
Abstract
In this study, the surface of friction stir surface processing (FSSP)-modified copper alloy was altered by different passes of modification and lower pressure after selecting FSSP process parameters. The results showed that the grain size of the modified copper alloy surface was refined under various processes. In the modified section, the grains changed from fine equiaxed grains to rolling strips from the surface layer to the bottom of copper alloy sheet. FSSP could change the surface metallographic organization but could not change the internal structure of the sheet. The hardness values of samples obtained under various processes were higher than those of base metal, but the hardness of modified boundary region was slightly lower than that of base metal. The tensile strength of samples obtained under various processes was higher than that of base metal. Among them, FSSP was the best after one pass of modification, followed by two passes, and the worst was three passes. Most of the stretches appeared on the advancing side, and only a few appeared on the retreating side. The tensile parts had a honeycomb-type morphology, with a ductile fracture mode.
Introduction
Brass H62 consists mainly of two elements: copper and zinc; copper accounts for 62%. H62 copper alloy has good corrosion resistance, wear resistance, good comprehensive mechanical properties, and free cutting performance. At present, it is widely used in aerospace, marine engineering, national defense industry, chemical engineering, electrical engineering, and many other industrial fields. 1,2 The application scope of traditional H62 copper alloys has become narrower with the rapid development of modern manufacturing technology. The new demand was to continuously improve the surface properties of H62 copper alloy for adapting to the worse environment, for example, propellers soaked in the sea for a long time and copper alloy pipes at high temperature and high pressure. These requirements for the performance of H62 copper alloy are higher, especially for the connection of H62 copper alloy pipes. It has higher requirements for tensile properties, wear resistance, and corrosion resistance of H62 copper alloy. At present, the methods of improving the properties of H62 copper alloy are multielement penetration, 3,4 surface sulfurized, 5 plasma sprayed, 6 the casting-infiltration method, 7 traditional shot peening, 8 laser cladding, 9 and friction stir processing (FSP) technology. 8 –13 The multielement penetration and surface sulfurized are chemical treatment methods, which produce pollution and are not used at present. Wang 14 et al. studied the peening of nickel–aluminum bronze and obtained that peening could optimize its residual stress and structure, but the strengthening depth was relatively shallow. At the same time, there are no related reports on H62 copper alloy shot peening. Xu 15 et al. studied the laser cladding of Ni-based coating on the surface of Cu-Cr-Zr alloy. The wear resistance was improved, but the tensile strength changed little. There is also no laser cladding technology for H62 copper alloy. Defects such as pores, cracks, and oxides often exist in the coating tissues obtained by plasma spraying, which to a large extent limit the application of plasma spraying technology. 16 Li 17 et al. studied the effects of plasma spraying process parameters on the microstructure and properties of copper alloy coatings. The results showed that low-power microbeam plasma spraying could produce dense and uniform copper alloy coatings. However, plasma spraying of H62 copper alloy is rare. The FSP can improve the depth of the modified layer of H62 copper alloy and the wear resistance and corrosion resistance of the modified layer. It also improves the tensile strength to a certain extent. However, FSP destroys the internal structure of H62 copper alloy to a great extent, which is not conducive to the application of H62 copper alloy in the overall structure. 18,19 Therefore, a friction stir surface processing (FSSP) technology 20 was proposed in this study to overcome the internal structural damage of H62 copper alloy brought by FSP. This involved stirring and extruding the surface of copper alloy using a needle-free stirring head. The depth and pass of extrusion could be selected according to different copper alloys. The surface of copper alloy was modified to improve its wear resistance, corrosion resistance, and tensile strength.
Experiment
Experimental materials
In this study, a hot rolled H62 copper alloy was selected. Its main chemical composition is presented in Table 1. The size of the board used in the study was 200 × 200 × 10 mm3.
Chemical composition of H62 copper alloy (mass fraction, %).
Experimental equipment and methods
The equipment used in the FSSP experiment was an FSW-LS-A10 friction stir connecting equipment developed by CIC Beijing FSW Technology Co., Ltd (China). The mixing head adopted a stirring head without a pin, and the diameter of the stirring head was 20 mm, as shown in Figure 1.

(a) FSSP equipment and (b) The tool of stirring. FSSP: friction stir surface processing.
The technological parameters used in the FSSP process were as follows. The rotation speed of the tool was 1200 r/min, and the feed speed of the tool was 150 mm/min. The process used for each specimen is presented in Table 2.
Process description of each sample.

FSSP: friction stir surface processing.
The metallographic organization of H62 copper alloy modified layer was analyzed using an MDS400 inverted metallographic microscope produced by Chongqing aut Optical Instrument Co., Ltd (China). The hardness of the modified layer was tested using an HRS-150 Rockwell hardness tester manufactured by Ji’nan Heng Xu Test Machine Co., Ltd (China). The ball head used in the study had a diameter of 1.5875 mm. The preliminary test force of the head was 10 kg, the main test force was 90 kg, the total test force was 100 kg, and the loading and unloading time was 10 s. Each test point selected three points near its center and took the mean as the hardness value of this point. The study adopted the NN universal tensile testing machine produced by Shanghai New San Si Measuring Instrument Manufacturing Co., Ltd. (China) for stretching experiments and S-3400N tungsten filament scanning made by Japan Hitachi Co., Ltd. Five tensile samples were selected under each parameters, and the average value of the tensile values of the five samples was taken as the tensile value of the tensile samples under this parameter.
Analysis of experimental results
Metallographic organization analysis
To illustrate the consistency of the problem, the size of grains is determined mainly by the observation of grains at scale. Figure 2 shows the metallographic organization of the surface modification layer of sample 1. The metallographic organization of the modified surface was obviously refined, and the grain was more uniform. The structure of the advancing side of the pin was basically the same as that of the retreating side. This indicated that the surface of the FSSP-modified copper alloy was suitable and could meet the practical application needs. That is, the structure of the modified surface layer was basically the same.

Metallographic organization of modified surface of sample 1: (a) advancing side, (b) retreating side.
Figure 3 shows the metallographic organization of the modified layer of different samples. The grain structure of the surface layer of each process-modified copper alloy was refined. Figure 3((a) to (c)) shows that the grain size of the modified grains was the smallest when the pressure was reduced 0.15 times under the same technological parameters. Figure 3((d) to (f)) shows that under the same technological parameters, the grain refinement degree on the surface of the modified layer increased with the increase in pressure and the grain size of the modified layer after two passes of modification. Figure 3((g) to (i)) shows that the surface grain refinement of the modified layer decreased first and then increased with the increase in the lower pressure after three passes of modification under the same technological parameters. This was because the higher the pressure during the modification process, the higher the temperature, and the more refined the grain, the finer the grain. For two passes of modification, because the first modified grain was refined, the higher the pressure of the two passes of modifications, the higher the temperature. The grain size in Figure 3(d) is larger than that in Figure 3((e) and (f)). Therefore, the grain size was refined by increasing the temperature. Figure 3((e) and (f)) shows that the coarsening of crystal grains was likely to reoccur because the grain was fine and the temperature was quite high. The three passes of modification were based on the two passes of modification. The second pass of modification caused least grain refinement of the surface layer with the lower pressure of 0.1 mm, but the grain was not further refined because the third pass of modification had a small lower pressure and less temperature rise. The grain size of the modified layer became finer after the second pass of modification of the surface layer with a lower pressure of 0.2 mm. However, the grain of the modified layer was coarsened because the temperature was quite high after the third pass of modification of 0.2 mm. After two passes of modification, the surface with a lower pressure of 0.15 mm was coarser. However, in the third pass of modification of 0.15 mm, the modified temperature just refined the grain of the modified layer again. Hence, the grain in Figure 3(h) was smaller than that in Figure 3((g) and (i)).

Metallographic organization of the modified surface of different samples: (a) sample 1, (b) sample 2, (c) sample 3, (d) sample 4, (e) sample 5, (f) sample 6, (g) sample 7, (h) sample 8, and (i) sample 9.
Figure 4 shows Scanning Electron Microscopy (SEM) photos of the modified surface of different samples. The results are consistent with Figure 3.

SEM photos of the modified surface of different samples: (a) sample 1, (b) sample 2, (c) sample 3, (d) sample 4, (e) sample 5, (f) sample 6, (g) sample 7, (h) sample 8, and (i) sample 9.
Figure 5 shows that the metallographic structure of the cross-section of the modified layer of sample 3 was farther away from the surface, and the grain was larger. Figure 5(a) shows the microstructure of the center of the modified layer with finer grains and uniform distribution. Figure 5(b) shows the grain at the bottom of the modified layer; the distribution of crystal grains was relatively uniform at that time. Figure 5(c) shows the grain distribution in the junction area between the modified layer and the base metal. The grains in the boundary region comprised both refined grain by extrusion and lath grain that retained the shape of the base metal. However, a large number of extruded and refined grains appeared around the bar-like grains at that time. Figure 5(d) shows the parent material grain; it was a bar-shaped grain because the base material was a rolled sheet. This was consistent with the previous finding that FSSP modified copper alloy surface grains but did not destroy the internal microstructure of the copper alloy.

Metallographic organization of the cross-section of sample 3: (a) center of the modified surface, (b) bottle of the modified surface, (c) boundary of the modified surface, and (d) base metal.
Hardness analysis
Figure 6 shows the hardness of the modified surface with different specimens perpendicular to the modified area. Hardness distribution is W shape with modified area as the center. This is consistent with the results of literature. 21 The hardness distribution of any specimen was the same. That is, the hardness of the advancing and retreating sides was basically symmetrical. The advancing side was slightly higher than the retreating side. The hardness of the center of the modified area was higher than that of the base metal (55.3 HRB), and the hardness of the modified area was slightly lower than that of the base metal. The hardness value in Figure 6 is basically consistent with the metallographic organization analysis in Figure 3.
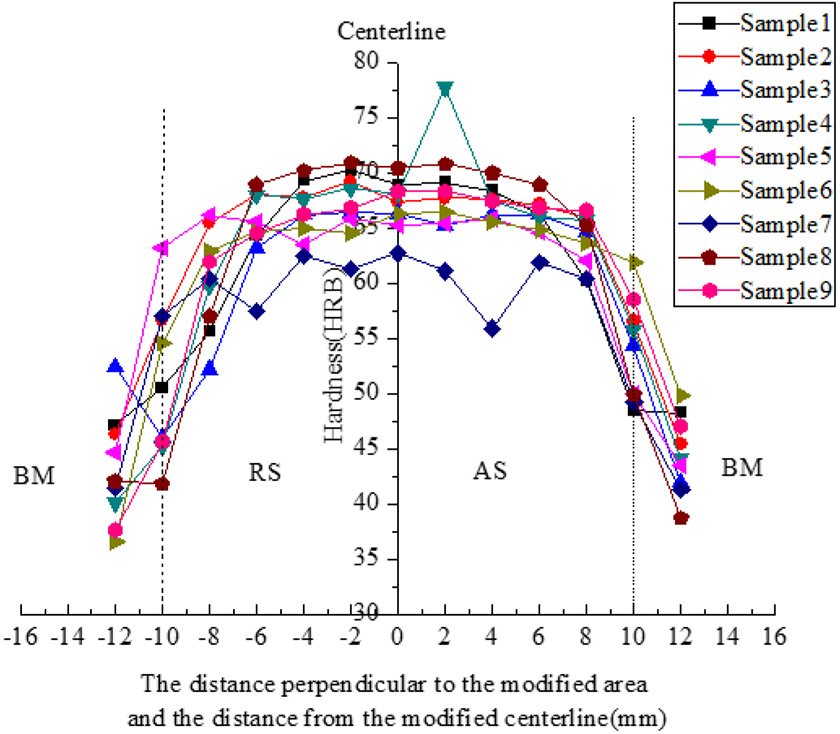
Hardness of the modified surface of different samples.
Tensile strength analysis
Figure 7 shows a dimensional drawing of tensile samples of FSSP-modified H62 copper alloy (NB/T 47014-2011 (JB/T 4708)). Figure 8 shows a picture of the broken samples. Samples 1, 2, 4, 5, 6, 7, and 9 were all broken on the advancing side. Only samples 3 and 8 were broken on the retreating side.
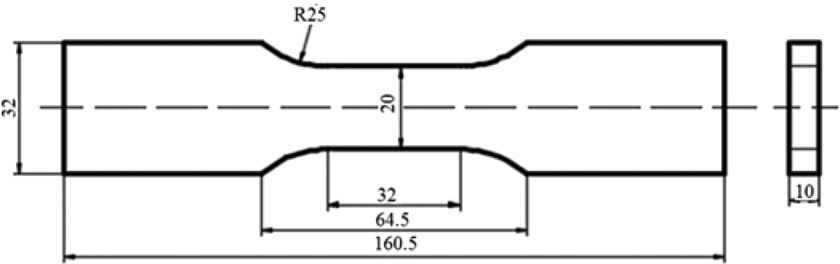
Dimensional drawing of tensile sample.

Tensile sample photos.
The tensile strength values of different samples are presented in Table 3. The tensile strength of all FSSP-modified H62 copper alloys was greater than that of the base metal. This was consistent with the previous metallographic analysis. Meanwhile, it is consistent with the analysis results of literature. 2 The grain size of the modified area was refined, and the grain of the modified boundary region was also partly refined because of the surface modification of H62 copper alloy by FSSP, indicating an improvement in the tensile strength of the modified H62 copper alloy. The tensile strength values of samples 1 and 2 were the largest, followed by sample 6 and then sample 5. The surface modification of copper alloy by FSSP with multiple passes had no obvious effect on the tensile strength. Rather one pass of modification was the best. This might be a pass when the FSSP-modified copper alloy caused lesser thickness of copper alloy sheet and finer surface grain. Hence, the tensile strength was larger. Two and three passes of modification of copper alloy surface decreased the thickness of copper alloy plate. Hence, despite surface grain refinement, the tensile strength was weakened. However, the tensile strength of the modified copper alloy was higher than that of the base metal because of the grain refinement of the modified surface layer.
Tensile strength of various samples.
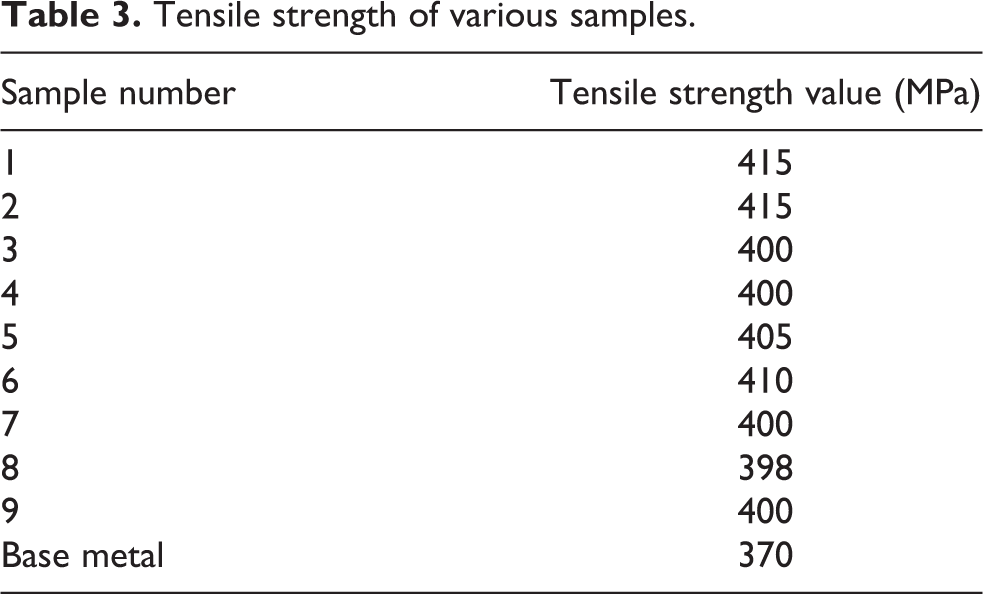
Figure 9 shows the tensile fracture of each specimen. The fracture morphology was a honeycomb type, and the plastic shape of the fracture was more obvious. Therefore, all samples of FSSP-modified copper alloy had ductile fracture modes.

Tensile fracture of each specimen: (a) sample 1, (b) sample 2, (c) sample 3, (d) sample 4, (e) sample 5, (f) sample 6, (g) sample 7, (h) sample 8, and (i) sample 9.
Conclusions
FSSP grain refinement occurred on the surface of copper alloy modified by different processes. The grain size of copper alloy was fine and then became larger, the slab-like grain of the base metal and the refined grain around it appeared, and finally the slab-like grain of the base metal appeared from the modified surface to the bottom of the copper alloy. The grain size changed obviously, indicating an improvement in the surface layer of the FSSP-modified copper alloy. The internal structure of copper alloy was unchanged. The hardness of the FSSP-modified H62 copper alloy was higher than that of the base metal, especially in the modified core area. The hardness of the advancing side was slightly higher than that of the retreating side, but the hardness of the excessive area decreased sharply, which was lower than that of the base metal. The FSSP H62 copper alloy modified by different processes had greater tensile strength compared with the base metal. The tensile strength of the modified alloy after one pass of modification was better than that after two and three passes of modification.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Key Research and Development Project from Anhui Province of China [grant no. 1704a0902053], the Key Natural Science Foundation of Anhui Higher Education Institutions of China [grant no. KJ2016A681], the Major Natural Science Foundation of Anhui Higher Education Institutions of China [grant no. KJ2016SD55], the open research project of Anhui Simulation Design and Modern Manufacture Engineering Technology Research Center HuangShan University; no. SGCZXZD03), and the Huangshan University Talent Start Project (2018xkjg006).