
Abstract
The glass fiber felt owned opening pore structure and chemical stability, which was widely used in various of cabins of vessels, aircraft, vehicles, etc. The surface characteristics of fiber affected the drainage performance of felt, thus affecting the temperature and humidity environment in the cabin. In this paper, the physical properties of heat-treated and hydrophobic modified glass fiber felt were studied and compared. After heat treatment, the surface sizing agents were removed and the felt surface became smoother. The water contact angle (WCA) of all heated felt was 0°. The residual water of 1.5 cm and 0.5 cm felt decreased by 27% and 15%, respectively, while that of 2.5 cm felt increased 324%. The excellent drainage performance could be obtained by reducing the heated felt thickness. However, the tensile strength of felt decreased by 35%–45%. In addition, the fiber diameter, the thickness, and average pore size of heated felt all decreased. After hydrophobic modification, abundant nano particles adhered to the felt surface, making the surface of felt rough. The WCAs of 2.5 cm, 1.5 cm and 0.5 cm hydrophobic modified felt were 152°, 141°, 144°, respectively. The residual water decreased by more than 60%, indicating that the drainage performance of felt could be significantly improved. The tensile strength of felt was increased by 30%–40%. The fiber diameter increased, but the thickness and the average pore size of felt decreased. Compared with the heat treatment, the hydrophobic modification could obtain excellent drainage performance and increased the felt tensile strength, which was suitable for more occasions.
Introduction
Glass fiber owned excellent properties, such as chemical stability, high temperature resistance, corrosion resistance, aging resistance, and so on. There were many kinds of glass fiber products, including glass fiber filament, yarn, fabric, felt, and composite materials, etc. Compared with other glass fiber products, the glass fiber felt had larger pores, higher porosity and looser structure. It was an excellent sound absorbing and heat insulation material, mainly used in different kinds of cabins of vessels, aircraft, vehicles and constructions [1, 2], etc. The corresponding sound absorption [3, 4], heat insulation properties [5] and the porous structure of felts were widely researched. The porous structure of the glass fiber felt was helpful to discharge the moisture in the cabin, protected the humidity environment in the cabin, and ensured the normal operation of precision instruments. Glass fiber itself did not absorb water, so the surface characteristics of felt affected the drainage performance of felt. However, few researchers studied the surface characteristics of glass fiber felt.
There were many surface modification methods including acid-base etching [6], plasma technology [7, 8], carbon nanotube modification [9], graphene modification [10], etc. The microstructural and wettability of surface pretreated glass fibers [11], and the properties of glass fiber reinforced materials [12, 13] were researched. Most of them focused on the construction of functional surface, especially the hydrophobic/super-hydrophobic surfaces. For example, Feng Zhang [14] modified the glass with fluorosilane to achieve super-hydrophobic performance. Haiyan Ji [15] made a rough and super-hydrophobic surface of glass by one-step hydrothermal method and chemical modification. Long-Yue Meng [16] successfully prepared super-hydrophobic surfaces by grafting octanol on the surface of electrospun silica nanofibers. And found that, the surface with similar structure to the lotus leaf could be obtained by creating micro/nano scale surface roughness by grafting the low surface energy functional groups. Darryl A. Boyd [17] made research on the modification of nanostructured fused silica to obtain super-hydrophobic surface. Walid A. Daoud [18] prepared super-hydrophobic silica-coating films on cotton substrates at low temperatures by coating the cohydrolysis and polycondensation of a hexadecyltrimethoxysilane, tetraethoxyorthosilcate, and 3-glycidyloxypropyltrimethoxysilane mixture on it.
The researches about hydrophobic and super-hydrophobic modification on glass, electrospun silica nanofibers, and nanostructured fused silica provided theoretical basis for the hydrophobic modification of glass fiber, because they have similar components. In addition, Deli Zang [19] manufactured super-hydrophobic surface of fiberglass cloth through the generation of amino-silica followed by octadecyltrichlorosilane hydrophobization. In this method, the sticky epoxy resin was worked as a caking agent by adhering abundant of amino-silica particles to glass fiber surfaces. The glass fiber felt had different structures and properties with glass fiber cloth. But they were all porous glass fiber products. Therefore, it was necessary to explore a method to construct hydrophobic surface for glass fiber felt.
Another method commonly used on glass fiber material was heat treatment, which was usually to remove the surface oil agent, sizing agents and adsorbed water on the surface of glass fiber or fabric, especially in the field of glass fiber reinforced composite materials [20]. However, there was few studies on the properties of glass fiber felt after heat treatment, especially the surface characteristics and drainage performance.
In this paper, the surface characteristics, the structure and properties of felt was discussed, in order to improve the drainage performance of felt. The smooth surface of glass fiber felt was prepared by heat treatment, and the rough surface was obtained by hydrophobic modification. The fiber diameter, felt thickness, the tensile strength of felt, the pore size distribution, and the residual water were compared by the two methods.
Experimental
Materials
Three kinds of glass fiber felts with different thickness (2.5 cm, 1.5 cm, 0.5 cm) were used as samples, as described in Table 1. C14H19F13O3Si and Ethanol were purchased from Shanghai Yuanye Bio-Technology Co., Ltd (Shanghai, China). Titanium (IV) oxide, mixture of rutile and anatase (particle size <100nm) was purchased from Shanghai Aladdin Bio-Chem Technology Co., LTD (Shanghai, China).
The physical properties of glass fiber felts.

Sample preparation
According to the thermo gravimetric properties of glass fiber, there was obvious weightlessness during 100-450°C [21]. In general, the “homogenization phenomenon” happened at 500 °C, and the properties were relatively stable [22]. Therefore, 500 °C was chosen as the heat-treated temperature in this study. The glass fiber felts were heated by ZSX1400 Muffle furnace, Cinite (Beijing) Technology Corp., Ltd. The heating rate was 5 °C/min, and a temperature plateau was held for 30 min to obtain a homogeneous temperature inside the specimen. Then the heated glass fiber felt was kept in muffle furnace until cooled to room temperature, in order to avoid the temperature plummeted quickly.
Generally, the hydrophobic/super-hydrophobic surfaces were prepared by two methods, one was to construct a rough structure on the surface of materials; the other was to modify a low surface energy substance on a rough surface [23, 24]. In this study, the sample was immersed in a sealed solution of 0.5 wt% C14H19F13O3Si, 5.5 wt% Titanium (IV) oxide mixture of rutile and anatase (anatase TiO2), 47 wt% Ethanol, 47 wt% deionized water for 1 h with sustained vibration, then moved out, and dried by oven.
Characterization
The Fourier transform infrared (FTIR) spectrograms was tested by using a ThermoFish scientific Nicolet iZ10, in the range of 650–4000 cm−1 with a resolution of 4 cm−1. The TG-DSC was analyzed by Netzsch STA 409 PC/PG, under N2 atmosphere with a gas flow rate of 100 mL/min and a heating rate of 10 °C/min from 50 °C to 800 °C. The fiber diameters were measured by using inverted biologic microscope NIB-100 for 30 times to get an average value. The glass fiber felt was coated with Pt, then the morphology of the felt was observed by a scanning electron microscope (SEM), JSM-6390A, JEOL Ltd, Tokyo, Japan. The thickness of felt L (mm) was tested by YG141N digital fabric thickness gauge (Nantong Hongda Experiment Instruments Co., Ltd), without press, and was repeated 10 times to get an average value. The specimen was cut into a circle with radius of 15 mm, and weighted by Electronic Balance to calculated the area density G (g/m2). The tensile strength was tested by YG026MB-250 electronic strength tester (Wenzhou Fangyuan Instrument Co., Ltd), with a range of 0–100 N, and was repeated 5 times to get an average value. Porous distribution was measured by PMI CFP–1100AI pore size analyzer (USA), with bubble-point method. The water contact angle (WCA) was measured using the sessile drop method with a 10 μL droplet by contact angle measuring instrument, JC2000C, Shanghai Zhongchen digital technic apparatus Co. Ltd, Shanghai, China. The drainage property of felt was characterized by residual water. The specimen was cut into 254 × 254mm, weighted and marked as 
Where
Results and discussion
Analysis of surface modification
The FTIR characteristic peak of 2.5 cm original felt nearby 480, 836, 980 cm−1 was ascribable to symmetrical and unsymmetrical vibrations of the terminal Si–O–Si group [25], as shown in Figure 1(a). The peak of heated felt was similar to that of the original one. However, the spectra of the original felt exhibited the strong and sharp bands at 980 cm−1, with transmittance 50%, while decreased to 42% after the felt being treated at 500 °C. This meant that more SiO2 was transferred at 500 °C, that was, the content of SiO2 was increased. The FTIR characteristic peak of hydrophobic modified felt changed significantly during 400-1200cm−1, as shown in Figure 1(a). The peak in the range of 400-800cm−1 was related to the bending and stretching vibrational modes of Ti-O-Ti bands, which was considered as the fundamental vibrations of anatase TiO2 [26, 27].

FTIR and TG-DSC of original and modified felt: (a) 2.5 cm felt FTIR, (b) 2.5 cm felt TG-DSC, (c) 1.5 cm felt FTIR, (d) 1.5 cm felt TG-DSC, (e) 0.5 cm felt FTIR, (f) 0.5 cm felt TG-DSC.
The TG curve of 2.5 cm original felt showed obviously weight loss phenomenon during 200–500°C, and the DSC curve presented that the heat was absorbed at this stage, as shown in Figure 1(b). The main components of the glass fiber were silica and carbonate, so this meant that the carbonate inside the glass fiber thermal decomposed. Compared with the TG-DSC of 2.5 cm original felt, the weight loss of the heated felt was not obvious and the heat absorption was less. This was due to the thermal decomposition of most carbonate in the fiber after heat treatment at 500 °C, leaving relatively stable silica and residual carbonate. It was further confirmed that the content of SiO2 in the heated felt increased as shown by FTIR. The TG curve of hydrophobic modified felt was between the curve of original and the heated one. There was weight loss phenomenon, but it was not as obvious as the original felt, and the absorbed heat was also between them. This might be due to the increase of anatase TiO2 after hydrophobic modification, and it was not easy to decompose in TG test temperature range. In general, anatase TiO2 and SiO2 were very stable and not easy to react with each other. Therefore, it could be inferred that anatase TiO2 was attached to the surface of fiber under the action of C14H19F13O3Si (a kind of silane coupling agent) in the hydrophobic modification process.
The main component of three kinds of original glass fiber felt was silica. The FTIR and TG-DSC trends of 1.5 cm and 0.5 cm felt before and after surface modification were similar to those of 2.5 cm felt, with only slight difference in values, as shown in Figure 1(c) to (f). This might be due to the slightly different content of carbonate in the fiber.
To sum up, it could be inferred that when the temperature was lower than 500 °C, the internal composition of glass fiber thermal decomposed, and the component was unstable; when the temperature was higher than 500 °C, the internal composition of glass fiber was relatively stable. In the process of hydrophobic modification, no new substance was formed. Anatase TiO2 nanoparticles were mainly attached to the fiber surface by silane coupling agent.
The morphology of glass fiber felts
The morphology of original felts with different thickness was shown in Figure 2(a) to (c). The fiber surface of the three kinds of felt was coarse in varying degrees and distributed with sizing agents. Obviously, 2.5 cm felt owned more surface sizing agents, while the 0.5 cm felt owned less. Figure 2(d) to (f) showed that the surface of all heated felts was smoother than that of original one. Among them, there were still a small amount of residual sizing agents on the surface of 2.5 cm and 1.5 cm heated felt, while there were almost no residual sizing agents on the surface of 0.5 cm felt. This was due to the fact that the surface sizing agents of the 0.5 cm original felt was less. However, the surface of felts after hydrophobic modification were rougher than original ones, and covered by abundant particles as illustrated in Figure 2(g) to (i).

SEM images of glass fiber and felt (a) 2.5 cm OF, (b) 1.5 cm OF, (c) 0.5 cm OF, (d) 2.5 cm HTF, (e) 1.5 cm HTF, (f) 0.5 cm HTF, (g) 2.5 cm HMF, (h) 1.5 cm HMF, (i) 0.5 cm HMF.
Together with the above analysis of surface modification, it could be concluded that the heat treatment could remove the surface sizing agents and make the fiber surface smoother. However, hydrophobic modification could attach a large number of nanoparticles to the fiber surface, which made the fiber surface rougher.
The fiber diameter, felt thickness and felt area density
The fiber diameter and felt area density decreased after heat treatment, but increased after hydrophobic modification, as shown in Table 2. After 500 °C heat treatment, glass fibers underwent thermal decomposition and thermal contraction [28], and the surface sizing agents were removed, which reduced the fiber diameter and felt area density. However, after hydrophobic modification, the nano particles adhered to the surface of felts, increasing the fiber diameter and felt area density.
The physical properties of felt after surface modification.

HT: heat treatment; HM: hydrophobic modification.
The thickness of both heat-treated and hydrophobic modified felt decreased. The felt thickness decreased after heat treatment, that was because thermal shrinkage of fibers, resulting in the decrease of the spacing among fibers. But for the hydrophobic modification, a large number of nanoparticles adhered to the surface of fibers, which increased the fiber diameter. In general, this increased the felt thickness. However, the result was that the thickness of hydrophobic modified felt decreased. The possible reason was that the felt was filled with solution during the hydrophobic modification process. When the felt was taken out of the solution, the solution flowed out from the top to the bottom of the felt, and a certain pressure was generated in the thickness direction of the felt, as shown in Figure 3. This reduced the distance between the fibers in this direction and eventually led to a decrease in the felt thickness. In addition, the roughness of the fiber surface increased significantly, as shown in Figure 2(g) to (i). This increased the friction between the fibers and made it difficult for the fibers to return to their original state. Finally, the thickness of hydrophobic modified felt decreased.

Schematic of hydrophobic modified felt thickness.
The tensile strength of glass fiber felts
Among the three kinds of original felts, the 2.5 cm felt had the highest thickness and fiber diameter, successively followed by 1.5 cm felt and 0.5 cm felt. Obviously, the tensile strength of 2.5 cm original felt was the highest, and that of 0.5 cm felt was the lowest, as shown in Figure 4. The tensile strength of the heated felt decreased by 35%–45%, and that of the hydrophobic modified felt increased by 30%–40%.

Tensile strength of glass fiber felts.
In the process of heat treatment, the internal components of heated felt decomposed, resulting in the decrease of fiber strength [29]; At the same time, the sizing agents on the fiber surface were removed, making the fiber surface smooth, which weakened the interaction between the fibers in the felt. Both of them resulted in the decrease of felt strength. In the process of hydrophobic modification, a large number of nanoparticles were attached on the surface of the fiber, which made the fiber surface extremely rough. As a result, the friction between fibers was greatly increased, thus improving the tensile strength of felt.
The pore size distribution of glass fiber felts
The average, maximum and minimum pore size of heat-treated and hydrophobic modified felts were all decreased, as illustrated in Table 3. Especially, the average pore size of 2.5 cm, 1.5 cm and 0.5 cm heated felt decreased 16%, 26%, 21%, and that of hydrophobic modified felt decreased 34%, 50%, 62% respectively. Obviously, the average pore size of hydrophobic modified felt was much smaller than that of heat-treated one. In addition, the pore size distribution curves of heated felt and hydrophobic modified felt showed the different degrees of left shift, especially the hydrophobic modified felt, as shown in Figure 5. This phenomenon illustrated that the pore size decreased after heat treatment and hydrophobic modification. Moreover, the decline was more significant for the hydrophobic modified felts.
The pore size of heat-treated and hydrophobic modified felts.

O: Original; HT: heat treatment; HM: hydrophobic modification.
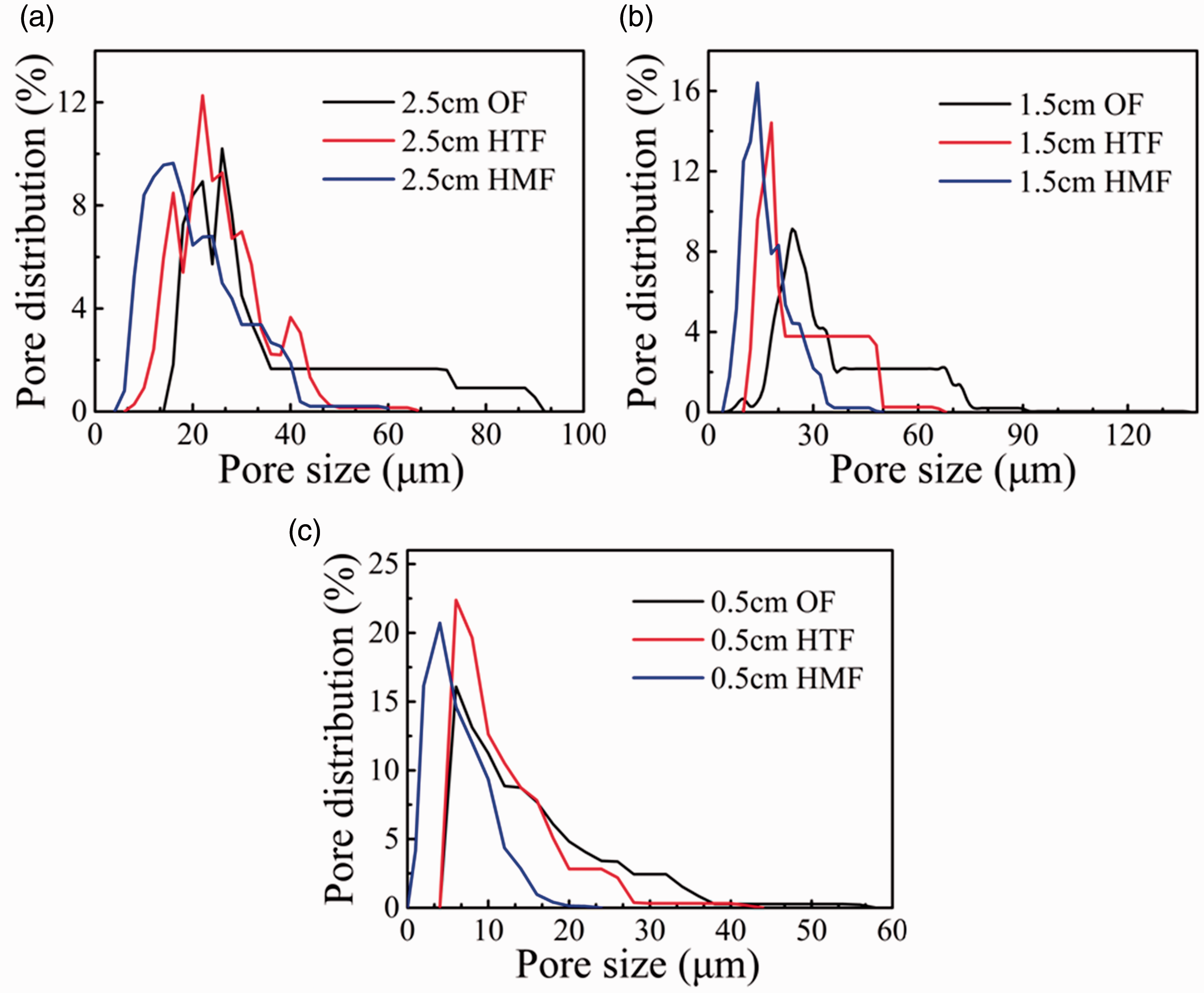
Pore size distribution of glass fiber felts: (a) 2.5cm felt, (b) 1.5cm felt, (c) 0.5cm felt.
In the process of heat treatment, due to the thermal contraction of fibers, the space among fibers was reduced, thus the pore size of heated felt become smaller than that of original one. Regarding the hydrophobic modification, the space among fibers was also reduced because nanoparticles adhered to their surface, which also led to a reduction in pore size. And it could be inferred that the decrease of space among fibers caused by the adhesion of nano particles was more obvious than that caused by heat treatment. As a result, the average pore size of hydrophobic modified felt was smaller than that of heat-treated one.
The wettability of glass fiber felts
The wetting behavior of glass fiber felts could be reflected by the variation of water contact angle (WCA) in Table 4. The WCA of original felts with thickness 2.5 cm, 1.5 cm and 0.5 cm were 145°, 136°, 0°, respectively. The surface of 2.5 cm and 1.5 cm original felt was covered with hydrophobic sizing agents, so both felt surfaces were hydrophobic, as shown in Figure 2(a), (b) and Table 4. Different from the two kinds of felts, the 0.5 cm original felt had less hydrophobic sizing agents on its surface and had smaller pore size, which was easy to form capillary effect [30, 31], so its WCA was 0°, which was super-hydrophilic.
The WCA (°) of heat-treated and hydrophobic modified felts.

After hydrophobic modification, the WCA of 2.5 cm, 1.5 cm and 0.5 cm felt increased 7°, 5°, 144°, respectively. Especially, the surface of 0.5 cm felt changed from super-hydrophilic to hydrophobic. In general, the titanium oxide mixture of rutile and anatase was inherently hydrophobic, which was adhered onto the surface of fibers and felt when hydrophobic modified, as shown in Figure 2(g) to (i). In addition, those nano particles made the surface of fibers and felt rough, which further increased the hydrophobicity of felt [23, 32], that was, the WCA of felt increased.
After heat treatment, the WCAs of all felts were 0°, which meant that these surfaces were all super-hydrophilic. As Figure 2(d) to (f) illustrated that, most of the hydrophobic sizing agents were removed during heat treatment. The surface of the felt became smooth. Therefore, water could easily enter the interior of the felt. In addition, glass fiber felt had many pores, and the pore size became smaller after heat treatment, so the capillary effect could be formed, which made it wettable, and eventually leading to a WCA of 0°.
The drainage property of glass fiber felts
The residual water was measured to characterize the drainage property of the glass fiber felts. The drainage performance seriously affected the normal operation of precision electronic instruments in the cabin of aircraft, vessels, vehicles, etc. The lower residual water indicated that the less water remained in the felt, that was to say, the better drainage performance.
After hydrophobic modification, the residual water of 2.5 cm, 1.5 cm and 0.5 cm felt decreased by 63%, 95% and 91%, respectively. However, after heat treatment, the residual water of 1.5 cm and 0.5 cm felt decreased by 27% and 15%, respectively, and that of 2.5 cm felt increased 324%, as shown in Table 5. In general, the residual water might be affected by the factors such as: the surface characteristics of felt, the thickness, the pore size of felt, etc.
The residual water of glass fiber felts.
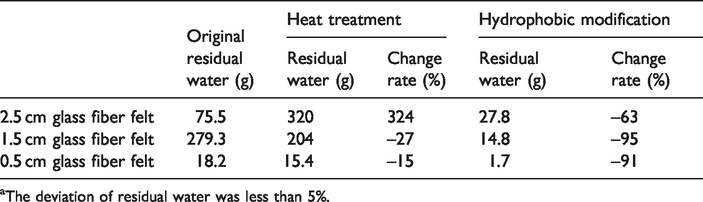
aThe deviation of residual water was less than 5%.
Regarding the influence of felt pore size on residual water, the smaller the pore size, the greater the resistance of water to flow out of the felt. Therefore, in a certain period of time, more water remained in the felt. In other words, the smaller the pore size, the larger the residual water, and vice versa. However, the pore size of 2.5 cm, 1.5 cm and 0.5 cm hydrophobic modified felt decreased by 34%, 50% and 62%, respectively, which did not lead to the significant increase of residual water. On the contrary, the residual water of hydrophobic modified felt decreased significantly. In addition, the pore size of all modified felt decreased, but the residual water of some felt decreased, while that of some felt increased. Therefore, it could be inferred that for this kind of porous felt, the change of pore size of the modified felt had no significant effect on the residual water. Then, the residual water was discussed through the analysis of felt surface characteristics and thickness.
Under the hydrophobic modification, the three kind of felt had hydrophobic and rougher surface, and thickness was reduced. The reduction of residual water of hydrophobic modified felt might be caused by two facts. One of the reasons was that the hydrophobicity of the modified felts increased. When the hydrophobic modified felt was immersed into water, the water could enter but was difficult to completely fill the pores in the felt; and when the felt was taken out, most of the water was quickly discharged; then only a small amount of water remained in the felt, which led to the decrease of residual water. Another possible reason was the decrease of the thickness of hydrophobic modified felt. Compared with the original felt, the thickness of 2.5 cm, 1.5 cm and 0.5 cm hydrophobic modified felt decreased by 40%, 47%, 60%, respectively. This helped the water to flow out of the felt rapidly, further reduced the residual water in the felt. Finally, the residual water of hydrophobic modified felts obviously decreased.
However, the three heat-treated felts all had smoother and super-hydrophilic surface and decreased thickness in comparison with the hydrophobic modified ones. The residual water of 1.5 cm and 0.5 cm heat-treated felt decreased, while that of 2.5 cm heated one increased. The variation of residual water of heat-treated felt was more complicated than that of hydrophobic modified felt.
The effect of thickness on residual water of heat-treated felt was discussed here. According to the different thickness of three kind of heated felt, the thickness of each kind of heated felt was adjusted to 1.5–2.5 cm. They were formed by cutting the thicker heated felt or compounding the thinner heated felt, respectively. As shown in Figure 6, the residual water of the three heated felts all decreased significantly with the decrease of felt thickness. In other words, a lower residual water could be obtained by reducing the thickness of heated felt.

The relationship between the residual water and thickness of heated felt: (a) 2.5cm felt; (b) 1.5cm felt; (c) 0.5cm felt.
The above analysis showed that both the hydrophobic surface and the decrease of felt thickness might lead to the decrease of residual water. Moreover, the influence of these two factors on the residual water would be different due to the different structural parameters and surface characteristics of felt. After heat treatment, the thickness of 2.5 cm, 1.5 cm and 0.5 cm felt decreased by 12%, 33% and 60%, respectively, as shown in Table 2. For 0.5 cm felt, the surface of both the original felt and heated one were super-hydrophilic. After heat treatment, the surface sizing agents were slightly reduced, however, the felt thickness was reduced more, which eventually leaded to the decrease of residual water. As for 1.5 cm felt, after heat treatment, the surface of felt changed from hydrophobic to super-hydrophilic, which was conducive to the increase of residual water. However, the thickness was reduced, which helped to reduce the residual water. In addition, the residual water of 1.5 cm original felt was 279.3 g, which was higher than that of 2.5 cm original one (75.5 g) and 1.5 cm original one (18.2 g). Inside the 1.5 cm original felt, each layer contained more residual water. When the same thickness was reduced as the other two felts, more water was discharged and the residual water reduced more. Therefore, the possible reason for the decrease of residual water of 1.5 cm heated felt might be that the decrease of thickness had more influence on the residual water than the change of surface characteristics. Different from the two kinds of felt, the residual water of 2.5 cm heated felt increased significantly. The WCA of 2.5 cm original felt was 145° and the surface was close to super-hydrophobic surface. However, the WCA of heated felt became to 0° and became a super-hydrophilic surface. This change resulted in a significant increase in the residual water. On the other hand, compared with the other two kinds of felts, the thickness of 2.5 cm heated felt was less reduced, which made the residual water decreased less. Finally, it leaded to a significant increase in the residual water.
The comprehensive analysis showed that the hydrophobic modification could significantly reduce the residual water of the felts due to the hydrophobic surface and reduced felt thickness. While the effect of heat treatment on the residual water of felt depended on the thickness of the heated felt. Generally, the residual water decreased with the decrease of felt thickness.
Analysis on the residual water of glass fiber felts
In order to further analyze the change of residual water, we discussed whether the water molecules could enter the felt or not. The normal molecular diameter of water was 3.85×10–4µm. As shown in Table 3, the 0.5 cm hydrophobic modified felt had the minimum pore size of 1.21 µm, which was 3143 times of the diameter of water molecules. Obviously, water could easily enter the interior of the felt.
After heat treatment, the felt had super-hydrophilic and smooth surface. Therefore, the water could completely fill the whole felt interior. And some water could be retained in the heat-treated felt, when the felt was outside the water, as shown in Figure 7(a). A thinner felt meant that there were less pores in the felt, so there was less water left. Therefore, the residual water decreased with the decrease of felt thickness. In other words, the lower the thickness of heated felt, the lower the residual water, and better the drainage performance.

Schematic of residual water of glass fiber felt: (a) Heat treated felt; (b) Hydrophobic modified felt.
Under hydrophobic modification, the surface of felt was hydrophobic and rough. Different from the heat treatment, the water could enter the felt, but it could not completely fill inside of the felt; And only a small amount of water remained in the felt taken from the water, as shown in Figure 7(b). Finally, the residual water was significantly reduced.
Therefore, the excellent drainage performance could be obtained by hydrophobic modification. The method of heat treatment to obtain excellent drainage performance was related to the thickness of felt. The thinner the felt thickness, the better the drainage performance.
Conclusions
In this study, the glass fiber felt were treated with heat and hydrophobic chemicals, respectively, and the effects on the performance of glass fiber felt were compared. Under the heat treatment, the most of surface sizing agents were removed, then the smoother surface of felt was obtained and the WCA of all heated felt was 0°. The fibers underwent thermal decomposition and thermal contraction, which resulted in the decrease of fiber diameter, the area density and the thickness of felt. As a result, the tensile strength of felt was reduced by 35% - 45%. The average pore size of 2.5 cm, 1.5 cm, 0.5 cm felt decreased by 16%, 26%, 21%, respectively.
Different from the heat treatment, abundant nano particles were adhered to the surface of felt by hydrophobic modification, which resulted in the rough surface of felt and increase of WCA, fiber diameter and area density. The tensile strength of hydrophobic modified felt increased 30-40%, and the residual water increased by more than 60%. The average pore size of 2.5 cm, 1.5 cm, 0.5 cm felt decreased by 34%, 50%, 62% respectively, which had more significant decline than that of heated felts. And the felt thickness also decreased.
The excellent drainage performance could be obtained by adjusting the heated felt thickness. The thinner the felt, the better the drainage performance. The disadvantage of heat treatment was that the tensile strength of felt decreased. This method was recommended to use on the inner wall of cabins. Inside the cabin, the felt was fixed on the wall and was not stretched during use. The hydrophobic modified felt significantly increased the water drainage performance as well as the tensile strength. Compared with heat treatment, the hydrophobic modification was suitable for more special occasions. The drainage performance of felt affected the humidity environment in the cabin. In this research area, more effort may be devoted to find more surface modification methods to improve the drainage performance.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by National Key R&D Program of China (Project No. 2018YFC2000900), the Fundamental Research Funds for the Central Universities (Project No. CUSF-DH-D-2018020) and (Project No. 2232018A3-04).