
Abstract
An attempt has been made to investigate the filtration behaviour of filter media with gradient structure created through layers of needle punched nonwoven. Batts of different fibre orientation influenced by carding parameters were prepared. Carding parameters i.e. feeder, cylinder and doffer speed were optimized by using response surface methodology to achieve the batts of different fibre orientation. Three batts with a wide range of fibre orientation were selected to create the gradient structures by placing them in a different position in the layered structure. The physical, mechanical and functional properties of nonwoven were evaluated. The different order of fibre orientation of batts was also analysed with the help of SEM images. The fabric with inverse gradient structure having batts in increasing order of fibre orientation in the layered structure provided very high (close to the highest) filter efficiency and very low (close to lowest) pressure drop instead of having higher (close to highest) mean flow pore size.
Introduction
Gradient filtration is one of the oldest techniques of filtration. A filter media is the one that helps in withstanding high particles and have a low-pressure drop. There are two attributes that a filter media should possess. Usually, for filtration application, an optimization or balance is necessary of these two attributes [1–4]. Wang et al. [5] proposed a porous gradient geopolymer-based tube membrane and achieved a high PM2.5 and PM10 removal efficiency for air pollution. Bai et al. [6] conducted a numerical simulation on the filtration properties of layered fibrous media based on a 3 D model using GeoDict software. Their results depicted higher theoretical values than experimental values and also confirmed an increase in a deviation between experimental and theoretical values with the increase in fabric areal density. On the other hand, Liu et al. [7] and Lv et al. [8] studied the air permeability behaviour of hierarchically structured nanofiber membrane. They observed that a membrane with a hierarchical structure performed with low resistance and high air permeability, which found good application in wound dressing and membrane distillation. Whereas Wang et al. [9] used polylactic acid/TiO2 electro-spun fibrous membranes with a hierarchical structure to manufacture air filters and achieved a filtration efficiency of 99.996% with a relatively lower pressure drop. Zhang et al. [10] by combining a needle punched and melt-blown polypropylene nonwovens after corona charging treatment had designed a multi-layered gradient composite filter and that too with a good gradient structure. They reported that the positively charged gradient structure was found to be superior filter media. Huang et al. [11] developed a hierarchical filter media by electrospun nanofibers treated by solvent vapour annealing and found excellent efficacy for a range of PM2.5 to PM10. In a study, Deng et al. [12] designed a gradient structured filter by using recycled PET microfibres. They noticed that the electret filter consisting of gradient structure is more capable to produce a higher quality factor (QF) which is the relative efficiency to a unit pressure drop. Thilagavathi et al. [13] observed that needle-punched nonwoven fabrics with finer denier polyester fibres and higher punch density provided better filtration performance than those developed with coarser denier fibres and lower punch density. Pradhan et al. [14] studied the filtration performance of mono constituent, bi constituent, and multi constituent nonwoven air filter media. It was experiential that there was a low-pressure drop exhibited by the multi-constituent filter media. It was also noted that high filtration efficiency was been displayed by the mono-constituent filter media, followed by bi-constituent and multi-constituent filter media. However, considering both filtration efficiency and pressure drop the multi constituent filter media had more advantages.
The above discussion revealed that the orientation of fibres in filter media exhibited a great influence on filtration efficiency. Therefore, an alternative route might be possible to create a gradient of fibre orientation in batts of layered needle punched nonwoven structure where pore size can be optimized by the carding parameters. To create a good gradient structure the positioning of batts of different fibre orientation of the carded web is layered. Roy & Ishtiaque have already established that fibre orientation in the carded web is highly subjective by carding parameters [15–18]. Accordingly, an attempt has been made to take the benefit of the knowledge generated during previous work for designing filter media with lower pressure drop and high dust arresting efficiency. The batts of different fibre orientation in the carded web achieved through optimization of carding parameters were placed in different positions of layered structure to create the density gradient and were punched using the optimized parameters. The structural characteristics proposed by Roy & Ishtiaque [15] were used to measure the orientation of fibres.
Experimental
Materials and preparation of samples
Viscose fibre of 1.5 deniers and 38 mm staple length was used as a raw material for all experimental work. In the present work Box and Behnken three variable three-level experimental design was used to optimize the feeder speed, cylinder speed and doffer speed to achieve the required orientation of fibres in the carded web. In Table 1 the definite values of variables consequent to coded levels are displayed.
Considered carding parameters Box-Behnken design.

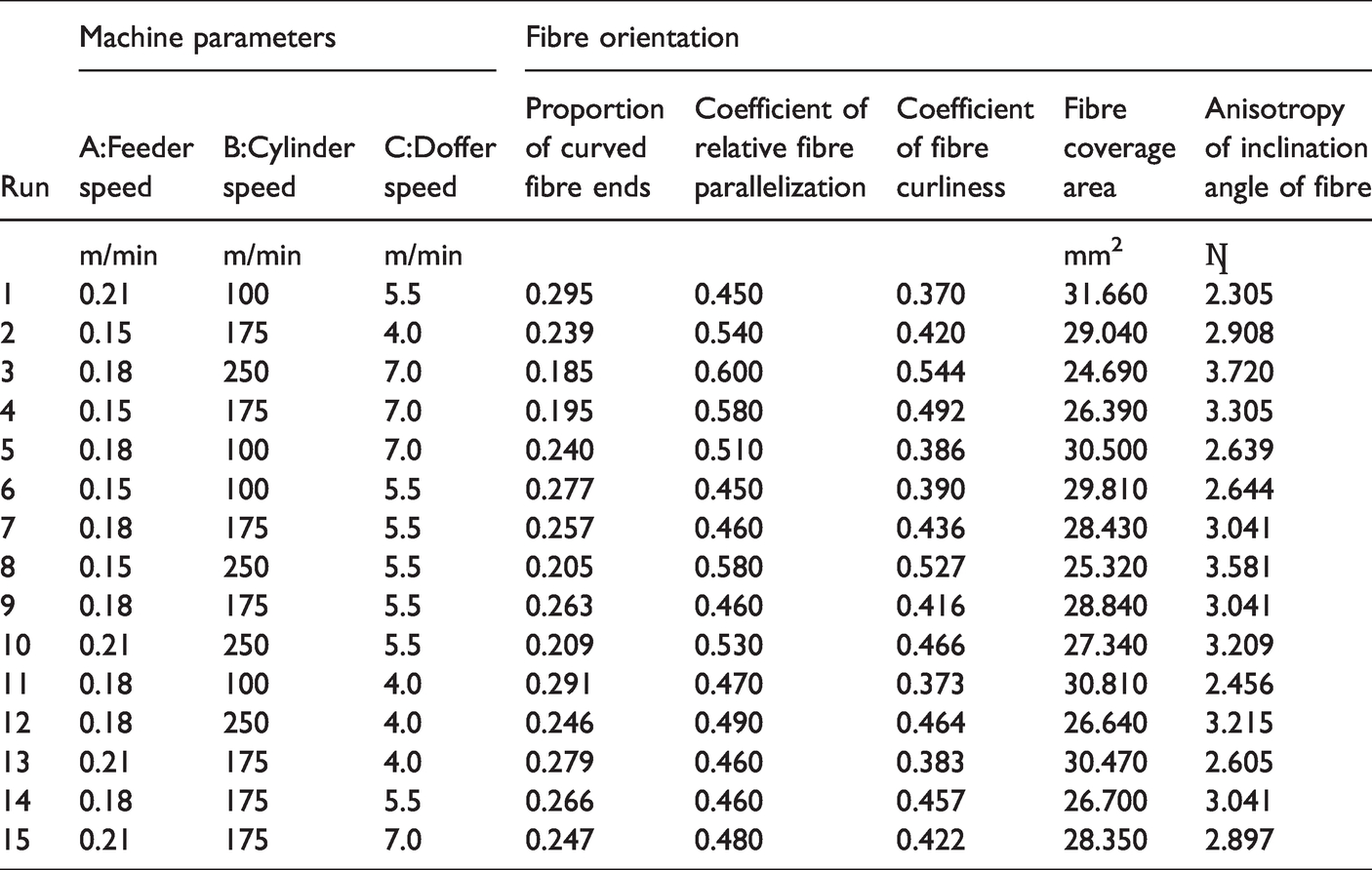
A total of 15 samples was prepared as per the experimental plan given in Table 2 and the corresponding values of structural indices are also provided in Table 2.
Box Behnken design for three variables and responses for fibre orientation.
Evaluation of fibre orientation carded web and nonwoven fabric
To study the orientation of fibre in X and Y planes of carded web and nonwoven fabric influenced by carding parameters at constant punching parameters the Tracer technique by Morton and Yen [19] and Lindsley’s technique [20] were used. The structural characteristics proposed by Roy & Ishtiaque [15] were used to measure the orientation of fibres. The inferences of these structural indices influenced by carding parameters were discussed in detail by Roy & Ishtiaque [16].
Structural indices to measure the fibre orientation in nonwoven fabric
Tracer fibre technique was used to measure the considered structural indices in both X as well as Y direction of nonwoven fabric as given below. As per the experimental arrangement indicated in Table 2 the samples were prepared respectively.
Coefficient of fibre curliness
Fibre extent is a measure of the proposed length of fibre in the machine direction of the card web. As shown in Figure 1, Fibre extent is a measure of the distance between the starting point and the endpoint of a tracer fibre. The fibre length exploitation in the X direction (machine direction) is represented by the fibre extent.
Figure1. Schematic view of fibre extent.
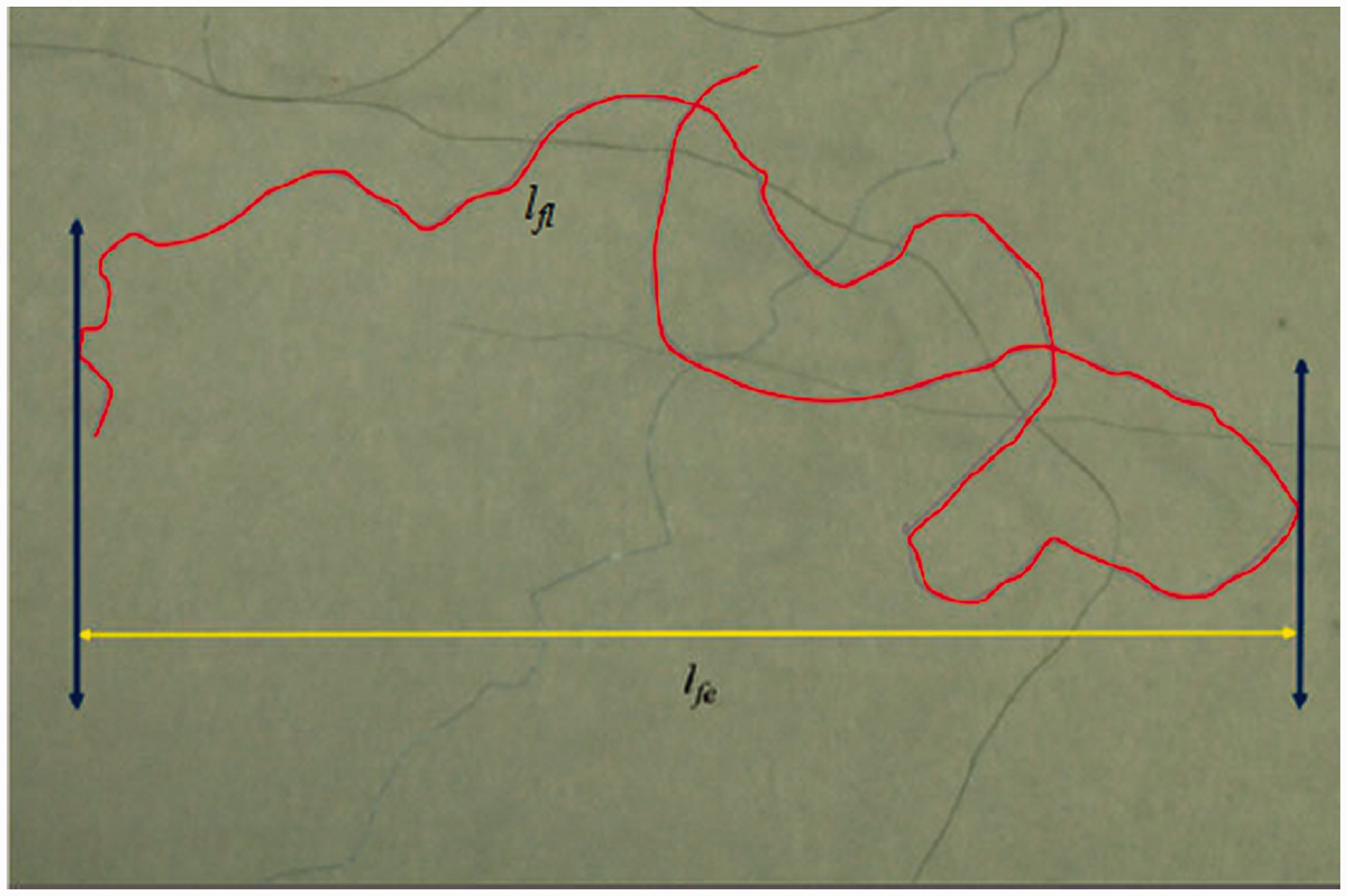
The coefficient of fibre curliness is referred to as the ratio of fibres extent to the actual length of the fibre and is expressed as given below:
Here, lfe = fibre extentand lfl = actual fibre length
The coefficient of fibre curliness is always between 0 to1. Greater the value of the coefficient of fibre curliness, higher the fibre is aligned in the X direction (machine direction).
Fibre coverage area (fca)
The fibre coverage area is well defined as the area accumulated by the proposed length of fibre in both the X and Y direction of a carded web. Greater the fibre coverage area, higher the spread of fibre segments onto the Y direction (cross direction). The NIS Elements software was utilised for measuring the fibre coverage area. It is well illustrated in Figure 2. The area is measured in terms of the pixel value.

Schematic view to evaluate the fibre coverage area.
Anisotropy of inclination angle of the fibre
The fibre inclination angle is a measure of the angle at an interval of 1.0 mm segments of fibre in the machine direction. The mean value of these angles is defined as the fibre inclination angle (Fia) as indicated in Figure 3. For measuring the angle of fibre inclination around 350 fibres were considered.

Schematic view of fibre angle measurement.
Every measurement of fibre inclination angle has been allotted into twelve class intervals of equivalent range i.e. 15°(0.26 radian). As a result, the frequency distribution of the inclination angle of the fibre was obtained. The anisotropy of the angle of fibre inclination in the carding direction was calculated employing the mathematical model as proposed by Neckář et al. [21,22].
Fibre orientation by lindley’s cutting and combing method
Lindley’s combing and cutting method [20] was used to study the fibre orientation in the carded web. The coefficients proposed by Leont’eva [23] were used for the present work. The indices used for studying the fibre orientation in the carded fibre web are described below. Samples were prepared as per the experimental plan given in Table 2.
Proportion of curved fibre ends
We express the proportion of curved fibre ends as follows:
Here, E = weight of the projected portion from the edge of the side plate after combing,
N = weight of material after combing and cutting under the side plate.
This indicates curved fibre ends as well as their length in fibrous material. Thus, higher fibre curliness in fibrous material, higher the value of
Coefficient of relative fibre parallelization
The coefficient of relative fibre parallelization represents the degree of fibre parallelization and straightening in fibrous material. Thus, greater the fibre straightening and parallelization in fibrous material, higher the value of K
Here, C = weight of combed out portion under the side plate,
E = weight of the projected portion from the edge of the side plate after combing,
N = weight of material after combing and cutting under the side plate.
Preparation of carded web of different orders of fibre orientation
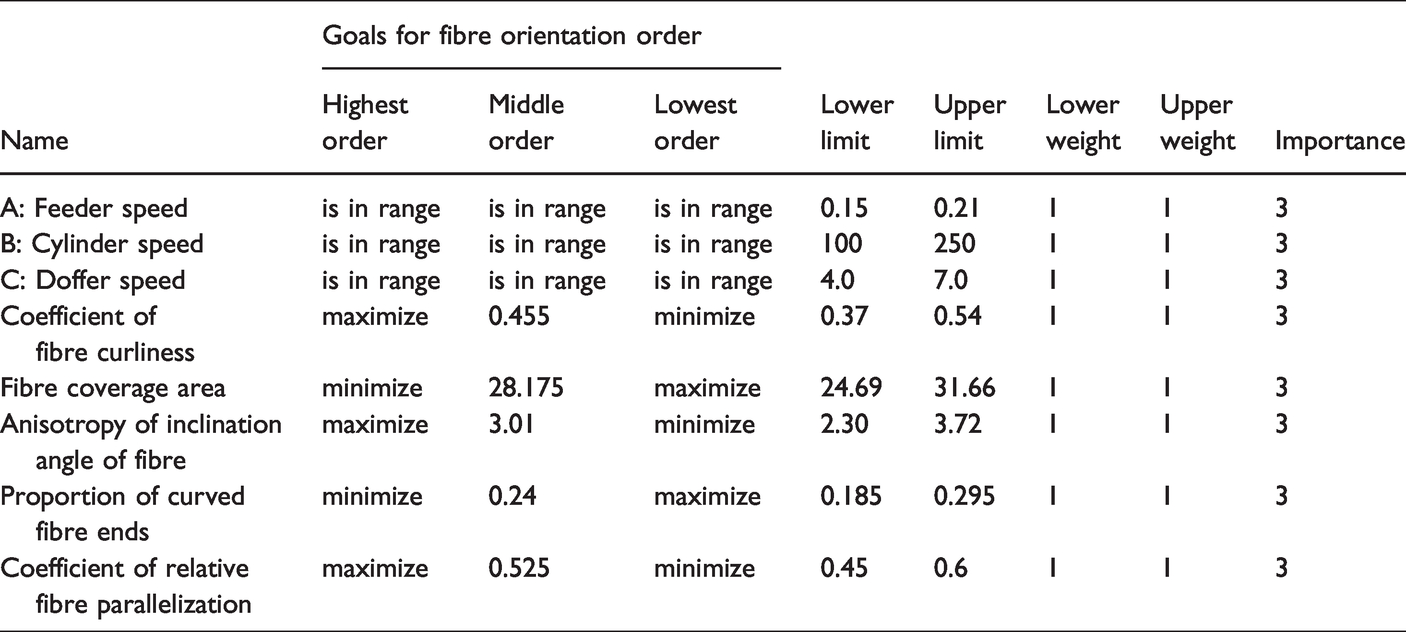
A possibility was explored to create a nonwoven structure by placing the batts at a different position in a layered structure having a different orientation of fibres in the carded web to maximise the efficiency of filtration at minimum possible pressure drop. Therefore, the carding parameters were optimized for achieving the three different orders of fibre orientation in carded web i.e. highest order, middle order and lowest order to create the layered nonwoven structure. Accordingly, goals were set to minimize or maximize the respective structural indices to achieve different orders of fibre orientation and are illustrated in Table 3. The lower and upper limits used in Table 3 for respective structural indices were obtained from Table 2.
Goals for the highest, middle and lowest order of fibre orientation in carded web.
The three combinations of carding parameters, which provided the highest, middle and lowest order of fibre orientation in the carded web were obtained after the optimization process and optimized carding parameters and corresponding values of structural indices are given in Table 4.
Optimized carding parameters and corresponding structural indices for different orders of fibre orientation.

Finally, three sets of batts having a basis weight of 67 GSM were prepared with three different optimized combinations of carding parameters, as given in Table 4, to produce the carded webs of a different order of fibre orientation. The measured values of fibre orientation of different batts, with optimized carding parameters, are given in Table 4. Figure 4 represents SEM images of prepared nonwoven fibrous assembly consist of different level of fibre orientation. Figure 4a, 4b & 4c represent the highest, middle and lowest order of fibre orientation respectively.
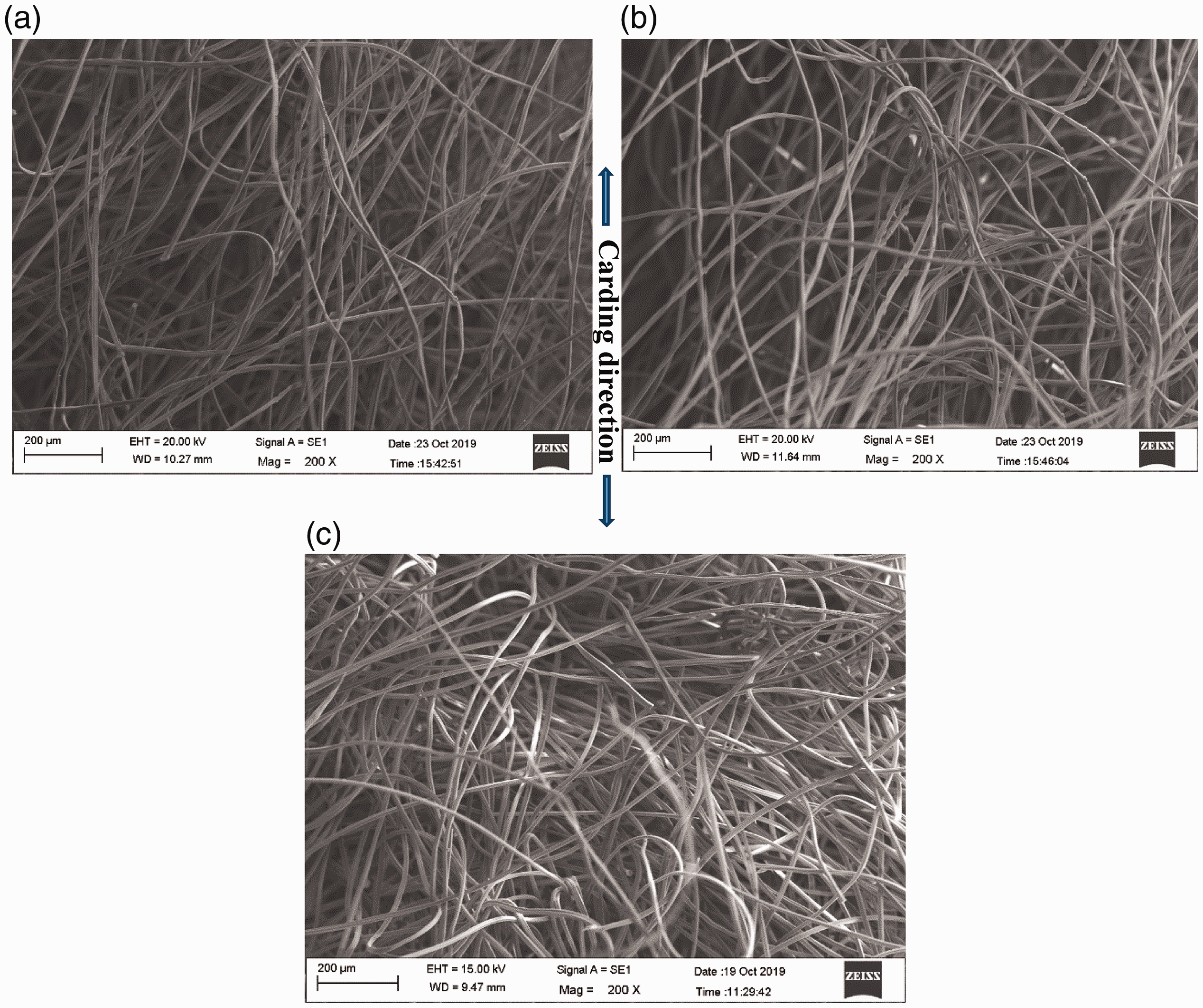
Different order of fibre orientation in carded web. (a) The highest order of fibre orientation. (b) The middle-order of fibre orientation. (c) The lowest order of fibre orientation.
Layered structure of different orders of fibre orientation
The batts having three different orders of fibre orientation were used to create the layered structure. Accordingly, batts, having the lowest, middle and highest order of fibre orientation, named as A, B and C respectively, were used for creating a three-layered nonwoven structure. Total 9 combinations of three-layered structure, as shown in Table 5, were produced out of these three considered batts.
Placement order of differently oriented webs in the layered structure.

The layering sequence of batts in one of the combinations is shown in Figure 5. Finally, 176/cm2 punch density and 7.15 mm needle penetration depth as optimized by Roy & Ishtiaque [24] were used for all the 9 combinations.

Layering sequence of batts with differently orientated fibres.
Evaluation of mechanical and functional properties
As per ASTM D5035 and ASTM D3786 standard, the fabric tenacity and bursting strength were measured respectively. To measure the mean flow pore size of the fabric the capillary flow porometer (POROLUX™100) was used. For the measurement of mean flow pore size, the samples were wetted with a low surface tension liquid (POROFIL, 16 mN/m) and then was placed in a sealed chamber which was then pressurized with Nitrogen (N2) gas. For the evaluation of bursting strength and mean flow pore size, samples with a diameter of 140 mm and 18 mm were used respectively. According to the work done by Roy & Ishtiaque [16] in the earlier stages, the filtration efficiency and pressure drop of the nonwoven fabrics were measured by employing, a separate purpose-built air filtration set up.
Results and discussion
Influence of layered structures on physical, mechanical and functional properties
The responses of the physical, mechanical and functional properties of all combinations of layered structures are reported in Table 6.
Properties of different combinations of the layered structure.

Fabric thickness
The results of the fabric thickness of samples made from different combinations of batts in a layered structure are given in Table 6 and Figure 6. It was observed that the fabric thickness of sample CCC was found to be lowest followed by sample BBB and AAA. The obtained combinations of cylinder, doffer and feeder speeds, as given in Table 4, are responsible for different fibre orientation in the carded web of the respective batt. Accordingly, batt C achieved the highest order of fibre orientation followed by batt B and A, which resulted in the highest compactness for sample CCC followed by sample BBB and AAA. The results of the other six combinations of batts in the layered structure depicted moreover the same fabric thickness. Therefore, it can be concluded that the fibre orientation of batts in layered structure influenced the fabric thickness.
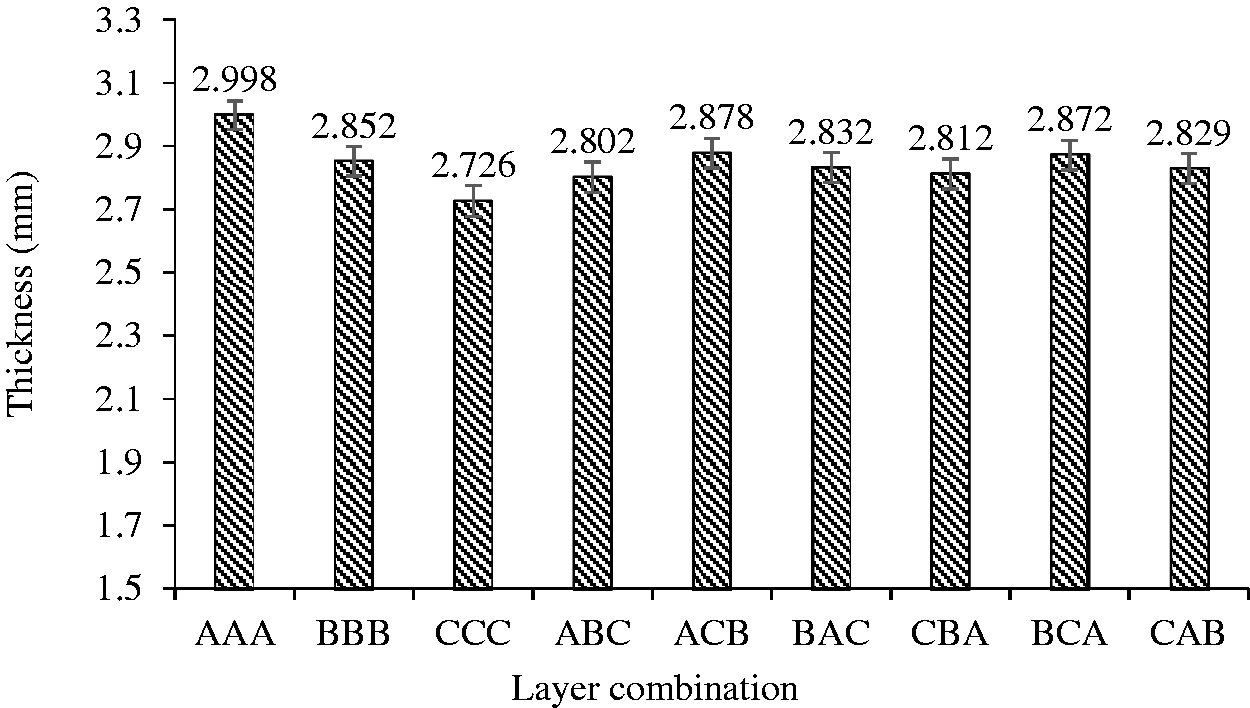
Fabric thickness having different positions of the batt in the layered structure.
The fabric thickness is governed by preformed multi-layered carded webs structure of required batt weight after the consolidation of fibrous batt by the stripper plate and the interaction between fibres and barbs of needle initiated by the needle punching process. Therefore, the fibre length distribution in X, Y and Z direction in the fabric is found to play an important role to decide the fabric thickness. The increase in cylinder speed increases the centrifugal force on fibres. With a decrease in cylinder loading the efficiency of the fibre transfer increase which leads to an increase in centrifugal force of the fibre. This eventually improves fibre opening and individualization of fibres and leads to more fibre straightening and parallelization [22]. A reduction in trailing hooks and an increase in leading and both side hooks are noticed with the increase in doffer speed at constant cylinder speed. But the simultaneous increase in both cylinder and doffer speeds inferred positive results in terms of the number of hooks in the carded web. The results of Roy & Ishtiaque [16] noticed an increase in the coefficient of relative fibre parallelization and a decrease in the proportion of curved fibre ends was because of the increase in cylinder and doffer speeds. The coefficient of fibre curliness, the anisotropy of inclination angle of fibre and fibre coverage area influenced by cylinder and doffer speeds supported the results. Therefore, the reduction in fabric thickness is because of the improved orientation of fibres in the carded web and also the increase in cylinder and doffer speeds. Conversely, when the feeder speed was increased, the fibres get disoriented to the machine direction, which was obvious from the proportion of curved fibre ends, coefficient of relative fibre parallelisation and anisotropy of inclination angle of the fibre, resulting in higher fabric thickness. However, with an increase in the feeder, cylinder and doffer speeds there will be a gradual reduction in the fabric thickness. Hence, it can be inferred that the feeder speed could not influence the overall fabric thickness too much.
Therefore, normally, the fabric thickness depends on the orientation of fibre in the carded web which is influenced by the considered carding parameters. Due to the punching process maximum of the fibres are oriented in the X and Y direction rather than the Z direction of the fabric. Fibre segments are reoriented and moved from the surface of the carded web towards the interior of the fabric. However, the influence of reoriented fibres in the Z direction is due to the needling action on fabric thickness which will largely depend on the orientation of fibres in the X and Y direction of the fabric. Therefore, the improved alignment of fibres influenced by carding parameters is responsible for the reduction of fabric thickness.
Fabric tenacity
The results of fabric tenacity of samples made from different combinations of batts in a layered structure are given in Table 6 and Figure 7. The fabric tenacity of sample CCC was found to be the highest followed by sample BBB and AAA. The improved fibre orientation of the carded web, influenced by carding parameters is responsible for the higher tenacity of the fabric. Accordingly, sample CCC provided the highest fabric tenacity followed by sample BBB and AAA. Due to obvious reasons, the results of other combinations in a layered structure inferred different fabric tenacity. Further, it was observed that the ratio of fabric tenacity in machine and cross direction was also found to be highest for sample CCC followed by sample BBB and AAA. Therefore, it can be concluded that the orientation of fibres in batts in layered structure played an important role to decide the tenacity of the fabrics.

Fabric strength in machine and cross direction having different positions of the batt in the layered structure.
Raw materials, fibre orientation in carded web and structural differences resulting from different manufacturing processes are the main aspects of the mechanical properties of nonwoven fabrics. Therefore, the tensile properties of the fabric will effectively depend on the size and intensity of bonds influenced by carding and punching parameters. It is observed earlier that majority of fibre segments remain oriented in the plane of the fabric and only some fibre segments are relocated in the fabric thickness direction, hence the fibre segment orientation can be in any three directions. Whereas fibre length distribution in machine direction will play an important to decide the fabric tenacity. The freedom of movement of fibres in the X, Y and Z direction of fabric plays a decisive role in nonwoven mechanical properties. The fibre surface contacts at crossover points of the segments of the same fibre are likely to behave differently in their mechanical performance. Therefore, the segment orientation of fibre in the carded web is the most important structural characteristics which control the mechanical properties of the nonwoven structure.
It was observed by Roy & Ishtiaque [25] that the fabric tenacity, in the machine direction, increased with the increase in the cylinder and doffer speed, but decreased with the increase in feeder speed. The observed trends are in confirmation with the trend of the proportion of curved fibre ends, coefficient of relative fibre parallelization, the anisotropy of inclination angle of the fibre, coefficient of fibre curliness, fibre coverage area and thickness of the fabric. Hence, higher fibre length exploitation and compact fabric structure enhanced the fabric tenacity. The increase of the coefficient of relative fibre parallelization, the coefficient of fibre curliness and anisotropy of inclination angle of the fibre, and a decreased proportion of curved fibre ends and fibre coverage area, with the increase of feeder, cylinder and doffer speeds were responsible for the increase of fabric tenacity, in the machine direction. However, it was concluded that the results retained the domination of cylinder and doffer speeds over feeder speed, to enhance the fabric tenacity. Therefore, it was inferred that fibre orientation in the carded web played an important role to decide the fabric tenacity.
The needle-punched fabrics can be divided into two zones on the microstructural scale. The first zone where the barbs of the needle do not come in action with the fibres, hence largely maintains the structure of the carded web. The second zone consists of fibre segments that are relocated in the fabric thickness direction. This process induced reorientation of fibre segments effectively enhances the structural anisotropy in comparison to the carded web. It is a known fact that needle-punched fabrics consist of bonded structures. The bond points in the fabric are created by the interlacement of individual fibres.
Fabric bursting strength
The results of fabric bursting strength made from different combinations of the batt in a layered structure are given in Table 6 and Figure 8. It is interesting to observe that the bursting strength of sample AAA was noticed to be the highest followed by sample BBB and CCC. It is mainly due to the orientation of fibres in the respective direction of the fabric influenced by carding and punching parameters. However, the fabrics with comparatively more isotropic fibre orientation provided better bursting resistance. Accordingly, different values of fabric bursting strengths were noticed with batts having a different orientation of fibres placed in the layered structure. Therefore, it can be concluded that batts with different orientation of fibres placed differently in layered structure largely influenced the bursting strength of the fabric.

Bursting strength of fabrics having different positions of the batt in the layered structure.
The results revealed a decrease in bursting strength, with the increased cylinder and doffer speeds, but noticed an increase with the increase in feeder speed. The multidirectional load was applied in the measurement of bursting strength. The extensibility of fibres and fabric structure determined the behaviour of fabric bursting strength. The parallel and straight fibrous assembly showed lesser bursting strength. The orientation of fibre segments inducted by the carding and punching processes enhances the structural anisotropy of the inclination angle of fibre as compared with the original web. However, the fibre orientation in random webs is anisotropic and develops more cross-over spots and voids. Hence, under braking conditions, the failure extended from these voids. The increased doffer and cylinder speeds made the fibre strand more parallel and straight, but increased feeder speed provided less fibre opening and also disturbed the fibre orientation in the carded web. Accordingly, the trends of bursting strength have been seen to be rather well supported by the trends of structural indices. But the results further revealed [16] the reduction in bursting strength, with the increase in all carding parameters. Therefore, it can be concluded that cylinder and doffer speed dominated over the feeder speed, to decide the bursting strength.
It has been established above that not a single fibre in a nonwoven fabric is randomly oriented to its full length. The segments of individual fibre are three-dimensionally oriented. Whereas majority of segments of fibre remain in X and Y directions and maintain the orientation of the carded web. The role of a fibre segment on. The stress-strain characteristics of fabric are mainly governed by fibre curl and orientation of fibre segments. But the punching process relocates the fibre from the un-bonded zone of the carded web towards the thickness direction of the fabric. Therefore, the reduction in the number of fibres in the un-bonded region is responsible for the reduction in fibre-to-fibre frictional force. However, the fibre orientation in random webs is anisotropic and develops more cross-over spots and voids. Hence, under braking conditions, the failure extended from these voids.
Mean flow pore size
Table 6 and Figure 9 depicted the results of mean flow pore size of fabrics made from different combinations of batt placed in a layered structure. The results indicated the lowest mean flow pore size for sample CCC followed by sample BBB and AAA. The mean flow pore size depends on the orientation of fibres influenced by carding and punching parameters. As expected, the results depicted different values of mean flow pore size of fabrics having a different orientation of fibres in batts differently placed in the layered structure. Therefore, it can be concluded that batts of the different orientation of fibres in a layered structure, influenced by carding parameters, decided the mean flow pore size in the fabric. The results of Roy & Ishtiaque [16] inferred that the mean flow pore size reduced with the increase in the cylinder and doffer surface speed but increased with the increase in feeder speed. As reported in Table 2, the increase in cylinder and doffer speeds resulted in a higher value of fibre extent and lesser fibre orientation angle, due to improved fibre opening. Further, it was observed that the proportion of curved fibre ends decreased, and the coefficient of fibre parallelization increased, with the increase in cylinder speed and doffer speeds. These factors were responsible for a lesser number of hooks and improved fibre straightening and parallelization, in the carded web, which allowed the fibres to come closer with each other and reduce the mean flow pore diameter. A reduction in fibre orientation was observed with the increase in feeder speed, which was likely to increase the mean flow pore size. But a simultaneous increase of feeder, cylinder and doffer speeds followed a continuous reduction in mean flow pore diameter. Hence, it can be inferred that influence of cylinder and doffer speeds dominated over feeder speed to reduce the mean flow pore diameter.
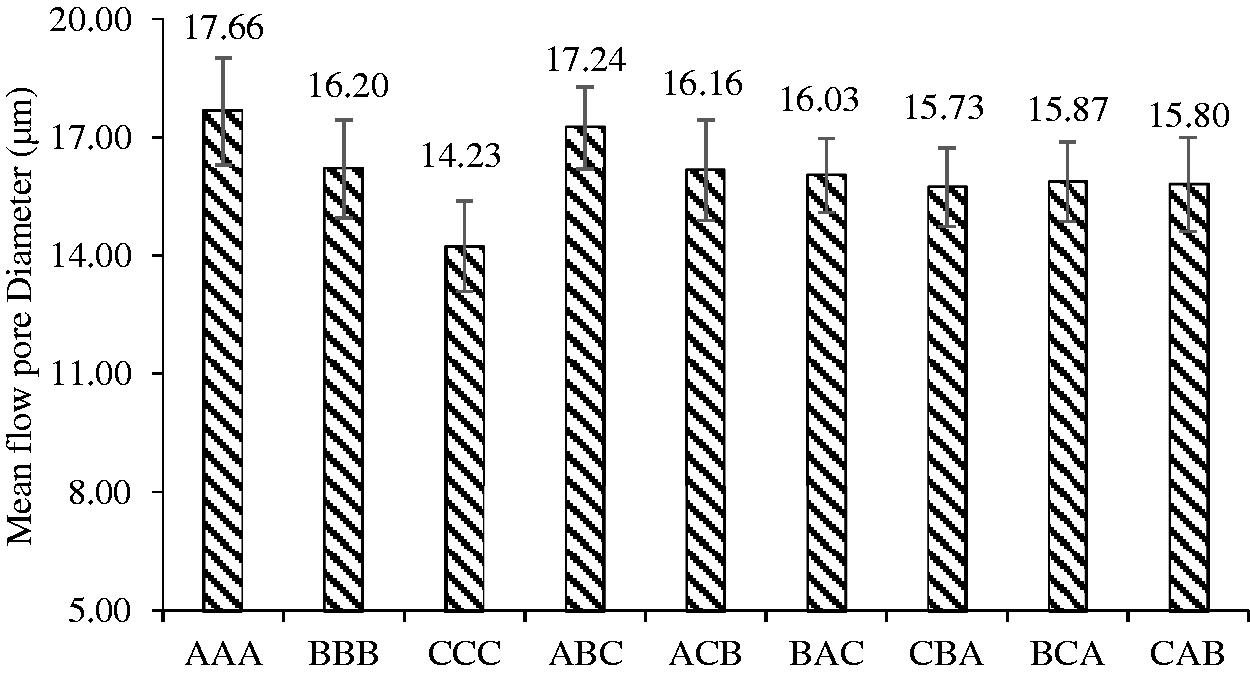
Mean flow pore size of fabrics having different positions of the batt in the layered structure.
Finally, the interaction between the fibres and barbs of the needle is initiated by the needle punching process. As discussed above that needle-punched fabrics consists of clearly distinguishable two zones. The first zone where the barbs of the needle do not come in action with the fibres and largely maintains the structure of the carded web. The second zone consists of fibre segments that are relocated in the fabric thickness direction. It is observed earlier that majority of fibre segments remain oriented in the X and Y direction of the fabric and only some fibre segments are relocated in the fabric thickness direction. Hence, it can be concluded that mean flow pore size will be highly influenced by the fibre segments remaining in the fabric plane.
It is interesting to note that the samples with the other six combinations in a layered structure, sample ABC depicted the highest mean flow pore size but sample CBA provided the lowest value. Whereas all the values of mean flow pore size fall in between the samples AAA and CCC. The sample ABC followed an inverse gradient structure where batts were placed in increasing order of fibre orientation in the layered structure. But the sample CBA followed a gradient structure where batts were placed in decreasing order of mean flow pore sizes. The sample ABC possessed a dust-facing layer with the lowest order of fibre orientation but sample CBA with the highest order of fibre orientation. Therefore, it can be concluded that the layer of batts having different order of fibre orientation created the torturous path, hence responsible for varying pore sizes for samples ABC and CBA. A similar trend was also noticed by Priyal et al. [26].
Filtration efficiency
Filtration efficiency of 3 µm particle
The results of the fabric filtration efficiency of 3 μm particle made from different combinations of batts placed in a layered structure are given in Table 6 and Figure 10. It was observed that the filtration efficiency of sample CCC was found to be the highest followed by sample BBB and AAA. The results inferred the lowest mean flow pore size of sample CCC followed by sample BBB and AAA. The sample with the lowest mean flow pore size i.e. with the highest order of fibre orientation in batts provided the highest filtration efficiency. It is further noticed that the samples made from the other six combinations of batts in a layered structure, sample ABC depicted the highest filtration efficiency, but filter efficiency of sample CBA was found to be lowest. Again, the results of filtration efficiency were found to be well correlated with mean flow pore size and air permeability.
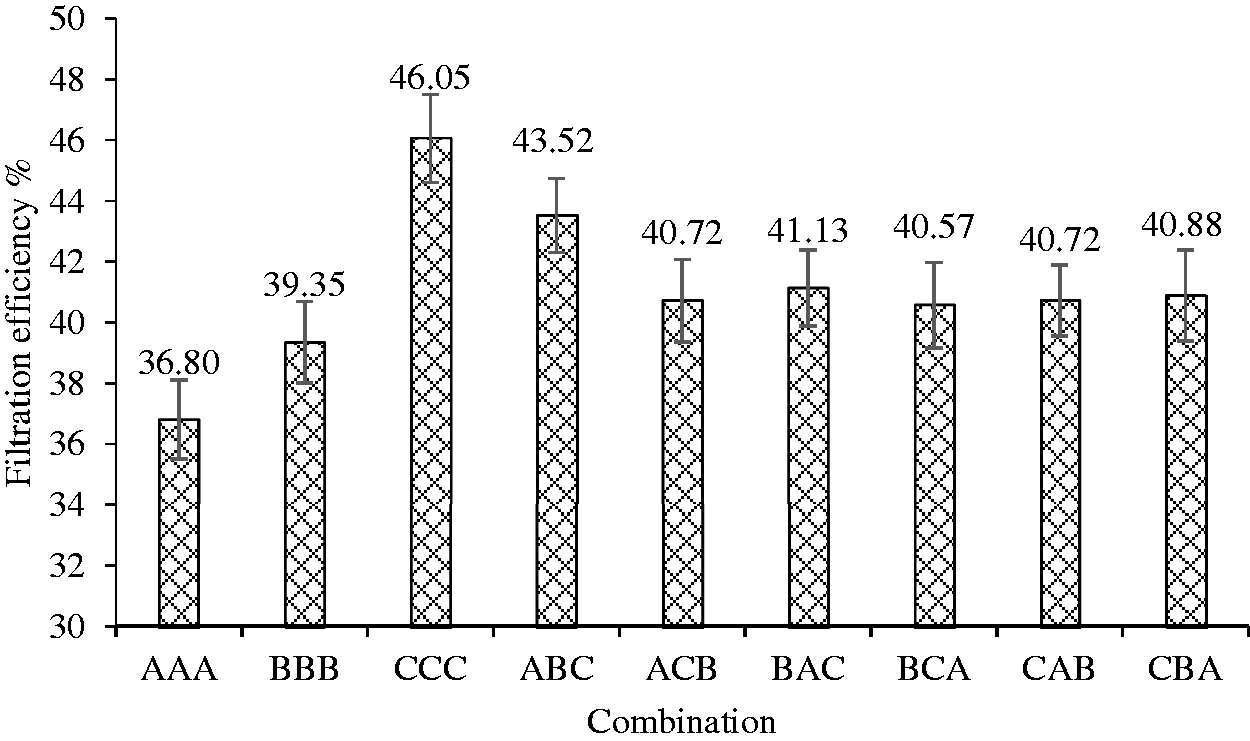
Filtration efficiency of 3 μm particle having different positions of the batt in the layered structure.
Sample ABC having inverse gradient structure of mean flow pore size inferred higher filtration efficiency in comparison to sample CBA with gradient structure. The batts having different pore size as filtering media helped in removing particles of different size while allowing unrestricted flow. Sample with inverse gradient structure trapped the larger particles on the top surface but allowed the smaller particles to pass through to the next adjacent layer of smaller pore size. Hence, part of the particles was likely captured and deposited at the interior of the batt rather than on the surface and the channels for air to pass through remained to integrate. It is interesting to note that the filtration efficiency of samples AAA, BBB and CCC i.e. with non-gradient structure was found to be in between gradient and inverse gradient structure except for sample CCC. The creation of gradients through differently distributed pores of different sizes developed the torturous path in the filter media. Accordingly, the layered structures channelized the captured dust particles as per their sizes which finally governed higher filter efficiency.
When considering the flow through the shape, porous materials, arrangement, and size distribution of voids through which flow must occur are extremely important. Therefore, the segment fibre orientation in the carded web must be taken into account. Accordingly, the anisotropy of the inclination angle of fibre and fibre coverage area play an important role to control the filtration efficiency of the fabric.
Filtration efficiency of 5 µm particle
Table 6 and Figure 11 illustrated the fabric filtration efficiency of 5 μm particle having batts of similarly and differently oriented fibres placed at different positions in a layered structure. It is interesting to note that trends of filtration efficiency of 5 µm particle are found to be identical to the observed results of 3 µm particle.

Filtration efficiency of 5 μm particle having different positions of the batt in the layered structure.
Filtration efficiency of 10 µm particle
Table 6 and Figure 12 illustrated the fabric filtration efficiency of 10 μm particle having batts of similarly and differently oriented fibres placed at different positions in a layered structure. The results depicted that trend of filtration efficiency of 10 μm particles are found to be identical to the obtained results of 3 μm and 5 μm particles.

Filtration efficiency of 10 μm particle having a different position of the batt in a layered structure.
The results indicated an increase in filtration efficiency, with the increased cylinder and doffer speed, but decreased with the increase in feeder speed. The observed trends were established as valid for all different sizes of particles. It was further noticed that the filtration efficiency increased, as the size of the particles also decreased. It has been established by Roy & Ishtiaque [16,24] that with the increase of cylinder speed and doffer speed the mean flow pore size and fabric thickness noticed a decrease. But the mean flow pore size and fabric thickness got increased by increasing the feeder speed. Therefore, it was experimental that mean flow pore size and fabric thickness have a good correlation with filtration efficiency. It was further noticed that the filtration efficiency registered an increase with the increased feeder, cylinder and doffer speeds. Again, the results have confirmed that the influence of doffer and cylinder speeds dominated over feeder speed to lead to the increased filtration efficiency. It became evident from the above-mentioned discussions that fibre orientation in the carded web, influenced by carding parameters, played an important role to control the filtration efficiency of the fabric.
Needle punched nonwoven fabric is an assembly of multi-layered carded webs and are bonded by the needling process to form coherent structures. As concluded above, fibre orientation in the carded web played a significant role in determining the pore size and filtration characteristics of nonwoven fabric. But an additional factor that is influencing the flow differently through a nonwoven fabric is tortuosity. Tortuosity reduces when the pores on the front and back face of a carded web are channelized through the straight vertical pore. However, due to the layered structure of carded webs the flow path comes in contact with more fibres, thus is responsible for creating more tortuous and longer pore channels connected by the pores on the front and back faces. A higher tortuosity indicates a greater deviation from the straight path, thus resulting in higher filtration efficiency at the cost of higher pressure drop. Therefore, the orientation of fibres in the carded web, number of layers, and laying of carded web influenced by cross lapping angle is expected to influence the filtration efficiency of the fabric.
Pressure drop
In Table 6 and Figure 13 the results of pressure drop of fabrics made from different combinations of batts placed in a layered structure are given. The results depicted the lowest pressure drop for sample AAA followed by sample BBB and CCC.
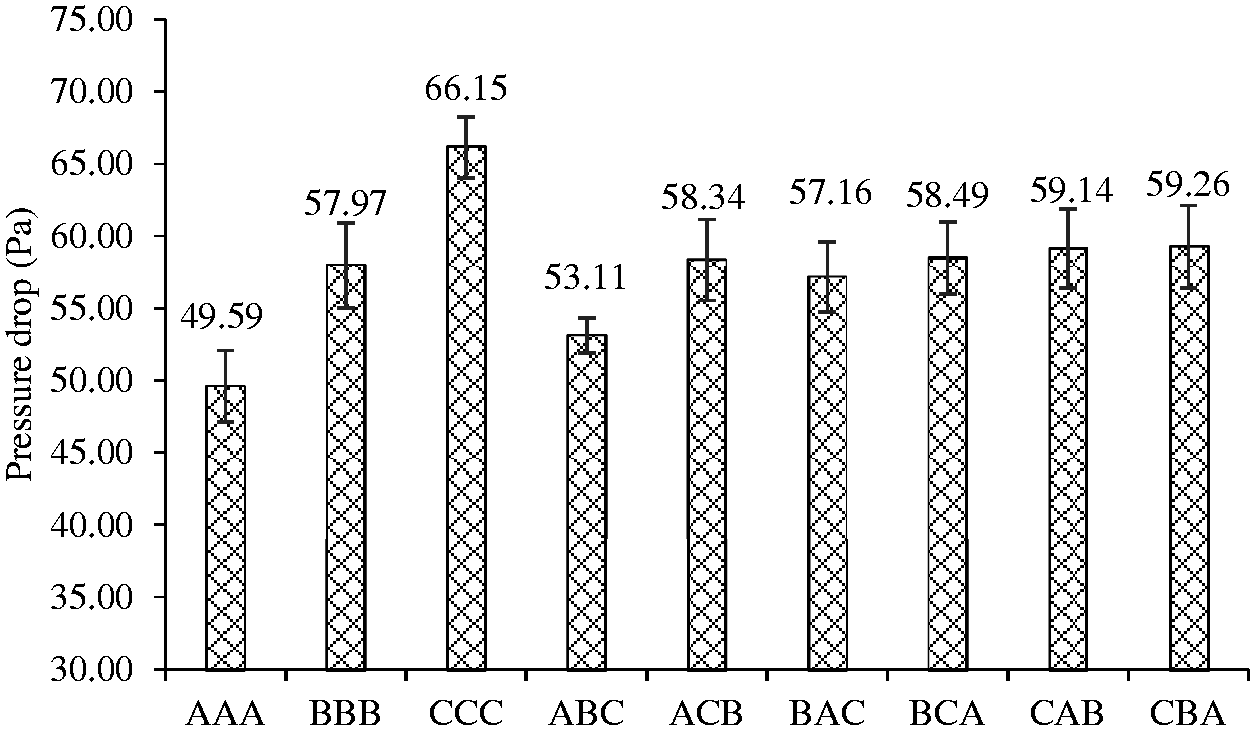
The pressure drop of fabrics having different positions of the batt in a layered structure.
It is a known fact that higher mean flow pore size is the main reason for lower pressure drop. The obtained results in general also depicted the reduction of pressure drop with the increase of mean flow pore size. As shown in Figure 13, it was observed that sample ABC with inverse gradient structure of mean flow pore size of batts in the layered structure provided lower pressure drop in comparison to the sample CBA with gradient structure. It is interesting to note that sample ABC with inverse gradient structure of mean flow pore size of batts also observed higher filter efficiency than the sample CBA with gradient structure. Currently, to channelize the orientation of fibres in batts in the layered structure an effort has been put. In order to restrict the particles according to their sizes, such channels in filter media are formed, by reducing the pressure drop and enhancing the filtration efficiency.
A good filter must possess a high dust holding capacity along with a low-pressure drop. It was noticed by Roy & Ishtiaque [16] that, with the increase in cylinder and doffer speeds, the pressure drop increased but later it again decreased with an increase in feeder speed. It is a known fact that the pressure drop during filtration was decided by the pore size and, it has already been recognized when there is a raise in the cylinder and doffer speed it was observed that the pore size decreased, but the pore size increased with the increased feeder speed. Therefore, the decreased pore size, with the raise in the cylinder and doffer speed, resulted in more drop in pressure. It is evident from the above discussion that an increase of all the considered carding parameters resulted in an increased pressure drop. The dominance of doffer and cylinder speeds, over feeder speed, was again observed to increase the pressure drop. The role of fibre orientation in the carded web, subjective by considered carding parameters, was also visible in case of pressure drop.
Increased fabric density increases air resistance resulting in higher retention capacity of dust particles but at the cost of higher pressure drop. As it is known that the arrangement of fibres in a specific direction is defined as fibre orientation but the packing arrangement of fibres in the fabric is explained by fibre packing density. Therefore, understanding fibre packing density in the fabric explains better the influence on pressure drop because the fibre arrangement gets affected while compacting the fibre which in return influences other properties. The primary pressure drop, characteristics of dust loading and efficiency of particle collection are the main parameters that decide the filtration performance of the nonwoven fabric. Deposition of dust particles leads to cake formation on the surface resulting in increased packing density with time which further enhances the pressure drop of the fabric. This means a bulky structure with high porosity is required to reduce the pressure drop. Accordingly, an optimal balance is achieved in between the arrangement of fibres in a specific direction and fibre packing density in the fabric influenced by carding and punching parameters to target the optimal values of the above three important parameters.
Conclusions
The above discussion confirmed that the orientation of fibres in batts and their placement in layered structure played a very crucial role in deciding the properties of nonwoven fabric. Though the fabrics made with batts of the highest order of fibre orientation in the layered structure depicted a decrease in fabric thickness, mean flow pore size and bursting strength but fabric tenacity, filtration efficiency and pressure drop confirmed an increase in comparison to the lowest order of fibre orientation in batts. The highest filtration efficiency is obtained with all the batts of the highest order of fibre orientation in layered structure but at the cost of the highest pressure drop also. However, the fabrics made from different combinations of batts, having different order of fibre orientation, in layered structure inferred significant difference in mean flow pore size, filtration efficiency and pressure drop but fabric thickness and bursting strength do not show that many changes. The fabric with inverse gradient structure having batts in increasing order of fibre orientation in the layered structure provided very high (close to the highest) filter efficiency and very low (close to lowest) pressure drop instead of having higher (close to highest) mean flow pore size.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.