
Abstract
In this study, bamboo and polypropylene fibers have been selected to produce non-woven fabrics using needle punching machines. The non-woven fabrics were produced with bamboo and polypropylene blends of 80%/20%, 20%/80% and 50%/50%, respectively. The cross-directional tensile properties of produced non-woven fabrics were analyzed using Box–Behnken experimental design for three factors and three levels by varying aerial density, punch density and depth of needling penetration. It was observed that the 20% bamboo/80% polypropylene non-woven fabrics have higher tensile strength and elongation than the other two blend proportions. The tensile strength increases with increase in aerial density, punch density and depth of needle penetration.
Introduction
Geotextiles are gaining their interest in many applications, especially in enhancing the life of the road.Their prominence has increased in recent years because of their unusual characteristics in the structure with higher flexibility than traditional materials and that too at a relatively low cost. At present, geotextiles are widely used for separation owing to its permeability and strength. Nowadays, demand on natural fiber is rapidly increasing owing to the focus on sustainability and green textiles. Also, it is being extracted by mechanical process, and they do not consume any chemicals during fiber manufacturing.
Among the various techniques of non-woven production, the needle punching is popular method to produce the different types of non-woven materials using natural fibers. Many researchers have studied about the characteristics and applications of non-woven fabrics. Shanmugam et al. have reported that the needle-punched non-woven technology is highly suitable for the production of non-wovens from banana fibers. Banana fiber non-wovens are being converted to composites and is used in geotextile, agricultural, filtration, automobiles and industrial textiles due to its biodegradable nature [1].
Olugbenga and Akinwole [2] have analyzed and reported that the bamboo leaf ash has a good potential for stabilizing lateritic soils in highway construction. Okubo et al. [3] have studied the mechanical properties of bamboo-based polymer composites, and they have found that the tensile strength and modulus of polypropylene-based composites using steam-exploded fibers increased about 15% and 30%, respectively, due to better impregnation and the reduction of the number of voids, compared to the composite using fibers that are mechanically extracted. Verma et al. [4] have analyzed the tensile strength of bamboo and layered laminate bamboo composites, and they found that the fiber strength increases and matrix strength decreases from bottom to top, whereas fiber modulus decreases and matrix modulus increases from bottom to top of bamboo culms. Anusha and Kindo [5] have analyzed the behavior of bamboo-reinforced soils, and they reported that the bamboo mattresses along with non-woven needle-punched geotextiles increase the bearing capacity of soft sub grade and also serves as a good separator. Marto and Othman [6] have studied the bearing capacity of footings on bamboo-geotextile composite-reinforced soft clay, and they have concluded that tensile and bending stiffness gives the highest reduction in the thickness of sand fill to achieve the same bearing capacity. Want et al. [7] have studied the deformations and damage of non-woven geotextiles in road construction and found that the type of fill material, construction equipment and type of underground significantly affects the deformation energy related to the installation and construction. Desai and Bala [8] have analyzed the critical factors affecting the properties of thermal-bonded non-wovens with special reference to cellulosic fibers and reported that the higher calendar roller pressure make non-woven product more compact and stiff and increases the strength up to a point. Wilmers [9] reported that the separator must separate the soils but should allow the water to penetrate. Ghavami [10] said that vegetable fibers can be used either alone or as reinforcement along with different types of matrices such as soil and cement composites. Debnath and Madhusoothanam [11] have analyzed the compression behavior of jute–polypropylene-blended needle-punched non-woven fabrics and reported that the increase in needling density and fabric weight reduces the percentage compression and thickness loss of jute-polypropylene fabric. Debnath and Madhusoothanam have analyzed the compression properties of polyester needled-punched fabric and reported that the maximum compression resiliency is attained for hollow cross-sectioned polyester fabric samples followed by round and trilobal fibers irrespective of weight of fabric. The initial thickness increases, but percentage compression, thickness loss and compression resilience decrease with the increase in the fabric weight irrespective of fiber cross-sectional shapes [12]. Sarma et al. have studied the California bearing ratio (CBR) properties of soil reinforced with jute geotextile with reference to the road construction in Assam, which is one of the eastern states of India and observed that the maximum CBR value of the soil was obtained when jute geotextile was placed at 1 cm depth. They have reported the increase in CBR value of around 130% with respect to unreinforced soil, i.e., without the application of jute geotextiles [13]. Anand has analyzed the designer natural fiber geotextiles and reported that the geotextile structures were designed to provide the highest possible strength in one direction, i.e., either machine or cross direction. It was also reported that the soil particles interlock with the fabric to such an extent that the soil/fabric interface exhibits greater shearing resistance than the surrounding soil [14]. Kolhatkar and Rathod [15] have analyzed the thermal properties of automotive textiles and reported that the cross section of the bamboo fiber is filled with various micro-gaps and micro-holes leading to better moisture absorption and ventilation. Hong and Su [16] have analyzed mechanical properties for polypropylene/puncture resistance of polyester non-wovens and reported that the punch density and depth of needle penetration are the two important factors to improve the quality characteristics of needle-punched non-woven fabrics.
Carvalho et al. have analyzed the mechanical properties of needle-punched non-wovens for geotechnical applications. They have reported that there is a good correlation between the mechanical properties and the aerial density of the geotextiles [17]. Surajit and Majumdar have studied the tensile deformation of jute needle-punched non-woven geotextiles under compressive load and reported that the stress-at-failure, extension-at-break, modulus of fabric and their coefficient of variations depend on the extent of compressive load. Fiber orientation and wetting of fabric play a vital role in determining its tensile behavior under compressive load [18]. Midha and Mukhopadyay [19] have studied the bulk and physical properties of needle-punched non-woven fabrics and found that the increase in needle density and depth of penetration improves the fiber consolidation, but beyond a certain limit, greater fiber damage was reported, leading to deterioration in fabric characteristics. Chunyin et al. [20] have analyzed the mechanical performance of the bamboo fiber-reinforced polypropylene composites and reported that good interface adhesion is formed between resin and fiber, when bamboo fiber contents increased from 20% to 40%. Ying et al. analyzed the effects of heat treatment on the properties of bamboo fiber/polypropylene composites. They have revealed that the tensile strengths of basalt fiber/polypropylene composites increased and then decreased with increase in heat treatment time, while the impact strengths had a decreasing trend [21].
Although many research works on non-woven materials are being carried out recently, properties of bamboo/polypropylene blended needle-punched non-woven fabrics need to be thoroughly investigated. Literature on tensile properties of bamboo with polypropylene-blended non-woven materials in cross direction is scarcely available. In geotextile applications, the tensile strength of non-woven is an important property for reinforcement, separation, filtration and erosion control applications. Thus, the effect of aerial density, punch density and depth of penetration on cross-directional tensile properties of bamboo and polypropylene blended needle-punched non-woven fabric is analyzed in this research.
Materials and methods
Physical properties of fiber.

Details of blend proportions of non-woven.

Particulars of process parameters.

In order to optimize the tensile strength of bamboo and polypropylene non-woven fabrics in cross direction, Box–Behnen experimental design was used. Regression equation was obtained, and surface response curves were plotted to analyze the effect of the chosen variables.
Grab tensile test
This grab tensile test was used to study the breaking load and elongation of bamboo/polypropylene non-woven fabrics, according to ASTM D 4632. The specimen size for grab tensile test is 101.6 mm × 203.2 mm (4 inch × 8 inch). The specimen was loaded leaving 75 mm separation between both the jaws at 300 mm/min. The constant rate of elongation principle is used in the machine to analyze the tensile strength and elongation of the non-woven fabrics. The machine direction of the sample is defined as the sample prepared, whose longer dimension is parallel to the delivery direction of the needle punching machine and vice versa is defined as cross direction. Even though the fibers are aligned randomly, the longer dimension of the sample, i.e., 8 inch is placed with respect to cross direction of the sample, which is perpendicular to the direction of delivery of sample in the needle punching machine.
Results and discussion
Tensile properties of non-woven geotextile material are very important for filtration and separation in road construction application to prevent the mingling and migration of soil particles and allowing free movement of water. The tensile strength of the needle-punched non-woven fabrics mainly depends on aerial density, punch density and needle penetration.
Experimental runs of Box–Behnken design and grab tensile strength for fabrics with different blend proportions.

It is evident from Table 4 that the 20% bamboo/80% polypropylene (Sample A) non-woven fabric has higher tensile strength in cross direction than the other two proportions of bamboo and polypropylene fibers in non-woven fabrics. The higher tensile strength in case of Sample A non-woven fabric is mainly due to the higher number of polypropylene fibers present in cross sections of fabric which exerts higher resistance during loading. Since the density of the polypropylene fiber (0.92 g/cm3) is significantly lesser than the density of bamboo fiber (1.52 g/cm3), the number of polypropylene fibers present in set of Sample A will be much higher than the other two proportions. Irrespective of all the parameters, the probability of more number of fibers getting caught by the given barbs during punching will be higher for higher polypropylene content since number of fibers will be high and vice versa. So, there will be more interlocking of fibers, and hence, the tensile strength of 20% bamboo /80% polypropylene (Sample A) non-woven fabric is higher. The cohesiveness is subtle in other blends, since the total number of fibers present in the given cloth will be obviously lesser. It is clear from Figure 1 that the normal load is higher for Sample A set of non-woven fabric. It was also observed from Table 4 that Sample A set of non-woven fabric have higher elongation percentage in the range of 92% to 116%. Sample A set of non-woven fabric have the higher elongation property, than 80% bamboo/20% polypropylene (Sample B) non-woven and 50% bamboo/50% polypropylene (Sample C) non-woven fabrics. It is because of the bamboo and polypropylene fiber web deformation initially, and then the fibers are displaced in various positions and aligned with respect to the axis of non-woven fabric direction, i.e., more towards straight line.
Comparison of cross-directional tensile properties of bamboo and polypropylene.
Effect of aerial density and punch density
The effect of aerial density and punch density on non-woven fabric cross-directional tensile strength of set of Samples A, B and C is shown in Figures 2, 3 and 4, respectively.
Effect of aerial density and punch density on tensile strength of Sample A. Effect of aerial density and punch density on tensile strength of Sample B. Effect of aerial density and punch density on tensile strength of Sample C.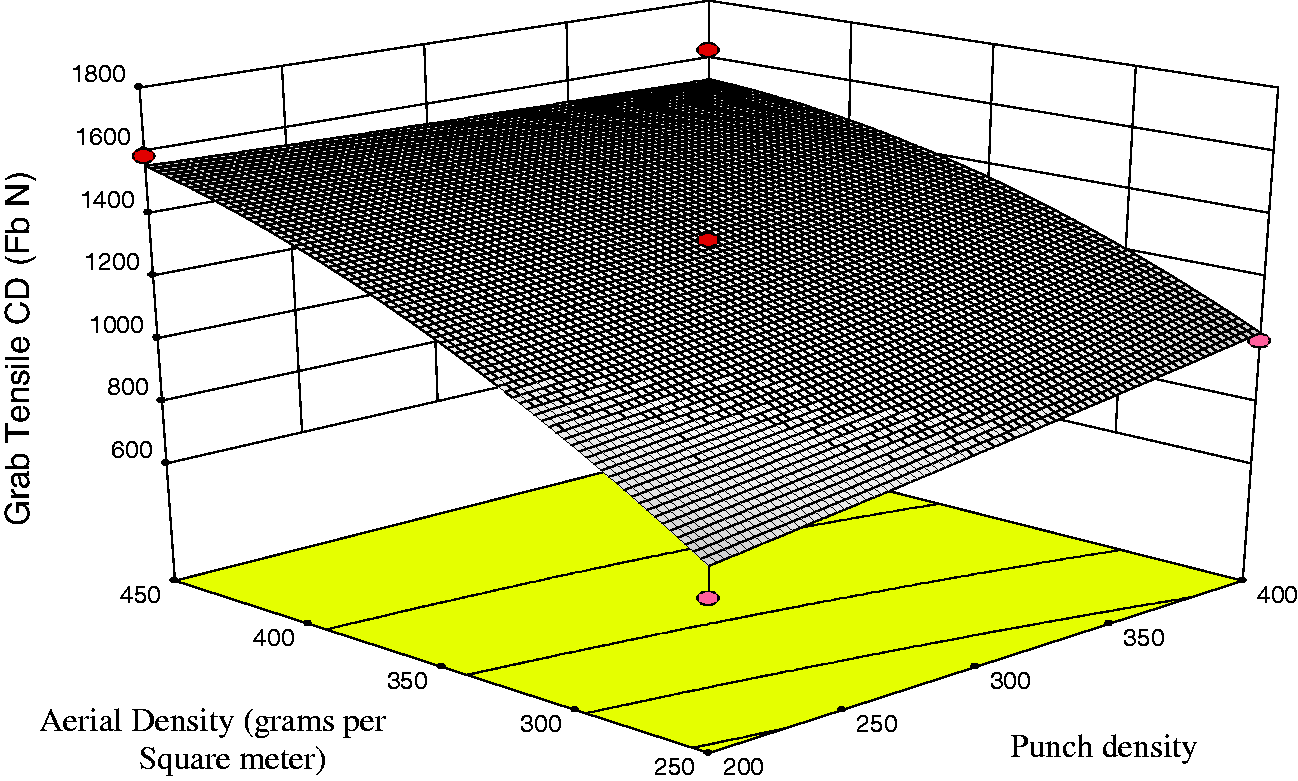


It was observed from Figure 2 and Table 4 that with increase in aerial density and punch density, the cross-directional tensile properties of Sample A set of non-woven fabrics were lesser at initial 8 mm needling depth due to the lesser or partial entanglement and thereby probability for higher slippage of fibers. But an increase in cross-directional tensile strength was observed at maximum needle penetration at 12 mm due to the mechanical re-orientation of bamboo and polypropylene fibers as non-woven fiber web leads to better entanglement. It can be observed from the Table 4 that the cross-directional tensile strength of set of Sample A ranges from 1112 to 1692 N.
Similar trend was observed for other two different blend proportions (Figures 3 and 4; Table 4). It was observed from the Table 4 that the cross-directional tensile properties of set of Sample B ranges from 261.2 to 538.0 N and for the fabrics belongs to set of Sample C ranges from 715.7 to 1468.6 N.
From Figures 2 to 4, it can be understood that the increase in the aerial density and punch density increases the cross-directional tensile strength of non-woven fabrics, with increase in the percentage of polypropylene fibers. It may be due to the higher number of polypropylene fibers which can contribute to the better entanglement in the non-woven web as explained in the previous section.
The aerial density of non-woven fabric has higher influence on the cross-directional tensile properties of the non-woven fabrics than the punch density. It is due to the higher amount of fibers with respect to the increase in aerial density of the fabrics. As the punch density increases, cross-direction tensile properties of the non-woven fabric increases which is due to well interlocking of fibers together to form a rigid fiber web.
Effect of needle penetration and punch density
The effect of needle penetration and punch density on non-woven fabric cross-directional tensile strength of set of Samples A, B and C is shown in Figures 5, 6 and 7, respectively.
Effect of needling depth and punch density on tensile strength of Sample A. Effect of needling depth and punch density on tensile strength of Sample B. Effect of needling depth and punch density on tensile strength of Sample C.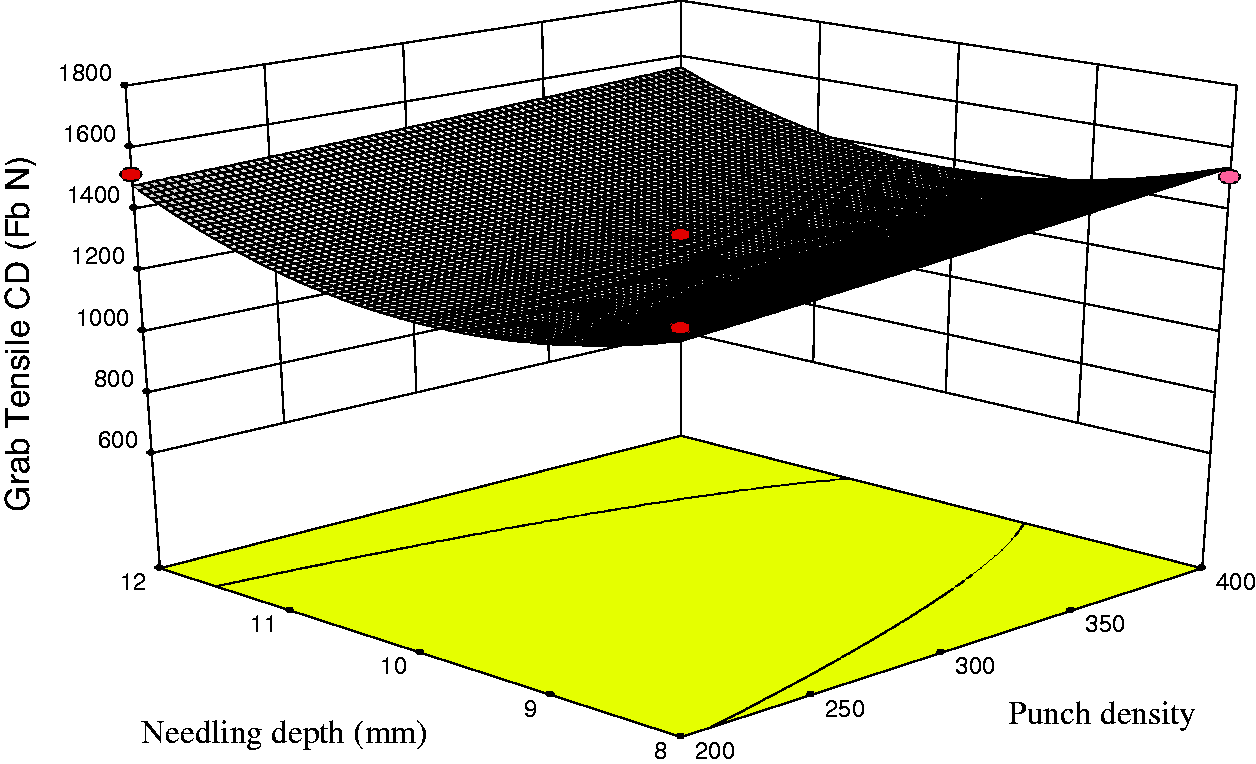

It can be observed from Figure 5 that irrespective of needle penetration and punch density, the cross-directional tensile strength of set of Sample A fabrics is higher than the remaining two different proportions of the fiber blends. Even though the punch density and depth of penetration is kept same for three different blend proportions, the strength of set of Sample A fabrics is higher due to better interlocking of higher number of polypropylene fibers present in the fabric. As the percentage of polypropylene increases in the blend composition, the total number of fibers present in the final fabric may increase significantly due to the lesser density of the polypropylene fiber compared to bamboo fiber. It results in better possession of fibers by the barbs of the needle as compared to other blend compositions, which results in good interlocking of fibers, thereby, higher cross-directional strength for set of Sample A non-wovens among all the three blends of fabrics.
It can also be observed from the Figures 5 to 7 that the increase in punch density and needling depth increases the cross-directional strength of non-woven. The trend is significantly visible as the percentage of polypropylene fiber increases from 20% to 80%.
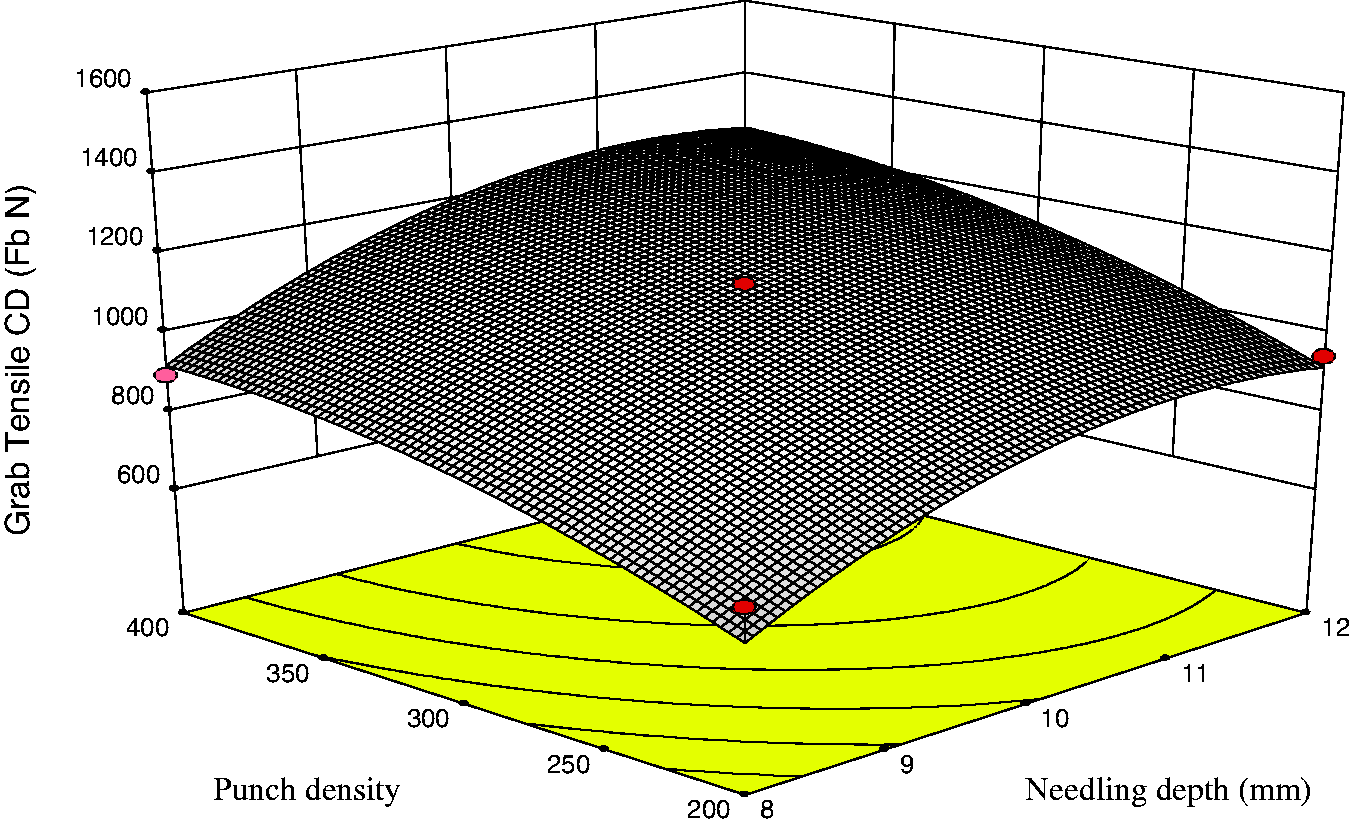
Effect of needle penetration and aerial density
The effect of needling depth and aerial density on non-woven fabric cross-directional tensile strength of set of Samples A, B and C is shown in Figures 8, 9 and 10, respectively.
Effect of aerial density and needling depth on tensile strength of Sample A. Effect of aerial density and needling depth on tensile strength Sample B. Effect of aerial density and needling depth on tensile strength of Sample C.


It can be observed from Figure 8 that with increase in the aerial density, the cross-directional tensile strength of Sample A fabrics increases. This is due to the fact that with increase in aerial density, there is significant increase in number of fibers which contributes to the strength of the non-woven fabric as explained in the previous sections.
From Figures 8 to 10, it can be observed that the effect of needling depth is comparatively lesser than the effect of aerial density. It may be attributed to the minimum needle penetration that might be sufficient to attain the required strength at the given aerial density. Thereby, further increase in needling depth may not have significant influence on the cross-directional properties of non-woven fabrics.
It can also be observed from Figures 8 to 10 that the increase in percentage of polypropylene fiber by 30% doubles the cross-directional strength of the non-woven fabric, i.e., increase in polypropylene from 20% to 50%, the strength of fabric increases from the range of 183 to 538 N (for set of Samples B) to the range of 631 to 1468 N (for set of Samples C) due to the increase in total number of fibers. An increase in polypropylene by 30% results in improvement of tensile strength by an average of 200%.
“p” values for three different variables.

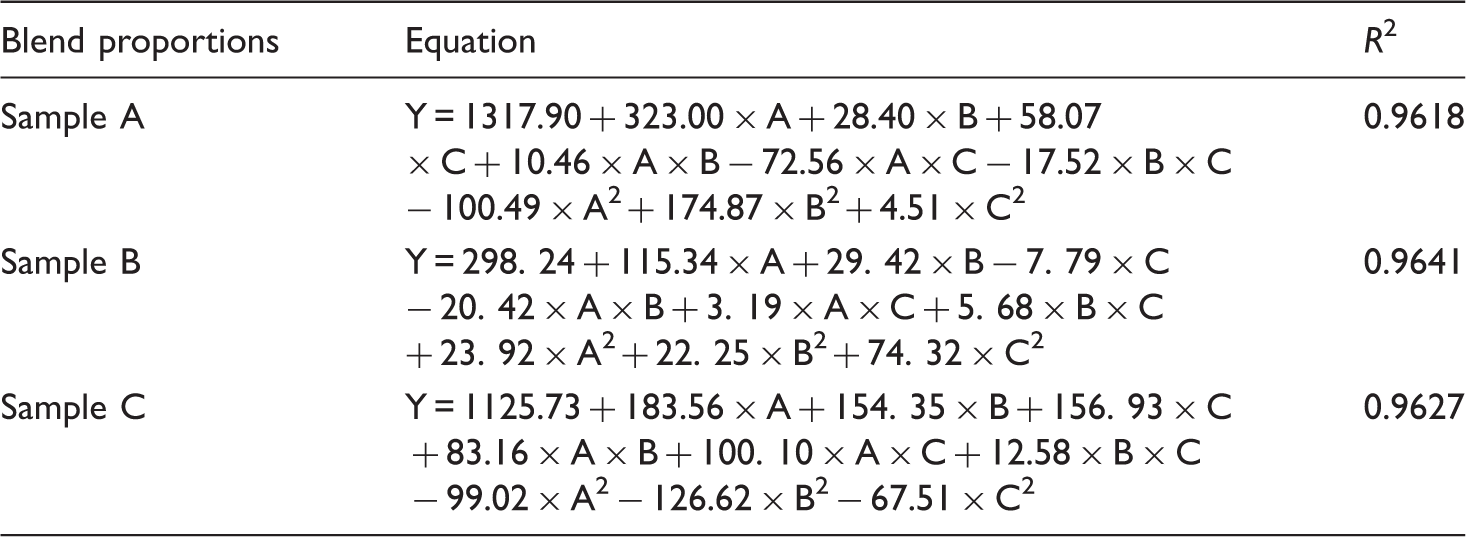
Regression equation for cross-directional tensile properties of non-wovens.
Conclusion
The cross-directional tensile strength of the bamboo and polypropylene non-woven fabric was thoroughly studied with three different factors namely, aerial density, needling depth and punch density. There was a significant influence by aerial density, needle penetration and punch density on cross-directional tensile properties of bamboo and polypropylene non-woven fabrics. The 20% bamboo with 80% polypropylene non-woven fabric has higher tensile strength than other two blends. The tensile strength increases with aerial density, punch density and needle penetration. The increase in tensile strength was attributed to higher number of fibers contributing with increase in aerial density, better interlocking of fibers with increase in punch density and needling depth.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.