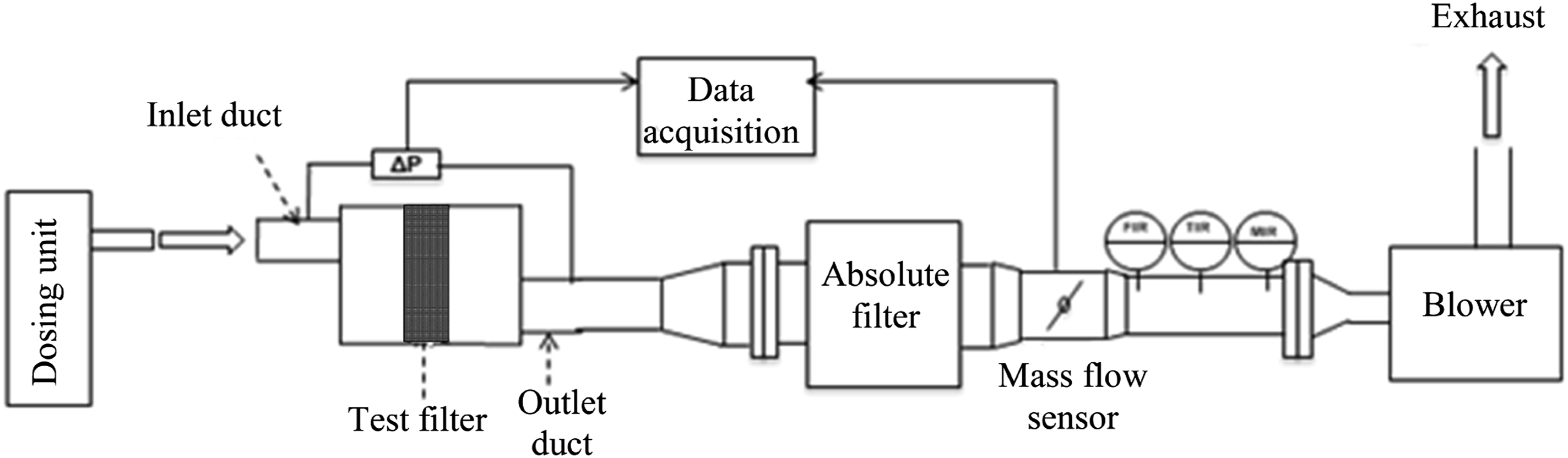
The gravimetric filtration behavior of the filter media was recorded in accordance with ISO 5011 standard using an air filter test rig as shown in Figure 2. ISO 12103-1 A2 fine test dust was used as a test dust to challenge the test media. Note that this test dust complies with ISO 5011 standard for testing single-stage air cleaners for IC engines. Before use, the test dust was heated in a vessel up to a temperature over 100°C to eliminate any humidity as recommended in the standard. The temperature and relative humidity were measured at the beginning of the measurement and were maintained throughout the test. The test dust was dispersed by a powder dispersion generator with a brush at a pressure drop of 1 bar. To ensure a dust concentration of 1 g/m3 as specified in ISO 5011 standard, the discharge pressure was adjusted accordingly to attain the dust feed rate as per the desired volumetric flow of air. The location of the dust feeding nozzle with respect to the position of the test channel was maintained at a distance of one diameter of the inlet channel dimension to ensure uniform distribution of dust aerosol. Necessary measures were taken as per ISO 5011 standard to ensure that the amount of dust fed into the filter media was within the accuracy of 0.1 g. Also, the mass balance at the end of the test was maintained within a range of 0.98–1.02. An air flow rate of 0.5 m3/min was controlled by a blower placed at downstream and the flow rate was precisely measured by using a vortex shedding flow sensor. The dust penetrated through the test medium was collected on an absolute filter medium placed at the downstream of the test medium. The absolute filter medium, made up of fiberglass, had a minimum efficiency of 99.58% at 8.5 m3/min flow rate as per the ISO 5011 standard. As a standard protocol, the tests were carried out only after gas flow equilibrium was achieved and practically no loss of liquid took place during the test. Gravimetric measurements on the test filter medium and the absolute filter medium were carried out at certain intervals to estimate the dust holding capacity of the test filter medium and the filtration efficiency was determined from the following expression Air filter test setup for gravimetric measurement of filtration performance.
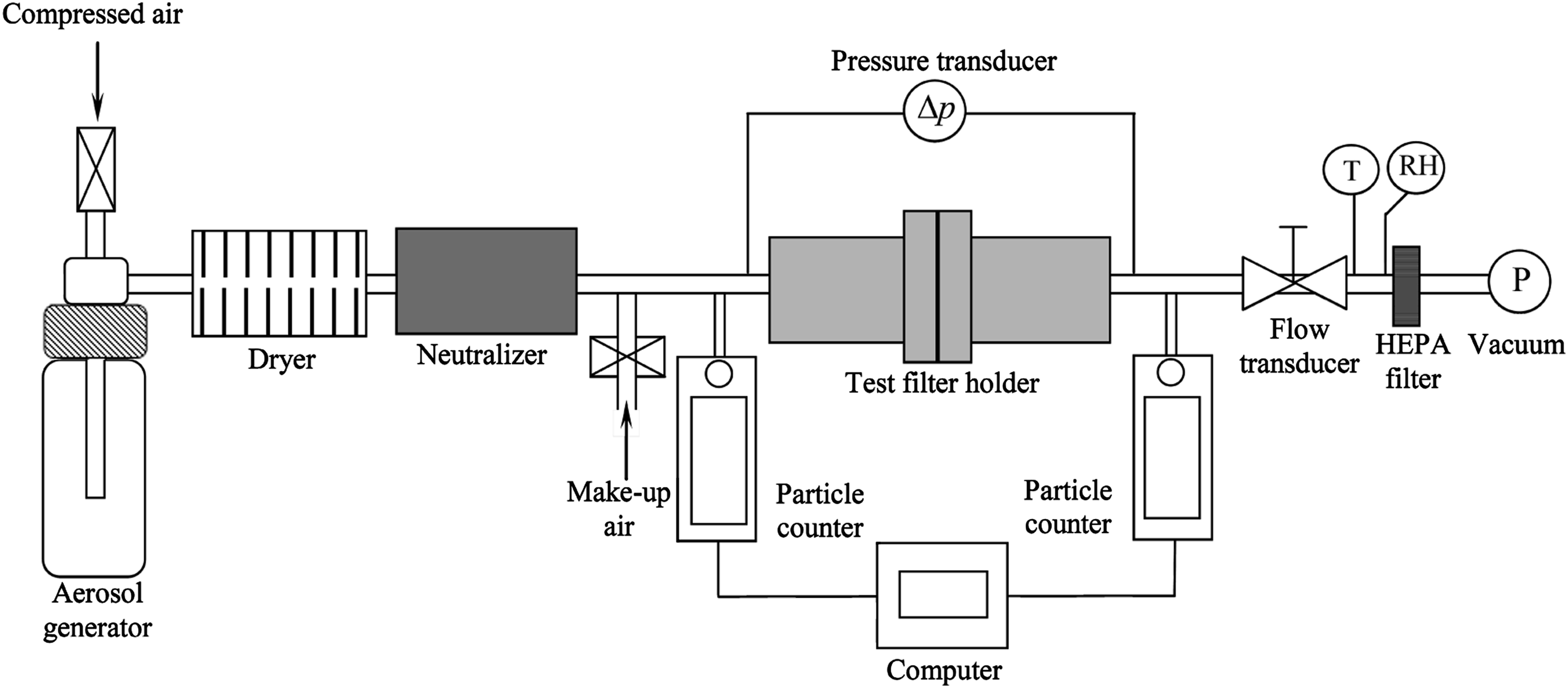
Also, in this work, the fibrous filter media were tested for determination of fractional filtration efficiency by employing a filter test setup shown in Figure 3. The setup comprised of an aerosol generator for generation of submicrometer-sized particles, a pair of particle counters to measure the upstream and downstream concentrations of particles, a pressure transducer for measurement of pressure drop, and a flow transducer for measurement of velocity. Polystyrene latex was used in the atomizer to generate particles in the sizes of 0.3 μm, 0.5 μm, 1 μm, 3 μm, 5 μm, and 10 μm. The solvent in the atomized droplets were dried in the dryer with silica gel as a desiccant. Electrical charges present on the dried particles were conditioned in a neutralizer. The test setup was equipped with two laser-based particle counters in order to count the number of particles in the upstream and downstream of the test filter media. The filtration efficiency at each particle size was calculated from the measured particle concentrations at upstream and downstream of test filter media as follows Air filter test setup for measurement of fractional filtration efficiency.
Results and Discussion
Gravimetric filtration efficiency
The automotive vehicle producers specify gravimetric filtration efficiency as a key requirement for engine intake air filter media. This is because the mass of dust particles accumulated inside the engine is known to be an estimate of engine wear. As per the gravimetric method, the filter media are challenged by dust particles of different sizes and the filtration efficiency is calculated by the ratio of the mass of dust particles collected by the filter media to that fed to the filter media. Often, the gravimetric filtration efficiency is expressed in terms of initial and final filtration efficiencies. The initial filtration efficiency is determined once the pressure drop across the filter media is increased by 200 Pa, while the final filtration efficiency is in conformity with a terminating pressure drop which is indicated by an increase of 1000 Pa. The initial filtration efficiency is a very critical parameter as at this initial stage of filtration the filter media exhibit their lowest efficiency, which can have an adverse effect on engine wear. The final filtration efficiency is also important as it corresponds to the maximum allowable pressure drop at which the power requirement of the engines can vary within a tolerance of ± 5%.
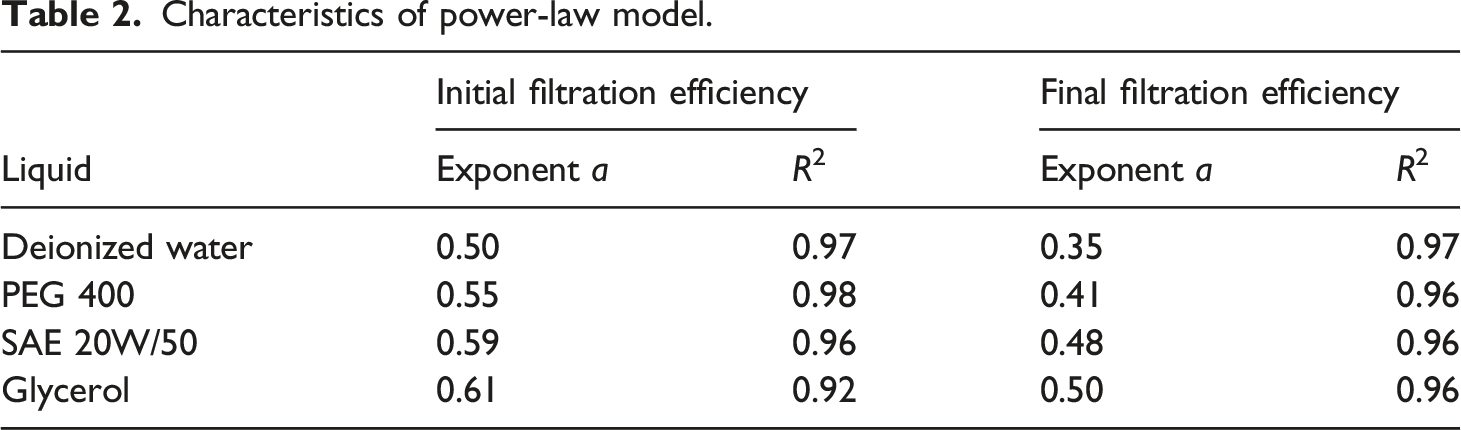
Figure 4 plots the initial and final gravimetric filtration efficiencies of the dry (untreated) as well as liquid-treated filter media. It can be seen that all the filter media exhibited an increase of both initial and final filtration efficiencies upon spraying of different liquids. The rise in filtration efficiency due to liquid treatment was associated with adhesion of particulate matter upon impact on the liquid-treated fibers, thus inhibiting particle bounce and re-entrainment into airstreams. The higher was the amount of liquid applied to the filter media the higher was their filtration efficiencies. The following power-law expression was found to explain the relation between the liquid weight and the filtration efficiency Plots of gravimetric filtration performance of dry and liquid-treated filter media: (a) initial filtration efficiency and (b) final filtration efficiency.

Characteristics of power-law model.

Plots of comparison between experimental and calculated ratios of treated and untreated filtration efficiencies: (a) initial filtration efficiency and (b) final filtration efficiency.
Non-dimensional parameters of liquids.


It would be exciting to know what happens to the particles once they impact on the liquid-treated fibers. Buck et al.
25
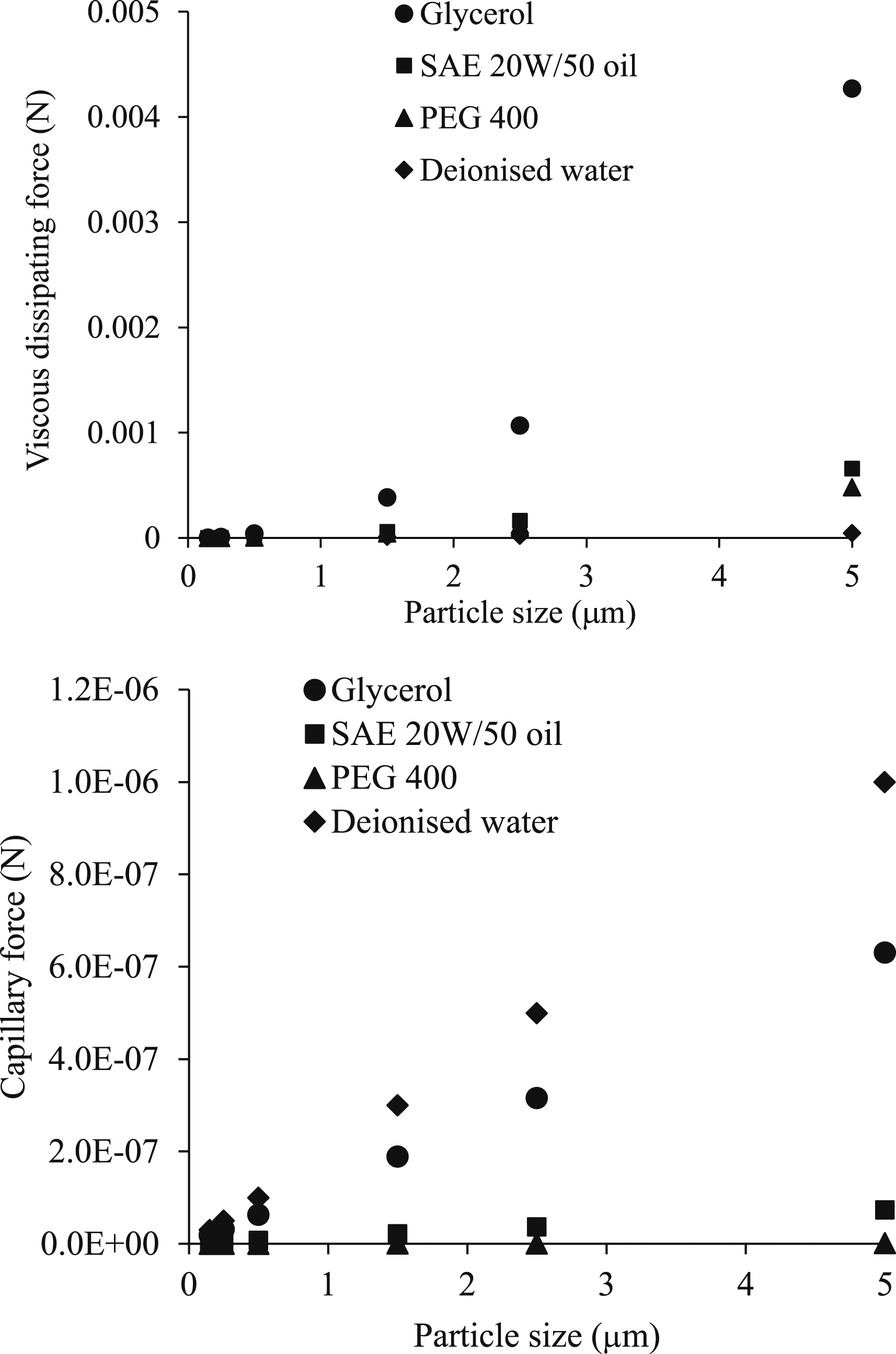
postulated that the particles would bounce back after impacting on the fiber surface if the kinetic energy of the particles after impact is greater than the adhesive forces experienced by the particles. Otherwise, the particles would remain captured by the filter media. Upon impact the particles undergo four stages of collision. In Stage I, the particles penetrate through the liquid layer. In Stage II, the particles hit the filter surface. In Stage III, the particles bounce back and emerge from the liquid. In Stage IV, the particles form a bridge with the liquid layer. Here, the forces acting on the particles are the viscous dissipation force during penetration and emergence; the contact force during collision of particle to the surface; the capillary force during penetration, emergence, and bridging; and the gravitational force. While we do not simulate any numerical model in the current study, we use the following force balance equation to qualitatively understand the role of liquids in hindering the particle bounce. The force balance equation can be written as follows




The surface tension of the liquid increases the capillary forces which is acting on the particle during penetration, emergence, and bridging to hinder particle bounce. The capillary force Plots of viscous dissipating force and capillary force against particle sizes.
Fractional filtration efficiency
The measurement of gravimetric efficiencies provides a limited information on filter behavior, since it does not give any information on the size of particles penetrating the filter media. As the size of particles is known to strongly influence the engine wear, it is critical to know about the efficacy of the engine intake filter media for different particle sizes. In addition, the gravimetric measurement of the initial efficiency does not provide an accurate information on what is exactly happening at the beginning of the particle filtration process. This is so because the initial gravimetric efficiency does not correspond to clean filter media. The measurement of initial filtration efficiency at zero dust loading would reflect the initial stage of particle filtration more accurately, however, the measurement variability will be significantly high there. Therefore, the measurement of fractional filtration efficiency is often recommended to carry out at on filter media zero dust loading.
The filtration efficiency of an untreated and clean filter medium can be expressed as stated hereunder





Figure 7 plots the fractional filtration efficiencies of the liquid-treated filter media for different particle sizes. It can be observed that the filtration efficiencies increased due to liquid treatment regardless of any particle size. The adhesion of particles onto the liquid-treated fibers was significant. Interestingly, the increase of filtration efficiency was more for smaller particles as compared to larger ones. It was expected that a higher number of smaller particles would be adhered to a given volume of liquid droplet as compared to large particles. This was ascribed due to the fact that a smaller particle occupies less space than a larger one. The liquid treatment was therefore found to be more effective for filtering out smaller particles than the larger particles from the airstreams. Out of the four viscous liquids chosen for chemical treatment in the current study, glycerol resulted in the highest filtration efficiency followed by SAE 20W/50 oil, PEG 400, and deionized water. Being most sticky among the four liquids, glycerol offered the highest level of viscous dissipative force to adhere the particles onto the filter media. On the other hand, SAE 20W/50 oil offered a higher deposition volume than PEG 400, though the former was slightly more viscous than the latter. Here, the deposition volume outplayed the liquid viscosity, resulting the engine oil in capturing more particles than the low molecular weight grade of polyethylene glycol. In case of deionized water, its faster evaporation might have led to decrease the adhesion of particles. Glycerol was found to be the best of the four liquids used in this study for enhancement of fractional filtration efficiency. Plot of fractional filtration efficiency of dry and liquid-treated filter media: (a) Deionized water; (b) PEG 400; (c) SAE 20W/50 oil; (d) Glycerol.
Figure 8 displays the trend of single fiber efficiency due to adhesion as a function of weight of liquid in the liquid-treated nonwoven filter media. This efficiency was calculated from equation (16). As shown, this was decided by the overall fractional filtration efficiencies, fiber diameters, and packing densities of the liquid-treated and untreated filter media. It can be noticed that the adhesion efficiency generally increased with the increase of liquid add-on. This explains higher fractional filtration efficiency of the liquid-treated filter media as compared to that of the untreated one. Further, it can be noticed that the adhesion efficiency was higher for the smaller particles as compared to the larger ones. This was associated with the higher specific surface of smaller particles as compared to larger ones. As a result of this, a greater number of smaller particles can be adsorbed by a given volume of liquid present on the surface of a fiber. Interestingly, this trend of adhesion efficiency was found to be opposite to that of overall fractional filtration efficiency. The adhesion efficiency was found to be highest with glycerol-treated fiber, followed by the fibers treated with SAE 50W/40 engine oil, PEG-400, and deionized water, respectively. Plot of single fiber efficiency due to adhesion as a function of weight of liquid: (a) Deionized water; (b) PEG 400; (c) SAE 20W/50 oil; (d) Glycerol.
Evolution of pressure drop
Pressure drop is a key determinant of cost-efficiency for engine intake air filter media. The higher is the pressure drop the higher is the energy required for the air to flow through the filter media. The air is required for the supply of oxygen for fuel combustion. Figure 9 displays the trend of pressure drop of clean filter media treated with various levels of different liquids. In a true sense, this pressure drop can be termed as initial pressure drop. As shown, the untreated filter media exhibited lower initial pressure drop than the liquid-treated filter media. This is regardless of the kind of liquid employed to treat the filter media. The reason for this behavior can be explained based on the structure of the filter media. It is well known that the structural parameters on which the initial pressure drop mainly depends are thickness and porosity. The lower is the thickness and the higher is the porosity, the lower is the initial pressure drop and vice-versa. While the thickness of the filter media remained unchanged upon liquid treatment, it was the reduction in porosity that resulted in increase of initial pressure drop. Upon liquid deposition, the porosity of the filter media decreased due to reduction in pore volume.
17
Glycerol and engine oil showed the highest increase of initial pressure drop. While the volume of deposited engine oil was higher than that of glycerol, due to difference in their densities, the deposited glycerol might have occupied mostly on the upstream face of the filter media without seeping through due to high viscosity. Therefore, the initial pressure drop across the glycerol treated filter media matched up with the oil treated filter media. The PEG treated filter media showed an intermediate increase in pressure drop due to low deposition volume and low viscosity. The water treated filter media lay lowest in the plot. It is to be emphasized that other factors like evaporation during test might have reduced the quantity of water contained in the treated media. Plot of initial pressure drop across dry and liquid-treated filter media.
In reality, the pressure drop across the filter media continuously increases with the accumulation of dust particles. This is allowed till a terminating pressure drop is reached and the filter media is called for replacement. The rise of pressure drop is important to examine as it helps us draw a crucial inference regarding the life of the filter media. Figure 10 displays the evolution of pressure drop of the nonwoven filter media treated with four different liquids at five various levels of add-on. The pressure drop across various filter media was recorded against incremental dust feed. The experiments were continued till the pressure drop across the filter media rose to a terminating pressure drop of 1000 Pa above the initial pressure drop. It can be noticed that the evolution of pressure drop changes with a variation in liquid add on. As the liquid add on was higher the rise of pressure drop was slower. Each pressure drop curve can be characterized as a combination of an initial slow rise followed by an abrupt and markedly linear increase. In the case of untreated filter media, the initial slow rise of pressure drop was associated with dust accumulation in the depth of the filter media and the abrupt rise related to dust cake formation on the surface of the filter media.
29
As compared to the untreated filter media, the gradual rise of pressure drop as well as the abrupt increase of pressure drop across the liquid-treated filter media happened further slowly. The initial slow rise of pressure drop across the liquid-treated filter media was an indicative of dust absorption by the liquid droplets. As this stage did not significantly alter the pore volume of the filter media (see Figure 11), the rise of pressure drop was slow. Whether this stage was completed or not, that is, the liquid droplets were fully or partially packed with the particulate matter, the dendrites started to form and grow. The dendrite growth of the particles caused a huge obstruction to the flow of air, which resulted in abrupt increase of pressure drop. It can be inferred from Figure 10 that glycerol showed the slowest rise of pressure drop at all treatment levels among all liquids. It is interesting to note that the pressure drop curves were most distinct for glycerol. This points out to the fact that the incremental volume of glycerol had the highest effect over the evolution of pressure drop among all liquids. Plots of evolution of pressure drop in case of dry and treated filter media with different liquid add-on: (a) Deionized water; (b) PEG 400; (c) SAE 20W/50 engine oil; (d) Glycerol. Depiction of dust deposition morphologies on a dry fiber (top row) and on a liquid-treated fiber (bottom row).

The dust particles get accumulated in the filter media during the filtration process. The weight of dust particles accumulated until the terminal pressure-drop is reached is known as dust holding capacity of the filter media. The higher is the dust holding capacity the higher is the life of the filter media. Figure 12 displays the trends of dust holding capacity in liquid-treated filter media as a function of the weight of liquid added to the filter media. The liquid-treated filter media exhibited much higher dust holding capacity than the untreated filter media. The liquid droplets on the fibers absorbed the particulate matter without imparting any significant change in the structure of the filter media. Hence, the pressure drop during the dust absorption phase remained practically unchanged. As a result, the amount of dust loaded onto the filter media was higher than the untreated media till the terminal pressure drop was reached. The dust holding capacity of glycerol treated filter media was recorded to be the highest at all levels of liquid add-on. This was associated with the slowest rise of pressure drop across the glycerol treated filter media. This might be due to high deposition volume of glycerol in the upstream of the filter media which facilitated to absorb the particulate matter and delay the dendrite formation of dust particles. The water-treated filter media showed the least dust holding capacity. As stated earlier, the evaporation of water during the test might have led to very small amount of water left deposited onto the filter media to absorb the particulate matter. Of the remaining two liquid-treated filter media, the oil treated filter media exhibited a little higher dust holding capacity than the PEG treated filter media. The volume of deposition of oil was higher than that of PEG, hence the former absorbed more dust particles than the latter. Plot of dust holding capacity of dry and liquid-treated filter media.
In order to see if there was any difference in the nature of dust accumulation onto the filter media treated with different liquids, the light microscopic images of the dust-loaded filter media were taken. This is shown in Figure 13. It can be noticed that there is not much difference in the pattern of dust deposition onto the untreated and water-treated filter media, barring the fact that the dust looks more brown in latter. This was supposed to be due to the interaction between the water and dust particles. Water has low viscosity due to which it may have transported to the downstream part of the filter media, reducing its content on the upstream part. Furthermore, evaporation may also have caused reduction of water content in the media, as discussed in previous section, causing the deposited dust cakes to appear similar to that in untreated media. For the other liquid-treated media, the deposition appears to be gel-like. This is presumably due to absorption of dust into the deposited liquid. Nevertheless, dendrites did not appear to have started forming on the treated or untreated filter media. Microscopic images of dust loaded filter media (at the same treatment level): (a) Untreated; (b) Water treated; (c) PEG 400 treated; (d) Engine oil treated; (e) Glycerol treated.
Conclusion
Spraying of viscous liquids onto nonwoven filter media resulted in higher gravimetric as well as fractional filtration efficiencies. The initial and final filtration efficiencies were directly related to liquid add-on via a power law relationship. The contribution of viscous liquid to the initial filtration efficiency was more than that to the final filtration efficiency. The increase in fractional filtration efficiency due to liquid treatment was more for smaller particles as compared to larger ones. This was explained through single fiber efficiency due to adhesion. In liquid-treated filter media, the initial pressure drop was higher, but the rise of pressure drop during dust loading was slower than the untreated media. The liquid-treated filter media also displayed a remarkably higher dust holding capacity than their untreated counterparts. However, no discernible difference in the dust deposition pattern was observed in the filter media upon liquid treatment. The viscosity of liquid was found to be a very crucial parameter as the dust deposition morphology was contingent to the flow of liquid onto the filter media. Of all the liquid-treated filter media, the one treated with glycerol exhibited highest filtration efficiency, slowest rise of pressure drop, and highest dust holding capacity.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.