
Abstract
Face masks are loose-fitting masks that cover the nose and mouth and have ear ties at the back of the head whereas respirators are tight-fitting face covering devices which filter the air during inhalation and exhalation. Guidelines issued by the US Centers for Disease Control and Prevention (CDC) regarding proper design, filtration process and wearing should be followed. The mask equipment provides protection against the infections caused by particulate matters (PM), especially PM2.5, and biological pathogens such as bacteria and viruses. Although face masks offer benefits to a greater extent, it is not recommended to wear them for a long period of time. As N95 masks closely fit with the face, it may result in negative impact on respiratory and dermal mechanisms of human thermoregulation. In this article, currently available face masks including cloth masks, their filtration mechanisms, manufacturing methods and decontamination methods are reviewed for the purpose of helping with the coronavirus pandemic (COVID-19).
Introduction
Filtration may be defined as the process of separating solid particles present in a solid-fluid mixture to ameliorate the purity of filtered material by directing the flow of the mixture through a supported mesh or cloth, called filter [1]. The most common filtration types are solid-gas and solid-liquid separation. A membrane or filter is required to reduce the concentration of unwanted particles. These particles may be nanosized such as viruses, micro-sized such as bacteria (Staphylococcus, Pseudomonas) as well as macro-sized particles such as dust, pollen, etc. [2].
Atmospheric air contains various fine particulate matters (PM) and pathogens which can be easily inhaled by humans and hence they are a threat to global public health [3]. Such potential threats can be alleviated through use of disposable face masks or respirators which filter the potential contaminants from the air. Wearing masks and respirators can have positive impacts on health such as short-term reductions in high blood pressure [4].
A series of serious viral respiratory infectious agent outbreaks (e.g. severe acute respiratory syndrome (SARS), avian influenza, pandemic influenza, and pandemic COVID-19) has stimulated the use of protective face masks (PFMs) including filtering facepiece respirators (FFRs, it is simply called respirators), surgical/medical face masks (FM) for health workers and public [5]. Based on the previous experiences with respiratory viruses like SARS, it was found that handwashing more than 10 times daily reduces the virus transmission by 55%, wearing masks by 68%, wearing N95 masks by 91%, wearing gloves by 57%, wearing gowns by 77%, and handwashing, masks, gloves, and gowns combined by 91% [6]. For the influenza outbreak, Yan et al. performed an analysis for four different types of respiratory protective devices (RPD). The four RPDs, they used, are adult fit-tested respirators, unfitted adult respirators, high-filtration surgical masks, and low-filtration surgical masks. They found that when there was no protection, then 35% of all people got infected, with the maximum cases occurring around day 15. When 20% of all people wore fit-tested respirator and high-filtration masks, the infection rate decreased by 50% and delayed the peak of the epidemic to around day 25. For 50% of people wearing RPD, the protection equipment except low filtration masks reduced the infection rate to about 5% and for 80% of people wearing RPD, the infection rate was negligible for all sorts of RPDs except low filtration masks [7]. Therefore, wearing masks is very important to prevent the spread of viruses.
The U.S. Centers for Disease Control and Prevention (CDC) advises wearing of cloth masks in public (e.g., grocery stores and pharmacies) amid the coronavirus pandemic (COVID-19) [8]. Almost all the other countries also advised their citizens to wear masks in public places where social distancing is difficult to maintain [9–11].
This paper analyzes the filtration mechanisms of various masks and their filtration efficiencies for filtering out different size bacteria, viruses, and particulate matters.
Filtration spectrum and particle arrest mechanisms
Figure 1 summarizes the relative size of common particles and processes for separation of those particles while listing the equipment necessary to be able to observe the particles. Particles of different sizes encounter with the surfaces of filters which are made of fibers. It is obvious that if the particle size is larger than the pore size of the fabric filter, it is stopped easily but if the particles are smaller than the pores, then there are other ways in which a bed of fibers can stop a particle moving towards and through it. The main particle arrest mechanisms are as follows (Figure 2):
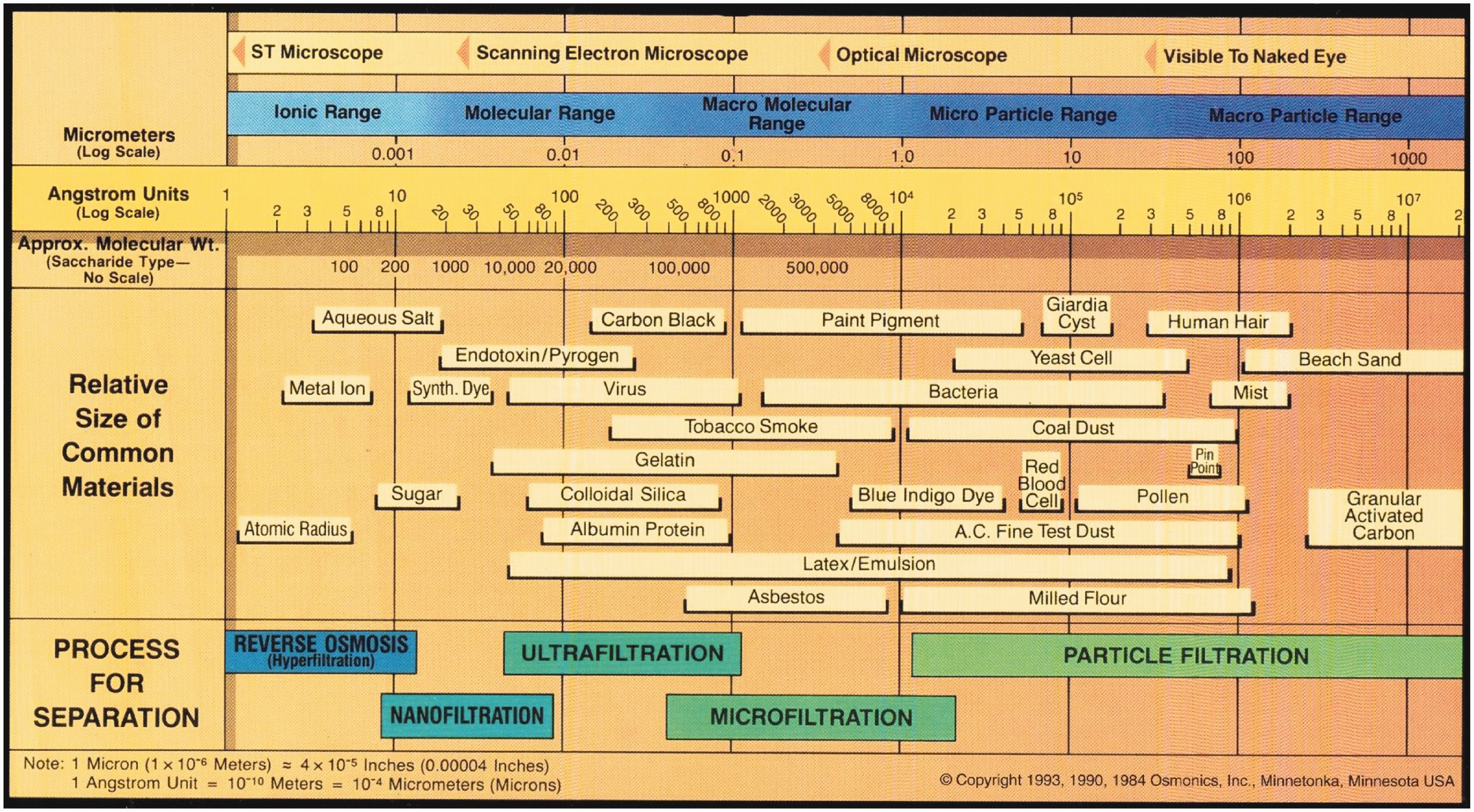
Particle size distribution of common contaminants and associated filtration processes [12] (copyright by Osmonics, Inc.).

(a) Direct interception: When a particle carried by the streamlines is taken to a distance of less than its radius from the fiber surface, it gets attracted by forces of attraction between the fiber and the particle such as Van der Waal’s forces, which is called direct interception [12–14]. The capture efficiency due to interception for R < 0.2 and α < 0.5 is given by [15]:

where, α is the packing density or solidity, R is the interception parameter and K is the Kuwabara hydrodynamic factor which is given by: (b) Inertial deposition: Aerosols or dust particles (typically 1 micron or larger in size) moving with high velocity carries inertia and while making a turn to pass by the fiber, it crosses the streamlines and collide with the fiber. This makes the particles to be trapped, which is termed as inertial deposition [12–14,16]. The capture efficiency due to inertial deposition is calculated by [17,18]: where, R (=



where, (c) Diffusion: Due to Brownian motion of the fluid, a carried particle moves in a zigzag motion, comes out of the streamline due to random collision with other particles and hence is caught by the fiber. This mainly happens to the particles smaller than 1 micron (usually 0.1 micron or smaller) that are not subject to inertia [12–14,16]. The fiber efficiency (fraction of particles collected by a unit length of a clean fiber) due to convective Brownian diffusion for submicron particles is calculated by the following equation [15]:



where, the Peclet number, (d) Electrostatic deposition: When the particles and fibers carry the opposite charges, an electrostatic attraction appears between them. This results in attraction of particles to the walls of fibers, which is an especially useful mechanism for very fine particles. This mechanism employs electrocharged polymer or resin fibers that attract both large and small oppositely charged particles and trap them [12–14,16]. The single fiber efficiency due to coulombic forces and interception is given by the following expression [18]:

where,

Except the electrostatic deposition, all the other mechanisms are known as mechanical capture mechanisms.
Equations for performance evaluations of mask filters
A fibrous filter is comprised of many randomly oriented fibers which are arranged in such a way that they restrict the penetration of aerosols and prevent the flow of contaminants through the mouth and nose of the wearer. These fibers form a dense material or mat which captures and retains particles throughout its depth or thickness. Different mechanisms are needed for a mask to capture the particles and clean the filtrate. The thickness, fiber diameter and density of the mat are critical in designing the proper face mask which affect the mask’s performance.
The important parameters that determine the performance of the face masks and respirators are porosity, pressure drop, collection efficiency, and flow velocity [18]. Porosity is the volume fraction of air contained in the fabric filter that can be expressed as [12]:

It is necessary to measure the air flow through the fabric, called air permeability, to construct the fabric filter to perform as desired. This is because, air permeability is an estimation of how much fluid can be transmitted through open space between the fibers in a fabric. It is the rate of air flow under a certain pressure differential across an area of the filter fabric. Filter performance increases as the pore size decreases; however, more back pressure can be required to achieve the same flow rate through the filter. This effect is shown in Figure 3.
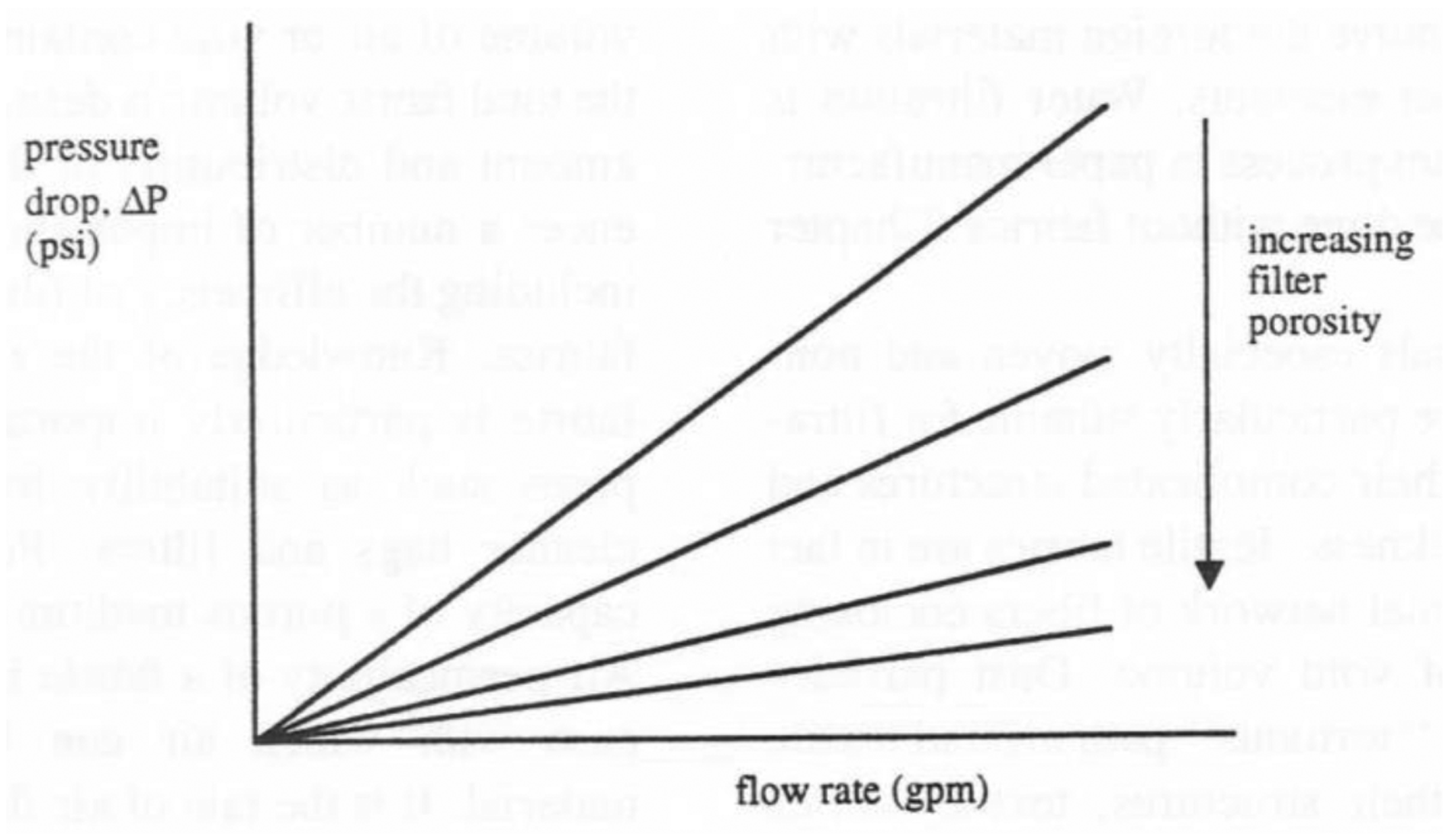
Relationship between flow rate and pressure drop for different pore sizes [12].
Darcy’s law describes the pressure drop across porous media as a function of flow rate and is valid for small pressure differentials. According to Darcy’s Law, the relationship between the fluid flow rate and pressure drop across the porous media is linear [19]:


It follows from equations (11) and (12) that pressure drop is proportional to the filter thickness and inversely proportional to the cross-sectional area. Pressure drop is also proportional to the face velocity because the flow in a filter is usually laminar.
The collection efficiency, E, is defined as the ratio of the number of particles stopped by the filter to the number of particles passing through the projected area of the fibrous filter is given by [18]:

The packing density or solidity α is the volume fraction of fibers in a filter. It is an important parameter to be considered which influences the performance of a filter. Generally, the values of α ranges between 0.01 and 0.3. The flow velocity in a filter, V, is given by

The overall filter efficiency can be calculated based on the single fiber efficiency and other parameters as well:


Trajectory of a particle while entering the filter [18]. (Reprinted with permission from the Journal of Industrial & Engineering Chemistry Research. Copyright 2013 American Chemical Society.)
The assumptions made in the derivation of filter efficiency are: (i) all fibers are uniform (ii) the packing density remains unchanged throughout the filter, (iii) flow direction is normal to the fibers, and (iv) the single fiber efficiency remains the same throughout the filter. To rank any filter based on filtration performance, the filter should possess a high efficiency and quality factor (QF), which is defined as [21]:

Pore characteristics
A membrane or filter allows some particles to pass through depending upon the size of its pores. The particles with diameters larger than those of pores are stopped easily. The pores are formed at yarn interstices in woven fabric filters while they are formed by small spaces between the individual fibers in nonwoven filters. By adjusting the size and volume characteristics of pores, the design and manufacture of filtration media with the desired properties can be achieved. The performance of filtration media can be predicted by measuring the pore characteristics. The Washburn equation (based on the Young-Laplace equation) establishes the relationship between the pressure drop and the size of the capillary, or pore, as follows [22,23]:

Depending on different pore sizes, different terminologies have been developed and accordingly various types of filtration processes are defined as shown in Figure 1 and Table 1. For instance, if the pore size is greater than 50 nm, then it is called macropore and the filtration technologies may be used are ultra filtration (UF) and micro filtration (MF) [24].
General terminology of pores [2], (National Institute of Standards and Technology).

(UF – Ultra Filtration, MF – Micro Filtration, NF – Nano Filtration, RO - Reverse Osmosis, GS – Gas and Vapor separation).
Depending on the pore size of a filter, different particles either enter or are restricted from entering the inner structure of the filter. Figure 5 gives a visual comparison of various particles (for example, coronavirus, bacteria and PM2.5) that can be restricted from entering using appropriate masks or filters.

Size of different elements [25] (reprinted with permission from SmartAir Filters).
Pore size assessment methods
Depending on size and geometry of textile fabrics such as woven, knitted and nonwoven fabrics, three different types of pores can be detected: (i) pores between the yarns of the woven and knitted fabrics, (ii) pores between fibers of the yarn, and (iii) micropores in the fibers themselves [26]. The dimensions and distribution of micropores affect the porosity of the fabric and they are important in face masks to filter the small particles as well as to allow adequate breathing. There are several methods developed for measuring porosity such as geometrical methods, liquid intrusion methods, liquid extrusion methods, air permeability methods, etc.
Jaksics [26] developed a new method called immersion method to assess the porosity of fabrics. In this method, the fluid is squeezed out from the pores of wet fabrics by air pressure. They were able to estimate the porosity parameters such as hydraulic diameter of pores, distribution of pores, open area for fluid flow and the number of hydraulic pores. The parameters found were based on the air velocity through dry and wet fabrics as a function of air pressure. This method is appropriate to measure the porosity if the average hydraulic diameters are in the interval of 5 to 200 µm.
Owczarek [27] presented an innovative method for morphometrical structural analysis of inter-thread pores (ITP) in plain and twill woven fabrics. The structural analysis of ITPs was conducted by using computer image analysis module in 5 steps: (i) image acquisition, (ii) pre-processing – elimination of distortions, (iii) segmentation, (iv) representation and description, and (v) recognition and interpretation. The author performed fabric image acquisition by a stereoscopic microscope MST Zoom 1302 CB and a CCD-4012 camera. The pre-processing step was carried out where radiometric and geometric distortions were eliminated, which resulted in higher image quality.
These methods can be useful for pore size assessment of masks and other fabric filters.
Classification of masks
Masks are developed by considering the size of pores and particles needed to be filtered out, which are determined by the health and medical professionals. Some types of masks according to their specific uses and characteristics are explained below.

Dust mask.

Surgical mask.

N95 respirator mask (3 M).
International guidance recommends that surgical masks should not be worn for more than 4 hours and a P2/N95 respirator not more than 8 hours continuously unless it is damaged, soiled or contaminated. The use of one mask for longer than 4 hours is risky and has the chances of self-contamination and hence is not advised [36].

Nasal mask [39].
Table 2 presents different types of masks based on their standards and filtration effectiveness.
Comparison of different types of masks [25, 40, 41] (modified and reprinted with permission from Smart Air Filters).

3.0 microns Bacteria Filtration Efficiency standard (BFE).
0.1 micron: Particle Filtration Efficiency standard (PFE).
0.3 micron: Used to represent the most-penetrating particle size (MPPS).
X: No requirements.
*: Performance Standard.
P3: P3 filters are currently not part of the standards or readily available for use in Australian healthcare [36].
It is important to examine the efficiency of a mask in lab after its fabrication. The tests include leakage test, permeability test, virus filtration efficiency test, comfort test, life-time test and its impact on health. The following standard test methods are necessary to qualify a mask for use: ASTM F2100 – Standard specification for performance of materials used in medical face masks ASTM F2102 – Standard test method for evaluating the bacterial filtration efficiency (BFE) of medical face mask materials, using a biological aerosol of staphylococcus aureus. ASTM F2299 – Standard test method for determining the initial efficiency of materials used in medical face masks to penetration by particulates using latex spheres (PFE test) ASTM F1862 – Standard test method for resistance of medical face masks to penetration by synthetic blood (horizontal projection of fixed volume at a known velocity)
Comparison of different N type and FFP type respirator masks based on their filtration efficiency and use are presented in Table 3.
Comparison of different types of N and FFP type masks [29], (reprinted with permission from PURE Foundation).

N95 respirator with smart valve
The threat to public health due to aerosolized pathogens (viruses, bacteria, mycobacteria, non-tuberculous mycobacteria, etc.) and environmental pollutants (allergens and particulates) can be mitigated through the personal use of disposable face masks. The efficacy of such masks for eliminating pathogens and pollutants is increased by improving the resisting capacity of masks against the penetration by airborne particulates (such as PM2.5) and infectious agents. To do this, a tight-fitting device over the mouth and nose having very small pore size should be developed. As a consequence, this may result in negative impact on respiratory and dermal mechanisms of human thermoregulation through impairment of convection, evaporation, and radiation processes [5,45]. Hence, an alternative way to improve the wearer comfort and minimize the impact on health is to include some features in the face masks such as the Micro Ventilator (comprising a Smart Valve and ventilation fan) as shown in Figure 10. The Micro Ventilator enhances the flow of exhaled gas out of the mask. The purpose of one-way Smart Valve is to limit the air flow into the mask through the valve such that all the air must pass through the filter material. On the other hand, exhaled air may pass out of the mask through the valve. The purpose of the fan is to aid in the removal of exhaled air from the interior of the mask [46]. N95 respiratory mask is comprised of various layers, from outer to inner as shown in Figure 11. The outer layer is made of hydrophobic nonwoven polypropylene that prevents external moisture from entering the mask material. It is followed by a filter layer made of meltblown nonwoven polypropylene that arrests non-oil based particles through different particle arrest mechanisms as discussed earlier. The next layer is a modacrylic support layer that provides rigidity and adds thickness to the mask. The innermost layer is also hydrophobic nonwoven polypropylene layer which minimizes moisture within the mask from entering the mask material and adversely impacting filtration efficiency.
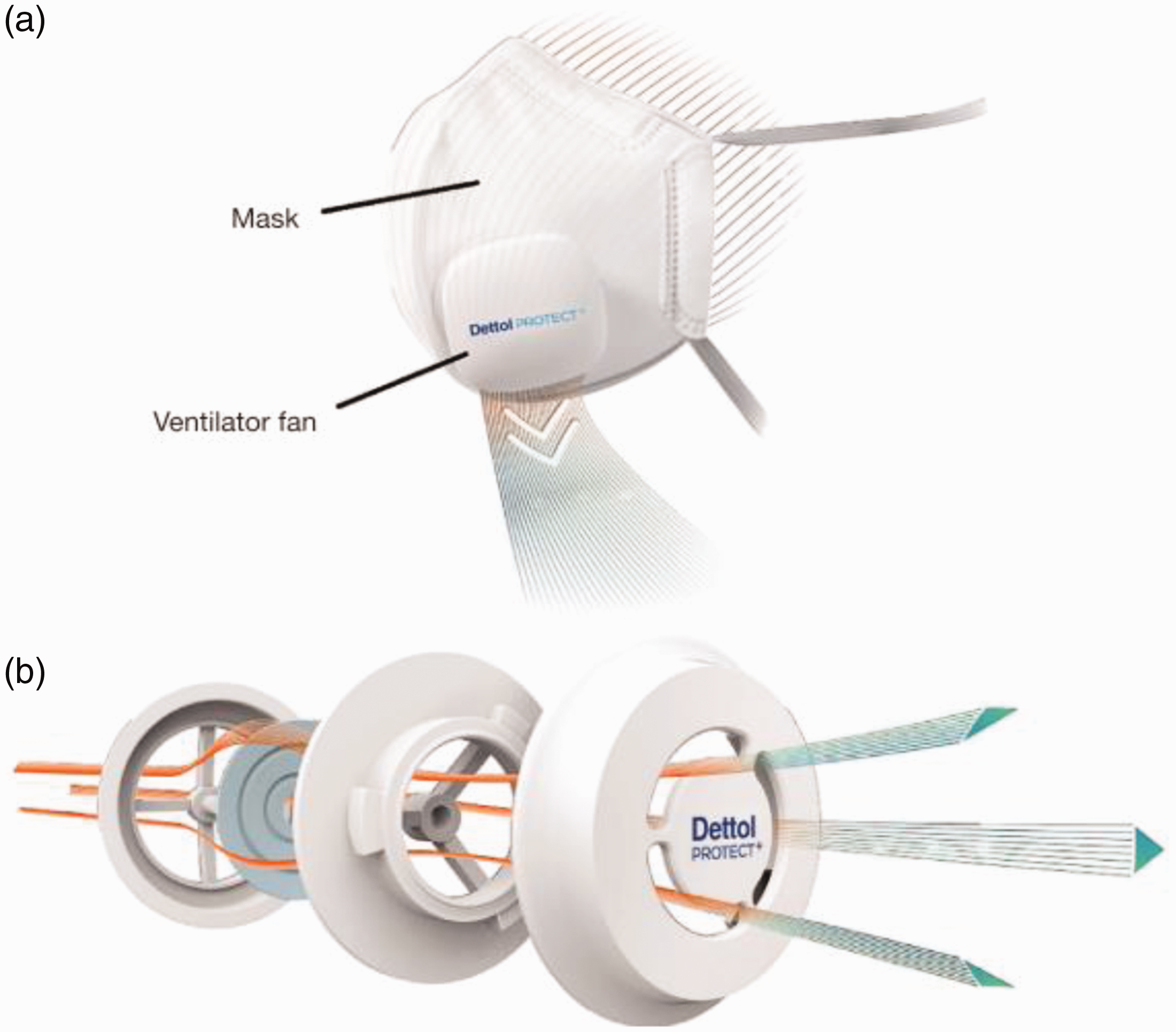
Schematic representation of N95 respirator, (a) Airflow through the respirator during exhalation; (b) Detail of Smart Valve (located beneath the ventilator fan) showing the permitted air flow from inside to outside of the respirator [46], (reprinted with permission of AME Publishing Co.).
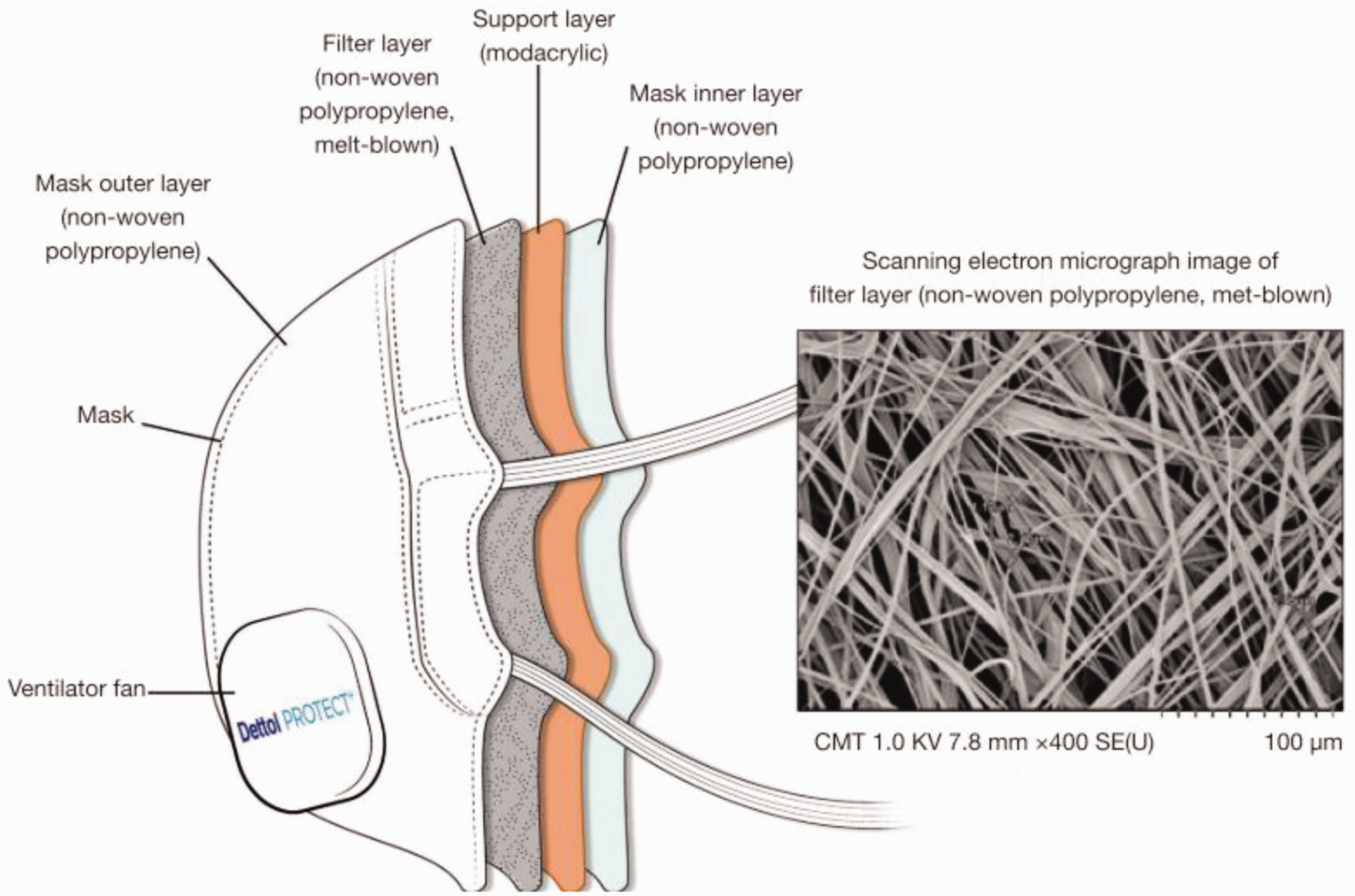
Schematic of the N95 respirator showing various layers [46] (reprinted with permission of AME Publishing Co.).
Filtration mechanism and effectiveness of N95 respirators
The occurrence of Severe Acute Respiratory Syndrome Coronavirus 2 (SARS-CoV-2) disease (COVID-19) at the end of 2019 has caused a global outbreak and has been a major public health issue at the current scenario. It spreads by human-to-human transmission via droplets or direct contact. Hence, it is crucial to slow the spread of the virus to decrease the infections among people especially health care providers. This target can be achieved by the proper use of N95 respirators and handwashing.
Zhou et al. examined the efficiencies of various configurations of N95 masks (masks with operational or nonoperational ventilation fans or masks with sealed Smart Valves); their results are shown in Table 4. They found out that the average efficiencies of masks without Micro Ventilator for filtration of Staphylococcus aureus and bacteriophage ΦΧ174 are 99.8% ± 0.1% and 99.7% ± 0.2%, respectively. Similarly, the average efficiencies of the masks with Micro Ventilator for filtration of particulates are 99.9% ± 0% for sodium chloride (solid) and 99.6% ± 0.1% for paraffin oil (liquid) [46]. The nominal size of S. aureus is ∼2,000 × 500 nm and of bacteriophage is ∼34 nm. Influenza virus is a relatively large (80–120 nm) enveloped virus, while the rhinovirus is a small (27–30 nm) non-enveloped virus [47]. Despite the large size difference of particulates, the mask did not show any significant difference in its performance; therefore, it can be interpreted that N95 respirators are effective in filtering out the SARS-Cov-2 virus that causes COVID-19.
Efficiency of test mask configurations for filtration of influenza A virus and rhinovirus 14 [46] (reprinted with permission of AME Publishing Co.).

This work was performed by Microbac Laboratories (Sterling, VA, USA). *Configurations: 1-test mask with Smart Valve and without Micro Ventilator; 2-test mask with covered/sealed Smart Valve and without Micro Ventilator; 3-test mask with Smart Valve and operating Micro Ventilator. † mean ± standard deviation (N = 3).
The filtration efficacy of masks depends on fiber diameter and pore size. The use of microfibers and nanofibers produced by different manufacturing methods, described in the following section, helps to achieve the desired efficiency. As the fiber diameter gets smaller, the pore size also becomes smaller; as a result, the uniform distribution of fibers per unit area is improved, which increases the filtration efficiency [48]. The pore size should be small enough to trap the particles; however, too small pore sizes can obstruct breathing. Therefore, filters are manufactured with a limited pore diameter (∼300 nm) [35]. The size of coronavirus diameter is between 0.06–0.14 µm (60–140 nm) which makes it difficult to be filtered out. Hence, N95 masks operate on various filtration mechanisms to fulfil the requirements, which include direct interception, diffusion, inertial impaction, and electrostatic interaction.
Electrostatic attraction plays a particular role in filtration mechanism of N95 masks. When particulates pass through the pores of electrostatically charged filters, they get attracted by the fibers due to electrostatic charge (ESC) difference between the particulates and fibers. ESC provides an extra mechanism to the fiber in addition to its mechanical filtration mechanisms. Thus, the combination of these two mechanisms in N95 respirators allows them to show higher filter qualities than mechanical filters made of the same materials but without fiber charge. The addition of electrostatic attraction does not increase pressure drop across the filter medium, which increases the overall filtration quality [48–50].
Manufacturing methods of mask filters
Natural randomness of the textile structures increases the probability of the particles being caught by the fibers. The filtration efficiency of a mask depends on the fiber type, manufacturing method, web’s structure and fiber’s cross-section. There are different methods to manufacture fibrous structures that can be used as filters in masks. Medical face masks are usually made of nonwoven fabrics because nonwoven fabrics generally provide higher filtration efficiencies than woven or knit fabrics due to their randomness and three-dimensional structure which allows larger thickness that increases the distance for the particle to travel. It is also possible to have layered nonwoven structures [12]. The main nonwoven manufacturing methods for face masks are meltblowing, spunbonding and electrospinning. Meltblowing and electrospinning provide the finest fiber diameters and therefore smallest pore sizes.
Meltblowing
In this process, a high-velocity air blows a molten thermoplastic resin from an extruder die with hundreds of small nozzles onto a conveyor or take-up screen to form a fine fibrous and self-bonding fabric web (Figure 12) [51]. The resulting fibers have relatively small diameters (1–5 µm) and therefore, the pore size of the nonwoven is much smaller, which makes them superior in separation performance [52]. Therefore, this method is mostly used for the production of nonwoven fabrics for filtration purposes which include surgical face masks, respirators, liquid filtration, gas filtration, cartridge filters, and clean room filters. The filtration efficiency, air moisture sorption capacity and hygienic comfort can be improved by the introduction of electrostatic charges and superabsorbent polymer (SAP) in meltblown polymer fibers [53].
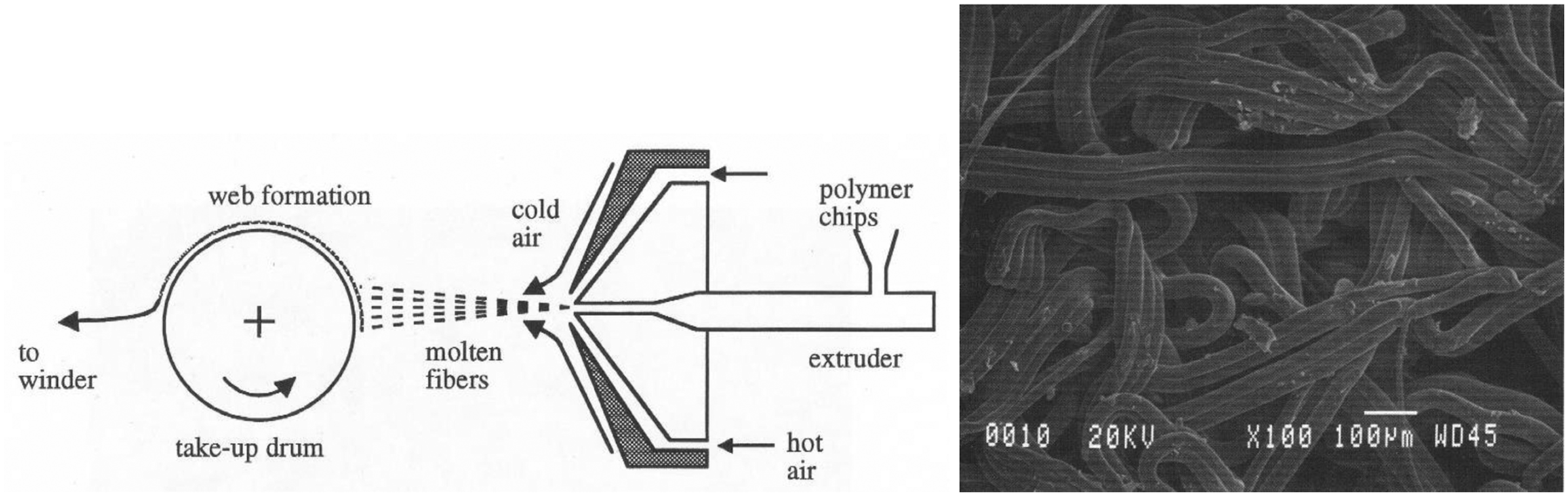
Schematic of meltblowing process and the resulting nonwoven fabric structure [51] (courtesy of AstenJohnson).
Pu et al. used an external charging device to directly apply electrostatic field to the meltblown (MB) spinning head and hence a combination of meltblown and electric field effect called electrostatic-assisted meltblown (ESAMB) was gained. The mean diameter of polypropylene microfibers produced using this method decreased from 1.69 to 0.96 µm, which also resulted in a narrower fiber size distribution. The average pore size of ESAMB fabric and conventional meltblown were 29.285 µm and 33.415 µm, respectively. The decrease in pore size and mean fiber diameter for ESAMB fabric is due to the application of electrostatic force. They also found that ESAMB fabric had better filtration efficiency than conventional meltblown fabric. For particle size of 0.3 µm, the filtration efficiencies of conventional MB and ESAMB fabrics were 40.65% and 50.82%, respectively. Similarly, for 1 µm particles, the efficiencies were 73.98% and 86.44% and for 2.5 µm particles, the efficiencies were 95.35% and 98.96%, respectively [54]. With the decrease in fiber diameter, the pore size also decreases and the uniform distribution of fibers per unit area increases which gives the particles more chance to adhere to the fabric [48]. It was reported that ESAMB fabric also has adsorption ability, which allows the fabric to filter the particles at a better rate [50].
N95 respirator mask filters (Figure 11) and surgical mask filters (Figure 13) are produced by this method. The meltblown nonwoven fabrics are used as the main filter of masks that stops the pathogens from entering or exiting the mask. Fiber structures of different layers of surgical masks are shown in Figure 13. The most common material used to make surgical masks is polypropylene [55], with 20–25 grams per square meter (gsm) in density. The basis weight of polypropylene web is around 5–1000 g/m2 and its porosity is 75 to 95% [56]. Masks can also be made from polystyrene, polycarbonate, polyethylene, or polyester composition. The 20 gsm mask material is made with spunbonding process whereas 25 gsm fabric is made with meltblowing technology, i.e., although the meltblown fibers are finer, the meltblown layer is thicker [57–59].

SEM images of surgical mask showing different layers [59] (reprinted with permission from Nanoscience Instruments).
Spunbonding
In spunbonding process, molten polymer is extruded onto a conveyor belt through a spinneret (Figure 14) [51,60]. Extrusion is a process in which polymer chips are fed into an extruder that contains a rotating screw inside a heated barrel where the chips are mixed, melted and pumped through a die, which gives the uniform thin shape to the fibers and can withstand high temperatures. The spun fibers are quenched by cool air, after which, the fibers are collected on a conveyor belt and then are further bonded together through heat, chemical or mechanical means to form the spunbonded nonwoven fabric; then, the fabric is wound on a roll by the winder. The nonwoven fabric formed has a random fibrous structure having a basis weight ranging from 5 to 800 g/m2, web thickness ranging from 0.1 to 4.0 mm, and fiber diameter ranging from 1 to 50 µm [61]. As the fiber diameter is decreased, the pore size of the fabric becomes smaller; this results in more uniform distribution of the fibers which increases the filtration efficacy.

Schematic of spunbonding process and the resulting fabric structure [51] (courtesy of AstenJohnson).
Many polymers including polypropylene, polyester, polyethylene, polyamide, polyurethane, etc. are suitable for the spunbonding process [51]. Among various polymers, isotactic polypropylene (PP) is the most widely used polymer for spunbonded nonwoven production because polypropylene is relatively inexpensive and provides the highest yield (fiber per kilogram) [62]. The product has the lowest specific gravity and the highest versatility for nonwovens [60]. Spunbonding process is suitable for manufacturing of medical face masks.
Electrospinning
Electrospinning is a process in which a polymer solution is discharged through an electric field (Figure 15). As it passes through the electromagnetic field, it becomes thinner and is deposited on a plate resulting in the formation of nanofibrous nonwoven web [63,64]. In electrospinning, positive charge is supplied at the nozzle and negative charge at the collector [16]. This causes the fluid jet to get charged at the tip of the nozzle which results in the formation of well-known Taylor cone. The charged polymer jet is extruded through the nozzle and pulled by the action of applied electrostatic force [65]. As the jet accelerates and thins in the electric field, radial charge repulsion results in splitting the primary jet into multiple filaments, in a process known as ‘‘splaying’’ [66], producing polymeric nanofibers that are electrically charged and collected at the collector [16]. The final fiber size is determined primarily by the number of subsidiary jets formed. It has been reported that the mean diameter of electrospun fibers ranges from 100 nm –500 nm and the production of nanofibers is influenced by the electrostatic forces and the viscoelastic behavior of the polymer [67].

Schematic of electrospinning process and the resulting nonwoven fabric.
Fridrikh et al. [68] developed a model for the fluid jet inside the electric field to examine the relationship between the fiber diameter and volume charge density. The model predicts a terminal jet diameter, which is a consequence of balance between normal stresses due to surface tension and surface charge repulsion and can be determined from the flow rate, electrical current, and the surface tension of the fluid.
Lou et al. [21] developed patterned nanofibrous membranes using Polyacrylonitrile (PAN) polymers in electrospinning. They used bulged bubble template as collector to produce the patterned membrane. They showed that although the pressure drop was reduced significantly from 151.7 to 24.7 mm
These studies suggest that electrospinning could be a viable alternative to manufacture nanofibrous membranes which can be used in filters to control hazardous ultrafine particles such as viruses. The filtration of submicron and nanoparticles for better health protection from various contaminants (e.g. coronavirus) can be achieved using electrospun nanofibrous nonwoven mats in face masks. Lackowski et al. found out that such mats have high filtration efficiency for nano and submicron particles, better than High Efficiency Particulate Air (HEPA) filters which have a filtration efficiency of 99.97% for 0.3 micron particles [69]. The filter fabricated by an electrospinning process is charged and has high filtration efficiency due to electrostatic force. The most widely used polymers are poly(vinyl chloride) (PVC) and poly(vinylidene fluoride) (PVDF).
Table 5 shows the comparison of various manufacturing methods of nonwovens which are suitable for the manufacture of micro and nano fiber webs for face masks.
Comparison of meltblowing, spunbonding, and electrospinning methods.

Cloth and homemade masks
According to the Centers for Disease Control and Prevention (CDC) estimate, the health sector would require about 1.5 billion face masks plus 90 million respirators, and the public would need around 1.1 billion masks for a six-week influenza pandemic [57,72]. The increase in global demand of face masks during the current COVID-19 pandemic has caused the shortage of supplies [73]. In such a scenario, cloth masks can be a viable alternative because they are cheap and easily available although they are not as effective as surgical or N95 masks. These masks can reduce the spread of aerosols coming from the nose and mouth to some extent [74]. Many researches have attempted to fabricate masks using the household materials. Despite the relatively low effectiveness, it is suggested that wearing a homemade mask might sufficiently reduce viral exposure [75]. These typically include cotton fabrics, clothing, silk, tissue paper, kitchen towels, pillowcase, and tea cloths [76].
Shakya et al. examined the filtration efficacy of cloth masks and compared the results with standard surgical masks [77]. They found that a cloth mask had a filtration efficiency of 39–65% for polystyrene latex (PSL) particle sizes, and they performed better as the particle size increased. When the cloth masks were tested against lab-generated whole diesel particles, the filtration efficiency for three particle sizes (30, 100, and 500 nm) ranged from 15% to 57%.
Konda et al. evaluated the filtration efficiencies of various commonly available fabrics used in cloth masks [49]. They used several fabrics including cotton, silk, chiffon, flannel, various synthetics, and their combinations. They found that filtration efficiencies ranged from 5% to 80% and 5% to 95% for particle sizes of <300 nm and >300 nm, respectively when a single layer of fabric was used. However, the efficiencies improved when multiple layers and specific combinations of different fabrics were used. The combinations such as cotton−silk, cotton−chiffon, cotton−flannel had efficiencies >80% for particles <300 nm and >90% for particles >300 nm. Their study suggests that cotton performs better at higher weave densities (i.e., thread count) and the enhanced performance of the combinations was probably due to the combined effect of mechanical and electrostatic-based filtration.
Woven and knitted masks
Although woven and knitted fabrics can be used as filter media in masks, in general, they are not as efficient as nonwoven filters for fine particle filtration. Therefore, in general, woven and knitted fabrics are not used for medical masks. A comparison of nonwoven, woven and knitted fabrics for the suitability as filters is given in Table 6.
Comparison of nonwoven, woven and knitted fabrics for masks.

Note: The composition of plain cotton fabric of 600 TPI used is 100% cotton, flannel fabric is 65% cotton & 35% polyester, chiffon is 90% polyester & 10% spandex, and natural silk is 100% silk.
Reusability of face masks
Generally, the masks are designed for single use or limited use only. However, with the need for increasing number of face masks, there is concern with the cost and shortage of mask supply, as well as environmental concerns. Therefore, research has been done for the reuse of masks after sterilization and/or decontamination without compromising the fit and filtration effectiveness. Different procedures have been suggested for decontamination of masks and most of them require special equipment and facilities such as laboratory or industrial steam autoclave, radioactive material, and ethylene oxide which are not suitable for general public use [78–83]. The most common methods include irradiation, fumigation, heating in hot water, steaming or baking [84]. According to a technical bulletin from 3 M, there are four factors that should be considered while decontaminating the masks: (i) be as effective as new mask against the pathogen such as SARS-Cov-2 that causes COVID-19, (ii) should not damage the fibers and filters of the respirators, (iii) respirator should be of a good fitting, and (iv) safe for the wearer [85].
A procedure was developed at the University of Nebraska to disinfect the masks using ultraviolet (UV) radiation [87]. They placed two towers, each containing 8 ultraviolet C (UVC) bulbs with a capacity of 90 masks, in a room where the walls are coated with reflective paints. Testing showed that the viruses can be killed by 15 minutes exposure to UV rays. Duke University Hospital has developed a fumigation method to decontaminate the masks [88]. In this method, the used masks are exposed to vaporized hydrogen peroxide for 20 minutes and then the masks would be ready to reuse. However, one concern is that it takes about 4 hours to degasify the room for the staff to enter to get the masks. It is reported that this process can disinfect 1250 masks per cycle, and 2500 per 12 hours shift. Beijing University of Chemical Technology has developed a ‘‘regeneration treatment” for reusing disposable masks [89,90]. In this process, the masks are kept in hot water at a temperature of >56°C (typically 60–80°C) for 30 minutes and then to restore the electrostatic charge, the masks are dried with a standard -but non-static- hair dryer for 10 minutes. The restoration of charge is confirmed by sprinkling the mask with small scraps of paper: if the paper sticks, it means that the electrostatic charge has been restored. Ma et al. demonstrated that both medical masks and N95 masks can be reused for up to 7 to 10 days after decontamination with steam over boiling water for 2 hours, if they are kept clean and are not damaged by other factors [91]. They kept the used masks in a plastic bag during the steaming process such that the masks were dry and ready for use immediately thereafter. They also found that filtration efficacy of both medical masks and N95 masks declined in a negligible amount even after they were steamed for 2 hours. In their experiment, they used avian coronavirus of infectious bronchitis virus which mimics SARS‐CoV‐2. With 5 minutes of steaming, the avian coronavirus was completely inactivated.
Future perspectives
Due to recurring of epidemics and pandemics, there is a need for better preparedness by all the countries in the world since no country is immune to the spread of the pandemic. Therefore, the need to produce face masks in a rapid and efficient way will continue in the future.
Due to the skyrocketing increase in the number of infections due to SARS-Cov-2, many institutions have suggested that even basic face masks can be effective in reducing the spread of the virus, by reducing the range and volume of exhaled water droplets containing SARS-CoV-2, which has caused a huge demand of any type of face masks by the public. As a result, the use of face masks can make negative impact on the environment. According to the research conducted by Allison et al. [92], if the U.K. government brings a policy of wearing face masks in public, it would generate 66,000 tons of contaminated plastic mask waste. Additionally, it may also cause shortage of masks supplies; therefore, the employment of reusable masks and not single-use masks is suggested. This would significantly reduce plastic waste and its possible effects on the environment and climate change. This scenario can be applied to all other countries who plan to implement single-use masks wearing policy.
Considering the COVID-19 pandemic and shortage of masks, three-dimensionally (3 D) printed masks can be designed to overcome the shortage and protect the frontline health workers and the public. Swennen et al. [93] have proposed a 3 D printed mask design which consists of two 3 D-printed reusable polyamide composite components (a face mask and a filter membrane support) and two disposable components (a head fixation band and a filter membrane). Computer-aided design (CAD) software was used to design the reusable components of the masks and the disposable nonwoven meltblown fabric was used as filter membrane. However, they have not performed the leakage and virological testing of the masks which is highly recommended.
Conclusions
This investigation was carried out to present the details of filtration mechanisms and different types of masks in use. An explanation of filtration and particle capture mechanisms, which allow the environmental contaminants such as particulate matters (PMs) and pathogens such as bacteria and viruses to be filtered out and help maintain the public health in good condition, is given. An overview of N95 respirator and surgical mask is given with their structure and performance in filtering out different size bacteria, viruses such as SARS-Cov-2 and PMs. N95 masks with smart valve or without valve performs very well and their filtration effectiveness are almost the same. Surgical masks can also provide protection against viruses and bacteria to some extent. Nonwovens are the main fabric structures for masks. Comparison of nonwoven, woven and knit structures for filtration purposes is given. Different combinations of cotton fabric masks can also have potential protection against the transmission of aerosol particle sizes.
Declaration of conflicting interests
The author(s) declare no potential conflict of interest with respect to the research, authorship and/or publication of this article.