
Abstract
The desire for sport products with enhanced performance and efficiency has been known for many years and nanotechnology has opened new routes for the production of functional sportswear. The objective of this paper is presenting an overview on applications of nanotechnology in different sport sections with the main emphasis on sport flooring, clothing and shoes. Some of the important features imparted into sport apparels by nanotechnology are also thoroughly discussed. Following the current trend sportswear of all types will experience the nanotechnology revolution, in the near future.
Introduction
With the ever-increasing application of nanotechnology in almost all aspects of today’s life, using nanomaterials in sport engineering has also been of concern, resulting in scientific development of sport. Nowadays nanotechnology has been widely used in various sport sections including sport venues, sport equipment and sport coatings, floor coverings and clothing. Famous sport companies are looking for new and novel ideas for increased application of nanotechnology in their sport products attaining desired properties [1]. Although nanomaterials in different sport sections have brought many benefits to the sport community, they possibly have negative impact on the environment and organisms, threatening the human health [2]. Thus, more attention should be paid on the biological study of nanomaterials, developing sports engineering with negligible harmful effect [2].
Today’s sport venues have been dramatically changed through application of nanomaterials in the construction of sport stadiums from their roof and floors to walls and glasses. Nano-films with higher resistance to water and moisture are applied on flooring and walls of stadiums preventing the formation of rust and defects, maintaining their long-term cleanliness and extending their service life [3]. Painting the stadium walls with nano-paints including SiO2 nanoparticles with antibacterial, self-cleaning and anti-stain properties purifies the indoor environment, insulates the heat and protects the area against ultraviolet (UV) radiation of sun [4–9].
Sport equipment containing different nanoparticles possess higher performance, increased flexibility and durability along with light weight [1–9]. The equipment also affects the athletes’ performance and prevents them from imminent harm. Carbon nanotubes have been applied in tennis and badminton racquets to reduce their weight and increase their elasticity, durability and hand-feeling. These racquets are mostly made of graphite and carbon fibers. Coating tennis balls with nanoparticles such as nano-clay greatly extends the ball service life due to gas barrier effect slowing down the speed of air penetration into the ball. Bicycles with carbon nanotube frames are light-weight while having rigidity. Another example is high speed light-weight boats with reduced flow resistance made by nanoparticles coating [4–9].
Growing role of nanotechnology in textile industry provides various high-quality products with added values [10]. Finishing of textile materials with different nanoparticles and production of nanofibers revolutionized the sportswear market. The nanoparticles on textile substrates impart unique multifunctional properties without adverse effect on breathability or hand-feel [11]. Sport shoes with anti-odor, waterproof and antibacterial insoles, waterproof swimsuits and protective sport clothing with high-impact resistance are among the wide applications of nanotechnology in sportswear. Athletes’ safety and physical comfort are also increased wearing the nano-sport clothes. Textiles embedded with electronic sensors and Global Positioning System (GPS) help the athletes in emergencies.
In the present paper, we have tried to overview the main applications of nanotechnology in textile industry including sportswear such as sport clothing and sport shoes and also floor coverings, enumerating their functional properties. Furthermore, standard methods for assessing the properties of sport apparels have also been briefly summarized. All the provided information in this review paper is based on scientific proof from published literature. It has also been tried to provide examples of commercial products in each case, which is definitely not a confirmation of the products admissibility.
Nanotechnology in textile industry
Nanotechnology in textile industry is classified into three categories of nanofibers, nanocomposite fibers and nano-finishing of textile materials as shown in Figure 1, which are thoroughly discussed in the following sections.
Nanotechnology in textile industry.
Nanofibers
Nanofibers with diameters less than 100 nm, large surface area (1000 times more than microfibers) and excellent mechanical properties provide wide applications including sport apparel and sport shoes such as waterproof and windproof sportswear for canoeing, cycling and mountaineering. They can be produced by interfacial polymerization, electrospinning and electrostatic spinning methods [12,13].
Electrospun nanofiber webs with porous structure, large surface area, high flexibility and light weight are good candidates providing water resistance, breathability and water vapor penetration. Porous membranes based on electrospun nanofibers can be laminated on knitted fabric to impart wind and water resistance to various types of sportswear [14]. Multi-layered electrospun nanofiber mats-equipped fabric known as (MENMEF) is suitable for sportswear especially for mountaineers and cyclists, in which resistance to liquid penetration and simultaneous good water vapor transfer along with windproof properties are necessary [15]. Carbon nanofibers have also been used for making flexible vault poles with light weight and easy bending properties [7,8].
Ultra-fine high-strength polyester nanofiber “Nanofront™” has replaced insoles for running shoes. Due to the excellent frictional properties, the insole offers outstanding slip resistance and the high moisture absorbance provides wearers with comfort [16]. Nanofibrous structures have unique characteristics, such as higher surface-to-volume ratio, smaller pores, higher porosity, flexibility, surface functionalities and superior mechanical performance (such as stiffness and tensile strength). The moisture wicking of nanofibrous structure is significantly higher than the ordinary fibers structure [17,18].
Nanocomposite fibers
Nanofillers such as nano-clay, metal oxides and carbon nanotubes have been generally used for preparing nanocomposite fibers. The main advantage of nanostructured composite fibers is their enhanced physical, mechanical, toughness and abrasion resistance properties due to nanoparticles’ large surface area and high-aspect ratio interacting with polymer matrix. Multifunctional properties such as conductivity, antibacterial and anti-static properties can be imparted to the fibers regarding the applied nanoparticles as fillers. Although experimental evidence indicated the induction of the nanoparticles’ effects to the fibrous material, the properties of nanocomposite fibers greatly depend on the chemistry of polymer matrix, nature of nanofiller and preparation method. The uniform dispersion of nanofillers in the polymer matrix is an important prerequisite for desirable mechanical and physical characteristics that can be improved by use of organic surfactant and compatibilizers. The enhanced mechanical properties can also be achieved by altering shape, volume fraction and size of nanofillers [19].
Several sport equipments are produced with carbon fibers filled with carbon nanotubes such as tennis and badminton racquets. The racquets have strong strings enhancing the impact strength and rebounding performance of the athletes [20]. They provide 50% more resistance than standard carbon racquets and reduce vertical bending and twisting of the frame when the ball hits it [20]. Stronger, lighter and better performing baseball bats are produced using carbon nanotubes reinforcing the resin between the carbon fibers [21]. Ordinary skis with tiny voids that create stress points weakening the ski have been replaced by low swing weight, easy turning and durable skis, adding nanoparticles into the voids [22].
Nano-finishing
In textile industry, finishing stage is where the specific properties are imparted into fabrics, changing their appearance and/or improving their resistance to water, chemicals, biological, physical, mechanical and general wear. Nano-finishing has opened up new insights for various applications difficult to proceed through conventional finishing, offering huge potential in a wide range of end uses. A growing area of interest in nano-finishing is use of nanoparticles on textiles, providing fabrics with diverse practical performance depending on the nanoparticles properties [22–29]. Moreover, finishing of fabrics with nanocomposites will provide several features producing multifunctional textiles. The nano-finishing can be classified into two main methods as follows:
– Ex-situ: In many nanostructured finishing procedures, the fabric is treated with the precursor of nanoparticles, known as ex-situ finishing method. Hence, conventional finishing methods can be applied including exhaustion, spraying, padding, foaming and printing. Preparation of the nanoparticles dispersion, textile application and final fixation are common required steps involved in ex-situ nanoparticles finishing.
Pretreatment of fabrics for increased adsorption of nanoparticles is generally required in ex-situ methods. Plasma has been used as a pretreatment on fabrics to provide improved loading of nanoparticles such as nano silver for enhanced antibacterial efficiency [30–32]. Better coating adhesion was reported after different treatments such as hydrophobic sol–gel finishing [33]. Plasma treatment induces wettability changes along with surface morphological alterations, producing roughness on the surface [34,35]. The water repellency could also be imparted to the surface depending on the type of the plasma gas. Plasma treatment in vacuum with fluoro-based chemicals such as CF4, C2 F6, SF6 and NF3 results in reduced surface energy and water-repellent property [36].
In-situ: The in-situ nanostructures finishing of textile has been recently introduced as a promising way surpassing complex and multi-steps ex-situ method. Through in-situ nanostructures finishing method, nanoparticles are synthesized in the presence of the textile material, providing a single-step procedure without requiring a final fixation step. Due to the physical and/or chemical interaction between the nanoparticles and fibers other textile properties are also positively influenced such as enhanced mechanical properties.
Over the years, research groups all around the world obtained variety of textile materials with multifunctional properties through incorporation of nanomaterials [37–42]. During the last decade, Montazer and his research group have done a vast number of studies on in-situ synthesis of different nanoparticles such as silver, TiO2, ZnO, TiO2/Ag and ZnO/Ag nanocomposites for imparting multifunctional properties on textiles including self-cleaning and antibacterial [29,43–47]. Copper and copper oxide nanoparticles have been synthesized on different fabrics creating antibacterial, conductivity and chemical sensing properties [48,49]. Iron oxide nanoparticles and TiO2/Ag/iron oxide nanocomposites have been in-situ synthesized on polyester fabric producing magneto, photo, bio-active textiles [50–52]. In addition, use of sonochemistry as a new route for in-situ deposition of nanoparticles onto textile substrates has recently been of increasing interest [53]. Abramov was one of the pioneering researchers interested in materials synthesis using ultrasound who developed a range of ideas in ultrasound field [54]. Moreover, different groups led by Gedanken and Suslick published papers on sonosynthesis of nanomaterials [55,56]. In-situ sonosynthesis of nano TiO2 particles on cotton fabric using ultrasonic bath at low temperature showed excellent durable UV-protection and self-cleaning properties, and wool fabrics with self-cleaning, antibacterial/antifungal, hydrophilicity, enhanced tensile strength, low cytotoxicity and reduced alkaline solubility and photo-yellowing were prepared through sonosynthesis of TiO2, ZnO and N-doped TiO2 nanoparticles [57–59].
Nano-finished textiles with water-proof, antibacterial, anti-odor, UV-protection and self-cleaning properties have wide sport application such as swimsuit, diving suit, sport socks, outdoor sport apparel, mountaineering tents and anti-stain stadium floor coverings. Many different properties are important to be considered for designing sportswear. For instance, high moisture transfer property to keep the body dry during sport activity is critical and nano-finishing is helpful to alter the moisture transfer properties of the fabric [60].
Nanotechnology in sport flooring
One of the important applications of nanotechnology in textile industry is devoted to stadium floor coverings that affects the performance and safety of athletes and on the other hand intensifies the flooring durability and cleanliness [5]. The application of nanomaterials in gym floor has been reported with strong water and oil-proof property and cleanliness [6]. Nanomaterials used in sports engineering include nano carbon material and nano metal oxides such as SiO2 and Al2O3 [7]. Calcium carbonate nanoparticles dispersed in polyurethane fibers intensify the elongation and thermal resistance of sport turf [8]. Running tracks enhanced with nanoparticles have excellent rebound resilience, compressible recovery, elasticity, hardness, durability, anti-flaming, anti-mildew and anti-static properties [9]. The mechanical property of nano field tracks exceeds normal polyurethane by two-fold based on experimental evidence [611].
Nanotechnology in sport clothing and sport shoes
Use of nanotechnology in textile materials including nanofibers, nanocomposite fibers and nano-finished textiles imparts multi-properties providing their application in sport clothing market. Several fabric companies have utilized nanotechnology to develop a wide range of sports apparel. Scholler, a Swiss company, has developed a nano-based technology to produce clothing with optimal balance of comfort, air permeability, wind and water resistance and self-cleaning property for extreme cold weather sports such as mountaineering and ski. The produced sportswear also benefit from rain- and snow-repellent feature [62]. UK-based company, JR Nanotech, has developed “SoleFresh™” socks treated with silver nanoparticles eliminating athlete’s foot odor [63]. Nano silver nylon fibers with application areas including daily activities and sport, sportswear, sports bags and running shoes were produced by Korean company, Hyosung [63]. Nanotechnology provided a real breakthrough in the anti-slip properties of footwear soles [64]. Increased wicking in sport clothing protecting mountaineer from the cold and rain, and breathable clothing regulating body temperature in extreme climates are some of the benefits of using nanotechnology in sportswear [65].
Some of the most important properties of nano-sport clothes and shoes are thoroughly discussed in the following section.
Water-proof
The evolution of sport clothing has occurred by water-proof breathable fabrics suitable for protection from wind, rain and loss of body heat. Water-proof fabrics prevent water from penetrating into the fibers and are breathable to allow water vapor to diffuse through fibers. There have been several types of breathable fabrics classified as closely woven fabric, microporous membrane, coating and smart breathable fabric [66]. Although the first water-proof breathable fabric was prepared by densely woven fabric or polymeric and resin coating, the nanotechnology has brought new opportunities to develop water-proof breathable fabric [66]. A water-proof polyester fabric coated with nanosilicate has been made to be kept dry after 2 months’ immersion in water due to the decreased resistance between water and fabric, hence is booming for swimsuits [7,8]. Water-proof permeable antibacterial sport shoes “LSMZ™” are produced by nano-membrane of TiO2 and ZnO nanocomposites in fluoronates and perfluoroalkyl substrate with Lotus effect (superhydrophobicity) and water-vapor single-directed ability [7,8].
Electrospinning provides an ultrathin membrane-like web with extremely fine fibers, high specific surface area, flexibility, light weight and desired porous structure to impart barrier and comfort performance producing water-proof breathable apparel as sportswear [67]. Layered fabric systems, based on electrospun nanofiber webs with varying composite structures, substrate fabrics, and different levels of nanofiber web density have been prepared for outdoor sportswear and provide the wearer with high resistance to water penetration and high degree of moisture vapor and air permeability [67,68]. Moreover, thermal comfort of the water-proof breathable layered fabric systems was improved by depositing metal vapors such as Al on electrospun nanowebs [69].
Antibacterial
Considering the importance of public health awareness, there is an increasing demand for antibacterial materials in many application areas including sport. Sweating during sport activities provides suitable environment for bacteria to grow and generate bad odor. Staphylococcus aureus is a common bacterium in athletic teams causing infectious diseases. Thus, antibacterial sport clothing can protect the athletes against microorganisms and unpleasant odors whilst preventing the fibers from damage and rotting [70,71]. Textiles from chitosan fibers with moisture controlling, antibacterial and fungicide properties were used in sport clothes and socks [72].
Generally the antimicrobial effect is obtained through the application of nanomaterials during the finishing stage, or through the incorporation of nanopartilces into fibers during spinning. Although organic metals, quaternary ammonium compounds and organic silicones have been used for antibacterial finishing of textile materials, antibacterial sport apparels, sport shoes and insoles are widely prepared using silver nanoparticles. Moreover, there have been some reports about the application of zinc oxide nanoparticles for antibacterial sportswear [73]. The antibacterial efficiency of silver nanoparticles is due to the metal ions and their small particle size and high-specific surface area. Damage to the lipids, proteins and DNA of microorganisms are the main antibacterial mechanisms [74–76]. A disinfectant and antibacterial solution “silverclear™” has been applied for making antibacterial sport clothing and shoes [7,8]. Based on the research carried out in Hohenstein Institute, Germany, fast onset action against bacteria is required for antibacterial sportswear, and the efficacy should be permanent during sport activity. Exclusion of skin reactions (allergy, irritation) or negative influence on skin microflora should also be considered [77]. There are some reports assessing the environmental risks of silver-containing clothes, and the silver concentration was found as the critical factor to be kept at a minimum range to avoid the involved risks [78]. It has been emphasized that silver clothes usage should be minimized if the function of the applied silver is not maintained at the low level [77].
UV protection
The application of nanoparticles with UV-protection properties in sportswear has been developed due to the high risk of UV radiation–related skin lesion especially in outdoor sports. Among the organic and inorganic UV-protective materials, semiconductors such as TiO2, ZnO, SiO2 and Al2O3 have been receiving more attention and are more applicable due to their chemical stability, low cost, availability and non-toxicity and the UV protection is mainly related to the potential of UV rays absorbance rather than reflecting and/or scattering [78]. The performance of UV-blocking agents can be efficiently increased through the uniform distribution of nanoparticles on fabric surface [79]. Layered fabric systems with a very thin layer of functional zinc oxide polyurethane nanocomposite fiber web were produced with UV-protection and antimicrobial properties having potential application in outdoor sport clothing [73].
Self-cleaning
One of the successful applications of nanotechnology in textile industry is the production of sport clothing and mountaineering tents with self-cleaning property. Apart from engineering a superhydrophobic surface using the lotus effect, photocatalytic nanoparticles such as TiO2 and ZnO have been used to produce hydrophilic surfaces with self-cleaning activity [80,81], and the photocatalytic self-cleaning fabrics could be applied for sportswear [82]. Photocatalytic activity of semiconductor nanoparticles is due to the photo-excitation under light irradiation with energy greater than or equal to their band gap, through which an electron–hole pair is produced between the valence and conduction band. The photo-induced electrons could be further transferred to oxygen, generating superoxide, hydroperoxy (HO2•) and hydroxyl (OH•) radicals. The holes or the produced hydroxyl radicals also have an oxidizing role in degrading stains, providing self-cleaning and anti-stain properties [83]. Schoeller Textile AG Company has introduced “Nanosphere™” to produce self-cleaning fabrics for sport activities and mountaineering tents [62].
Protection from heat and cold
Considering the relation between human body heat, environmental conditions and physical activity, the sportswear with insulation property against heat and cold are required especially for skiing, snowboarding, diving, mountaineering and cycling. Recently, the incorporation of phase change materials (PCMs) in textiles has growing interest to make thermo-regulated smart textiles [84–87]. PCMs are generally classified into organic materials including paraffin such as alkyl hydrocarbons (nonadecane and octadecane) and non-paraffin such as fatty-acids, alcohols and glycolic acids, and inorganic materials including hydrated inorganic salts [85]. PCMs have been encapsulated into microcapsules or nanocapsules, reducing the PCM reactivity toward the outside environment and controlling the volume changes of storage material during the period of phase change. The PCM nanocapsules with smaller particle size and higher heat transfer speed are more applicable than microcapsules. Melamine formaldehyde, urea formaldehyde, diacid silicone, polystyrene and polymethacrylate are some of the materials that have been used as shells for encapsulation of PCMs. The PCM nanocapsules can be added into fiber spinning stage or coated on textile materials during finishing process using a binder such as polyurethane [88–92]. The PCM nanofibers prepared by composite electrospinning and coaxial electrospinning are among the other methods of using PCMs in textiles [93]. The PCMs incorporated in sportswear can absorb the excessive body heat during sport activity and release the energy when necessary, decreasing thermal stress. The PCMs with specific temperature range (less or more than body temperature) are good candidates to be applied in sport products. The PCMs in sportswear absorb the heat immediately after temperature rise and release the energy when the temperature falls. The required thermal insulation of clothing and the amount of applied PCMs depend on the type and duration of physical activity [84–87].
Comfort
Moisture transport property which is affected by wicking and evaporation rate is an important aspect of sportswear, affecting the comfort level of the wearer [94]. Faster wicking of moisture through fabric improves the evaporation due to higher surface area, leaving the wearer dry and comfortable [95]. Fabrics with moisture transport properties transfer moisture from the wearer's skin surface into the fabric surface, and release the moisture to the atmosphere. These functional fabrics transfer sweat and moisture from the surface of the skin to the outer surface of the fabric, which keeps the wearer's body dry and comfortable and prevents clinging of polyester fabric to the wearer's body [96].
Improved moisture management was reported using plasma technology as an environmental friendly process [97]. The functional sportswear with hydrophobic outer and hydrophilic inner sides have been developed to provide functional, intelligent and comfortable sportswear absorbing and immediately releasing sweat from the human body [97]. Although fabric coating with hydrophilic/hydrophobic chemicals and weaving the inner and outer sides of the apparel with different hydrophobic/hydrophilic threads have been proposed for preparing functional sportswear, these methods suffer from some drawbacks. Recently, atmospheric pressure non-thermal plasma followed by graft polymerization has been introduced as an effective method providing high performance in controlling moisture and odor during sport activities [98]. A light-weight multifunctional and monolayer fabric with hydrophobicity/hydrophilicity properties on opposite sides was produced through plasma treatment and nanocoating with electro-spraying, providing high-performance textiles with especial use in sportswear [99].
Dual-layer in comparison to the single-layer textiles have great potential to produce higher moisture transfer properties as their components and structures can be tailored independently [96]. The porous electrospun nanofibers can also be used to modify conventional textiles to boost the moisture transfer property developing advanced sportswear [100]. Good moisture transfer potential of electrospun non-woven mats was reported using thick layer of hydrophilic polyacrylonitrile nanofibers with a thin layer of hydrophobic polystyrene nanofibers coated with polydopamine [100].
Enhanced blood circulation and recovery of muscles
Physical activities especially heavy sports such as bodybuilding, arm-wrestling and powerlifting may cause fatigued, injured or over-worked muscles, which can be recovered using functional sportswear with therapeutic effects. Far-infrared waves have the potential to be deeply penetrated into biological materials, and their positive effect on enhanced blood circulation and metabolism has been proved by researchers [101,102]. Incorporation of textile materials that have close contact with skin with germanium and ceramic powders such as alumina, titanium dioxide and silicon dioxide as nanostructures with far-infrared radiation effect can provide wide application areas including therapeutic treatment such as therapeutic knee bands, elbow bands and back-belts [103]. Far-infrared radiating materials absorb sunlight or heat from the human body, transform the energy into far-infrared rays within a specific wavelength range of approximately 6 to 14 µm and re-emit the energy to the human body [104], enhancing blood circulation and metabolism as well as promoting the recovery of fatigued muscles. Recently, PVA nanofibrous membranes containing germanium and SiO2 have been introduced with antibacterial and fast-healing effects for sport applications such as medical supports worn during physical activities [103].
Electronic textiles
Clothing with electronic properties produced from nanocomposite fibers for protecting athletes especially in high-risk sports such as mountaineering and monitoring the biological and physiological body changes and vital body signs has been one of the recent research concerns. The athletes’ physical health during sport activities can be observed wearing electronic smart sportswear. Interactive electronic textiles (IETs) have been developed to detect blood pressure, time, distance, calorie and movement in active sportswear, even recording arm actions improving golf or tennis swings [104]. GPS probes, sensors for monitoring physical, chemical and heart rate of the athletes being embedded in textiles are some of the proposed novel ideas [7,8]. Fencing smart clothing with special pressure sensor and smart gadgets helping the football referees are other applications of electronic textiles in sport. Recently, a research has been focused on developing smart multifunctional sportswear for the overweight, called as diet-facilitating suit, using smart textile materials that monitor the change of waist circumference, body temperature and the time of exercise, giving feedback to the wearer [105].
Multifunctional properties
Common nanomaterials used in textiles along with their main properties.

Some of the main properties of sportswear incorporated with nanotechnology are briefly shown in Figure 2.
Properties of sportswear and shoes incorporated with nanotechnology.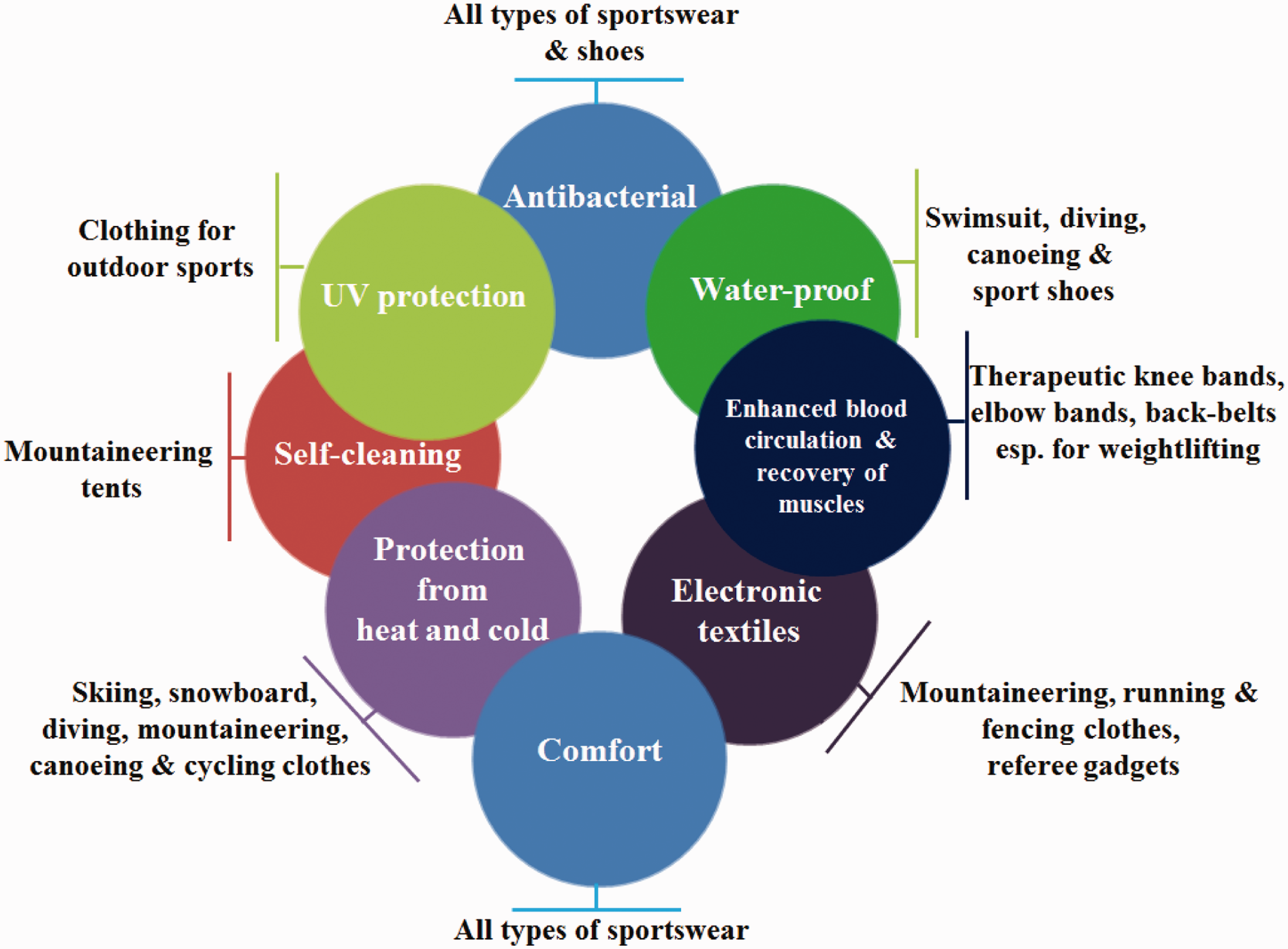
Methods of assessing sportswear properties
The most common standard methods for assessing properties of sportswear.

Antibacterial property of fabrics is generally evaluated using quantitative and qualitative tests based on AATCC100 and AATCC 147, respectively. The most common Gram-positive and Gram-negative bacteria are Staphylococcus aureus and Klebsiella pneumonia, while other microorganisms such as Escherichia coli can be also used. Quantitative method is based on calculating the reduction percent of bacteria at zero contact time and after 24 h from the inoculated treated test specimen and control sample (with no antibacterial agent). In the qualitative test a clear area of interrupted growth underneath and along the side of the test material indicates antibacterial activity of the specimen [144,145].
Ultraviolet protection factor (UPF) is a rating system used for apparel that indicates how effectively fabrics shield skin from UV rays. The higher the UPF number, the greater degree of UV protection a garment offers. Any fabric that allows less than 2% of UV transmission is labeled UPF 50+. AATCC 183 and ASTM D6544 both describe the methods used for evaluation of UPF factor of apparels [146,147].
Although the self-cleaning performance of ceramics coated with nano photocatalysts is determined based on ISO 27448-2009 through measurement of a change in water contact angle of surface under UV irradiation, no standard method has been proposed for textile materials so far [148]. Self-cleaning efficiency of textiles due to nano photocatalyst incorporation is generally evaluated by staining the samples with dyes or coffee and observing the stain degradation under various light irradiations.
ISO 15831:2004 standard method is used for measurement of thermal insulation of clothing using a thermal manikin. The method is based on measuring the temperature difference between the wearer's skin surface and ambient atmosphere per unit area. The manikin is stable or moves at specific intervals [149]. ISO 20344:2004 and EN 12784: 2000 standard methods determine the insulation property of shoes against hot and cold by measuring the thermal changes in innersoles and footwear [150,151].
Concluding remarks and future trends
Nanotechnology has revolutionized many aspects of sport engineering including sport venues, sport equipment, floor coverings and clothing. In addition to the positive role of nanotechnology in individual sports, it has affected the athletes’ performance in Olympic Games. Sportswear incorporated with nanotechnology have multifunctional properties such as protective properties against water, hot, cold, bacteria and unpleasant odors, and they are light-weight and flexible with high-impact strength. The wear comfort of sportswear is also positively affected by nanotechnology, enhancing the wearer’s performance and efficiency. Due to the breathability of nano-sportswear, the athletes withstand high activity levels for a longer period of time. To sum up, in comparison with ordinary sport equipment and clothing nanotechnology has brought many benefits to sport sections including:
– Enhanced athletes’ performance – Enhanced athletes’ safety – Enhanced athletes’ comfort – Light weight and higher strength – Flexibility – Multifunctional properties such as water-proof, antibacterial, anti-odor, anti-stain, UV protection, heat and cold protection, etc – Breathability
With the growing role of nanotechnology and vast number of studies in this area, developing new methods and ideas for producing sport products incorporated with nanotechnology is on demand. There has been enormous market growth for sportswear during last years and innovative products are continuously being produced considering performance, quality and design as crucial factors. Consumers will pay more for sportswear with both functional performance and style appeal, facilitating to gain considerable competitive advantage in their sports pursuit. The future approach will be focused on fulfilling multifunctional requirements including temperature regulation, friction reduction, moisture management, high strength, elastic recovery, lightness, wind and water resistance and wear comfort along with other characteristics depending on the nature of the sport, climatic conditions and physical activity, to develop enhanced performance products.
The negative influence of nanoparticles on wearer’s skin and environment should be also considered. Unfortunately, only a limited number of research on nanoparticles focused on health, safety risks and the threats to the environment. There are unanswered questions about the effects of nanoproducts on human health and the environment. The future studies will be more focused on high-performance sportswear complying with safety regulations, minimizing the risks from health, safety and environmental hazards of nanomaterials. Nanofibers and nanocomposite fibers possess minimum risks, whereas nano-finishing treatments possibly have more toxic risk regarding the surface coating of textile with nanoparticles. Therefore durability of nano-treatments will be of considerable importance in the apparel sector. Durable nano-finishing of textiles decrease the negative health and environmental risks of nanoparticles. In this contribution, in-situ synthesis of nanoparticles on textile materials will enhance the particles adsorption on the surface, ensuring the products durability after long wear.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.