
Abstract
As the most significant process in papermaking technology, beating process changes parameters of fibers as aspect ratio, flocculation characteristics, and physical properties. In this paper, the correlation between glass fiber suspension characteristics and physical properties of glass fiber felts is explored. The influence of beating time and speed on the physical properties of glass fiber suspension and felts is studied. The results show that beating degree and viscosity of glass fiber suspension reduce by the increased beating time and speed, which finally stabilizes at around 11.0°SR and 200 mPas, respectively. The homogenization of suspension and the decrease of aspect ratio increase the drainage resistance and settlement index. It also finds that uniformity of glass fiber felt is improved by beating progress and tensile strength of glass fiber felt reduces with the increase of beating speed. However, dispersing process can improve tensile strength and increase by 81.5% at the dispersing speed of 500 r/min for 2 min.
Introduction
As a typical kind of inorganic non-metallic material fiber, glass fibers are with high strength, high modulus [1], oxidation resistance, corrosion resistance, high-temperature resistance, and other characteristics, which also have excellent performance of sound insulation, heat insulation, and electrical insulation [2]. Papermaking process is considered as the most significant nonwoven preparation technology because of its high efficiency and recyclability [3], compared with electrospinning [4] and hot pressing [5]. The general processes in papermaking are feedstock preparation (debarking and chipping), pulping (chemical and mechanical), and sheet preparation (forming, pressing, and drying) [6]. The ultimate goal of the papermaking process is to produce paper with uniform quality and structure. However, glass fibers are easily swelled, winded, and entangled in water, which may lead to an inhomogeneous fiber suspension and a poor quality of glass fiber felt [7]. Therefore, many investigations had been proposed to analyze and predict the characteristics of glass fiber suspensions and glass fiber felts.
Various characterization techniques have been devoted to evaluating the drainage capacity of fiber suspensions [8], such as Degree Schopper Riegler values (°SR) [9], Zeta potential [10], and viscosity resistance [11]. Fan et al.[12] reported a direct simulation method for periodic fiber suspensions, which took into account short- and long range interaction between the fibers. Yamanoi et al.[13] analyzed the rheological properties of fiber suspensions in a Newtonian fluid by direct fiber simulation. Christensen [14], Moosaie [15], and Keshtkar [16] put more effort into the development of models to describe the flow and morphologies of fiber suspension, aiming at improving the stability and uniform of fiber suspension and felt. Li et al.[17,18] found that the uniformity of the slurry and tensile strength of glass fiber felt could be improved by changing the beating revolutions and also indicated the optimization of the number of beating revolutions for centrifuged glass fiber wet-laid mat was 3000 r. Tensile strength of glass fiber felt also depended on the strength of the individual fibers, friction of fibers, mechanical interlocking among fibers, and fiber distribution [19]. Chen et al.[20] studied the use of glass fiber wet-laid felts as the core material for vacuum insulation panel and found that the thermal conductivity was influenced by the uniformity of the core material. In addition, the improvement of uniformity of glass fiber felts can enhance the stable permeation rate, heat insulation, and sound insulation [21].
Therefore, this research is aimed at investigating the correlation between glass fiber suspension characteristics and the physical of glass fiber felt. Effects of beating time and speed are mainly discussed in particular. The physical properties of glass fiber suspension and glass fiber felts will be improved and the underlying mechanism is also discussed either.
Experiments and materials
Materials and methods
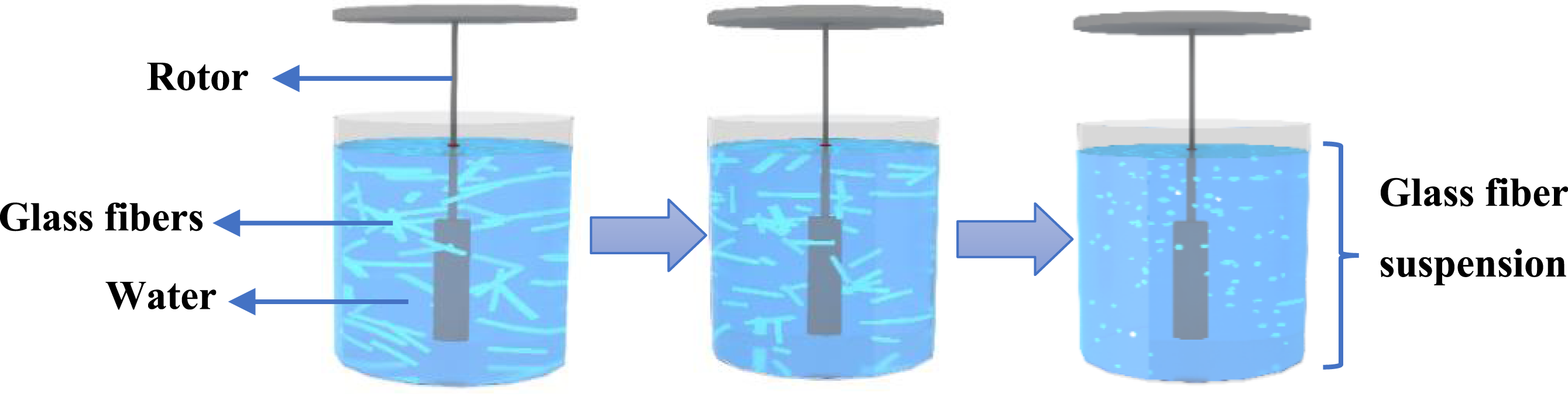
Glass fibers were provided by Wuhu Innovation New Materials Co., Ltd and the diameters of glass fibers were between 2.5 and 3.0 μm. Glass fibers were mixed in valley beating device (IMT-VL02) to form fiber suspension as presented in Figure 1. The suspension was dispersed for 2 min before being beaten. Glass fiber felts with the density of 0.12 g/cm3 were prepared using a papermaking machine (IMT-CP03A) and then dried at 120° for 90 min. The fabrication process of glass fiber felts is shown in Figure 2. Model of valley beating device. Fabrication process of glass fiber felts.

Fiber morphology and characteristics of glass fiber suspension
Fiber morphology and micro-structure of glass fiber felt were both investigated using a scanning electron microscopy (SEM, Hitachi TM3030); beating degree and viscosity of glass fiber suspension were characterized by a beating freeness tester (PNSDJ100) conforming to ISO5267-1:2012 standard and a rotational viscometer (LDVD-1) with a diameter of 10 mm, respectively [23].
Uniformity and tensile strength of glass fiber felts
The uniformity was investigated by cutting 300 mm × 300 mm glass fiber felt into 100 specimens with dimensions of 30 mm × 30 mm, recording the weight of each sample in order and using 3D simulation software (originlab 2020b) to map the weight distribution. Tensile strength was tested by universal material testing machine (Instron 5967) according to GB/T 7630.1-2008 standard, where dimensions of glass fiber felt and the velocity of the machine grips were 150 mm × 75 mm and 100 mm/min, respectively.
Results and discussion
Drainage resistance of glass fiber suspension
Drain ability is one of the most significant factors to characterize the performance of glass fiber suspension, which determines the filtration rate of the water in glass fiber suspension [9]. Generally, drainage resistance is inversely proportional to the beating degree. Beating degree of glass fiber suspension is illustrated in Figure 3. It indicated that the beating process possessed an impact on drainage resistance. The increase of beating time and speed could reduce the beating degree leading to the increase of drainage resistance. However, the effect of beating time was greater than that of beating speed. At the speed of 200 r/min, the initial beating degree of glass fiber suspension was 18.5°SR and gradually reduced to 11.5°SR by increasing the beating time. It fluctuated by about 1.0°SR and then settled at 12.5°SR. The variation is about 6.0°SR. This phenomenon is also seen in various glass fiber suspensions with fixed speed and different time as shown in Figure 3(b). Alternatively, the final variation value is only 2.0°SR after beating 6.0 min with various speeds as shown in Figure 3(c). Figure 3(d) illustrates the relationship between the beating degree of glass fiber suspension and various beating time and speed. It found that the greater the beating time and speed were, the less the beating degree was. Drainage resistance of glass fiber suspension: (a) beating degree at different time and speed, (b) relation between time and speed, (c) relation between beating speed and beating degree, and (d) relation between beating time and beating degree.
Drainage resistance is also depended on fiber morphology and suspension characteristics [17]. There was a strong correlation among drainage resistance, fiber aspect ratio, solution concentration, and fiber distribution. Dominiaketal et al.[14,22] stated that the drainage was mainly depended on the slurry characteristics, which affected the distribution of sediment leading to the change in drainage performance. The number of short fibers could be increased with beating time and speed. The shorter the fibers were, the more uniform the suspension distributed. The uniform sediments would result in higher and more stable drainage resistance.
In order to future explain the reason on various drainage resistance, weight of glass fiber hanging was explored. The meaning of fiber hanging was the quality of fiber deposited on the mesh when fiber suspension passed through the macro-porous mesh. Generally, the decrease of aspect ratio was beneficial to improve the fiber deposition. Figure 4 represents the weight of glass fibers hanging at different beating time and speed. Fiber hanging of beating 1.0 min was the least, followed by that of beating 0.5 min. The beating 0 min (only dispersing 2 min) had the most weight of fiber hanging. The weight of fiber hanging was reduced due to the change of aspect ratio. When the beating time was longer, beating speeds did not affect the fiber hanging. The reason was that when the length of fiber was short enough, the beating speed had no effect on the aspect ratio, which did help to obtain stable drainage resistance. Distribution and morphology of fiber hanging at different time and speed.
Viscosity of the glass fiber suspension
Viscosity of glass fiber suspension with various beating time and speed is shown in Figure 5(a). It indicated that the viscosity of glass fiber suspensions decreased with an increase in beating time and speed from 0 min to 1.0 min. From 1.0 min to 6.0 min, the viscosity fluctuated basically at a relatively certain range with the beating time continued to increase. Glass fiber suspension viscosity distribution range is very large when the beating time is 0 min because in non-uniform liquids, the viscosity can vary considerably [23]. Figure 5(b) shows the viscosity of different parts of glass fiber suspension after beaten at 300 r/min. It displayed clearly that the uniformity of the suspension was improved by increasing the beating time. Thus, the more uniform the glass fiber suspensions were, the more stable the viscosity was. Viscosity of glass fiber suspension: (a) viscosity with various beating time and speed and (b) distribution of viscosity at beating speed 300 r/min.
The viscosity of fiber suspension is strongly influenced by the fiber equilibrium shape, internal fiber friction, and fiber stiffness, which increase with the fiber curvature, the coefficient of friction, and the fiber stiffness [24]. The factors affecting viscosity were as follows: (1) (2) Diagram of viscous resistance of fiber suspension.
Settling properties of the glass fiber suspension
The setting property reflected the flocculation characteristics of glass fiber suspension. Collisions among fibers in a flowing suspension of papermaking pulp tend to be dominated by hydrodynamic considerations [3], and the rheology of fiber suspensions is complex [16]. Figure 7 describes the settlement height of various settling times after beaten at speeds from 200 r/min to 500 r/min. The setting property could be divided into two distinct regions for various beating time and speed. It was found that the settlement height dropped sharply in 0–5.0 min, then with a relatively stable in 10 min–72 h. The beating improved flocculation characteristics of fiber suspension, which led to fiber deposition. Meanwhile, the settlement ratio would increase with the beating time and speed. Settling height of various settling time after beaten at various speeds: (a) 200 r/min, (b) 300 r/min, (c) 400 r/min, and (d) 500 r/min.
Suspensions of flexible fibers regularly flocculated to form heterogeneous structures called flocks which affected the flow characteristics of the suspension. Crowding number is employed to explain the propensity of flocculation [26], which was expressed as the equation (1)

Generally, setting property of fiber suspensions was affected by more macroscopic parameters, including fiber content, aspect ratio, and fiber flexibility. The final sedimentation suspension is dried and the weight of glass fiber is obtained as shown in Figure 8(a). Fiber contents in all suspensions were close to 0.2 g, and the influence on settlement performance could be ignored. The final settlement height of glass fiber suspension is shown in Figure 8(b). As the beating time and speed increasing, the fiber settling became more pronounced and final settlement height of suspension gradually decreased and then stabilized. The maximum settlement was exceeded 80% compared to the original height of fiber suspension. The height of fiber sediment was inversely proportional to beating time and speed. The reason should be that the fiber sediment fell into one of three main categories: 1D structure, 2D structure, and 3D structure [21]. The fibers’ axes oriented in any direction, when the length of glass fiber gradually decreased, which would be converted to lie in parallel planes, and resulted in reducing the height of fiber sediment. Setting property: (a) distribution of fiber content and (b) the final settlement height of fiber suspension.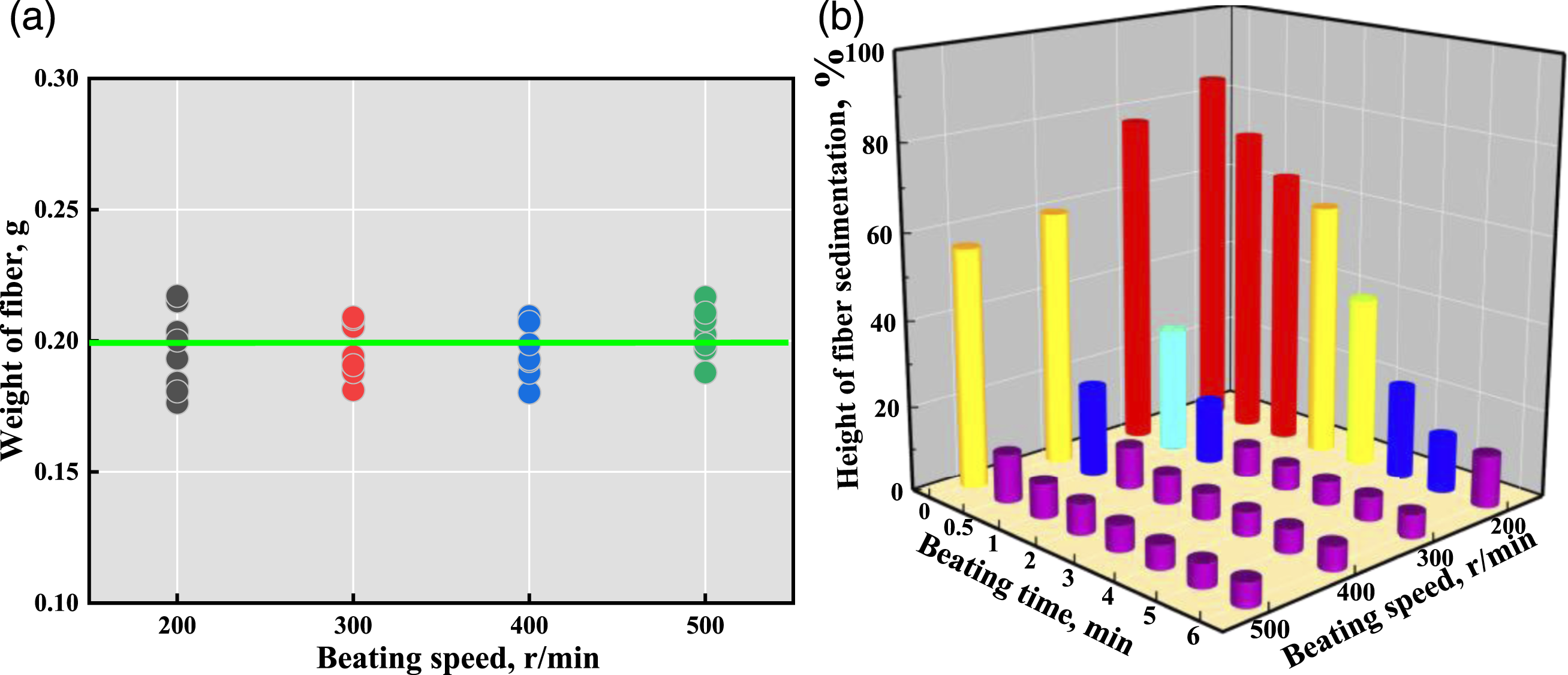
Uniformity properties of glass fiber felt
How to achieve a sufficiently uniform glass fiber felt has always been a key challenge to facing papermakers because the strong tendency for glass fibers is easy to become entangled and form the fiber flocs [3,27]. The main purpose of beating was to make them flexible enough to conform to each other’s surfaces in a ribbon-like manner and form a relatively strong sheet of felts. Uniformity properties of glass fiber felts with different beating time and speed are shown in Figure 9, where uniformity of glass fiber felts is improved with the beating speed. It also demonstrated that the longer the beating time was, the better the uniformity of felts was. The specimens of glass fiber felt with dispersing 2 min at speed of 200, 300, 400, and 500 r/min were distributed in the weight range from 0.3303 to 0.6200 g, 0.3322 to 0.5366 g, 0.3576 to 0.5328 g, and 0.3988 to 0.5139 g, respectively. The specimens with beating speed 500 r/min after beating 0.5 and 1.0 min were distributed in the weight range from 0.3987 to 0.4876 g and 0.4103 to 0.4705 g, respectively. Thus, glass fiber felts with higher beating time and speed could improve the distribution of glass fibers. Uniformity of glass fiber felt with different beating time and speed.
It was because the weight range could be changed by cutting the length of glass fiber. The uniformity of glass fiber suspension was relatively random in papermaking process. Fiber morphology at beating speed of 300 r/min is shown in Figure 10. The results showed that as the beating time increased, more and more glass fibers were cut and they became brittle. Short fibers could reduce the entanglement as well as the flocculation of glass fibers, which improved the uniformity of glass fiber felts. Fiber morphology at beating speeds of 300 r/min with different beating times: (a) beating 0 min, (b) beating 0.5 min, (c) beating 1.0 min, and (d) fiber breakage.
Tensile strength of glass fiber felts
Generally, glass fiber felt consisted of planar network of randomly oriented glass fibers and micro-scale pores. Glass fibers possess the inherent capability to form bonds among them even in the absence of any additives [17]. Therefore, the rupture of glass fiber felt is a combination of fiber–fiber bond fracture and individual fiber breakage, where the rate of the fracture processes is determined by the network’s inherent properties [28]. Figure 11(a) shows that the tensile strength and break elongation of glass fiber felts dispersed 2 min with various speeds, in which the value of them first increased and then gradually decreased. Tensile strength of glass fiber felt was improved by dispersing process with the increment of 81.5% at the dispersing speed of 500 r/min for 2 min. The dispersion of fiber could result in improvement of the uniformity and agglomeration of fiber distribution in glass fiber felts, which led to an increase in mechanical interlocking among fibers and enhanced mechanical property. However, high-speed dispersing could increase the fatigue and fracture of fibers resulting in a decrease in tensile strength. Liu et al.[29] found that the random defects have a negative influence on tensile strength mechanisms of the nonwoven. Large amounts of short fibers could reduce fiber entanglement and improve the probability of random defects, leading to a decrease in the tensile strength of glass fiber felts. Tensile strength: (a) glass fiber felts dispersed 2 min with various speeds and (b) glass fiber felts with different beating time and speed.
Figure 11(b) shows the tensile strength of glass fiber felts with different beating time and speed. At the speed of 200 r/min, the tensile strength fluctuated slightly, and there was little difference between values. The reason was that most fibers were dispersed and a small number of fibers were cut at low beating speeds. With the increase of beating speeds (300–500 r/min), there was a negative correlation between beating time and tensile strength. A raise in individual fiber length imply higher fiber curvature leading to an increase in the mechanical interlocking among fibers [30]. High beating speeds could seriously decrease fiber length and consequently weak tensile strength of glass fiber felts.
Conclusion
The ultimate goal of the wet nonwovens process was to produce glass fiber felts with uniform quality and structure. Beating process could affect glass fiber suspension characteristics and physical properties of glass fiber felt. Beating time and speed mainly affected aspect ratio and flocculation characteristics, where beating aided in increasing uniformity of glass fiber felts. With the increase of beating time and speed, beating degree and viscosity of glass fiber suspension decreased and finally stabilize at around 11.0 °SR and 200 mPa·s, respectively. However, drainage resistance and settlement index increased due to the reduction of aspect ratio. Tensile strength of glass fiber felt reduced by the increase of beating speed and improved by dispersing process with the increment of 81.5% at the dispersing speed of 500 r/min for 2 min.
Glass fiber felt is a popular product on the market with excellent performance of sound insulation, heat insulation, and electrical insulation, which has been widely used in transportation, building constructions, and aircrafts. Optimization of preparation process can obtain glass fiber felt with sufficient mechanical properties, therefore maximizing the use of application.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the National Natural Science Foundation of China (Grant No. 51705113), the Natural Science Foundation of Jiangsu Province (Grant No. BK20191192), China Postdoctoral Science Foundation (Grant No. 2019M661934), Jiangsu Postdoctoral Science Foundation (Grant No. 2019K210), and Open project of Key Laboratory of Jiangsu Provincial University (Grant No. KJS1931).