
Abstract
This paper reports the comprehensive experimental study of the tearing behaviour of PES/PVC-coated architectural membranes exposed to different accelerated aging conditions. Coated fabrics intended as building envelopes are constantly exposed to the environmental impacts, therefore, it is important to determine the influence of these factors on changes of mechanical properties, and the tear strength was considered to be one of the essential characteristics associated with the life span of a tensioned membrane structures. An accelerated aging model was developed based on the analysis of the aging factors significantly relevant to the building operation. The effect of abrasion, higher temperature and humidity as well as set of these aging factors on tear performance were investigated. The results show that in most cases the tear strength of architectural membranes changes marginally within the limits after exposure to artificial aging. The biggest contributor to tearing changes was high temperature, which could be the dominant component in the aging model. The study provides a better understanding of tearing performance of PVC-coated fabrics in real environmental conditions.
Introduction
Nowadays, coated fabrics are widely used in building and construction industry for architectural purposes. A broad scope of applications ranging from components of building such as partition walls, roll-up doors, awnings, textile facades, etc. to tensile membranes structures in the form of canopies, warehouses, halls; and even modern projects (unique solutions) of textile architecture are used [1–3]. If coated fabrics are noticeable as lightweight, flexible material, with acceptable mechanical and physical properties, a tearing resistance together with the tensile strength must be recognized as an important property in design of tensile structures. Considering its significance, many researches are intended to investigate this innovative structural material. However, coated fabrics used outside buildings are constantly exposed to environmental influences such as high and low ambient temperatures, rain and dust, so it is important to determine not only mechanical properties of the new material but also its changes while being used in different building structures [4–6]. Significant reduction in strength characteristics can increase maintenance costs and shorten the life span of these building elements.
Architectural membranes are coated and lacquered when intended to be used for fabrics for outdoor applications. Coating and fabric form make an integral system with certain mechanical properties, including tearing resistance. Several studies were aimed to explore tearing behaviour of laminated and coated fabric that provide a good understanding of tearing mechanism with dependence on various damaging factors alongside leading to proposal of new criteria to predict the failure strength for such fabrics. Yingying et al. [7] stated that biaxial tear tests may be the better choice to analyse the failure studies of membrane materials with initial flaws. As well, they found that tearing strength decreases depending on the size of the cut length for such type of specimens with initial defects. Chen et al. [8] determined that tearing characteristics of PVDF coated bi-axial warp knitted fabrics vary greatly with the bias angles and W-shaped relationship between tearing strength and bias angle, with a local strength peak at 45 angle. In series of works Chen et al. showed significant influence of stress ratios, slit parameters, off-axis angles, loading speeds on failure performance and tearing strength of laminated fabrics used in airship structures [9–11]. The effects of different notch shape and size, loading rate and specimen’s size on central tearing behaviours of PVC coated fabrics were studied in [12]. Dependence between tearing strength and the initial crack orientation and length for bi-axial warp knitted PET/PVC fabrics was obtained [13,14]. Eltahan [15] determined that coating decreases the tearing strength of the fabrics and this phenomenon is related with the reduction of the possibility of yarns mobility within the fabrics structure. An adhesion values between the base fabric and coating was found to be important on tearing strength [16]. Chen et al. [17] found that breaking strain, the elastic modulus of the yarn and weaving density in the fabric are the key factors influencing the tearing strength of the laminated fabrics. The difference of tearing failure characters between uncoated and coated woven fabrics in experimental and finite element analyses approaches were demonstrated in the work [18].
A large part of investigations are dedicated to determine effects of various fabrics characteristics on their tearing factor [19–25]. It was found that yarn structure and mechanical properties, fabric’ weave construction and finishing processes, yarn density, dry and wet states of fabric have influence on tearing characteristics. Other kinds of researches are associated with investigations of different tear methods for architectural textile [26–32]. Trapezoidal, tongued, trouser-shaped, wing-shaped and other methods differ from each other in shape and size of test pieces, tearing direction in relation to the tearing force and other parameters of testing, which have an impact on tearing behaviour as well as expression of the results. For rubber and plastics-coated fabrics tongue and trouser tear methods to determine tear resistance are specified in ISO 4674-1 standard, ballistic pendulum method in ISO 4674-2 and trapezoidal method in EN 1875-3. Prospect for European Guidance for the Structural Design of Tensile Membrane Structures focuses on trapezoidal method for determination of tearing strength, too [33].
The studies discussed above show general tendencies and achievements of fabrics’ tear research. Thus, it is evident, that coated fabric used in tensile membrane construction are directly affected by atmospheric environmental factors, which lead to degradation of physical and mechanical properties of a fabric. However, in the case of tearing performance there is lack of information about such changes as, in the majority of cases, investigations focus on changes of tensile properties of textile architecture materials after aging. Decrease of tensile strength along with changes in other characteristics of coated fabrics was established analysing the results of effects of various artificial aging factors [34–36]. Some other studies pointed out that after aging tensile properties of the PVC coated fabric remain significantly unchangeable [4,5,37]. To the best of our knowledge, only few researches have been carried out to investigate the influence of ageing on tearing of coated fabrics for architectural applications. In [6] effect of natural ageing on mechanical properties of a PVDF-coated fabric was analysed; notable decrease of tearing strength was obtained, and this characteristic is more sensitive to natural ageing compared with force at failure. Other authors found that artificial aging involving the ultraviolet radiation and the temperature effects leads to decrease of tearing strength of PVDF-coated polyesters while aging time is increasing [38].
A review of the studies carried out shows that the integrity of the “PVC Coating – Fabric” system depends on the aging of the PVC coatings as they protect the fabric from environmental influences for a certain period of use and prevent the tearing mechanism from changing. Aging coatings lose their protective properties, which may cause at some time the change of the fabric's mechanical resistance [6,36]. Artificial aging techniques that simulate environmental effects are used to study this phenomenon.
The most common influences on the exterior of buildings are outside air temperature and solar thermal radiation, rain, snow and wind. The surface temperature of the external elements of buildings can rise to high temperatures during the warm season under direct solar heat. The impact of high temperatures on the external elements of buildings during artificial aging is usually simulated by maintaining them at a temperature of + 70°C. However, there are studies in which exposure of building surface coatings has been applied up to + 100°C to simulate the combined effects of ambient temperature and solar thermal radiation [39–41].
The effect of rain or humidity in general in the artificial aging of building materials with polymer coatings is rarely used due to the weak reaction of PVC. However, in this case, water can affect the fabric and its contact with the coating polymer, which can change the fabric’s strength and the integrity of the mechanical system of the coated fabric. The impact of rain or humidity on the external elements of buildings during artificial aging is usually simulated by immersion. The acidity of water used for humidity impact simulation is selected according to the most unfavourable data of the building environment [35].
The effect of wind on the structures of architectural textiles is twofold: deformations caused by wind pressure can also degrade the mechanical properties of coated fabrics, but does not lessen the abrasive effect of wind with dust on the aging of PVC coatings. It is known that higher resistance to deformation and flexural loads has architectural textiles with softer PVC-coatings, therefore evaluation of dust abrasion, caused by wind impact is an important part of the investigation of PVC-coated fabrics.
According to the the analysis of the above mentioned works, it was stated that there is a need to investigate the effect of environmental impacts on the tearing behaviour of textile architecture fabrics. This paper presents an experimental study on the change of tearing properties of different coated fabrics for architectural purposes after aging corresponding environmental impacts. The aim of the research is to expose the tearing behaviour of PVC-coated fabrics used outside the buildings. Initially, aging factors significantly relevant to the exploitation of buildings were analysed and an aging model was developed. Afterwords, degradation of architectural membranes, behaviour of tearing specimens and the effect of individual as well as set of aging factors were investigated. It is hoped that this study could provide a better understanding about tearing performance of PVC-coated fabrics in real environmental conditions.
Materials and methods
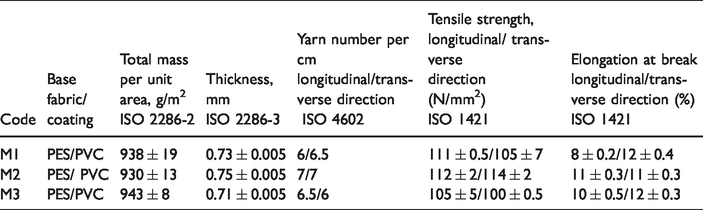
Three architectural membranes comprised of polyester fabrics coated with polyvinyl chloride were examined in this study. The materials were purchased from market with respect to their popularity among fabrics used in tensile membrane structures and appropriate representation of functional parameters specific to architectural textile. The obtained results (± their standard deviation) of the main characteristics of membranes and reference to standards according to which their characteristics were determined are listed in Table 1.
Characteristics of the investigated architectural membranes.
Scanning electron microscopy (SEM) was used to analyse the structure of the architectural membranes. Microscopic images were taken with Quanta 200 FEG scanning electron microscope at such technical conditions, electron beam accelerating voltage 10.00 kV, beam spot 4.0, detector low-vacuum (LFD), working distance 9.9 mm, magnification 150×. The cross section of the specimen revealed that PES yarns are woven to each other by plain weave (1/1) in the case of M1 and M3 fabrics (Figure 1). In M2, the longitudinal and transverse PES yarns do not interlace, yarns of each thread system are periodically distributed in the PVC coating, overlapping one above the other. As is known, plain weave is the most common for architectural membranes while structure of M2 fabric leads to different mechanical properties supposedly. Furthermore, images of M2 showed lower homogeneity of PVC coating if compare with M1, M3 fabric.

SEM images of cross section of the M1 fabric (a, b), the M2 fabric (c, d), the M3 fabric (e, f) along longitudinal and transverse direction respectively with 150× magnification at where yarns marked with number 1 is longitudinal, and marked with 2 is transverse.
With reference to research aim a test protocol for accelerated aging was developed and implemented in the course of investigation. For artificial aging, coated abrasive sheets, acidic water and increased temperature environment were selected as damaging factors. Artificial aging tests were carried out in stages: separate when abrasion, higher temperature ambient and humidity impacts were applied to individual specimens, and sequential when these impacts were sequentially applied to one type of specimens. Abrasion of the specimens was performed on Abrasion and Washability Tester manufactured by Braive instrumenmts. The membranes were subjected to 200 scrub cycles, at carriage speed of 37 cyc/min. Coarse (grain size of P 40 in accordance with FEPA Standard 43-1), medium (P 80), fine (P 120) and very fine (P 180) coated abrasive sheets were used to damage the top coat (lacquer) of the material. The abrasive sheets were fixed on stainless steel holder and putted in a carriage which moves back and forth over a specimen of the material being tested.
Wetting was performed by full immersion of the specimens in acidic media (ph = 4.5, selected as impact of acid rain) at (23 ± 2) °C temperature for 168 hours. Thermal aging was carried out at temperatures of 70°C and 120°C keeping the test specimens in oven chamber. After 168 hours of heat exposure the specimens were removed and conditioned in ambient temperature. The heating exposure time and temperature of 70°C were selected according to EN 12280-1. Temperature till 120°C was increased with regard to the findings in other studies [39–41]. Basic steps, conditions and test parameters of experiments are summarized in Figure 2.

Research phases and test parameters.
For artificial aging a set of five specimens cut out in longitudinal (MD) and transverse (TD) direction having the dimensions of 75 mm × 150 mm for each testing phase were prepared. After exposure to accelerated aging the membranes were characterized in terms of weight change and tear strength. Each of the specimens was weighed before treatment, a set of data was obtained based on measurements of five specimens in each group. Weight change was calculated as the relative percentage change between the weights of initial and aged specimens. Following the immersion in acid media the specimens were rinsed with distilled water, then conditioned at standard temperature/humidity for 24 h and weighed. The specimens after heating and multi-stage aging were conditioned, too and then weighed. Weight of non-aged as well as aged specimens was measured by precision balance WPS series with 0.01 g accuracies.
The tear test of the PVC-coated polyester fabric was carried out before aging and after each exposure test on a universal testing machine BTI FB-050 TN (Zwick) at a constant speed for the grips 100 mm/min according to the standard EN 1875-3 (trapezoidal method). For a set of five specimens, 15 mm initiating incisions in the middle of the edge were cut out. Performing trapezoidal tear test load-extension curves were recorded and tear strength was specified. Additionally, on purpose to compare the behaviour of non-aged and aged architectural membranes such characteristics as maximum and minimum breaking force, the highest and the lowest mean values of the force in force–displacement curves at the measurement interval were analysed. In order to analyse the effect of abrasion on top coat of the fabrics SEM observation of the surface of the specimens before and after impact was carried out. All SEM images were obtained at the technical conditions mentioned above, with different magnification.
Properties of the aged architectural membrane with those of the non-aged material were compared. All obtained data were processed statistically. The coefficient of variance didn’t exceed 5% in the case of weight and 8% in the case of tear measurement.
Results and discussions
Architectural membranes selected for investigation are made of PES cores coated with PVC to protect the PES fabric as well as to obtain required durability. Therefore, before considering the nature of the tearing characteristics, it is important to know the degradation of protective coating after applied aging. As degradation indicator the change of weight was monitored on specimens intended to tear test, as such an indicator is also used by other authors [35,42–44].
Analysing the effect of abrasion with different fineness abrasive sheets on the loss of the mass of the specimens it was found that variations are negligible, 0.02 – 0.06% in the case of 40 grain size and even lower when rubbing with other abrasive sheets. Although the mass change of the rubbed specimens is not statistically significant, combined with the visual inspection of the specimens it suggests that the protective coating of the material is damaged. This assumption was confirmed by SEM images of a top surface and cross section of the investigated architectural membranes. As characteristic example the images of M3 material before and after damaging with P40 abrasive are presented in Figure 3. The images of non-aged fabric show that there are no cracks of other major manufacturer defects on the surface of the architectural membrane; the top layer of lacquer is smooth, in good adhesion with PVC ((Figure 3(a) and (d)). The images of the top surface of the fabric exposed to abrasive clearly pointed out that the top layer has been damaged (Figure 3(b)). The damage occurred throughout the layer of top coat, up to the PVC coating. The abrasive did not reach the yarns of the base fabric, so they did not weaken due to the selected abrasion mode.

SEM images of M3 material before and after top coat damage with P40 abrasive: a – a top surface of non-aged fabric (500×), b – a top surface of damaged fabric at 500×, c – a top surface of the damaged fabric at 5000×; d – a cross section of the non-aged fabric (500×), e – a cross section of the damaged fabric at 500×, f – a cross section of the damaged fabric at 1000×.
The obtained data is relevant to the establishment of an artificial ageing protocol of architectural materials for a comprehensive study of the durability of these coatings, including the effects of abrasion. In this way, the impact of dust and other airborne impurities is simulated, the artificial ageing model is brought closer to the static operating conditions of the flexible structures. The surface of the architectural membrane fragility at micro level allows for greater exposure to other climatic factors, and the aesthetic appearance may be significantly reduced (Figure 4).

Tension structure: a – general view, b c, d – defect occurred during exploitation.
Also, weight change of non-rubbed specimens after exposure to acid water, temperature of 70°C and 120°C was determined. The obtained results indicate that heat of 120°C has the biggest influence (till 5%) on weight loss (Table 2). This should be taken into consideration when designing structures in hot climates, where membrane structures are particularly popular. Based on the analysis of the degradation mechanism of the plasticized PVC through different types of artificial aging conditions, it was stated that a stepwise flow out of inorganic components and plasticizer was presumable the reason of these phenomena [41]. Some other studies report similar data [39–40], which can be supplemented by previous investigation of PES/PVC architectural membranes after aging carried out by authors [5]. These findings suggest that obtained weight loss was due to removing temperature sensitive chemical elements from the material. A more, visual examination of tested specimens revealed other well-known appearances influenced by the effect of high temperature, such as colour change and fabric stiffness increase. Analysing the immersion effect on fabrics weight change, the tendency of weight growth after specimens were dipped in acid water due to the penetration of liquid molecules into the material through the unprotected edges of the specimen was obtained. Although the increase is small (till 1%), with the view of the fact that PVC coating should protect architecture membrane from wetting, it should be noted that in-plane wicking along the yarns via uncovered edges occurred within 168 hours.
Weight change of initial and rubbed specimens after exposure to different impacts, %.
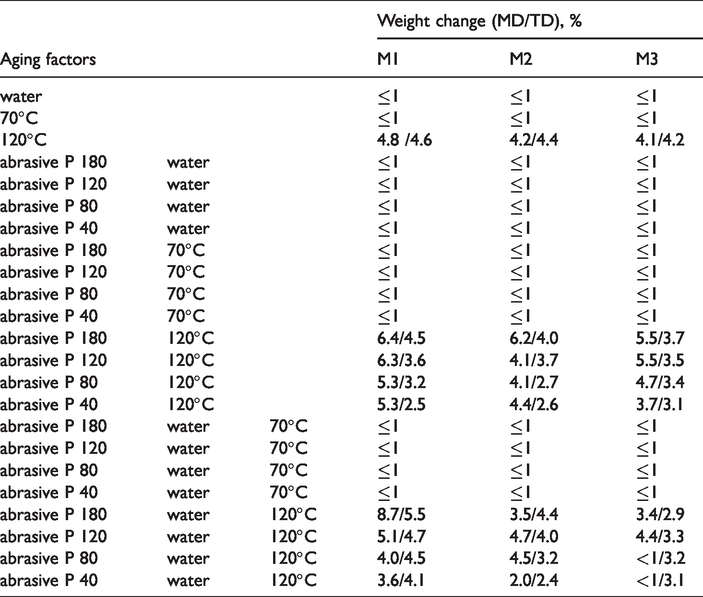
Weight changes of materials affected by different fineness abrasion sheets under selected aging conditions are given in the Table 2, too. It is important to note that the abrasive was used to damage the protective PVC layer which, in the course of further research, allows the development of the examination of the nature of the rupture under conditions closer to exploitative. Because of an occurrence of delamination and development of aging damage it was expected that transverse wicking leads to increase of weight change. However, the results show that abrasion has no effect on specimen weight change in the case of immersion in acid water and heating in 70°C temperature, even with double-stage aging. The change after heating in 120°C is evident, but soaking of heated specimens at this temperature did not influence the mass change significantly if compared with untreated specimens. It can be stated that the selected abrasive roughness and impact intensity (load and number of application cycles) did not influence the drastic deterioration of the protective layer of the specimen, as confirmed by the application of artificial aging factors.
Seeking deeper understanding of tearing behaviour of non-aged and aged architectural membranes analysis of load-extension curves of materials before and after treatment with the visual examination of tested specimens was performed. The typical force–displacement curves obtained in the trapezoidal tearing tests are shown in Figure 5. The comparison of non-aged and aged membranes curves revealed that typical aspects characterizing the tearing phenomena were found in both of them. Concretely, two distinct parts can be distinguished. The first one corresponds to the increase in tear strength when tensile tester clamps move and displacement of materials components begins until breaking of architectural membranes stars. The end of this region is designated as the first highest peak in the graph. The second region corresponds to the materials’ tearing zone distinguishing the range of minimum and maximum values of tear strength. It was obtained that the difference between maximum and minimum tear strength reach 38% for M1 while 46–47% for M2, M3 untreated fabrics. The highest and the lowest mean values in the range under consideration seek about 20% for all untreated fabrics being studied. Analysis of the second region of the force–displacement curves of the fabrics after multi-stage aging revealed that configuration of the curves is different from the initial considering the loss in their consistency and changes in tear strength values. The general trend is that the difference between the highest and the lowest mean values has increased, in some cases the difference seeks up to 29%.

Typical examples of force–displacement curves in the trapezoidal tearing testing: a – M2 untreated fabric, b – M2 fabric after multi-stage aging, c - M3 untreated fabric, d - M3 fabric after multi-stage aging, where aging involved abrasion with P40, heating at 120°C and immersion in acidic media.
The emergence of tear strength jumping and inconsistent intensity of force–tensile tester clamp movement function shows that aging has affected the membranes. Talking about displacement, stretching and breaking as the main stages of fabric tearing process it should be noted that in the case of coating materials the displacement of both thread systems making up the coated fabric and the ability to rearrange themselves to redistribute the tensile stress is restricted by coating layer. The changes in the aged specimens curve showed that after aging the fabric threads had more possibilities for movement as thread-coating system weakened. Visually examined the specimens tearing failure of the membranes was observed as the result of simultaneous tear of both components of the membrane, i.e. the fabric and the coating. It can be seen that during tearing base fabric yarns are pulled out from the PVC coating, the particles of which remain on the pulled yarns (Figure 6). After impact of selected weathering factors coating layer is more prone to be damaged.

Images failure behaviour of the specimens before (marked as number 1) and after acceleration aging (number 2, 9th group of specimen): a – M1, b – M2, c – M3 fabric.
Tearing characteristics have a potential to be as monitoring indicator as textile architecture fabrics can be subjected to local stresses in exploitation and lose serviceability. Figures 7 to 9 present the results of the tear strength of PES/PVC fabrics after artificial aging compared to untreated ones. Analysis of the obtained results show that in terms of tearing the weakest material among the materials selected for the study is M3. The results of M1 material indicate that the second coating layer and the number of threads in 1 (one) cm increase the tearing strength. The material M2, which is structurally different from other tested materials, is 1.6/2.2 times stronger in longitudinal/transverse direction than other investigated materials. The results show (Figure 7(a)) that the effect of abrasion at different roughness abrasions applied in the study did not influence tear strength of the material. The tear strength of specimens cut in both longitudinal and transverse directions altered within 5% range. This could be expected because the abrasive effect was minimal to meet the protective lacquer layer damage, and the PES threads that withstand mechanical effects were not weakened by the application of the roughness.

Effect of abrasion and wetting on tear strength: a - rubbed with abrasive sheets (1th group of specimens), b - immersion in acidic water (2nd group) as well as rubbed with abrasive sheets and immersion (5th group). Here, the error bars indicate 5% percentage limit.
It is known, that tensile strength and breaking strain of PES/PVC fabrics after wetting do not change significantly [44] and the impact of aging in an acidic medium (ph = 0.5) on the resistance to nail tear is very small [35]. The results obtained in tear test on soaked in acid water materials as well as on rubbed materials with abrasion of different roughness and then soaked (Figure 7(b)) allow to supplement aforementioned investigations through analysis of trapezoidal tear characteristics. Analysis of the effect of soaking in water shows that water did not actually affect the tear strength of the M3 material cut in both longitudinal and transverse direction. In the case of M1 and M2, different insights can be made comparing with M3. The tear strength of M2 in longitudinal direction is reduced about 12% and the strength of the material rubbed and soaked with the coarse abrasive is less 14% compared to the initial. During the hydrolysis process, H + ions and water molecules diffuse into the polymer of the material, resulting in degradation of the molecular chains and their shortening reduces the strength of the fibre. The results of specimens cut in longitudinal direction of M2 material show that even 1% of impregnation influenced the change in tear strength. In the case of the M1 material in longitudinal direction tearing strength decreasing tendency, only to a smaller extent (up to 11%), when exposed by P40 abrasive sheet, was also observed. Meanwhile, it wasn't observed the significant change in the transverse tear strength after immersion of M1 and M2 material. In these cases, the highest difference between tear strength of initial and soaked specimens sought up to 6%. The aforementioned results indicate that water absorption by capillary action may be influenced by changes of the cross-section of the uncoated edges of yarns changes due to the cutting direction and top coat damage with abrasion sheets, when transverse wicking may be occurred.
Under the influence of solar thermal radiation, the surface temperature of the awning structure becomes significantly higher than the ambient air temperature (the latter depends on the climatic zone and seasonality). At a higher temperature, the composition of the coating material (thread, coating) softens and the creep rate increases. Due to the temperature increase, the altered deformation behaviour of the material influences the mechanical resistance of the awning structure. Therefore, heat exposure is one of the key factors in artificial aging to develop models for predicting the durability of structures. It has been observed that when investigating the change in the properties of the coating materials due to thermal effects, the temperature range is very wide, from -20 to 120°C [34,39–41]. As the tearing studies of aged PES/PVC materials have not been developed, it is important to determine at what temperature the deterioration of this mechanical characteristic begins, as well as to investigate the combined effects of thermal and other aging factors. The results of the influence of temperature on the tear strength of the initial materials and exposed to the different abrasives are given in Figure 8. Analysis of the tearing results of the starting materials showed that there is no statistically significant influence of the different heating temperatures on tear strength for M1 and M3 materials. It was observed the decreasing tendency of transverse tear strength of M2 material heated at 120°C temperature. In the case of specimen cut in longitudinal direction and heated at 70°C this tendency is observed, too. However, in the transverse direction, in which the M2 material is stronger, heating at a lower temperature did not have a significant effect on the reduction of the tear strength. Regarding the change in the tear strength of specimens exposed to abrasion, heating the M2 material at 70°C and 120°C reduced the longitudinal tear strength for almost all rough abrasive applications (in the case of an abrasive P180 varied within the tolerance range). The values of tear strength of M2 specimens cut in transverse direction lies in the interval close to the initial specimen with the slightly lower values when temperature of heating is higher. After rubbing with course abrasion P40 and heating at 120°C, the tendency of tear strength decreases of M1 material, suggesting that more aggressive action is required to damage this material (rubbing and heating at higher temperatures). In the case of the rubbed and non-rubbed specimens, the temperature increase from 70 to 120°C did not make a significant change in the reduction of the tear strength of specimens cut in both directions for all investigated materials.

Effect of temperature (3th – 4th group of specimens) and abrasive/temperature on tear strength (6th – 7th group): a – at 70°C temperature, b – at 120°C temperature. Here, the error bars indicate 5% percentage limit.
The results of tear strength of the specimens’ after exposure to all applied effects (abrasion, immersion, heating) are presented in Figure 9. Analysis of the influence of the sequentially applied damage factors on the tear strength revealed that the most noticeable changes occurred when higher temperature are involved in the aging model. After immersion in acid water and heating at 120°C of rubbed specimens, the tear strength decrease about 15% of the M1 material as well as about 14% of the M3 material cut in longitudinal and transverse direction, respectively. For M2 material the same tendencies can be seen as in the cases discussed above.

Effect of abrasion, wetting and heating on tear strength (8th – 9th group of specimens): a – at 70°C temperature, b – at 120°C temperature. Here, the error bars indicate 5% percentage limit.
Analysing the specimens, it was found that 40 abrasive sheet damages the material deeper but less frequently, single lesions are more visible. Smaller abrasive damage the material more evenly, removing the protective topcoat. That is why the mechanical properties of the specimens were more affected by heating at higher temperatures. Moreover, in the case of material M2, it was found that P120 and P180 abrasive damaged materials after heating at 120°C showed a slight increase in tear strength. This is thought to be due to the fact that the material, after exposure to higher temperatures, changed its properties, hardened and thus became slightly more resistant to tearing. In this case, it is important to assess not only the aggressive effects, but also their consistency.
Conclusions
Evaluating the influence of different aging factors on the tearing nature of architectural textiles, it has been found that architectural membranes are sufficiently well-tolerated the factors that mimic the aggressive environment, in most cases, the tearing properties change marginally within the limits. Comparing all tested fabrics according to the characteristic of tear, it is evident that fabric M2 is more prone to loss of tear strength due to environmental factors exposure. However, this architectural membrane has the highest tear strength values therefore tearing properties of this material remain the best after the effects of artificial aging in comparison to other investigated materials. In the case of M1 and M3 material the tear-decreasing trends have been obtained when more aging factors affected them. It has been found that high temperature, which could be the dominant component in the aging model, has the greatest influence on the change in tearing properties. Temperature simulating aggressive environment is also relevant from a practical point of view, since textile architecture solutions are most relevant in warm climate countries, and in the case of temporary structures (awning, etc.), during the summer season, when the surfaces heat up to a sufficiently high temperature. As for another relevant aspect of developed aging model the usage of abrasive sheet to damage the protective coating of the material has to be pointed out. The analysis of the results showed that the effect of different abrasive sheets on the change of architectural fabric properties is different. Higher grains damage the material deeper, but less frequently, finer ones affect the entire surface, resulting in a change in the nature of material tearing, resulting in larger and rarer peaks in the tensile curve. In general, the use of abrasives is beneficial, although the duration of exposure has to be investigated in a more detailed way.
The developed model of aging of different environmental factors has revealed that although different aggressive environments have different effects on the tearing properties of architectural membranes, the changes are not so large that could cause substantially different material’s tearing behaviour. When planning long-term structures, it is important to evaluate the environment in which the structure will be operated, distinguishing and incorporating the most aggressive factors into the model.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.