
Abstract
Glass fiber felt (GFF) as a fibrous and porous material has caught much attention because its light mass, low cost and excellent acoustic properties. In this paper, GFF was prepared via the papermaking technique to explore the correlation between glass fiber suspension characteristics and physical properties (uniformity, air permeability and sound insulation) of GFF. The consequence presented that increasing the dispersing times and speeds could decrease aspect ratio and flocculation of fibers, which was useful to improve viscosity and fiber hanging property of glass fiber suspension, and uniformity of GFF. However, there was no visible impact on the air permeability of GFF. The results also indicated that increasing the dispersing times could decrease sound transmission loss (STL), however which could be enhanced by changing the dispersing speeds. The optimal dispersing speed was 3000 r/min and STL could be reached 15.78 dB at 6300 Hz. Generally, GFF could be used as acoustic material for building and transportation.
Introduction
As is known to all, noise is one of the four major environmental pollutants, which is caused by a variety of sources, such as car horns, construction noise, etc. 1 These noises can interfere with our daily life and the work of humans. Noise has been found associated with annoyance, stress, sleep disturbance 2 and impaired cognitive performance. 3 As one of the effective methods in noise control engineering, nonwoven fabric as acoustic material has caught much attention and is used in various industrial areas such as transportation, architecture, automotive and manufacturing industry. 4 Glass fibers are highly appreciated in composites manufacturing due to its maximum toughness, cheaper material, mostly not affected by chemicals and having good acoustic performance. 5 Low cost nonwoven Glass fiber felt (GFF), owing to their high stability and highly developed specific fibrous structure, have been widely used in sound insulation applications. 6 However, it is hard to control the microstructure characteristics of fibrous materials to obtain optimized acoustic performance. 7
Fibrous materials follow the mass law, the density and thickness of material can increase with the improvement of sound insulation, which brings great inconvenience to the practical application.8,9 Therefore, the structural design of materials is particularly important. The fiber in fibrous materials is mainly located in planes paralleling each other, and there is a significant relationship between the density, porosity, permeability and acoustic performance. 10 Physical parameters of fibrous materials affect acoustic properties, decreasing fiber diameter or increasing the number of fibers per unit area can increase sound absorption of materials.11,12
Various characteristics of GFF such as density, thickness, pressure and finishing method have an impact on acoustic performance. 13 Thus, more experimental and theoretical investigations had been proposed to analyze and predict the preparation of felts and sound insulation performance. Endo et al. 14 indicated that fibers with three-dimensional orientation states were dramatically flow-oriented in the flow-flow gradient plane when the flow starts. Chen et al. 15 indicated that beating process would decrease the fiber length leading to a reduction in fiber-fiber contact and improve the uniformity of fiber suspensions. Furthermore, Li et al. 16 found the best mechanical performance of glass fiber wet-laid mat could be obtained at 3000 rpm. Hu et al. 17 claimed that glass fiber wet-felt with 20% wood pulp fiber exhibited optimum break elongation, flexural property and bursting strength. Bolton et al. 18 pointed out that porous materials were usually characterized by seven or more factors, including porosity, structure factor, flow resistivity, bulk density, Poisson’s ratio associated loss factor and Young’s modulus. Na et al. 19 revealed that micro-fiber fabrics’ sound absorption was superior to that of conventional fabric with the same thickness or weight, and the construction of nonwoven fabrics was greatly significant in improving acoustic performance. Tascan et al.20,21 indicated that more fibers per unit volume at the same fabric thickness yielded greater possibilities for sound waves to interact with the fibers leading to improve acoustic property. Yang et al.11,22,23 prepared and analyzed the sound insulation performance of multilayer gradient structure, honeycomb structure and sandwich structure, the optimal STL of GFFs could be improved by changing the structure and optimizing technical parameters. In summary, physical properties of GFF could be effectively improved by structural design of dispersing process. However, few studies explored the correlation between dispersing process and sound insulation performance. The target of this research was to obtain the optimal dispersing process to achieve the best sound insulation performance of GFF.
In this study, GFF was prepared by papermaking technique with various dispersing times and speeds. Physical properties of glass fiber suspensions and felts, such as fiber hanging property, viscosity, air permeability, uniformity and sound transmission loss (STL) were discussed, respectively. The results showed that weight of fiber hanging and viscosity of glass fiber suspension decreased with the increase of dispersing times and speeds. In addition, STL could be enhanced by the dispersing speeds.
Experiment
Preparation of GFFs
Centrifugal glass fibers were provided by Wuhu Innovation New Materials Co., Ltd, the density and diameter of glass fiber were 2.4–2.76 g/cm3 and 2.5–3.0 μm, respectively. GFF is prepared by the papermaking process as presented in Figure 1. A total of 48 g of centrifugal glass fibers and 23 L of water were mixed in standard lab pulps dissociation (IMT-SJ02) and then dispersed by the rotational impellers within the prototype fiber dissociation device to form a homogeneous glass fiber suspension (step 1). The dispersed glass fiber suspension would be transported to papermaking machine (IMT-CP03A) and stirred for 15 s, then the water of fiber suspension was drained to form a wet GFF (step 2). Later, the GFF was compressed to obtain a dense structure (step 3). Furthermore, GFF was heated at 150°C for 120 min in drying oven (GZX-GF101) (step 4). Finally, GFF could be obtained with a thickness of 6.2 ± 0.2 mm and surface density of 0.108–0.120 g/cm2. Papermaking process of GFF.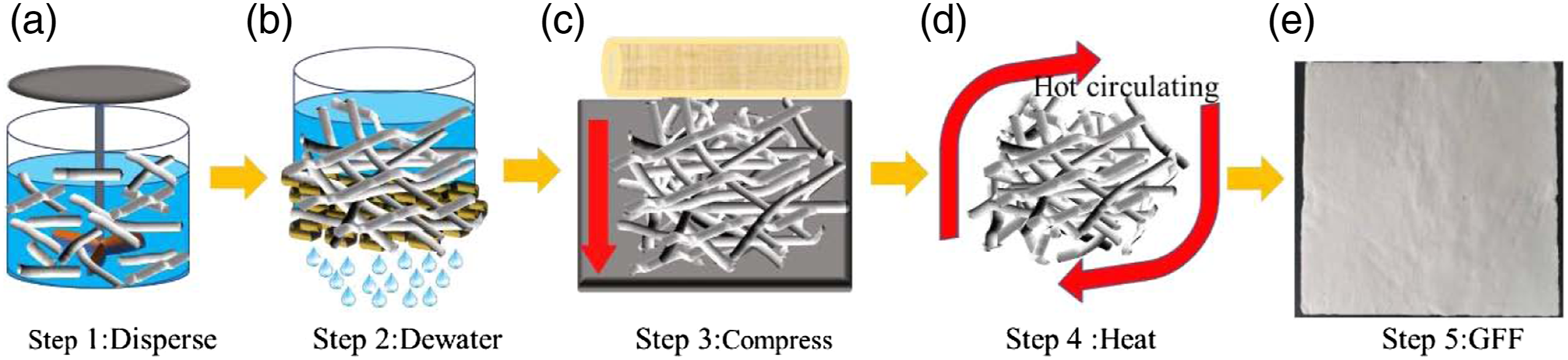
Physical properties of glass fiber suspension
Viscosity and fiber hanging property of glass fiber suspension were characterized by a rotational viscometer (LDVD-1) with a diameter of 10 mm and a beating freeness tester (PNSDJ100). 15 Height of fiber sedimentation was tested by taking glass fiber suspension of 100 mL and made it stand for 48 h to observe the flocculation of the fibers. Glass fiber suspension with the same dispersing process was tested for five times.
Physical properties of GFF
The uniformity was examined by cutting 300 mm × 300 mm GFF into 100 specimens with dimensions of 30 mm × 30 mm, recording the weight of each specimen and using 3D simulation software (originlab 2021b) to map the weight distribution. The air permeability was tested by fully automatic air permeability instrument (YG461E-III) at the pressure of 300 Pa and the test area of samples was a circle with 20 cm2 according to GB/T24218.15–2018.
STL of GFFs
Sound transmission loss was characterized using a four-microphone impedance tube based on GB/Z22764-2011 standard. The inner diameter of the impedance tube is 30 mm and 100 mm, and the effective range of testing frequency is 50–6300 Hz. Each sample was tested three times and the collected data were combined automatically by the software.
Results and discussion
Fiber hanging property of glass fiber suspension
The meaning of fiber hanging is the quality of fibers deposited on the mesh when fiber suspension passes through the macro-porous mesh. In other words, reducing aspect ratio facilitated the improvement of fiber deposition. The weight of glass fibers hanging at different dispersing times and speeds is shown in Figure 2(a). It could be found that wet weight of fiber hanging reduced by the increase of dispersing times and speeds. Figure 2(b) is presented fiber hanging at dispersing speed of 5000 r/min for different times. It showed that there were fewer agglomerated and flocculated fibers deposited on the mesh due to the reduction of fiber aspect ratio. Morphology of fibers with different dispersing times and speeds are shown in Figure 3. With the increase of dispersing times and speeds, more and more glass fibers were cut by impeller and water flow during the papermaking processing. Glass fibers would be bended and broke leading to reduce aspect ratio. Wet weight of glass fiber hanging: (a) Weight of glass fiber hanging at different dispersing times and speeds, (b) Fiber hanging after dispersing speed of 5000 r/min. Morphology of fibers: (a) Dispersing speed of 1000 r/min for 2 min, (b) Dispersing speed of 5000 r/min for 10 min.

Viscosity of glass fiber suspension
Viscosity is an important parameter to characterize glass fiber suspension properties.
15
Figure 4 reveals the relationship between dispersing process and the viscosity of suspension. It indicated that the viscosity of glass fiber suspension decreased with the increase of dispersing times and speeds. Viscosity of suspension is strongly affected by the fiber stiffness and equilibrium shape, which decreases with the fiber curvature and fiber stiffness.24,25 Curved and long fibers were more probably to get entangled, whereas short glass fibers were likely to be evenly and easily distributed in the suspension. Longer and curled fibers would bring greater resistance to the rotor during measurement. Dispersing would reduce fiber curvature and increase fiber stiffness, which resulted in reducing viscosity. Viscosity of glass fiber suspension.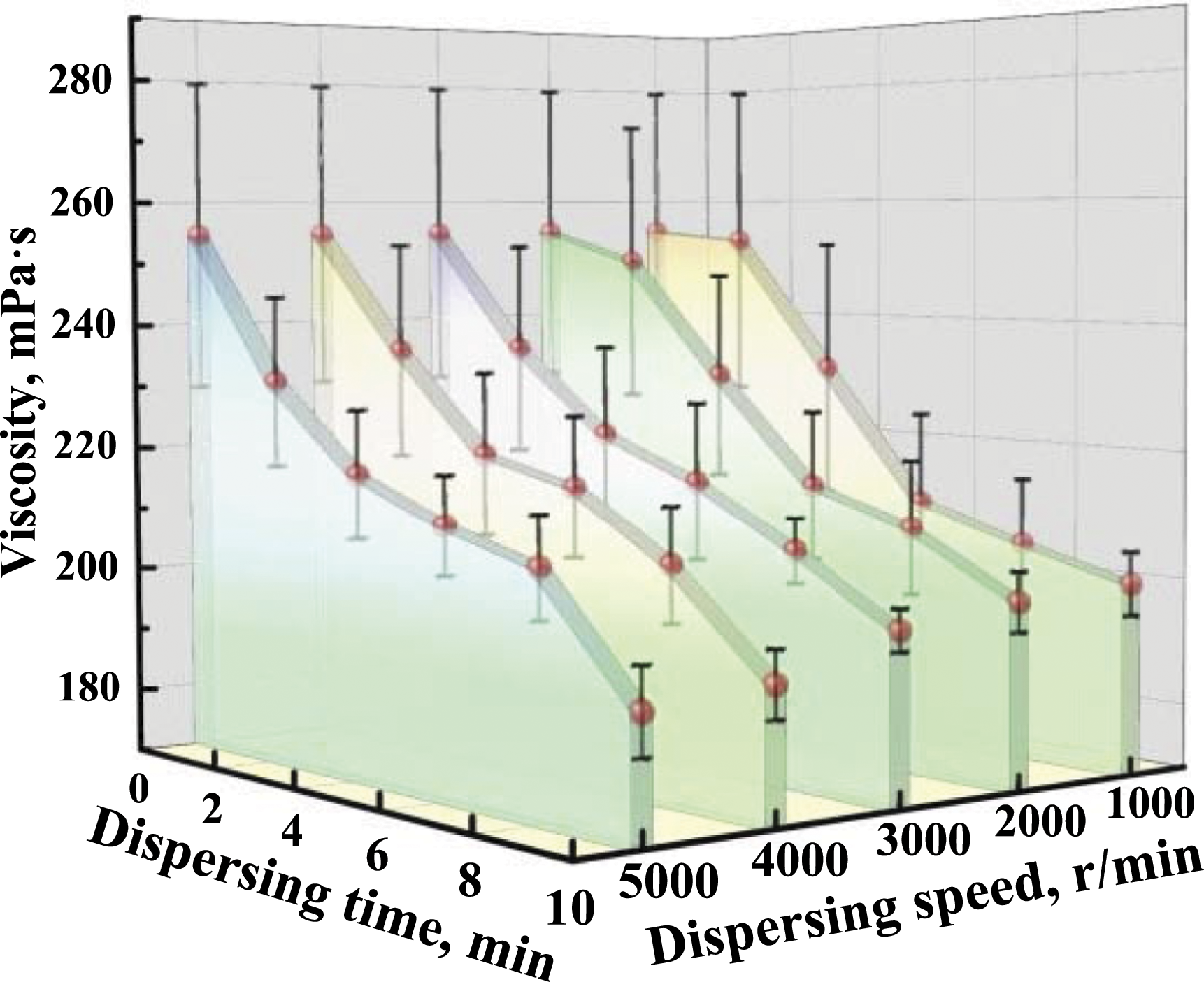
Herein, to further illustrate the effect of viscosity on glass fiber suspension, the settlement height of glass fiber suspension was investigated. The settlement height for various dispersing times and speeds are presented in Figure 5(a). Fiber settlement could be divided into four distinct regions (four colors), red is the highest and blue is the lowest. Figure 5(b) shows the image of fiber settlement of glass fiber suspension after 48 h. Glass fibers were very hard to settle in the high viscosity of the suspension, due to the high resistance of glass fiber suspension when the fibers were settled. Settling property of glass fiber suspension: (a) Height of fiber sedimentation, (b) Image of fiber settlement.
Uniformity of GFFs
Achieving a sufficiently uniform glass fiber felt has always been a key challenge facing papermakers, because of the strong tendency for glass fibers to become entangled, forming fibers flocs.
26
In order to quantify the uniformity of GFFs, the coefficient of variation (CV) was calculated by the weight of each specimen. Coefficient of variation is a reflection of the non-uniformity rate of materials which is defined by
27
Uniformity properties: (a)–(e) Uniformity of GFFs at 4 min, (f) Maximum and minimum weight of the specimens and CV values of GFFs.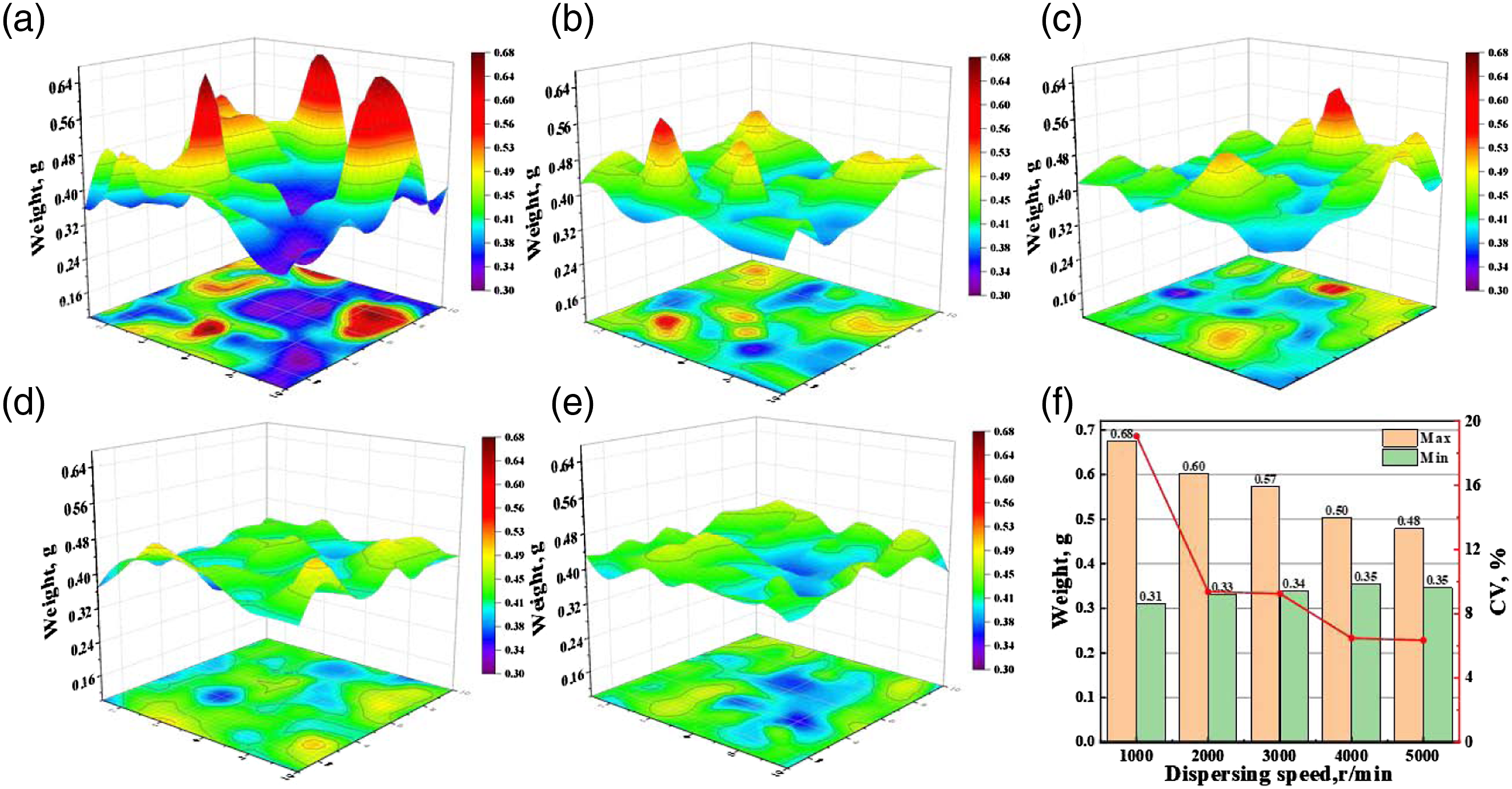


The uniformity of glass fiber suspension was relatively random in papermaking process. Meanwhile, glass fibers with highly curled and larger aspect ratios are easily entangled and intertwined compared with short fibers. Therefore, the shorter the fibers were, the better the uniformity was. Samples of 1000 r/min, 2000 r/min, 3000 r/min, 4000 r/min and 5000 r/min at 4 min were distribute in the weight range 0.31–0.68 g, 0.33–0.60 g, 0.34–0.57 g, 0.35–0.50 g and 0.35–0.48 g, respectively. And the CV of GFFs decrease from 19.5% to 6.5% as presented in Figure 6(f). Yang et al. 27 found that the uniformity affected the physical and mechanical properties of GFF. Increasing the dispersing speed could effectively reduce the non-uniformity and improve the physical properties of felt.
Air permeability of GFF
Air and solid fiber in the felts react differently with the sound wave,
28
so air permeability is considered one of the vital parameters used to present the acoustic performance of fibrous non-woven materials.
10
However, the influence of air permeability in fibrous material is extraordinary intricacy, which contains relatively high volume of air and very complex pore structure due to the random arrangement of fibers in the non-woven fabric.
29
Figure 7(a) shows the air permeability of GFFs with different dispersing times and speeds. Air permeability did not change too much with increasing dispersing times and speeds, except dispersing speed was 3000–5000 r/min for 8–10 min (red area). Physical properties: (a) Air permeability of GFF, (b) Thickness of GFF.
Based on Mohammadi’s research,
30
the permeability coefficient is


Sound insulation of GFF
There is a strong correlation among acoustic properties, manufacturing process and the frequency of sound waves. Acoustic properties mainly depend on the physical properties of the felts, such as thickness, density, porosity and air flow resistivity.
33
Figure 8 shows STLs of GFFs at different dispersing times and speeds. It indicated that STL of GFFs gradually decreased with the increase of dispersing times. At frequencies below 1500 Hz, sound insulation fluctuated firstly and then gradually increased. STL of GFF is quite complex and the characteristics of sound insulation were predominately controlled by stiffness and resonance region in low frequencies. In the 1500–6300 Hz range, STL was controlled by the surface density and structure of fibrous material (mass region). Castagnede et al.
34
stated that a smaller thickness was attributed to the reduction of the absorption. Glass fibers would be cut with the increase of dispersing time, leading to shrinking the pore size, decreasing the thickness and changing the structure of felt. The reduction of STLs of GFF was about 2–4 dB at mid and high frequencies. STL of GFFs with different dispersing speed: (a)1000 r/min, (b) 2000 r/min, (c) 3000 r/min, (d) 4000 r/min, (e) 5000 r/min.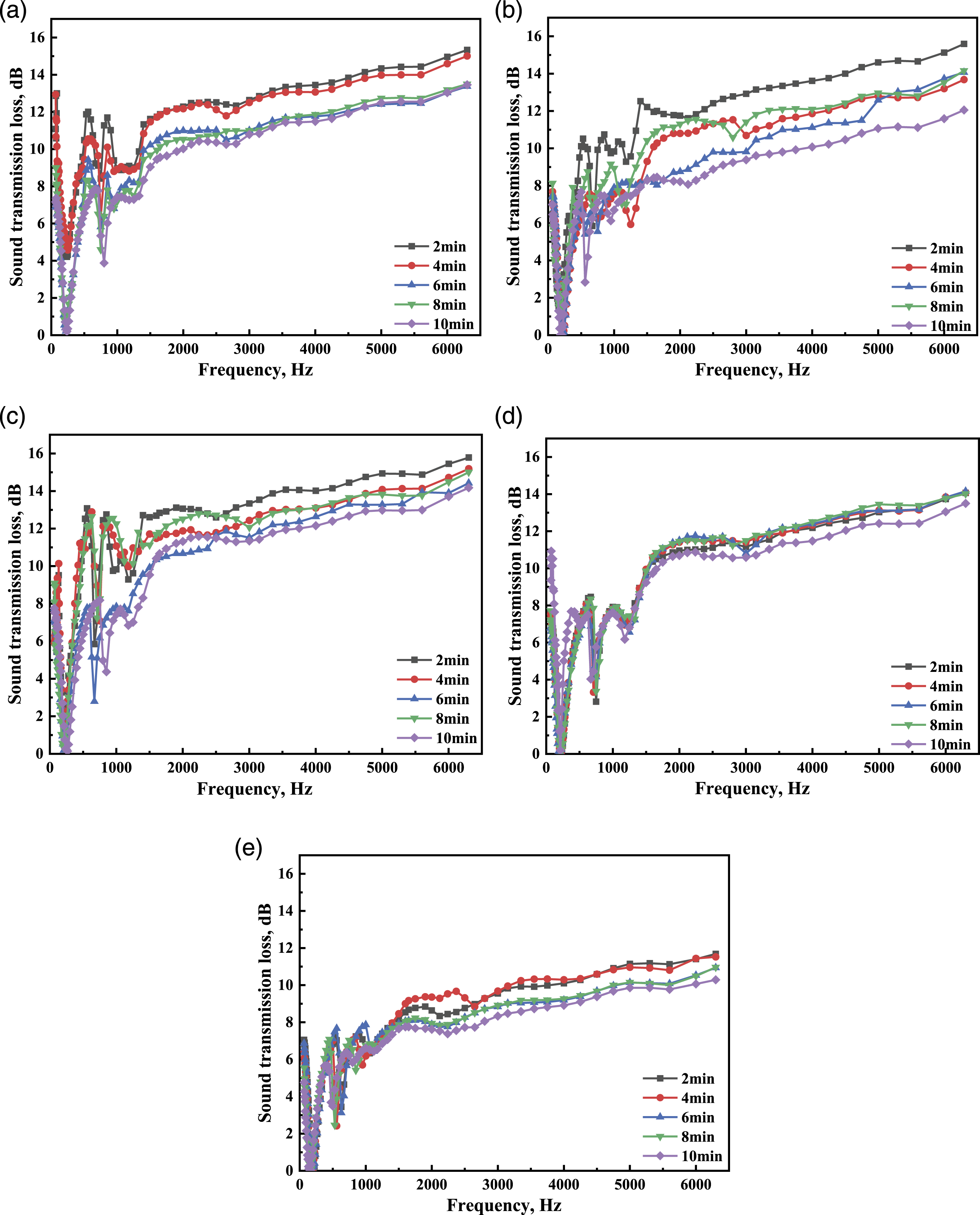
To further illustrate the effect of dispersing on STL of the GFFs, dispersing speed on STLs is explored for a given dispersing time as shown in Figure 9. Results showed that STL of GFFs with dispersing speed 3000 r/min was better than that of other dispersing speeds at 1500–6300 Hz. The possible reason was that GFF with dispersing speed at 3000 r/min had a stable and excellent structure, which was much better for improving the sound insulation. STLs of GFFs increased and then decreased as the dispersing speed was increased. Sound transmission in fibrous materials relies on geometry, such as fiber diameter, porosity, tortuosity, density, air flow resistivity and frequency.
35
For the porous material, STL relies on the microstructure and geometry of material.
36
As presented in a schematic diagram of the sound insulator in Figure 10, when the sound wave enters, it is difficult for the sound wave to enter the medium and part of sound waves are reflected on its surface layer. Shorter glass fibers could change pore tortuosity and fiber distribution of GFF, which ultimately improved STL. Sound insulation of GFFs with different dispersing times: (a) 2 min, (b) 10 min. Schematic diagram of sound insulation mechanism.

In order to describe this phenomenon, the frequencies 1500 Hz, 2000 Hz, 3000 Hz and 4000 Hz are selected as shown in Figure 11. It was obvious that STLs of GFFs increased then reduced. It was also evidenced by the fact that design of dispersing speed improved sound insulation properties. Five tested samples of different dispersing speeds could be ranked in order of increasing the STLs: 3000 r/min >2000 r/min ≥1000 r/min >4000 r/min >5000 r/min. The tendency on STLs of GFF.
GFFs are popular products on the market for noise reduction in buildings and transport. The research on dispersing process of GFF can potentially achieve excellent sound insulation performance with light weight and lower thickness, especially to satisfy the needs of their multifunction.
Conclusion
Glass fiber felts were prepared by papermaking process and their corresponding internal structure was adjusted by dispersing times and speeds. With the increase of dispersing times and speeds, physical properties (viscosity, settlement height and fiber hanging property) of glass fiber suspension were decreased, the uniformity of GFFs could be improved, however the air permeability of GFFs did not change too much at lower dispersing times and speeds. Furthermore, STL of GFFs, which reduced with the increase of dispersing time, could be improved by dispersing speed. Sound transmission loss did not increase monotonically with dispersing speed and the optimal dispersing speed was 3000 r/min. In the future works, acoustic properties of hybrid fibers felts, which consisted of glass fiber, particle and organic fiber, will be investigated, especially taking under consideration fiber mass ratio. Another way, new structures of felts will be designed, such as layered and gradient structure.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the National Natural Science Foundation of China (Grant No. 51705113), the Natural Science Foundation of Jiangsu Province (Grant No. BK20191192), Guiding Program of China Textile Industry Federation (Grant No. 2022035), Jiangsu college Students’ innovation and entrepreneurship training program (Grant No. 202210285161Y), Taicang Basic Research Project (Grant No. TC2021JC06), Taicang Key Research and Development Project (Grant No. TC2020GY15) and Core technology research projects of Wuhu (2022hg16).