
Abstract
This research work investigated the influence of the cross-lapping angle in combination with punch density and stroke frequency on structural characteristics and properties of nonwoven fabric. An attempt has been made to change the cross-lapping angle by keeping the number of layers constant to maintain the same areal density of fabrics. The fibre orientation in the carded web was measured by using Lindsley and image analysis methods. Three variables, that is, cross-lapping angle, punch density and stroke frequency, were considered for the sampling plan to create a three-factor three-level Box–Behnken design. The properties such as mean flow pore size, bursting strength, filtration efficiency and pressure drop were evaluated and analysed in the light of fibre orientation in the carded web. It was concluded that the cross-lapping angle influenced the fibre orientation to a large extent; accordingly, the properties of nonwoven fabric were highly influenced by the fibre orientation.
Keywords
Introduction
Nonwoven fabrics consist of fibrous web structures bonded together by entanglement of fibres mechanically, thermally or chemically. 1 Nonwovens are used for different applications and industrial air filters are one of them. Filtration process separates one substance from another by passing a suspension through a permeable medium, which retains the particles.2–5 Thomas et al. 6 suggested choosing efficient and cost-effective dry air filtration to control the environmental pollution. The researcher7–9 concluded that needle-punched nonwovens are preferred as filter media due to their loftiness, porous structure and lower cost. Whereas Das et al. 10 established that needle-punched nonwovens can perform better than the nonwovens produced by other techniques. The mechanisms involved in dry filtration such as direct interception, inertial deposition, particle diffusion and electrostatic deposition were studied by Lamb et al. 11 Roy and Chatterjee 12 observed the dependency of filtration efficiency on air permeability, fabric thickness, fibre volume fraction, mean flow pore size distribution and pressure drop. Xinpeng et al. 13 observed that filtration efficiency and pressure drop have an exponential relationship with filter porosity. They observed that large particles are arrested by inertia effect, while very small particles are trapped mostly due to diffusion effects. Thangadurai et al. 14 found higher air permeability of random-laid fabrics than that of cross-laid fabric because of the larger number of pores in random-laid fabrics. Roy and Ishtiaque15,16 studied the orientation of fibres in carded web influenced by carding parameters, and Roy and Ishtiaque17,18 further established that inherent characteristic of needling action is largely responsible for deterioration of the fibre orientation in X and Y directions of nonwovens. Therefore, it was concluded that carding and punching parameters influence the structure of the nonwoven fabrics, hence compromising the effectiveness of filtration efficiency of filter media.19–21
The cross-lapping angle is an important nonwoven machine variable. Ray and Ghosh 22 studied the influence of the cross-lapping angle on the tensile behaviour of the needle-punched nonwoven. It is a known fact that the cross-lapping angle changes while changing the number of layers during the formation of the batt. Therefore, it is expected that the cross-lapping angle is likely to change fibre orientation in batt and hence can influence the physical, mechanical and functional properties of a filter media. However, the literature is silent on the impact of the cross-lapping angle on the properties of an industrial air filter. Accordingly, an attempt has been made to investigate the influence of the cross-lapping angle along with punch density and stroke frequency on mechanical and functional properties of industrial air filter media. The response surface methodology was used to optimize the process parameters for suitable filter media in terms of higher filtration efficiency at lower pressure drop with moderate bursting strength.
Materials and methods
Sample preparation
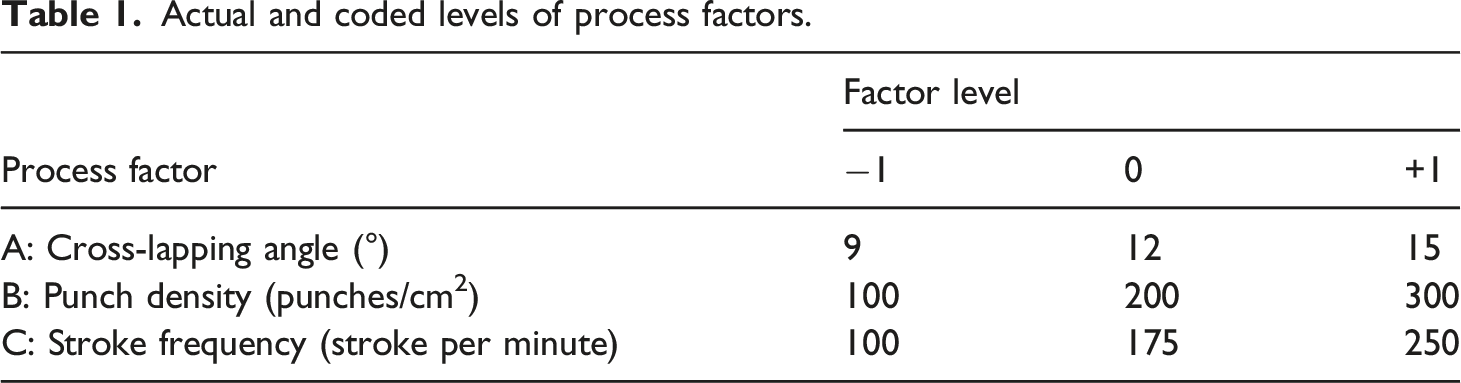
Actual and coded levels of process factors.
Box–Behnken design to study the influence of machine parameter on needle-punched nonwoven air filter fabric.

Evaluation of fibre orientation
Fibre orientation by Lindsley’s cutting and combing method
The fibre orientation was measured in terms of the proportion of curved fibre ends, coefficient of relative fibre parallelization and anisotropy of the inclination angle of the fibre. Lindsley’s 23 combing and cutting method was used to measure the fibre orientation, proportion of curved fibre ends and the coefficient of relative fibre parallelization as proposed by Leont’eva 24 were considered to define the fibre orientation.
Proportion of curved fibre ends
The proportion of curved fibre ends is expressed as given below
The proportion of curved fibre ends indicates about curved fibre ends as well as their length in fibrous material. Thus, the more the fibre curliness in fibrous material, the more is the value of p.
Coefficient of relative fibre parallelization
The coefficient of relative fibre parallelization represents the degree of fibre parallelization and straightening in fibrous material. Thus, the more the fibre straightening and parallelization in fibrous material, the more is the value of Kp. The coefficient of relative fibre parallelization is expressed as given below
Anisotropy of the inclination angle of the fibre
Fibre orientation was measured in terms of anisotropy of the inclination angle of the fibre with a respective direction of fabric with the help of the tracer fibre technique as discussed by Roy and Ishtiaque.
15
Samples were prepared with 0.3% red colour tracer fibre. Alpha-methyl-styrene was used as an optical dissolving liquid. Three thousand readings of fibre inclination angles were grouped into 12 class intervals of equal range, that is, 6° (0.104 radians). Accordingly, the frequency distribution of the inclination angle of the fibre was obtained. The histogram of the fibre inclination angle in the machine direction is obtained using the mathematical model of Neckář and Das
25

Figure 1 represents the SEM and optical microscopic images of nonwoven fabric with different cross-lapping angles. The fabric with a higher cross-lapping angle is found more entangled in nature as shown in Figure 1(a) and (b). SEM and optical microscopic image of nonwoven fabric. (a) SEM image: cross-lapping angle 9°; (b) SEM image: cross-lapping angle 15°; (c) image with tracer fibre and (d) measurement of the inclination angle of fibre.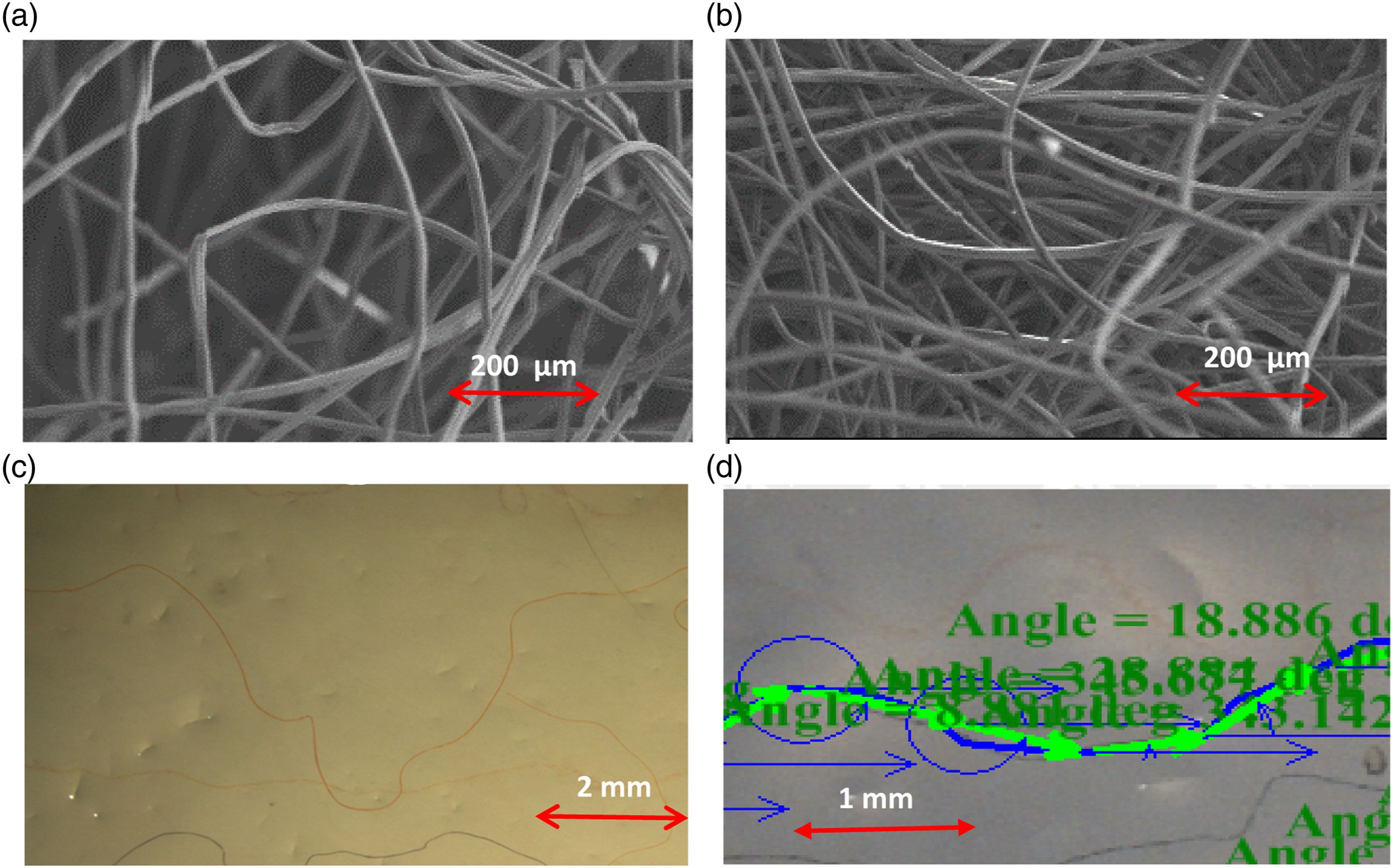
Evaluation of physical, mechanical and functional properties
A sample size of 10 was considered to evaluate the considered properties. The fabric thickness and tensile strength of the fabrics were measured according to ASTM D1777-96(2007) and ASTM D 5035, respectively. The bursting strength of the fabrics was measured according to the standard ASTM D3786 by a digital bursting strength tester. A capillary flow porometer (POROLUX™1000, Germany) was used to measure the mean pore size of the specimen. Low surface tension (around 1.6 N/m2) porefill liquid was used. The testing was conducted at 22°C and 65% relative humidity. The filtration efficiency and pressure drop were measured by employing a purpose-built air filtration setup as reported by Roy and Chatterjee
12
is given in Figure 2. Schematics of air filter test rig, where 1 – air inlet, 2 – rubber-coated sample holder, 3 – test filter media, 4 – digital pressure gauge, 5 – air flow metre, 6 – flow control valve, 7 – suction pump, 8 – upstream particle counter and 9 – downstream particle counter.
Experimental designs
The influence of machine parameters on needle-punched nonwoven air filter fabric process was carried out for a Box–Behnken design of three process factors, namely, cross-lapping angle (A/X1), punch density (B/X2) and stroke frequency (C/X3), each being varied at three different levels. The original factors of X1, X2 and X3 were coded as given below

Results and discussion
Fibre orientation by the indirect method: Proportion of curved fibre ends and coefficient of relative fibre parallelization
The proportion of curved fibre ends was found to increase with the increase in the cross-lapping angle as shown in Figure 3(a). The increase in the cross-lapping angle deviates the fibres from the axis of orientation (carding direction) and hence, depicts an increase in the value of the proportion of curved fibre ends. The increase in proportion of curved fibre ends was found to be higher from 9 to 12° than 12 to 15°. On the other hand, it was noticed that the coefficient of relative fibre parallelization showed a decrease with the increase in the cross-lapping angle as shown in Figure 3(b). The increased inclination angle imparts a crisscross-layered structure and hence, reduces the coefficient of relative fibre parallelization. Therefore, it can be concluded that fibres get disoriented with the increase in the cross-lapping angle. Fibre orientation with different cross-lapping angles in the machine direction. (a) Proportion of curved fibre ends and (b) coefficient of relative fibre parallelization.
Fibre orientation using direct method: Image analysis
Figure 4 represents the measurement of anisotropy of inclination angles of fibres of samples having three different cross-lapping angles. It was observed that the value of anisotropy of inclination angles of fibres decreased with the increase in the cross-lapping angle. The increased cross-lapping angle observed a reduction in anisotropy of fibres’ inclination angle value because of the crisscross orientation of fibres being induced due to the cross-lapping of the carded webs. Therefore, it can be summarized that with increasing cross-lapping angle, fibres are more randomly distributed across the fabric structure. Plots of fibre orientation distribution in nonwoven fabric for lapping angle of (a), (b) and (c) are 9°, 12° and 15°, respectively, and (d) values of the anisotropy at different cross-lapping angles.
Modelling of physical, functional and mechanical properties of nonwoven air filter fabric
The physical, mechanical and functional properties comprising of mean flow pore size, bursting strength, filtration efficiency and pressure drop were measured. The obtained experimental results are given in Table 2. These results were used to develop quadratic response surface models for all measured properties after taking into account the main and interaction effects of considered machine variables on needle-punched nonwoven air filter fabric.
Analysis of variance for response surface model of anisotropy properties.

Analysis of variance for response surface model of the mean flow pore size.

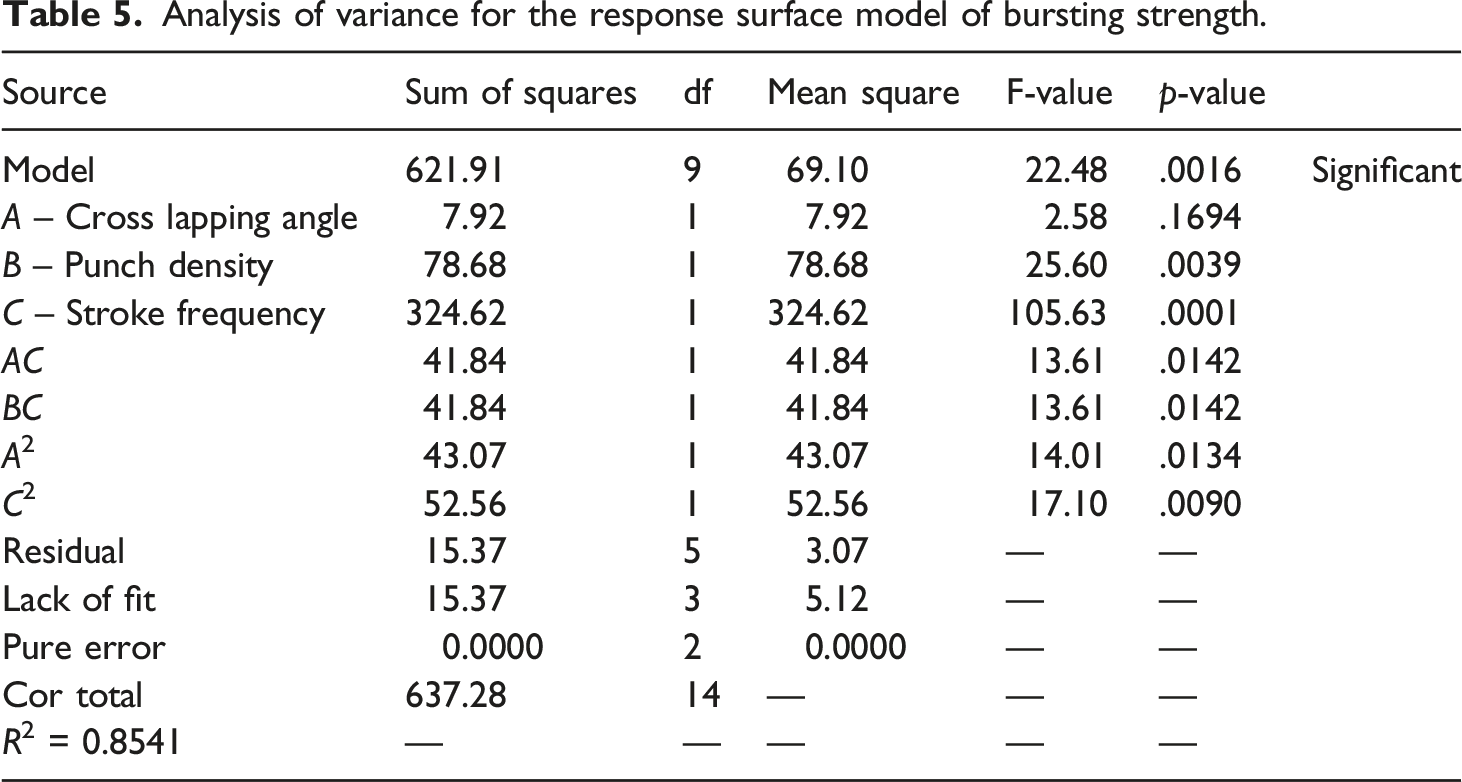
Analysis of variance for the response surface model of bursting strength.
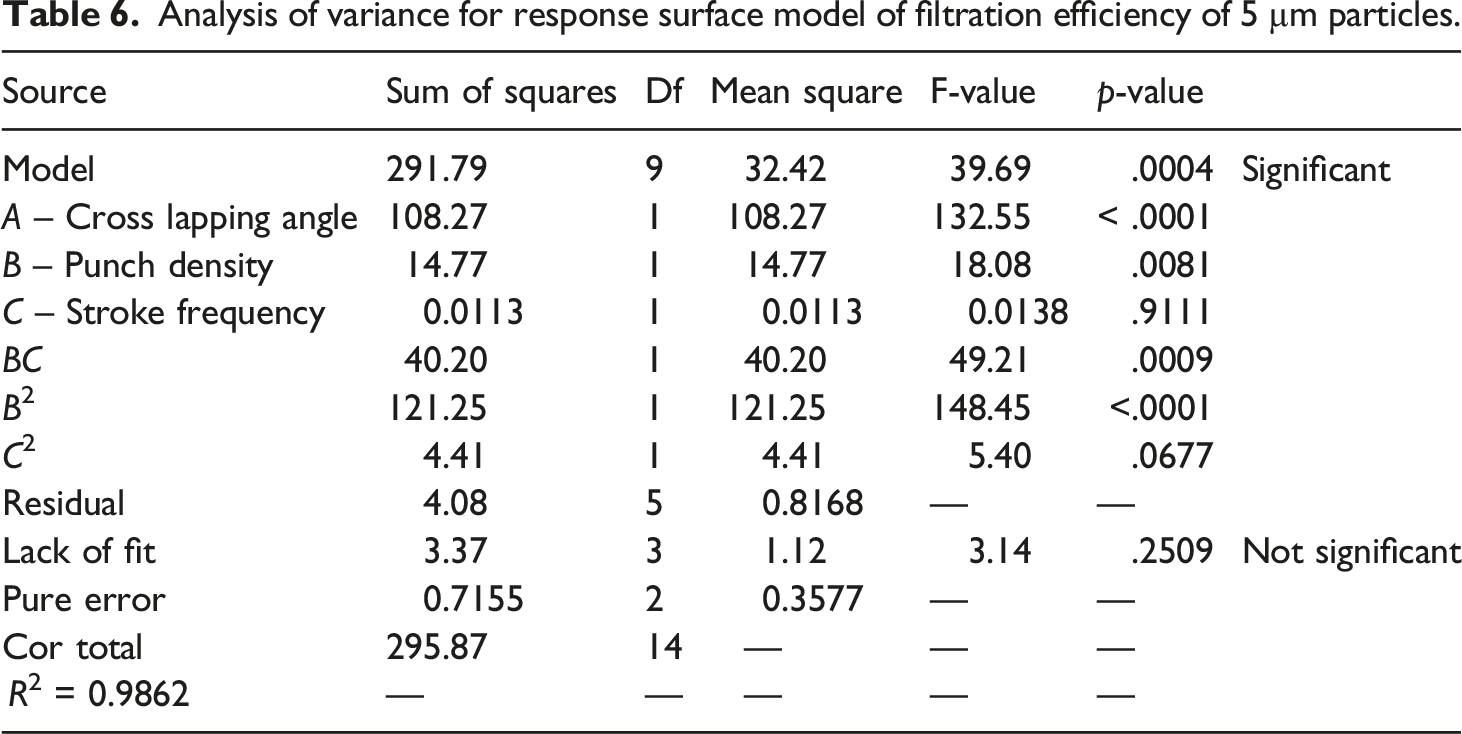
Analysis of variance for response surface model of filtration efficiency of 5 µm particles.
Analysis of variance for response surface model of pressure drop.

Modelling and response surface plots of anisotropy properties
As inferred from Table 3, the linear effect of cross-lapping angle and punch density were statistically significant with the p-value of < .0001. The interactive effect of the cross-lapping angle and punch density and the quadratic effect of stroke frequency was also significant with p-value of .0530 and .0005, respectively.
The response surface equation for the anisotropy of inclination angles of fibres in terms of coded factors and significant model terms is represented in equation (6). Very strong correlation was observed between anisotropy of inclination angles of fibres and considered machine variables, with a R2 value 0.9981 Influence of parameters on anisotropy. (a) Stroke frequency: 175 strokes/min. (b) Punch density: 200 punches/cm2. (c) Cross-lapping angle: 12°.
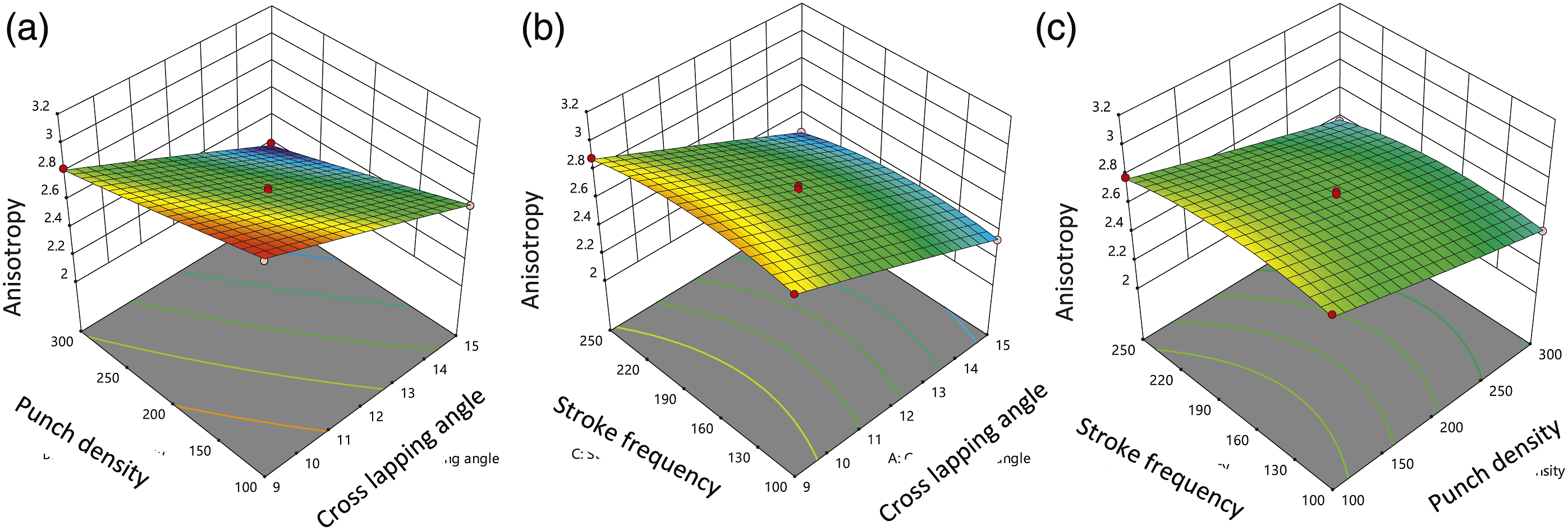
Figure 5(b) depicts the influence of the cross-lapping angle and stroke frequency on anisotropy of inclination angles of fibres at 200 punches/cm2 punch density. A decrease in anisotropy of inclination angles of fibres was observed with the increase in the cross-lapping angle but increased stroke frequency followed an increase in the value of anisotropy of the inclination angle. At respective punch densities, increase in both cross-lapping angle and stroke frequency depicted a continuous decrease in anisotropy of inclination angles of fibres, but a reduction is noticed with the increase in punch density. The simultaneous increase of all considered machine variables depicted a reduction in anisotropy of inclination angles of fibres.
Figure 5(c) displays the impact of punch density and stroke frequency on anisotropy of inclination angles of fibres at a 12° cross-lapping angle. Increased punch density noticed a decrease in anisotropy of inclination angles of fibres, whereas increased stroke frequency led to increase in anisotropy of inclination angles of fibres. Equation (6) inferred that the increase in both punch density and stroke frequency showed an increase in anisotropy of inclination angles of fibres at respective cross-lapping angles, but the increase in the cross-lapping angle showed a reduction. The simultaneous increase of cross-lapping angle, punch density and stroke frequency has shown a reduction in anisotropy of inclination angles of fibres.
Anisotropy
Finally, the considered machine variables were optimized for the maximum value of the anisotropy of inclination angles of fibres by using equation (6). The combination of 9.009°cross-lapping angle, 100.304 punch/cm2 (punch density) and 195.861 stroke/min (frequency) provided 3.153, a maximum value of anisotropy of the inclination angle of fibre. A sample was finally prepared with optimized parameters, and it showed an excellent agreement with an anisotropy value of 3.214.
Figure 5(a)–(c) and equation (6) showed that the anisotropy of inclination angles of fibres recorded a decrease with the increase in cross-lapping angle and punch density; however, it slightly increased with the increase in stroke frequency. But simultaneous increase in all three considered machine variables showed a continuous decrease in anisotropy of inclination angle of fibres. As discussed above, the increased cross-lapping angle recoded an increase in proportion of curved fibre ends and decrease in the coefficient of relative fibre parallelization and hence are responsible for reduction in anisotropy of inclination angles of fibres. When needle acted on fibre webs, the barb pushed the fibres downward, that is, the Z direction. The number of fibres carried downward by the barb depends on the size and shape of the barb. During needle punching, once a barb gets filled with fibres, it will not carry fibres from subsequent layers further. Therefore, the prevailing punching action is mainly responsible for the vertical integration of fibres. Due to obvious reasons, the fibres impacted by the barb of the needle get disoriented in X and Y directions of nonwovens. The impact will get further enhanced with the increase of stroke frequency. This leads to disorientation of fibres, which results in lesser fibre straightening and parallelization and hence reduces the value of anisotropy of inclination angles of fibres.
Modelling and response surface plots of mean flow pore size
It is depicted in Table 4 that linear effect of the cross-lapping angle and punch density was found highly significant with the p-value of .0001 and .0007, respectively. The interactive effect of punch density with stroke frequency and the cross-lapping angle, and the square effect of punch density and stroke frequency were also found strongly significant with the p-value of < .0001, .0037, < .0001 and .0044, respectively.
The response surface equation for the mean flow pore size in terms of coded factors and significant model terms is represented in equation (7). Very strong correlation was observed between mean flow pore size and considered machine variables, with a R2 value 0.9943 Influence parameters on the mean flow pore size. (a) Stroke frequency: 175 strokes/min. (b) Punch density: 200 punches/cm2. (c) Cross-lapping angle: 12°.
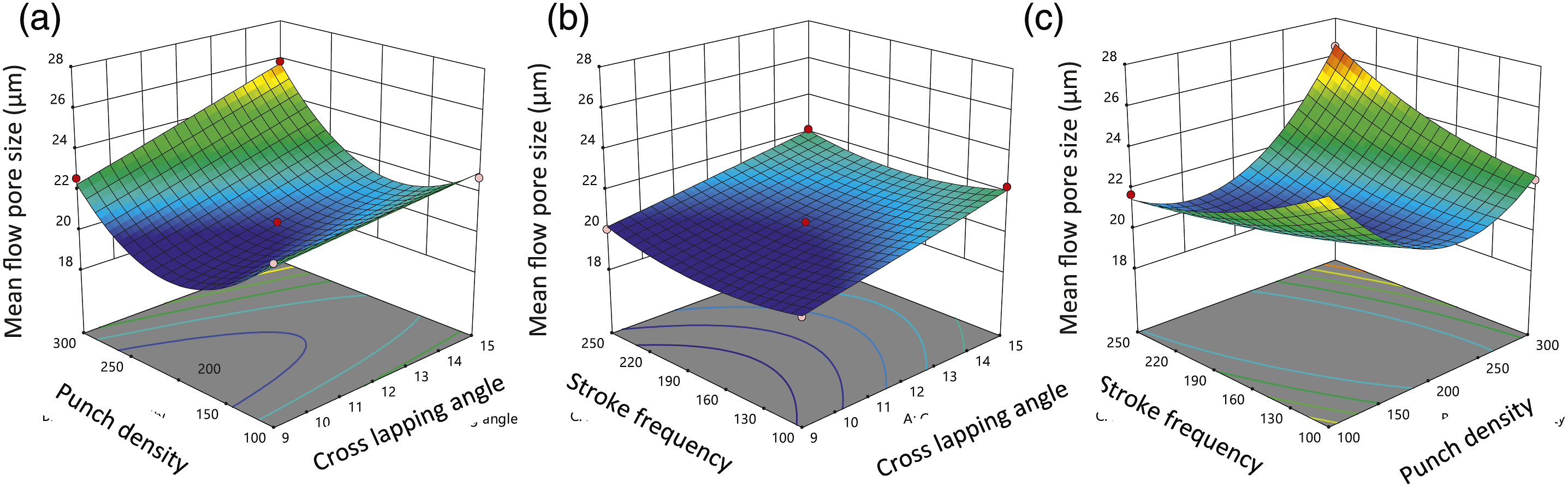
Figure 6(b) demonstrates the influence of cross-lapping angle and stroke frequency on the mean flow pore size at 200 punches/cm2 punch density. The results of equation (7) followed an initial decrease and then increase in the mean flow pore size with the increase in stroke frequency. However, the increased cross-lapping angle continuously increased the mean flow pore size. The mean flow pore size followed a decrease and then increase with the increase in both cross-lapping angle and stroke frequency towards lower values of punch density; however, towards higher values of punch density, a continuous increase is observed. But the increase of both cross-lapping angle and stroke frequency showed a decrease and then increase in the mean flow pore size with increased punch density. The simultaneous increase of all the three machine variables followed a decrease and then increase in the mean flow pore size.
The impact of punch density and stroke frequency on the mean flow pore size at a 12° cross-lapping angle is represented by Figure 6(c). The mean flow pore size noticed an initial decrease and then increase with the increase in punch density. At respective cross-lapping angles, increase in both punch density and stroke frequency depicted a decrease and then increase in the mean flow pore size, but increased cross-lapping angle also followed similar trends. The increase of all the three machine variables together followed a decrease and then increase in the mean flow pore size.
Finally, the considered machine variables were optimized for the minimum value of the mean flow pore size by using equation (7). The combination of a 9.541° cross-lapping angle, 227.604 punch/cm2 (punch density) and 130.071 stroke/min (frequency) provided a 19.658 μm minimum value of the mean flow pore size. A sample trial with the optimized parameters visualized an excellent agreement with the mean flow pore size value of 19.237 μm.
The results of mean flow pore size as discussed above depicted that the mean flow pore size reported an initial decrease and then increase with the increase in punch density and stroke frequency; however, a continuous increase is noticed with the increase in the cross-lapping angle. But increase in cross-lapping angle, punch density and stroke frequency together showed a decrease and then increase in the mean flow pore size. As discussed in the Fibre Orientation By The Indirect Method: Proportion Of Curved Fibre Ends And Coefficient Of Relative Fibre Parallelization section and the Fibre Orientation Using Direct Method: Image Analysis section, the coefficient of relative fibre parallelization and anisotropy of inclination angle of fibres showed a decrease and then increased with the increase in the cross-lapping angle. Therefore, it can be summarized that with an increasing cross-lapping angle, fibres are more randomly distributed across the fabric structure. Further, Roy and Ishtiaque 15 have established that the coefficient of fibre curliness and anisotropy of fibre inclination of fibres registered a decrease with the increase in punch density and stroke frequency, whereas the fibre coverage area increased with the increase in punch density but an increase and then a slight decrease was noticed with the increase in stroke frequency. As established above, those punching actions disturb the fibre orientation in X and Y directions of the fabric as compared to the fibre orientation in the carded web, already achieved before punching. The fibre migrates from X and Y planes of the web towards the interior of the fabric in the Z direction during the punching process. The expected changes in fibre orientation in the Z direction due to punching actions are likely to influence the mean flow pore size in the fabric. As already established by Roy and Ishtiaque, 17 that initial increase in punch density and stroke frequency makes the structure more compact up to a certain limit which can be supported by the results of fabric thickness. Thereafter, the increase in the values of punching parameters results in higher breakages of fibres and also create through-pores to a large extent, as a result, an increase in the mean flow pore size is noticed.
Modelling and response surface plots of bursting strength
Table 5 gives an account of the significance of the influence of machine variables on the bursting strength of the needle-punched nonwoven fabric. The linear effect of stroke frequency was found to be highly significant as indicated by the p-value of .0001. It is further observed that the linear effect of punch density and its interactive effect with stroke frequency was also found significant as indicated by the p-value of .0039 and .0142, respectively. However, quadratic effects of the cross-lapping angle, interactive effect with stroke frequency and quadratic effect of stroke frequency were found less significant as indicated by p-values .0134, .0142 and .009, respectively.
The response surface equation for the bursting strength in terms of coded factors and significant model terms is represented in equation (8). Very strong correlation was observed between bursting and considered machine variables, with a R2 value 0.8541. Influence of parameters on bursting strength. (a) Stroke frequency: 175 strokes/min. (b) Punch density: 200 punches/cm2. (c) Cross-lapping angle: 12°.

Figure 7(b) shows the influence of cross-lapping angle and stroke frequency on needle-punched nonwoven fabric bursting strength at 200 punches/cm2 punch density. Figure 7(b) registered an increase in bursting strength with the increase in the cross-lapping angle, but increased stroke frequency showed an initial decrease and then increase. The results of equation (8) have shown a decrease and then increase in bursting strength with the increase in both cross-lapping angle and stroke frequency at respective punch densities, whereas increased punch density followed an increase and then decrease in bursting strength. Simultaneous increase in cross-lapping angle, punch density and stroke frequency registered an initial increase and then decrease in fabric bursting strength.
Figure 7(c) displays the effect of punch density and stroke frequency on the fabric bursting strength at a 12° cross-lapping angle. Figure 7(c) noticed an increase in bursting strength; thereafter, it decreased with the increase in punch density. However, decreasing and increasing trends were noticed in bursting strength with increase in stroke frequency. Results from equation (8) indicated that increase in both punch density as well as stroke frequency followed an increase and then decrease in bursting strength at respective cross-lapping angles, whereas an increased cross-lapping angle depicted a continuous increase in bursting strength. An increase and then decrease in bursting strength is observed with the increase in cross-lapping angle, punch density and stroke frequency.
Further, the considered machine variables were optimized for the maximum value of bursting strength by using equation (8). The combination of 13.403° cross-lapping angle, 293.035 punch/cm2 (punch density) and 102.380 stroke/min (frequency) provided 249.301 N maximum value of bursting strength. The experiment was carried out with optimized parameters, and the results obtained an excellent agreement with the bursting strength value of 248.682 N.
It was observed from the response surface plots 7(a), 7(b) and 7(c) and equation (8) that the bursting strength of nonwoven fabric showed an increase with the increase in the cross-lapping angle but followed an increase and then decrease with the increases in punch density; however, it initially decreased and then increased with the increase in stroke frequency. The results confirmed an overall increase then decrease in bursting strength with the increase in cross-lapping angle, punch density and stroke frequency. Multidirectional load is applied while measuring the bursting strength. The behaviour of the fabric bursting strength is governed by extensibility of fibres and fabric structure. The results of proportion of curved fibre ends, coefficient of relative fibre parallelization and anisotropy of inclination angle of fibres, as explained by Roy and Ishtiaque 27 summarized that cross-lapping angle, punch density and stroke frequency are responsible for more random distribution of fibres across the fabric structure. The fibre migrates from X and Y planes of the web towards the interior of the fabric in Z direction during the punching process. Though, the number of fibres in the X and Y planes reduces and causes less fibre-to-fibre frictional force in this region. But the tension on interlocking fibres increases with the force applied during the punching which stops the fibres from bouncing back to their original position when the needle is withdrawn and hence reduces the fabric thickness which is responsible to increase the overall fibre-to-fibre friction in an un-bonded region and thus increases the bursting strength of the fabrics. Consequently, the fabric becomes more stretched, and a higher number of fibre breakages occur as a result of bursting strength decrease.
Modelling and response surface plots of filtration efficiency of 5 µm particles
Table 6 provides an account of the significance of the influence of machine variables on the needle-punched nonwoven fabric filtration efficiency of 5-µm particles. The linear and quadratic effects of cross-lapping angle and punch density, respectively, were noticed as highly significant with the p-value of < .0001. The linear effect with punch density and interactive effect with stroke frequency was observed as highly significant with p-values .0081 and .0009, respectively. The quadratic effect of stroke frequency was also shown as significant with a p-value of .0677.
The response surface equation for the filtration efficiency of 5-µm particles in terms of coded factors and significant model terms are represented in equation (9). Very strong correlation was observed between filtration efficiency of 5-µm particles and considered machine variables, with an R2 value of 0.9862. Influence of parameters on the filtration efficiency of 5-µm particles. (a) Stroke frequency: 175 strokes/min. (b) Punch density: 200 punches/cm2. (c) Cross-lapping angle: 12°.

Figure 8(b) illustrates the influence of cross-lapping angle and stroke frequency on filtration efficiency of 5-µm particles at 200 punches/cm2 punch density. Figure 8(b) indicated a decrease in the filtration efficiency of 5-µm particles with the increase in the cross-lapping angle, whereas an initial increase and then decrease was observed with the increase in stroke frequency. Equation (9) concluded that at respective punch densities, the increase in both cross-lapping angle and stroke frequency showed, in general, a continuous decrease in filtration efficiency of 5-µm particles, but the increased punch density followed an increasing and decreasing trend in filtration efficiency of 5-µm particles. The increase in cross-lapping angle, punch density and stroke frequency together followed an increase and then decrease in filtration efficiency of 5-µm particles.
Figure 8(c) displays the impact of punch density and stroke frequency on the filtration efficiency of 5-µm particles at 12° cross-lapping angle. Increasing and decreasing trends in filtration efficiency of 5-µm particles were observed with increase in punch density. However, an increase in filtration efficiency was depicted with increase in stroke frequency. The results of equation (9) showed an initial increase and then decrease in filtration efficiency with the increase in both punch density and stroke frequency at respective cross-lapping angles, whereas an increased cross-lapping angle depicted a continuous reduction in the filtration efficiency of 5-µm particles. The increase in all considered machine variables together followed an increase and then decrease in filtration efficiency of 5-µm particles.
Further, the considered machine variables were optimized for the maximum value of the filtration efficiency of 5-µm particles by using equation (9). The combination of 9.234° cross-lapping angle, 173.757 punch/cm2 (punch density) and 243.255 stroke/min (frequency) provided 51.989% maximum value of filtration efficiency. The experimental results with optimized parameters provided an excellent agreement with the filtration efficiency value of 52.698%.
As discussed, filtration efficiency showed increasing and decreasing trends with the increase in punch density and stroke frequency, whereas it followed a continuous decrease with the increase of the cross-lapping angle. But increase of all considered variables registered an initial increase and then decrease in filtration efficiency of 5-µm particles. Filtration efficiency is a dependent variable of the mean flow pore size, fabric thickness and pressure drop of nonwoven fabrics. The results of the mean flow pore size as discussed depicted that the mean flow pore size reported an initial decrease and then increase with the increase in punch density and stroke frequency; however, a continuous increase is noticed with the increase in the cross-lapping angle. But increase of cross-lapping angle, punch density and stroke frequency together showed a decrease and then increase in the mean flow pore size. Therefore, the filtration efficiency of nonwovens recorded an inverse relation with the mean flow pore size. The trend is supported by the work of Roy and Ishtiaque. 19
Modelling and response surface plots of pressure drop
Table 7 reports the significance of machine variables on pressure drop of needle-punched nonwoven air filter fabric. Table 7 shows the linear effect of the cross-lapping angle found statistically significant with a p-value of .0007. The linear, square and interactive effect with stroke frequency of punch density showed a significant effect with the p-values .05, .0010 and .0100, respectively.
The response surface equation for the pressure drop in terms of coded factors and significant model terms is represented in equation (10). Very strong correlation was observed between pressure drop and considered machine variables, with an R2 value of 0.9623. Influence of parameters on pressure drop. (a) Stroke frequency: 175 strokes/min. (b) Punch density: 200 punches/cm2. (c) Cross-lapping angle: 12°.

Figure 9(b) displays the impact of cross-lapping angle and stroke frequency on the pressure drop at 200 punches/cm2 punch density. The pressure drop of the nonwoven fabric noticed a decrease with the increase in the cross-lapping angle, whereas the pressure drop registered an increase with the increase in stroke frequency. Equation (10) inferred a reduction in pressure drop with the increase in both cross-lapping angle and stroke frequency at respective punch density; however, increased punch density followed increasing and decreasing trends. Pressure drop observed an increase and later decrease with the increase in all three considered machine variables.
Figure 9(c) illustrates the influence of punch density and stroke frequency on the pressure drop at a 12° cross-lapping angle. An increasing and decreasing trend in pressure drop was observed with the increase in punch density, but a continuous increase was noticed with the increase in stroke frequency. The results of equation (10) observed an increase and then decrease in pressure drop with the increase in punch density and stroke frequency at different cross-lapping angles, whereas the increased cross-lapping angle observed an initial increase in pressure drop with the increase in punch density and stroke frequency but later, towards higher values of punch density and stroke frequency, it followed an increasing and decreasing trends.
Further, the considered machine variables were optimized for the minimum value of pressure drop by using equation (10). The combination of 13.921° cross-lapping angle, 298.200 punch/cm2 (punch density) and 211.673 stroke/min (frequency) provided 96.943 Pa minimum value of pressure drop. The experimental trials with optimized parameters showed an excellent agreement with the filtration efficiency value of 98.218 Pa.
It is observed from the discussion that pressure drop depicted a decrease with the increase in the cross-lapping angle, whereas stroke frequency reported an increase but followed increasing and decreasing trends with punch density. Pressure drop observed an increase and later decrease with the increase in all three considered machine variables. However, pressure drop is very much dependent on the mean flow pore size; accordingly, pressure drop has reported an inverse relation with the mean flow pore size. Therefore, the explanation is given for the fabric mean flow pore size supporting the trend of pressure drop with the increase in cross-lapping angle, depth punch density and stroke frequency. The trend is supported by the work of Roy and Ishtiaque. 19
Overall optimization
Optimized process parameters and the values of properties.

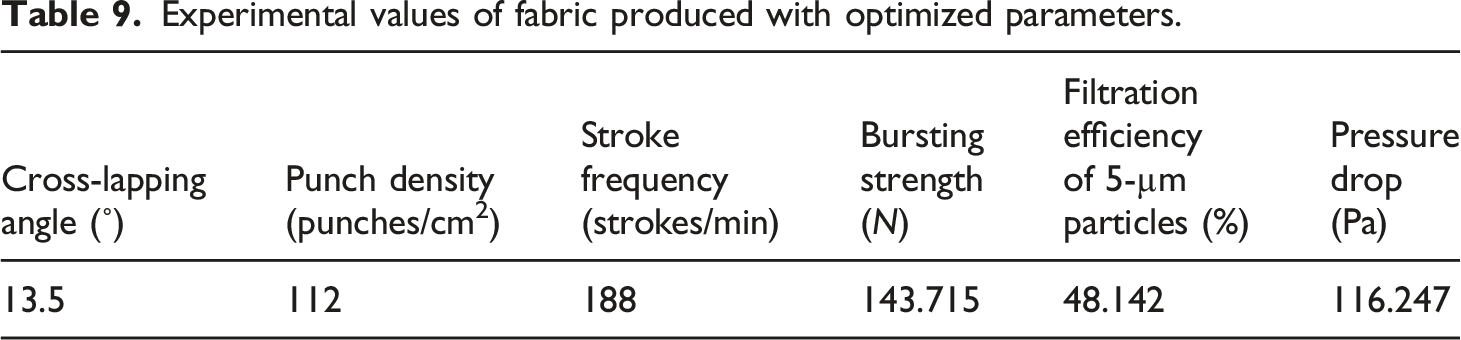
Validation of optimum process parameters
Experimental values of fabric produced with optimized parameters.
Conclusions
The results confirmed an increase in the proportion of curved fibre ends and reduction in the coefficient of relative fire parallelization as well as anisotropy of inclination angles of fibres with an increased cross-lapping angle. Therefore, it is concluded that the cross-lapping angle can be used as an important machine variable to regulate the fibre orientation of batts. It is further noticed that the anisotropy of the inclination angle reduces with the increase of punch density and stroke frequency. Fabric bursting strength, filtration efficiency and pressure drop followed increasing and decreasing trends with increased punch density and stroke frequency; however, the mean flow pore size showed the opposite trends. Finally, optimization of machine variables was carried out to achieve the required properties of nonwoven fabric, keeping the end use requirements.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.