
Abstract
This review assesses the potential of using plant proteins (wheat gluten and soy proteins) and chicken feather keratin as sizing agents for polyester/cotton (P/C) fabrics. Sizing (slashing) is a critical and essential process required for weaving fabrics. Poly(vinyl alcohol) (PVA) is a traditional size for P/C yarns since PVA readily dissolves in water, provides good sizing performance, and is easily desizeable. However, PVA released from textile effluent treatment affects water organisms. Protein-based sizes required higher percent add-on to provide strength similar to PVA, but had excellent desizing, even at room temperature using low liquor ratios. Similarly, protein-based sizes degraded easily in activated sludge with COD and BOD5 values well within the prescribed limits. Plant proteins and feather keratin show promise to replace PVA for sizing P/C fabrics.
Introduction
Sizing of textile yarns increases weaving efficiency and prevents damage to yarns and fibers, especially during highspeed weaving. Although sizing provides favorable properties to yarns, it adds additional costs to textile yarn processing. In addition, sizing consumes considerable amounts of water and sized material must be desized after weaving.1,2 Desizing adds to the burden of waste water treatment plants. The most common sizing agent used for polyester and polyester/ cotton (P/C) materials, poly (vinyl alcohol) (PVA), is difficult to remove during effluent treatment and persists in water released into the environment. 3 To eliminate the problems related to sizing, attempts have been made to develop weaving technologies that can avoid sizing of yarns, but such attempts have not been commercially successful. 4 Similarly, attempts have also been made to develop alternate sizing agents that can substitute for starch and PVA. For instance, starch has been grafted with various monomers to make starch suitable for sizing polyester and P/C yarns.5–8
Among the various sizing agents used, starch for cotton and PVA for polyester have been the most widely used. Starch is inexpensive and provides good sizing properties on cotton, but is difficult to desize, requiring high temperatures and enzymes for desizing. PVA provides excellent sizing performance, but is relatively expensive and has poor degradability in effluent treatment plants.9,10 Attempts have been made to recover PVA from effluent treatment plants using radiation, ultrafiltration, and other techniques, but such efforts have had limited success.11–13 One common approach to developing PVA replacements is to chemically and/or physically modify starch. Grafting of starch with methacrylates has been extensively studied to make starch suitable for sizing polyester and its blends.6,7,14 Although modified starches provide improved sizing performance, modifications such as grafting decrease the degradability and also increase the cost of sizing.
Ability to form films is a primary requirement of size solutions. Plant proteins, such as wheat gluten and soy protein, form excellent films. They are derived from renewable resources as co-products of cereal processing, are relatively inexpensive, and also degradable. Similarly, keratin in poultry feathers also has good film forming properties and is virtually cost free. However, plant proteins and keratin are currently not used as sizing agents. Recently, this research group has demonstrated that plant proteins such as soy proteins and wheat gluten can be used to size cotton, polyester, and their blends.15,16 In addition to their excellent film forming ability, wheat gluten and soy proteins also degrade easily in waste water treatment plants and are therefore environmentally friendly. Other than soy proteins and wheat gluten, poultry feathers that contain up to 90% proteins (keratin) also provide good sizing performance to cotton, polyester, and their blends.17–20 Unlike starch, soy proteins, and wheat gluten, feathers are non-food sources. Use of feathers for sizing does not cause ethical issues, and, at the same time, adds considerable value to feathers. Similar to using plant proteins and keratin, it was also shown that the co-products of biofuel production, distillers dried grains obtained during processing of corn for ethanol, can also be used as potential sizing agents. 17
Although the potential of using plant proteins and feather keratin to size cotton, polyester, and their blends has been demonstrated on a laboratory level using independent studies, a comparison of the performance of the proteins on sizing material has not been done. Such a comparison is necessary to determine the most suitable sizing agent having the desired properties while reducing sizing costs.
In this review, the performance of wheat gluten, soy protein, and feather keratin as sizing agents on P/C rovings and fabrics have been compared with P/C sized with PVA under identical conditions. Since rovings are a loose bundle of fibers and have little strength, an increase in the strength of the roving after sizing is considered to be an indication of fiber cohesiveness, a primary requirement for sizing.6,7Resistance to abrasion is another important attribute used to evaluate sizing performance. Since yarn abrasion tests require long lengths of continuous yarns, and the authors were unable to size such yarns in the laboratory, fabrics were used to determine the improvement in abrasion resistance. In addition, the ability of the protein sizes to be removed (desized) from the sized materials and degraded in activated sludge was also compared.
Using proteins, obtained as co-products of agricultural processing, as size would also be economical compared to using PVA as size. Currently, PVA used for sizing polyester and polyester blends sells at about $1.70 per pound. Compared to PVA, proteins such as wheat gluten have selling price of about S0.50-S0.70 per pound, soy protein isolate sells at about $1.00-1.20 per pound, and poultry feathers are available at virtually no cost. With sizing chemicals having a large share of the $19 billion annual world textile chemical market, considerable value addition can be achieved by using proteins as size. Since considerable amounts of soy proteins are generated as co-products of soybean processing for bio-diesel and food, and more than 4 billion pounds of feathers are disposed in US landfills every year, it is feasible to supply protein-based raw materials for the 50 million pound textile sizing market in the US. Although the cost of proteins is low compared to PVA, costs of other additives and the manufacturing costs to prepare the size should be considered for a realistic estimate of sizing costs using proteins.
Size Solution Preparation
A simple approach of dissolving the proteins and sizing solution preparation uses alkaline hydrolysis. However, the amount of alkali used to treat the proteins had a significant influence on the peak load of the sized rovings (Table I). It was observed that the concentrations of alkali required to obtain the sizing solution were significantly different for the proteins, especially keratin. Increasing concentration of alkali from 0.01% to 0.08% increased the strength of the soy protein rovings. However, increased concentration of alkali above 0.5% decreased the strength of the feather-treated rovings, whereas even a considerably lower concentration of 0.05% decreased the strength of the wheat gluten-treated rovings. The concentration of alkali required to dissolve feathers was much higher compared to soy protein and wheat gluten, and the alkali concentration used to dissolve soy proteins was higher than that used for wheat gluten (Table I).
Changes in Peak Load of P/C Rovings Treated with Three Different Proteins at Different Alkali Concentrations a
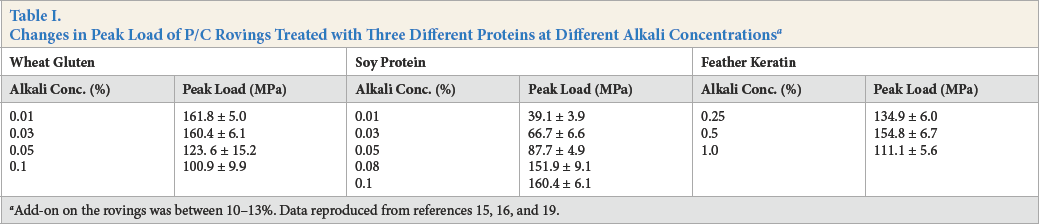
Add-on on the rovings was between 10-13%. Data reproduced from references 15, 16, and 19.
Feather keratin is a highly crosslinked molecule with extensive cysteine linkages. Therefore, feather dissolution (basically hydrolysis) required high alkali concentrations.17–19 Similarly, soy proteins are globular proteins and also required slightly higher concentrations of alkali than wheat gluten. Difficulties in dissolving soy proteins were also experienced when soy proteins were made into fibers—addition of cysteine as a reducing agent and prolonged ageing times were required to obtain soy protein fibers. 20 It would be desirable to use the lowest possible alkali concentration to reduce cost and minimize damage to the proteins.
Sizing Temperature
Sizing is typically done at high temperatures (80-90 °C), which involves energy and therefore expense. In addition, the properties of the size and substrate may also be affected at high temperatures. To eliminate these constraints, room temperature (RT) sizing has been studied by several researchers and mixed results have been reported. Fig. 1 shows that sizing at 90 °C provided substantially higher strength to the soy protein-sized rovings compared to sizing at 20 °C. However, the gluten-sized rovings showed marginal increases when sized at high temperature. Wheat gluten dissolved at considerably lower alkali concentration (Table I) and can be used to size at RT (Fig. 1). The structure of gluten (a complex mixture of high molecular weight glutenin, low molecular weight gliadin, and 20% starch are probably responsible for the distinct behavior of gluten size. It was reported that feathers could not be dissolved at low temperatures even at very low concentrations and precipitates were seen at low temperature.18,19 Therefore, feather keratin was used as size only at high temperatures.
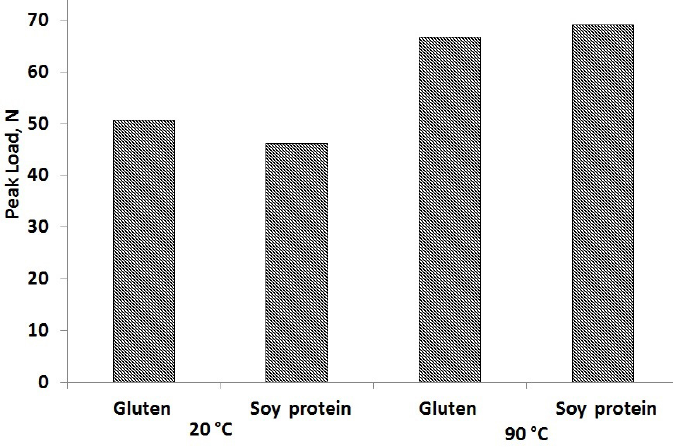
Effect of sizing temperature on the peak load of P/C rovings treated with gluten and soy protein. Add-on on the rovings was between 10-12%. Data reproduced from references 15, 16, and 19.
Sizing pH Influence on Peak Load
pH maintenance during sizing can affect fabric properties and sizing solution viscosity. Therefore, pH is constantly monitored and maintained during sizing. Comparison of the peak load of the rovings treated with three different proteins at various pH's shows that the pH of the sizing solution did not make any major difference on the peak load of soy protein-sized rovings (Fig. 2). A marginal decrease in load was observed when the pH was increased to >8 for the feather-sized rovings, whereas a ∼17% decrease in strength was observed for the gluten-sized roving when the pH was increased from 8 to 9. Differences in the peak load due to variations in pH should be due to the changes in the properties of the proteins near their isoelectric point and also due to the differences in size composition. It was found that a final pH of 7-8 provided the best sizing performance for all sizes studied.
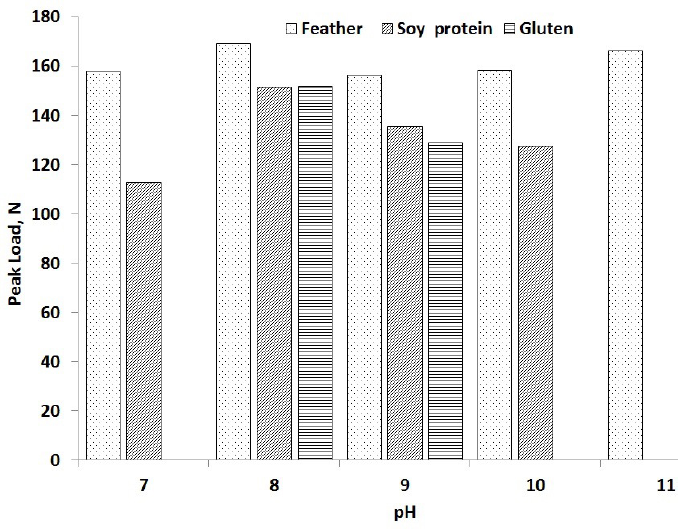
Influence of pH during sizing on the peak load of P/C rovings treated with feather, soy protein, and gluten size. Add-on on the rovings was between 10-12%. Data reproduced from references 15, 16, and 19.
Percent Add-On Influence on
Abrasion Resistance
During weaving, adjacent yarns are rubbed against each other and against parts of the loom. In addition to strength, the resistance to yarn abrasion is therefore important to achieve good weaving performance. Fabrics were immersed in the sizing solution at the desired temperature for a pre-deter-mined time, and later passed through a laboratory padder to remove excess size and obtain a known amount of percent size add-on on the fabrics.
Performance of the P/C fabrics sized with the three different proteins, and at different percent add-ons, had similar abrasion resistance (Fig. 3). Although the resistance of the sized fabrics increased by more than twice, the increase was several folds less than that provided by PVA. Fabric abrasion resistance is likely related to the film forming ability of the sizing agents and the strength of the films. PVA films were considerably stronger than the protein films.15,16 For instance, PVA films had a strength of 24 MPa compared to 2 MPa for the gluten films. 16 In addition, it has been suggested that the repulsion between the hydrophilic PVA and hydrophobic polyester would result in the formation of a thicker film on the fabric surface, leading to better abrasion resistance.15,20Also, soy protein, wheat gluten, and keratin (1% solution) size had a viscosity of 1.5 mPa·s, compared to 2 mPa·s for PVA, suggesting that the protein sizes would penetrate more easily into the fabrics and therefore form thinner films on the surface.
Changes in the abrasion resistance (cycles) of P/C fabrics treated with protein sizes and PVA. Add-on on the fabrics was ∼2%. Data reproduced from references 15, 16, and 19.
Humidity Effects on Sized
Roving Performance
Humidity in a weaving room plays a major role on the performance of the yarns and size, and therefore weaving efficiency. Weaving room humidities are maintained anywhere between 55-85% depending on the type of fabric and loom being used. 9 Changes in humidity significantly affected roving loads, especially for the feather size (Fig. 4). At low humidities, there is less moisture in the size, which causes the size films to be brittle and therefore have lower breaking loads.5,10 When the humidity is high, the films absorb moisture, become flexible and do not break until higher loads are reached. Feather keratin was found to be more hydrophobic (due to formation of salt during neutralization of the size solution) and therefore showed considerably greater strength at higher humidity.
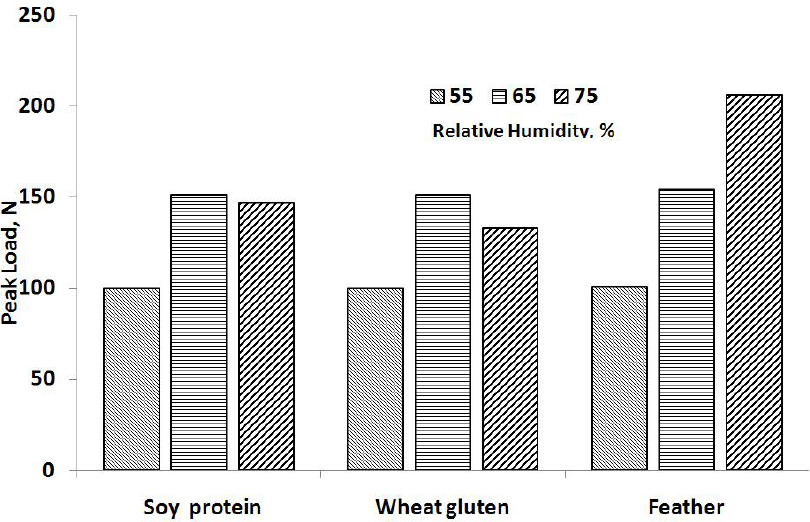
Changes in the peak load of P/C roving at three different humidities. Add-on on the rovings was between 10-12%. Data reproduced from references 15, 16, and 19.
Percent Add-On Influence on
Sizing Performance
Performance of sized goods is directly related to the amount of size on the fabrics. Although higher amounts of size can provide better weaving performance, excessive size not only increases cost, but could also lead to problems in desizing and subsequent processing of the fabrics.
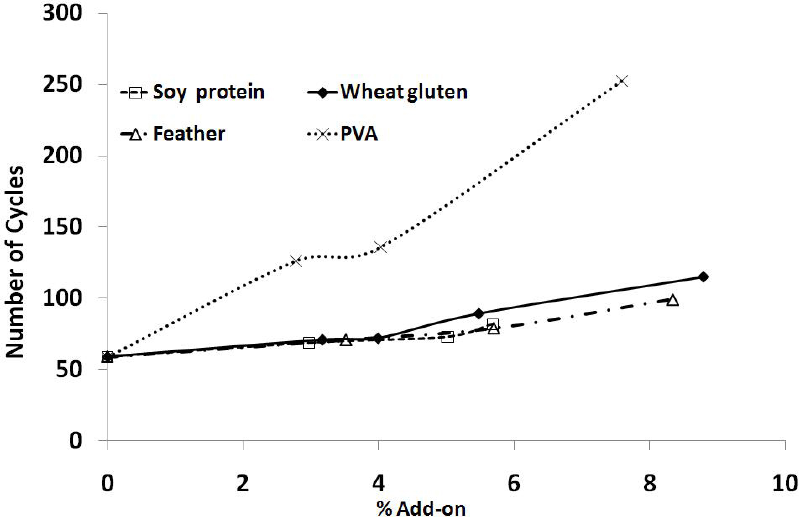
The performance of the protein sizes at different percent add-ons was compared with that of PVA (Fig. 5). Percent add-on had a direct influence on the peak load of the ravings. Feather and gluten sizes had considerably less strength when the add-on was low when compared to the PVA and soy protein size. Increasing add-on increased strength to a certain extent. PVA size provided the greatest strength when the add-on was 6%, whereas the gluten size provided high strength at about 10% add-on. Compared to soy protein and gluten, much higher feather size add-on was required to obtain similar strength. Wheat gluten-sized rovings had less strength than PVA, even when the add-on was as high as 16%. Although higher add-ons were also required for both the soy protein and feather sizes to achieve performance similar to that of PVA, the sizes were easily removed and easily degradable. In addition, the protein sizes, especially feathers, are low cost and therefore using higher percent add-on would not affect the sizing costs adversely. Overall, it can be inferred that higher percent add-on is required when protein-based sizes are used for P/C fabrics when compared to using PVA as size.
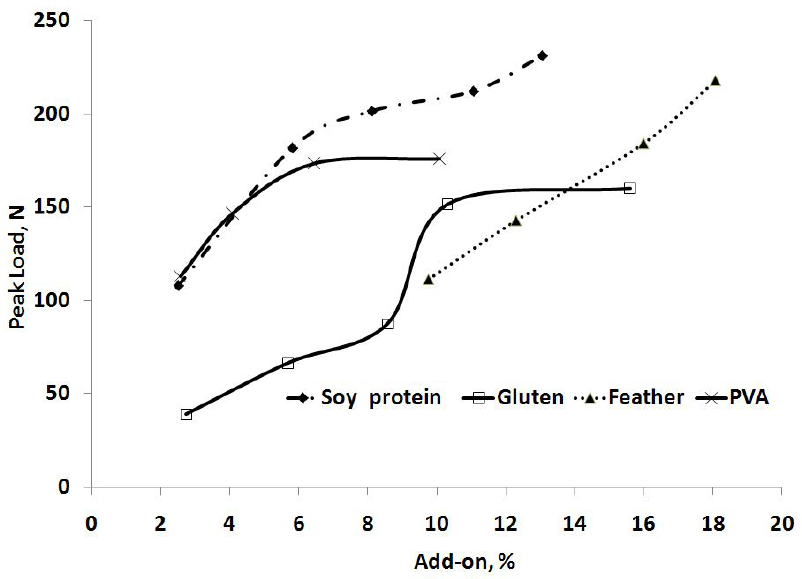
Comparison of the performance of protein size with PVA at different percent add-ons. Data reproduced from references 15, 16, and 19.
Sized Fabric Desizability
In addition to providing good sizing performance, easy desizability is a primary requirement of a good size. Starch-sized fabrics requires high temperature and/or enzymes to be completely desized (99-100%), which adds to the cost of manufacturing. It has been reported that the protein sizes used on P/C could be completely desized, even at RT, using low liquor ratios, potentially leading to substantial savings in water, sizing cost, and environmental benefits. 17–19
Biodegradability
Biodegradability of protein sizes in activated sludge was compared with that of PVA (Fig. 6). Before any degradation, the protein sizes, particularly gluten, had slightly lower chemical oxygen demand (COD) values compared to PVA. COD values decreased substantially for the gluten and soy protein sizes after just 1 day of degradation in the sludge. COD values were less than 100 mg/L, the permissible limit for waste water released into the environment, within two days of treatment for gluten and soy protein sizes. However, feather size degraded considerably slower than gluten and soy protein, requiring about 12 days to reach a COD level of ∼ 100 since keratin is a highly crosslinked molecule and is difficult to break down. It should be recalled that feather keratin required a considerably higher concentration of alkali to dissolve compared to protein sizes. PVA did not show a major decrease in COD. Degradation of PVA was not studied beyond 3 days since the biochemical oxygen demand after 5 days incubation (BOD5) values indicated that there was no biodegradable matter left.
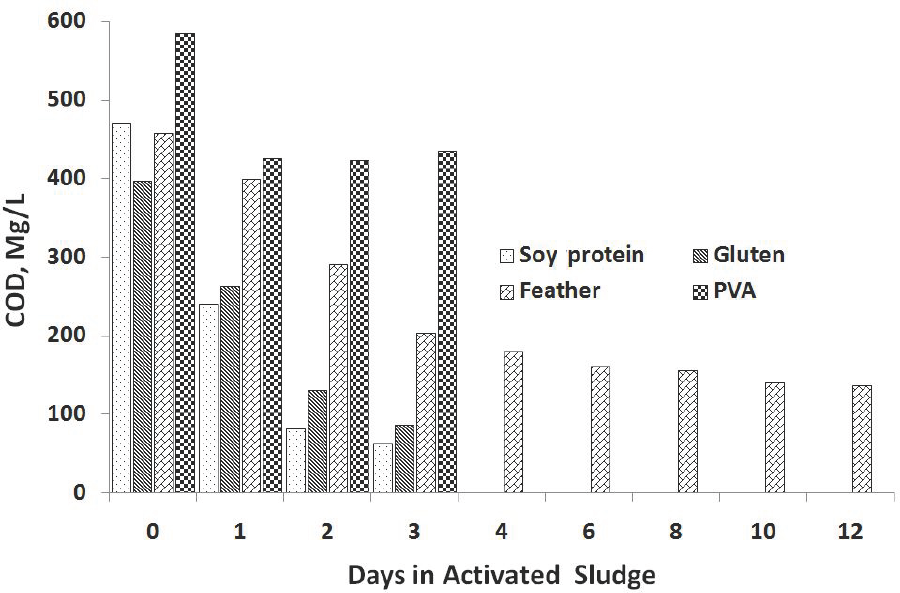
Decrease in the COD of protein and PVA sizes (300 ppm) in activated sludge. Data reproduced from references 15, 16, and 19.
BOD5 values of the protein and PVA sizes are compared in Fig. 7. Soy protein and gluten had high BOD5 values compared to gluten—PVA had a considerably lower value of only 6 mg/L. Upon degradation in the sludge for 3 days, BOD5 values decreased by ∼95% for the soy protein and gluten size. BOD5 values for feather size also decreased by ∼95%, but only after 12 days of degradation. Addition of fresh sludge after 5 days did not significantly improve degradation of feather size. Compared to protein size, PVA size decreased by only ∼33% after 3 days and no further decrease was observed. Based on the decrease in COD and BOD5 values, it is safe to conclude that the protein sizes would be easily degradable in textile effluent treatment plants. However, the release of ammonia during degradation of the proteins is considered to be a burden on effluent plants. Previous research efforts have demonstrated that the total and ammonia nitrogen released from protein sizes were well below permissible limits and the ammonia released did not cause any adverse effects on the protein degradability.17–19
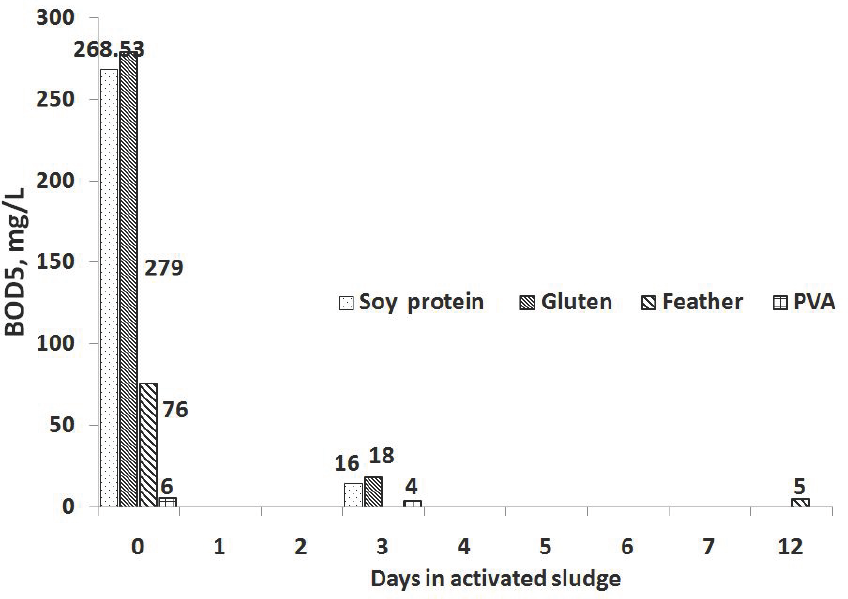
Decrease in the BOD5 of the protein and PVA sizes (300 ppm) in activated sludge. Data reproduced from references 15, 16, and 19.
Conclusions
Both plant proteins and feather keratin showed good increase in peak load on roving, abrasion resistance of P/C fabrics, and easy degradation in activated sludge, suggesting that they are suitable for sizing P/C fabrics. The improved performance of the sized materials depended on the percent add-on, the sizing conditions, and the type of protein used. Wheat gluten and soy protein could be sized at RT, but feather size required high temperature. In addition, considerably higher concentrations of alkali were required to solubilize feather keratin. Feather-sized rovings were more sensitive to humidity than soy protein and wheat gluten. Although higher percent add-on was required to achieve similar strength for the feather size compared to PVA, feathers are available at almost no cost and therefore the cost of sizing will be low. Similarly, > 95% reduction of feather keratin was seen in activated sludge, but only after 12 days, whereas wheat gluten and soy protein degraded to 95% within 3 days. Ammonia nitrogen released from the proteins was low and would not cause problems for the wastewater treatment plants. Plant proteins and feather keratin are comparatively inexpensive, biodegradable, and show properties that make them suitable for replacing PVA for sizing P/C fabrics.
Footnotes
Acknowledgements
The authors thank the Agricultural Research Division at the University of Nebraska-Lincoln and Multistate project S1054 (NEB 37-037) for the financial support to complete this work. NR thanks the Center for Emerging Technologies at Jain University, and YY thanks the United Soybean Board Domestic Programs (1440-512-5296) for their support to complete this manuscript.