
Abstract
Natural fibers offer good prospective as reinforcements in polymer composites due to their superior properties, they are preferred over synthetic fibers in various applications such as construction, automotive and aerospace. This experimental study emphasizes the effect of nonwoven structure on the mechanical, thermal and biodegradability properties of feathers nonwoven reinforced polyester composite. Vacuum molding method was adopted for manufacturing of the biocomposites with two contents of polyester resin (30% and 50%) and different composition of nonwovens. As a result, the morphological analysis revealed excellent compatibility and regular distribution of fiber in the polyester matrix. The thermal conductivity of manufactured composites varies considerably from 0.0378 W/(m•K) to 0.0778 W/(m•K) at 10°C. The origin of the variation of this property is due to differences in composition of nonwovens, densities and the percentage of the resin. After soaking for 240 h, the biodegradability test show that the kinetics of degradation of the composites decreased with the addition of nonwovens. The biodegradability rate was found between 62 to 92% depending on the sample nature. The mechanical results showed that the nonwoven structure clearly affected the performance of the composites. The results obtained from this study can be useful to develop new low cost, sustainable, light product and environmentally friendly materials.
Introduction
In recent years, the world is moving into the development of the bio-fiber composites as a potential structural material. The attractive features of natural fibers like feather, sisal, kenaf have been their low cost, light weight, renewability, biodegradability and also minimal energy necessity during the fabrication. These advantages show interest for applications in various fields such as buildings, aerospace and the automotive industry [1–3].
The recycling and use of environmentally friendly waste is widely recognized not only by the scientific community but also by several industries due to growing concerns about the use of non-renewable resources. The feather fiber, one of the slaughterhouse wastes, is confronted as 2, 35 million tons of waste per year in Morocco [4]. The evaluation of this waste, which is quite rich in keratin 91% [5], is extremely important to solve the waste problem and bringing this material to the economy by marketing of new material with specific property.
Chicken feather fiber have attracted much attention for use as reinforcing agents in composite materials (40 million tons of feather fibers on a world scale) and nowadays are considered as potential substitute for nonrenewable synthetic fibers [6].
Feather fibre reinforced polymers composites have recently gained industrial adoption, not only in the construction and automotive sectors, but also in many fields. These fibres have enormous potential as reinforcement due to their properties: fire resistance, low density, effective insulation, durability and more importantly they are relatively inexpensive than synthetic reinforcements [7]. The use of feather fibres as reinforcement in composites provides an environmentally friendly solution to avoid feather incineration and generates benefits for the poultry industry. The feather fibers have been adopted in different types of polymers: thermosetting (unsaturated polyesters, epoxy resins), or thermoplastics (PS, HDPE, PP and PLA).Many investigators have studied the effect of feather fiber in polymers composite. Subramani et al. [8] studied the mechanical properties of polyester and phenyl-ester composites reinforced with feather fiber. The results show that the feather fiber can be exploiting in engineering applications. The composite with 20% feather and 80% polyester possess highly superior properties. The tensile and flexural property values decrease with the increase of fibre loading to 25%wt. Amieva et al. [9] studied the recycled polypropylene composites reinforced with quill from chicken feathers prepared by extrusion process. The quill fibers reveal an excellent distribution and compatibility into the polypropylene matrix due to the hydrophobic nature. The results shows that 10% wt of fiber are enough to get good properties. Buket et al. [10] studied the preparation of green composites using polylactic acid as matrix including feather fiber as reinforcement. The composite reinforced with feather fiber shows higher young’s modulus, flexural modulus and hardness. The results show that these green composites can be utilized in various applications such as in structures of vehicles and panel components in buildings.
The main limitation of natural fiber composites is due to the poor dispersion of the fibers and poor compatibility with hydrophobic polymer matrix, which has a negative influence on achieving high mechanical properties [11]. In order to avoid the bad dispersion, many investigators have opted to reinforcement using a nonwoven textile form. Nonwoven fabrics can be defined as web structures produced by interlocking of fibers, yarns or filaments by mechanical, thermal, chemical or solvent means and can be made from natural fibers (sisal, cotton, feather, jute, hemp, wool, etc.) or synthetic fibers (polypropylene, nylon, polyester, etc.) [12,13]. Needled nonwoven fabrics have many advantages for use as reinforcement in polymer composites, such as good z-directional strength which greatly reduces delamination problems. In addition, nonwoven fabrics absorb resin easily due to the high void volume content of the fabric and thick parts can be produced cost-effectively. The compressible nature of these fabrics also makes it easy to produce different shapes [14]. Many researchers are continually working on assessing properties exhibited by feather fiber in form of nonwoven textile. Casadesús et al. [15] studied the environmental impact assessment of sound absorbing nonwovens based on chicken feathers waste. The study showed that it was possible to fabricate feather-wool nonwovens incorporating up to 50% w/w of feather fibers. The new material showed similar acoustic properties to those of conventional insulating material such as stone wool (SW), even behaving better for frequencies below 2200 Hz. Life cycle assessment study showed that the environmental impacts decrease when the amount of feather fibers increases in those nonwoven materials. Kakonke et al. [16] evaluates the production and characterization of cotton-chicken feather fibres blended absorbent fabrics. The study shows that nonwoven fabrics cannot be made entirely from chicken feather fibers because of their short length, for this, they have been mixed with bleached cotton fibers to produce a nonwoven fabric via a needle punched technique used to convert the fibrous web into a coherent structure fabric. The results show that the final volume fraction of the fibres used strongly affected the fabric absorbency.
This research work aimed to investigate the effect of the nonwoven structure on the mechanical, thermal and biodegradability properties of feathers nonwoven reinforced polyester composite. In this context, scanning electron microscopy (SEM) has been used to examine the fiber surface and fiber/matrix interactions. The water absorption and biodegradability properties of composites were evaluated. The effects of nonwoven structure on the tensile properties of composites were analyzed. The chemical composition of nonwoven was studied by Fourier transform infrared spectroscopy (FTIR). The insulating nature of the samples was determined by measuring thermal conductivity using a thermal conductivity analyzer (λ-Meter EP500e) (Table 2).
Materials and methods
Nonwoven mat preparation
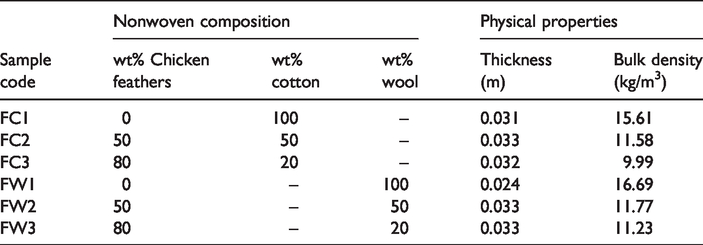
Nonwoven fabrics were prepared using needle punching technique. Chicken feathers were furnished by a slaughterhouse in the province of Casablanca, Morocco. The wool and cotton fibers were obtained from a Moroccan manufacture unity in form of staple fiber. Feathers collected from chicken farms after slaughtering contain small amounts of various foreign materials, such as biological organisms, offal, skin, blood, fat and feces. This foreign material in the feathers fiber poses a lethal risk to humans if not properly treated or disposed of for further use. The feather fiber were cleaned with commercial detergent (Imopon DPL-V (c = 2%)) at a temperature of 55°C for 40 min and then dried in an oven at 90°C for 35 min. The feathers fibers are less crimped; a percentage of cotton and wool waste has been added to ensure the nonwoven formation. The treated feather was cut into small portion of 10–30 mm of length and inserted with other waste (cotton, wool) (Table 1) into the industrial manufacturing line (Figure 1). The fibers were initially opened and cleaned using the DILO RE5-CFL 7 10065/2012 machine with a flow rate of 5 kg/min. The carded webs are transported directly to the bonding stage where they are repeatedly punctured by a battery of needles. Two series of nonwoven blend feather/wool and feather/cotton have been prepared in the ratios of 0%, 50% and 80% in weight. In the present study, six types of nonwoven composition were selected as reinforcements to develop environmental-friendly composites. The principal properties of nonwoven were mentioned in Table 1 and Figure 1 show a schematic of nonwoven manufacturing process.
Composition of the manufactured insulation nonwovens.

Nonwovens preparation.
The photographs of the manufactured nonwovens are illustrated in Figure 2.

Photographs of the manufactured nonwovens.
Polyester resin
Matrix is a material serving as a binder, and to transfer the mechanical forces to the reinforcement (fibers, powder, nonwovens, etc.) [17], which is stiffer and more resistant. Polyester resin is one of the most important thermoset resins for composite applications. The polyester resin was chosen due to chemical resistance, ease of handling, low cost and their rapid hardening without the release of gas. Polyester resin, cobalt octate (accelerator) and methyl ethyl ketone peroxide (catalyst) were obtained from detail chimie (Casablanca, Morocco). The viscosity of polyester resin at 25°C is 640 mPa•s.
In the liquid state, the resin is useless. It is necessary to create a chemical bond between the polyester polymer molecules and convert it from the liquid to the solid state. However, this transformation can begin only at temperatures of the order of 80°C. For curing at a temperature of 25°C, it is necessary to add accelerators and catalysis respectively. The accelerator usually contains cobalt ions, it is necessary to control the amount of these ions in order to avoid the destruction of catalyst molecules whose role is to accelerate the polymerization reaction. Table 3 show the curing time of polyester resin (min).
Some of polyester resin properties.

Curing time of polyester resin (min).

The time required to harden the resin depends on the temperature and the catalyst concentration. The tests shown in Table 3 have allowed us to determine the optimum percentage to carry out the vacuum molding technique.
Composite fabrication
Composites with dimensions of 200 mm•200 mm were fabricated with two contents of polyester resin (30% and 50%) and different composition of nonwovens. Nonwovens reinforced polyester composites were manufactured using vacuum molding technique. This composite manufacturing method uses vacuum force to remove air from the reinforcing material. Figure 3 shows a schematic of composite manufacturing process.
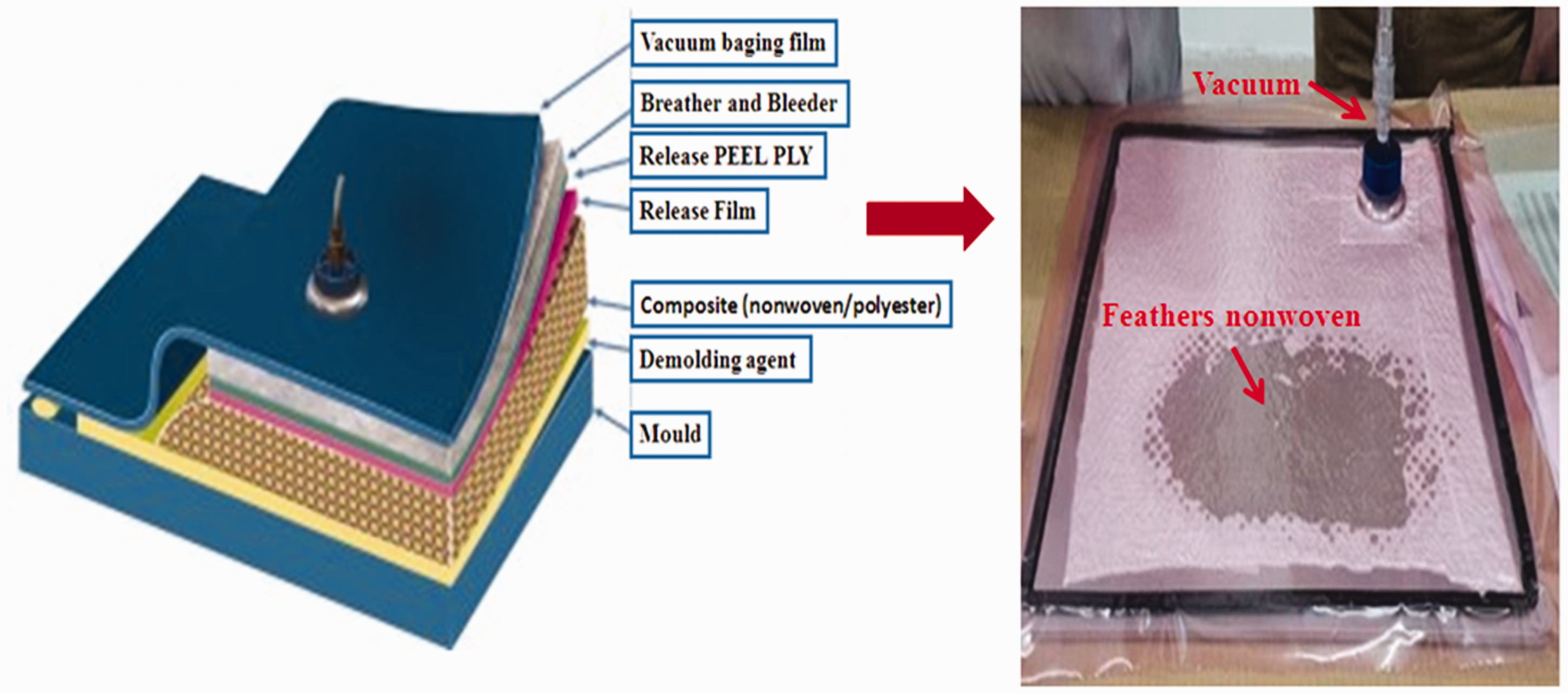
Preparation of the feather-polyester composites.
Resin, hardener and accelerator were thoroughly mixed with a percentage of 0.9% and 0.3% respectively in an open bowl. The nonwovens were mixed with various weight percents of polyester resin (30%, and 50%). Then, the resin was poured into the mat of nonwoven until it is completely soaked. The mould was closed and the lamination is evacuated under a vacuum pressure of 500 bar using the vacuum pump. The samples were left to harden for 24 hours and then removed from the mold.
Thermo-physical characterization
The density [kg/m3] of developed material is calculated according to equation (1). Measuring of weight and the dimensions was done for each sample.
Where, m is the mass of composite in [kg] and V is the volume of composite in [m3].
The morphology and adhesion between components of composite materials was studied by scanning electron microscopy SH-5000P at acceleration voltages between 10 and 20 kV
Fourier transform infrared spectroscopy was used to determine the characteristic bands of nonwovens using a Thermo Scientific Nicolet iS10 spectrometer in the wavenumber range of 4000 to 500 cm−1. The nonwovens were analyzed by FTIR directly without any further preparation.
The thermal decomposition study was carried out by thermogravimetric analysis (TGA) using a Cahn Versa Therm Instruments in a temperature range from 25°C to 600°C under a nitrogen atmosphere with a purge flow rate of 30 ml/min and a heating rate of 20°C/min.
The tensile tests were carried out according to ISO 6892-1:2009 [18] using a Hounsfield H50KS universal testing machine. Five samples were tested for each composite with a dimension of 180 mm·30 mm. Figure 4 presents specimens of tensile test. The thermal conductivity of the manufactured composites was determined using a thermal conductivity analyzer (λ-meter EP500e) in accordance with EN 12667 with a sample size of 200 mm × 200 mm at three temperatures 10, 25 and 40°C [19].
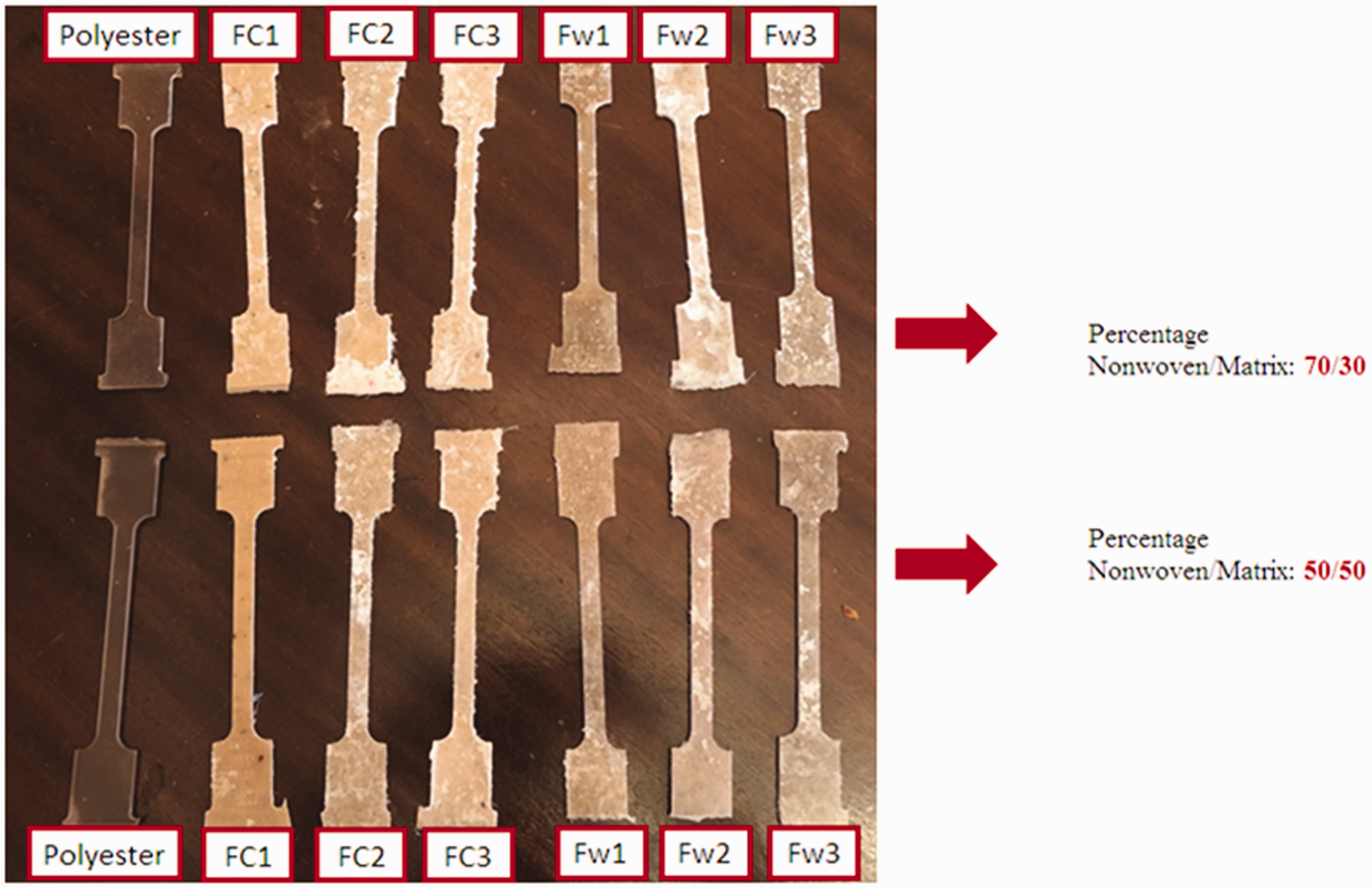
Specimens of tensile test.
The water absorption tests were measured according to ASTM D 2842-01 [20]. A sample of 40 mm·40 mm was placed in bisdistilled water until saturation. The percentages of water absorption W (%) was calculated using equation (2).
Where, w1 and w2 are the mass (g) of the dry and wet samples respectively.
Investigation of the effects of moisture contained in the ambient air on the composite materials was carried out according to ASTM E104 [21]. A composite sample of 20 mm × 20 mm dimension was placed in a desiccator containing a saturated solution of NaCl to ensure a relative humidity of 75%. At desired intervals, the samples were weighed and moisture absorption (%) was calculated using equation (3).
Where, w1 is the initial mass (g) of the composite and w2 is the mass (g) of the composite after a time t in days at 75% relative humidity.
To determine the time required for the degradation of manufactured composite materials, biodegradation experiments were carried out in two environments: burial in soil and aqueous solution and calculated mass loss rate and mass loss according to equations (4) and (5) respectively [22,23].
Where, w1 is the initial mass (g) of the composite and w2 is the mass (g) of the composite after a time t (days) placed in plastic container containing approximately 100 g of soil
Where, w1 is the initial mass (g) of the composite and w2 is the mass (g) of the composite after a time t (days) immersed in a container filled with a solution composed of distilled water and sodium chloride (NaCl).
Results and discussion
Fourier transform infrared spectroscopy
In order to examine the composition of feathers nonwovens, FTIR spectra of the nonwovens were recorded (Figure 5). There were no significant differences in the chemical composition, which is in agreement with results in [24]. The peak observed at 3292 cm−1 is attributed to the stretching vibrations N–H bond which shows the presence of Amide A, the band at 2969 cm−1 is attributed to asymmetrical CH3 stretching vibrations and 2928 cm−1 is attributed to the symmetrical CH3 stretching, while the strong absorption band at 1636 cm−1 is related to the C = O stretching (Amide Ι). The band at 1541 cm−1 is derived from N-H bending and C-H stretching (Amide ΙΙ). A weak band at 1237 cm−1 is assigned to the symmetrical CN stretching (Amide ΙΙΙ). The difference between feather/wool and feather/cotton n FTIR spectra of nonwovens: feather/wool (a) and feather/cotton (b).
Water absorption of the nonwovens
Water absorption is important property for many applications such as aviation, building insulation, automotive and marine construction. The water absorption capacity affects several properties of sample (dimensional stability, thermal and mechanical properties). The important factors that affect the water absorption capacity of the nonwovens are the hydrophilic and hydrophobic nature of the fibers components, void content and surface protection.
Water has a polar molecule and dissociates easily to give a proton (Lewis acid) and a hydroxyl ion (Lewis base). It is chemically very reactive. Prolonged exposure of the nonwoven materials to water causes swelling of the fibers, subsequently forming a hydrogen bond between the water molecules and the fibers which leads to poor wettability and decrease in the fatigue strength.
The water absorption percentages of the nonwovens as a function of immersion time are shown in the Figure 6. The same behavior was observed for all samples, nonwoven fabrics absorbed water in two stages. The first stage is from 0 to 400 min, this step is characterized by a fast absorption rate which reaches very quickly a value of 80%. Then the nonwovens reach equilibrium and approach their saturation after 400 min. It is also noted that the rate of maximum water absorption decreases for nonwoven samples of high composition of feather fibers, this result validates the hydrophobic character of feather fiber [25].

Water absorption of nonwovens: feather/cotton (a) and feather/wool (b).
From Figure 6, it can be seen that cotton nonwoven has retained higher amounts of water. This phenomenon can be explained by considering the water uptake characteristics of cotton fibre. The high cellulose content in cotton fibre absorbs extra water that penetrates the interface and creating swelling that lead to changes the dimensions of cotton nonwoven. Water molecules attract the hydrophilic groups of cotton fibres and react with the hydroxyl groups (OH) of the cellulose molecules to form hydrogen bonds; these results explain the high rate of water absorption of FC nonwovens.
Morphological analysis
In composite materials, the choice of the type of matrix and reinforcement, as well as the arrangement of the fibers, depends on the desired final properties (mechanical properties and surface appearance). The observations using a scanning electron microscope made it possible to check the quality of the samples and the arrangement of the fibers within the microstructure. The corresponding SEM images of the untreated and treated feathers fibers with classic agent imopon dpl-v are shown in (Figure 7(a) and (b)). The SEM images (7b) of the treated feathers fibers shows clean and smooth surfaces due to elimination of impurities on surface such as vegetation, dust, blood and some other contaminants of the poultry industry. The treatment did not result in any appreciable change in fiber structure. The treatments of feathers fibers have many advantages such as surface activation, enhancing good adhesion between the fibers and the polyester matrix and reducing water absorption in the case of composites.

SEM image of untreated fiber (a), treated fiber (b) and feather nonwovens, FC2 (c), FC3 (d), FW2 (e), and FW3 (f).
The specific properties of chicken feather barbs such as length, density, flexibility, medium strength, excellent flexibility and high slenderness provide unique properties that make feather barbs suitable for use in nonwovens. Needled nonwovens are a class of three-dimensional (3 D) fiber networks, which the majority of fibers are aligned in the plane direction and a proportion of these fibers are aligned in the thickness direction [26,27]. According to the Figure 7, the constituent fibers of the nonwovens have uniform geometric properties, especially in terms of length and diameter. The diameter of feather fibers in nonwovens is between 4 and 13 µm.
SEM analysis (Figure 7(c) to (f)) of nonwovens showed a random network of overlapping barb fibers in an open interconnected porous structure that influence on the functional properties of nonwovens such as: absorption, permeability, thermal conductivity, etc.
The morphological analysis of composites developed with vacuum molding technique is shown in Figure 8. Nonwoven fabrics absorb polyester resin easily due to their high void volume content. The feather nonwoven surface was totally covered by the polyester resin, forming a homogeneous material with no defects and a good fiber-matrix interface. The fibers were well dispersed in the polyester matrix due to the reinforcement structure (nonwoven), which avoids bad dispersion of fiber in the matrix, agglomerates and microvids on the surface of the composite. The absence of pulled out feathers fibers demonstrate the good bonding between fibers and polyester resin.

The fracture surface images of composite reinforced nonwovens (a, b, c) and polyester matrix (d).
The results obtained in this work indicates that the reinforcement in the form of nonwoven has a good compatibility with the matrix, which is not the case for the work done by Choudary et al. [28], where the fibers at 4 wt% indicate a weak adhesion, agglomerates and microvids on the surface of the composite.
Density of feather-polyester composite
Density of the natural fibers is low as compared to the synthetic fiber. Because of this property the natural fibers are mostly used in the many field and considered as the alternative to the synthetic fibers. Figure 9 present the density values of the manufactured composites. The density of the polyester resin was 1299.3 kg/m3 and the incorporation of feathers fibers on the polyester resin caused a decrease in density of the composites.

Composite density values.
It is clearly viewed from the figure that the density of feather/wool nonwoven composites gives lowest values as compared to feather/cotton nonwoven composites. This result can be explained by the nature and density of the fibers used during the manufacture of nonwovens (feather (0.8 g/cm3), cotton (1.5 g/cm3) and wool (1.3 g/cm3)) [29,30].
The low-density characteristic gives feather nonwoven composites a great potential for lightweight applications.
Thermal conductivity coefficient
Thermal conductivity is one of the significant properties depends on several parameters such as the morphology of the fibers, the density, matrix, molding techniques and temperature [31]. The thermal conductivity values of the various samples are shown in the Figure 10. The measurements of the thermal conductivity of the samples are respectively obtained in the margins of 0.0378 to 0.0778 W/(m•K) at 10°C. The origin of the variation of this property is due to differences in composition of nonwovens, densities and the percentage of the polyester resin.

Thermal conductivity for composites at three temperatures 10, 25 and 40°C.
Thermal conductivity coefficient is mainly affected by two parameters. One is the matrix content; the thermal conductivity increases with the increase of polyester matrix content 50%, this result indicating that the feather nonwovens composite have a thermal conductivity less than that of polyester matrix 0.0778 W/(m•K). The second parameter is the percentage of feathers in nonwovens, the introduction of feather fiber in the polyester matrix leads to a decrease in thermal conductivity due to the insulating nature of feathers barb. The lowest value of thermal conductivity λ was observed for samples with 80% of feathers fibers in composition, 0.0378 and 0.038 W/(m•K) for FW3 and FC3, respectively. According to the results, these composites are suitable for all applications depending on a resistivity against the heat flow. The thermal conductivity of all the samples increases with the increase of temperature; this is explained by the increase of heat conduction through the samples.
The thermal conductivity results are very satisfactory compared to natural fiber–reinforced polyester composites [32–34], the thermal conductivity of polyester composites reinforced with natural fiber typically exceed 0.100 W/(m•K). Table 4 presents typical thermal conductivity of fiber–reinforced polyester composites reported in the literature.
Thermal conductivity of fiber–reinforced polyester composites.

Mechanical properties of nonwovens-reinforced polyester composites.

The transport and construction sectors are responsible for about 23% of total global CO2 emissions. A 10% reduction in total vehicle weight leads to an improvement of about 7% in fuel efficiency and 20 kg less CO2 released into the atmosphere. Consequently, vehicle manufacturers are making great efforts to reduce vehicle weight by changing the materials used [35]. This study indicates that the nonwoven reinforced polyester composites prepared by vacuum molding technique are cost-effective, lightweight and possess good thermal insulating properties λ < 0.060 W/(m•K). These new composite materials can be used for applications such as building construction and automotive interior parts.
Thermo-gravimetric analysis
The thermal stability of nonwoven and composites was investigated by TGA as shown in Figure 11. The first mass loss in nonwoven (10%) is due to the loss of the three different types of water in feather fibers at the temperature range 25–228°C. After this temperature, the nonwovens show rapid decomposition between 228°C and 600°C. The second loss of mass is due to partial decomposition of the nonwoven in the 228–347°C, this loss of mass (50%) returned to thermal denaturation of peptide bridge and protein chain linkages. In the third loss of mass, the nonwovens were fully decomposed from 340°C to 650°C with the greatest weight loss (96%) corresponding to complete degradation skeletal of keratin to lighter products and volatile such as H2S, CO2, H2O, HCN [36,37].
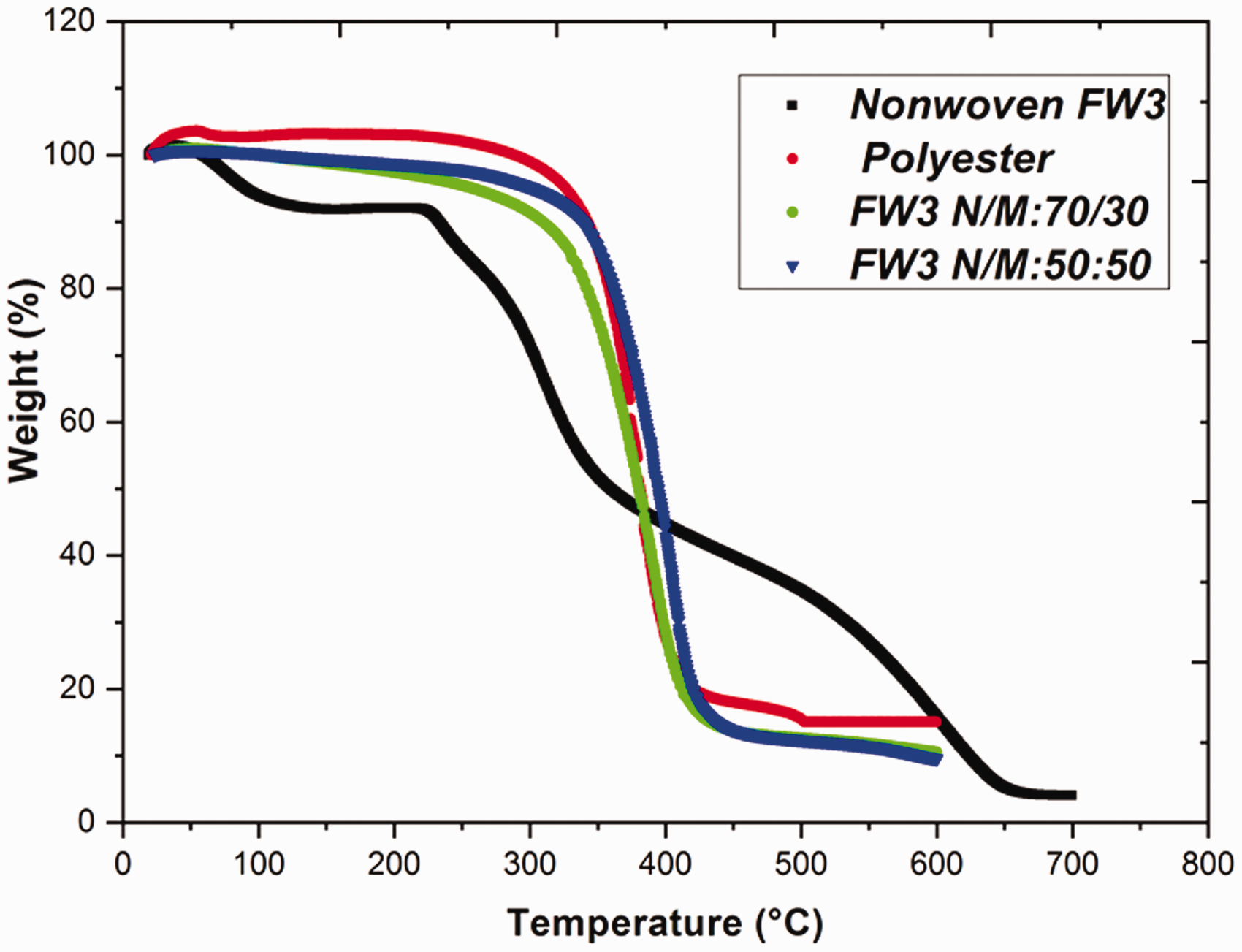
TGA curves of nonwoven and composites.
For the polyester matrix, the first loss of mass occurs between 100°C–150°C. As for the second loss of mass, it occurs between 300°C–420°C where the resin loses about 80% of its initial weight at 420°C. The first loss of mass is attributed to the loss of water by the phenomenon of dehydration. In the second loss of mass, it is attributed to the breaking of polyester chains to form phthalic anhydride, styrene, CO, CO2.
The addition of the matrix to the nonwovens increased the thermal stability and mass level of the composites at 600°C. Both reinforced biocomposites (30 and 50% of matrix content) showed better stability than those shown by the pure polyester matrix between 25°C and 600°C and this probably due to the miscibility between keratin fibers nonwoven and polyester matrix.
Water absorption of composites
Composites based on natural fibers are hypersensitive to moisture. The study of the rate and the influence of humidity on the degradation of their properties are essential. Water absorption in nonwoven composite depends on different parameters: temperature, fiber nature, orientation of fibers in nonwoven, permeability of nonwoven, surface protection between nonwoven and matrix, area of the exposed surfaces, molding process, porosity, etc. A small amount of water absorption in natural fiber composites can significantly alter the properties of the final product. Water has a polar molecule (H-OH type) and dissociates easily to give a proton (Lewis acid) and a hydroxyl ion (Lewis base). Once moisture reaches the interior of the matrix, it reacts chemically with the polymer chain and saturates the intermolecular bonds and dissolves the side branches of the polymer chain. The water absorption of composites with two contents of polyester matrix is shown in Figure 12(a) and (b).

The water absorption of composite, percentage nonwovens matrix 70/30 and percentage nonwovens matrix 50/50.
Prolonged exposure of the nonwoven/polyester composite material in water causes chemical aging which occurs simultaneously by hydrolysis, with chemical attack on the ester bonds of the polyester resin. Moreover, the water absorption causes swelling of the fibers, subsequently forming a hydrogen bond between the water molecules and the fibers which leads to poor wettability and to a weak interfacial bond and a decrease in the fatigue strength.
From the Figure 12, it can be seen that the polyester resin rapidly absorbs water due to the structure containing the voids sites and the hydrophilic nature of the polyester [38]. Composites reinforced with nonwovens absorb little water at the initial stage compared to the polyester matrix, and then reach a saturation level without increasing the absorption of water. As the content of the feather waste increased in nonwovens, the water absorption decreased due to the hydrophobic nature of the feather fiber.
The same shape of the curve was observed for all composites at 25°C (Figure 12(a)), the composite materials developed with vacuum molding technique absorbed water in two stages, the first stage (0–110 h) is characterized by a rapid absorption rate (47%), then the composite reach equilibrium and approach their saturation after 120 hours.
As the cotton fibre volume fraction increases in nonwoven, the initial rate of the process and the maximum water absorption of composite increases. This phenomenon can be explained by the hydrophilic nature of vegetable fibres (cellulose fibres). If the vegetal fibres are exposed to a process of water absorption, the fibre swells. Besides, as a result of the swelling, microcracks can appear in polyester matrix and, in turn, can lead to largest transport of water through the fiber-matrix interface.
Moisture absorption
Prolonged exposure of a composite to a wet environment can have serious consequences on its mass, mechanical and physical properties. The composite material absorbs this moisture by diffusion through the matrix. The chemical structure of the polyester matrix is attacked by hydrolysis of the ester bond which causes degradation and swelling of the composites. The water absorption rate of composites in the environment at 75% relative humidity is much slower than when immersed in distilled water (Figure 13). The absorption mechanism is the same in both cases, difference in water absorption rate can be explained by the fact that the moisture content at the surface of the composite reaches equilibrium more rapidly in water than in the environment with 75% relative humidity.
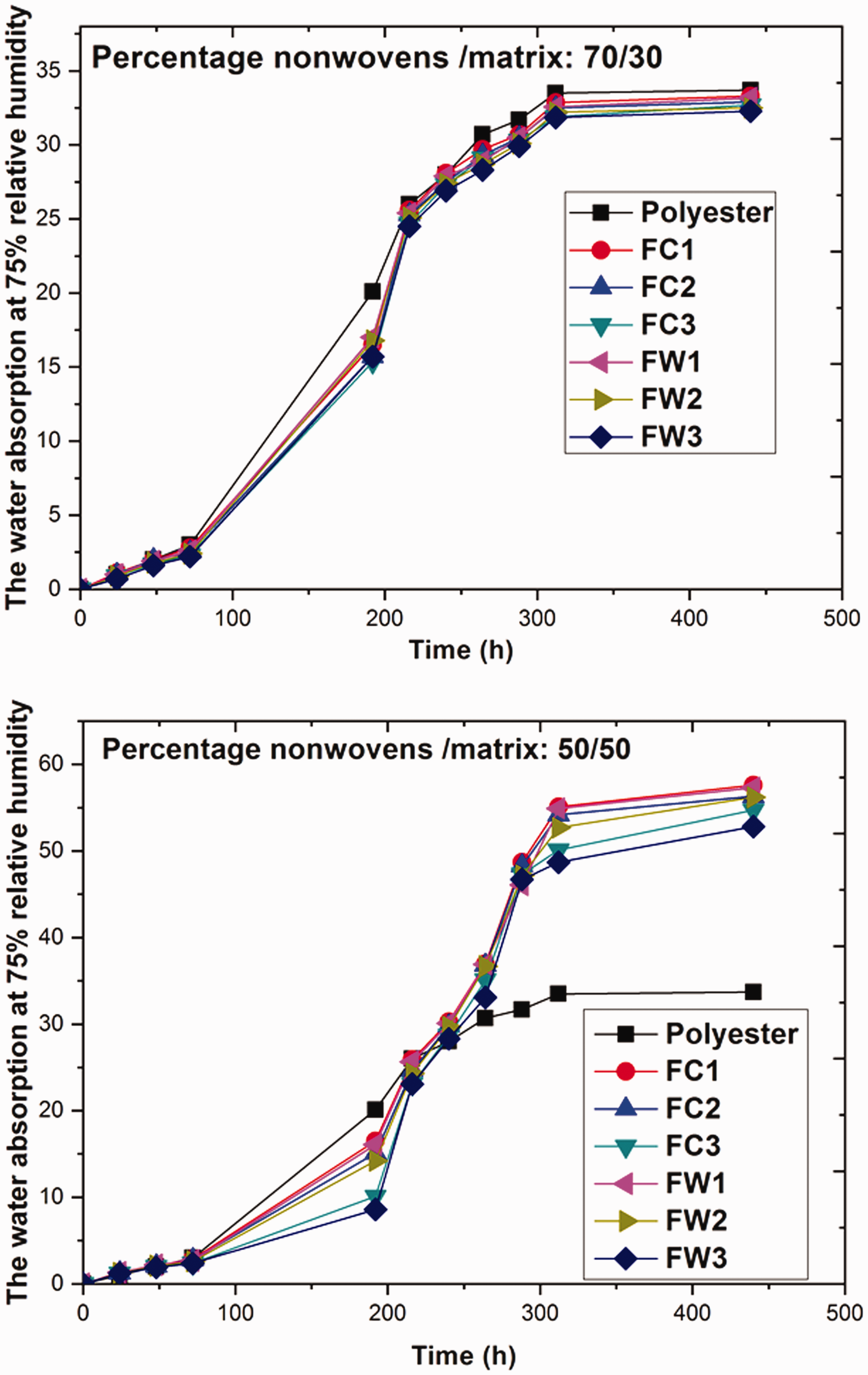
The water absorption at 75% relative humidity.
The amount of absorbed water of composite increased with increasing the time of penetration in 75% relative humidity, because the driving force for the process of diffusion of water within the material is greater.
The water absorption rate of the reinforcing composite 70/30 in a humid environment 75% reaches a value of 4% after 100 h and with increasing exposure time of composites, the value reaches 34% at 450 h which is not the case of the reinforcing composite 50/50; the absorption percentage reaches saturation at a maximal value of 60% due to the hydrophilic nature of the polyester resin.
Biodegradation tests
According to the literature, the rate of biodegradability of materials depends on the nature of the polymer in which they are introduced and also the nature and structure of the fibers [39,40]. The biodegradability test of nonwoven and composite materials was evaluated by measuring the mass variation of the samples during the soil burial period. The results of this measurement are shown in the Figure 14 and the Figure 15 shows the state of the samples after 40 days of immersion. All the samples show a loss of mass from the first days of their integration. Beyond 10 days, the loss of mass becomes more and more visible, and then it slows slightly after the 60 day to reach a rate between 62 to 92% depending on the sample nature. From the results, the loss of mass for reinforced composite is lower compared to the matrix alone; we note that the addition of nonwovens has slightly decreased the kinetics of degradation.

Evolution of the loss of mass with time of exposure nonwoven and composites during the soil burial period.

Photographs of composites buried.
The degradation of the composites immersed in aqueous solution is evaluated by the measurement of mass during the period of immersion of the composites (Figure 16). The diffusion of NaCl ions in the composites damages the matrix, the fibers and the interfaces. Indeed, the ester groups of the polyester resin undergo in the alkaline environment hydrolysis reactions that promote the extraction of light molecules of styrene and glycol.

Composite degradation in an aqueous solution (NaCl).
Increasing the immersion time allows the water to diffuse and penetrate easily into the pores and micro cracks of the matrix, which amplifies and accelerates the deterioration of the material structure and causes the alteration of the fiber-matrix interface.
From the first 20 days, we notice that the composites begin to absorb the salted water, which results in mass gain. After this period of immersion, the samples become very molten and stick and enter in the decomposition stage (loss of mass). The introduction of feather waste into the matrix slightly reduces the degradation process because it absorbs much less water than polyester. This phenomenon was also observed by Redjel et al. [41] who studied the influence of the immersion time in NaCl solution on the fatigue behaviour of a multidirectional glass-polyester composite material. The increase in immersion time allows water to diffuse and penetrate easily into the pores and microcracks of the matrix, which amplifies and accelerates the deterioration of the structure of the material and causes the alteration of the fiber-matrix interface.
These studies show that the time required for the degradation is very variable and strongly depends on the nature of the reinforcing fibres and its structure, matrix type, fiber/matrix interface and void content.
The tensile strength
The mechanical properties of the natural fiber-reinforced composites depend on the matrix nature, the distribution, the orientation and percentages of reinforcement fibers and the interphase region. A small change in the chemical and physical nature of the reinforcement for a polyester matrix can result in noticeable changes in the mechanical properties of the composites. Table 5 lists tensile strength; tensile strain and young’s modulus of feather nonwoven reinforced polyester composites. The dependence of the young's modulus of the composites prepared by the vacuum molding techniques is illustrated in Figure 17. It can be observed that despite the increase in the fiber content in the composite, the values of young’s modulus remains satisfactory. The hydrophobic/hydrophilic character of the natural fibers and matrix can lead to difficulties of dispersion of the fibers in the matrix, which disrupts the mechanical properties of the resulting composite. This is a major disadvantage of natural fiber-reinforced composites, but this study indicates that the use of nonwoven reinforcement improves mechanical properties. The young's modulus of feather/wool nonwoven composites is a little lower to the feather/cotton nonwoven composite for all fiber loads. This results is due to the low density of the wool fibers (wool (1.3 g/cm3) and cotton (1, 5 g/cm3)) and young’s modulus values (cotton (13 GPa) and wool (5 GPa)), which gives cotton nonwovens a good mechanical properties [30,42]. The highest value of the young's modulus is obtained for composite FC1 having a reinforcement/matrix percentage of 70/30.

Young’s modulus of nonwovens reinforced polyester composites.
The main reason for the poor mechanical properties of natural fiber/polyester composites is the low fiber-matrix interaction. This incompatibility of the components creates an insufficient stress transfer from the matrix to fibers. The young's modulus of FW3 composites with two content of polyester resin remains significantly constant. This result can be explained with the good adhesion between the keratin fibers and the polyester matrix.
The results of the mechanical tests for the durable composites produced in this work give values fairly close to other polymer composites using non-renewable synthetic fibers. The recent interest in natural fibers as a substitute for glass fibers has arisen from the fact that natural fibers are less dense and less expensive than glass and are a natural resource.
The mechanical properties of structural composite are largely influenced by fiber structure and arrangement. The young’s modulus of manufactured composites varies considerably from 2015 to 1270.76 MPa and they are comparable and very satisfactory with conventional composite materials [43–47]. Compared to traditional composite materials; manufacturing and application are rather easy and require no energy. In addition, the cost of production remains lower than that of other existing composites that use low-percentage of fiber.
These studies show that manufactured composites can be used in many applications. They will be preferred because of their low costs, superior characteristics and solving ecological problems.
Conclusion
This work evaluates new eco-friendly materials based on waste fiber nonwoven and polyester resin for composite industries with good thermal performance and durability. From the above results, the following conclusions can be summarized: The morphological analysis shows that the composites developed by vacuum molding technique offers a high interfacial adhesion. Water absorption decreases for nonwovens and composites with a high composition of feather fibers; this result validates the hydrophobic character of feather fiber. The result showed that the addition of the nonwoven to the matrix decreases the thermal conductivity due to the insulation character of the fibers. The lowest value of thermal conductivity was observed for the composites with 80% of feathers fibers in nonwoven composition 0.0378 and 0.038 W/(m•K) for FW3 and FC3, respectively. The thermal conductivity of all the samples increases with the increase of temperature; this is explained by the increase of heat conduction through the samples. A small change in the chemical and physical nature of the reinforcement for a polyester matrix can result in noticeable changes in the mechanical properties of the composites. The composites prepared present many advantages such as: economical by introducing low cost materials and ecological advantage with the use of renewable waste and less energy in manufacturing. The proposed composite materials represent a good alternative to traditional materials used in the construction and automotive sectors, with similar performance and even superior to commercially available materials.
In perspective, we have emphasizes improvements in thermomechanical properties of feather nonwoven reinforced polyester composites with chemical treatments of the fibres.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.