
Abstract
Garment parts are fused with an interlining for achieving a specific handle, form and fall. Fusing helps in ease of construction of garment parts enabling pucker-free and clean look in finished products. The properties of the fused components are considered essential for enhancing garment aesthetics and functionality. The main objective of this review is to elaborate the factors affecting the properties of fused fabric composites, the methods to evaluate the same and explore the models that aid in better selection of interlinings for a specific hand and functionality. Interlinings are available in a variety of fibre content, base fabric structure, weight, finish, resin type and resin content. These attributes influence the characteristics of fused fabric composites. They are essential criteria in interlining selection for a given application. Mechanical properties used to evaluate and predict the fused fabric behaviour objectively are discussed. The most important mechanical properties that describe the characteristics of fused fabric composites are bending rigidity, shear rigidity, tensile properties, drape and dimensional stability of the component fabrics. Objective and subjective methods used to evaluate these properties are elaborated. The methods employed in determining the optimum fusing conditions and fused composite quality include theoretical, statistical, numerical, and computational modelling. A better understanding of the properties of fused fabric composites leads to optimisation in the interlining selection and fusing process for a given hand feel and application.
Keywords
Introduction
Functionality and aesthetic attributes of fused garments depend on the compatibility of various elements such as fabrics, interlinings and the fusing process. This compatibility becomes more crucial in parts that are critical to size, fit and appearance of the garment. The fusing of interlining enables superior shaping, stability, thermal comfort [1] and shape retention of garments [2,3]. The components that define the shape of the garment, such as the front panel of jacket, neckline facing, and hem are fused with interlining to improve the appearance and hand characteristics. Garment parts that are important in maintaining the garment sizes like a collar stand, waistband and cuff are dimensionally stabilized with interlinings to maintain garment sizes. Seams like the armhole, lapel edges, neckline and hem are also dimensionally stabilized with narrow fusible tapes to reduce the effect of stretch-induced during stitching or end-use. The garment parts subjected to higher wearing stress, such as necklines, facings, patch pockets, waistbands, plackets, and buttonholes are reinforced with fusible interlinings to improve the durability [4].
The availability of a vast number of interlining options makes interlining selection a complicated and time-taking process. The trial and error method is adopted in commercial interlining selection [5]. The selection process followed presently is subjective as it depends on the knowledge and experience of experts [6,7]. There is also a difference in specifications used by interlining producers and garment designers. Interlining producers describe the interlining properties as per their structure, dots per square inch of resin (dpi), grams per square meter (gsm), resin type and dimensional stability [8], whereas the garment designers look for a specific handle and volume or bulk in the fused fabric composites. There is a need to relate these two perspectives to make better interlining selection [9]. The literature shows that this is achieved by relating the structural and mechanical properties of the component fabrics, interlinings and the fused fabric composites to the hand feel assessed subjectively.
This review attempts to gain a better understanding of the mechanical properties of the fabrics, interlinings and fused fabric composite that influence the fused composite behaviour. It further explores the objective and subjective methods used to evaluate this behaviour. It also critically examines the studies on prediction of specific properties of fused composite and the models devised to the optimised selection of interlinings. This compilation of the research is to help in better selection of interlinings for a specific hand and functionality.
Interlining
Interlinings play an essential role in improving garment aesthetics and functionality as an invisible part of the garment [8]. They are performance materials made of woven, knitted or nonwoven fabric. They are placed between layers of shell fabric and lining or facing fabrics. There are two major categories – namely fusible interlining and sewn-in interlining (Figure 1 and 2). Fusible interlining consists of a base fabric and a thermo-sensitive synthetic resin on the face side. These are fixed by fusing process to the backside of the shell fabric (Figure 3). Sewn-in interlinings are stitched between the shell and lining. These are used in garments that require a casual or washed look. Woven interlinings are used to improve the dimensional stability of the garment part, increase stiffness and enhance fabric bulk or volume [10,11]. They are mostly made of cotton or cotton blends, and are also available in viscose, polyester, animal hair [12], acrylic and wool. Knitted interlinings range from lightweight elastic polyamide weft-inserted knits to heavy and stable polyester knits. The knitted interlinings are popular in lightweight clothing which requires softness and elasticity along with improved formability and sewability. Knitted interlinings cost lesser than the woven ones due to reduced production costs in the knitting process. Nonwoven interlinings are the most widely used category of interlining used for apparels. They are produced using mechanical bonding, dry-laid bonding, wet-laid bonding or spun-bonding [13–15]. Dry-laid nonwovens are mostly made of polyester or polyamide staple fibres. Initial processing of the fibres involves opening and mixing. The web formation takes place on roller cards with rotating strippers. Wet-laid nonwoven interlinings are produced from regenerated cellulose and are commonly used as embroidery backings. They are produced from staple fibres of up to 12 mm fibre length mixed with wood pulp or viscose and allowed to rest in the suspended form in a water bath. The dispersion is deposited on a wireframe and dried. Spun-bonded interlinings are used for outer fabric bonding or as support for belt loops. Interlinings are available in different base fabric weights and resin contents. Dots per square inch (dpi) and dot size describe the amount of resin. Table 1 shows the application of interlining.
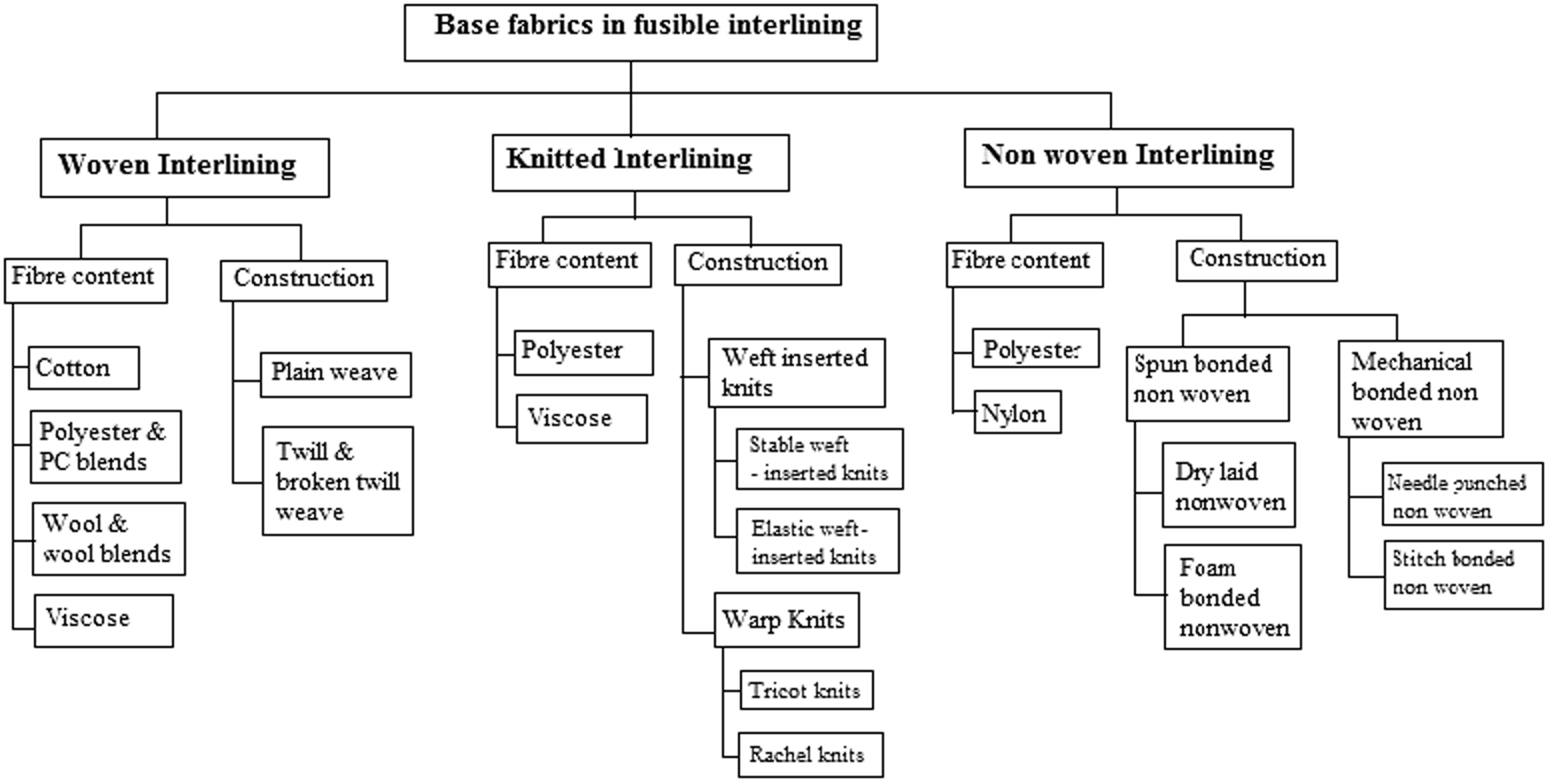
Classification of base fabrics used in fusible interlining.

Classification of base fabrics used in sewn-in interlining.

Schematic representation of fused fabric composite.
Application of interlinings in different garment parts.

Resins used in fusible interlining
Fusible interlinings are coated with synthetic resin on one side and in some cases on both sides [15]. Resin is a synthetic thermoplastic adhesive that helps in binding the shell fabric to the interlining. It is inactive in the cold state. When heated above the fuse-line temperature, it melts and penetrates the fabric layers. It returns to its original solid state when cooled, bonding the two fabrics [16,17]. The melting temperature should be in the range that does not harm the shell fabric during the fusing process [18]. Resins should be non-toxic, non-flammable and resistant to ageing. The first type of synthetic resin used in fusible interlinings was made by plasticization of polyvinyl acetate [19]. It was applied to the fabric in the form of a paste by knife coating. The drawback in using this resin was the resultant stiffness that was not desirable in many applications. Several other adhesives were explored to find the best-suited ones for different applications. Today most resins are a blend of synthetic adhesives, stabilizing agents and other additives to get the required stiffness, flexibility, durability, thermal stability and wash performance [20]. Other than the hand of the fused fabric composites, another consideration in resin selection is its melt flow index (MFI) [21,22]. MFI is the ability of resin to flow through an orifice under a specific temperature and load. When the viscosity of the resin in the molten form is low, the MFI is high. The resin with higher MFI penetrates the shell fabric readily, and fusing is possible at lower pressure. If the process setting is uncontrolled, the resin can spread to the fabric face. On the other hand, if the MFI is low, the interlining has to be fixed at higher pressure and time [10]. Table 2 summarises some important resins used in fusible interlinings and their properties.
Resins used in fusible interlining.

Coating is the process of depositing and securing the thermoplastic resin onto the base fabric. The resin powders are produced by freeze grinding methods. Another method to produce very fine powder of resin with uniform rounded shape is by precipitation from solvents. The type of coating system used is determined by the degrees of flexibility and uniformity required. The main coating methods are scatter coating, power dot coating, paste dot coating, preformed resin net, extrusion laminating, emulsion coating and spray coating [33–37].
Fusing process
The fusible interlining is bonded to the shell fabric through the fusing process. The fabric and interlining are cut into pattern shapes of garment components. Interlining component is cut slightly smaller than the fabric cut part. This ensures that the resin does not melt and stick to the fusing machine surface. Cut fabric components and fusible interlinings are fused on a fusing machine. Fusing machines are equipped with a heating device and a flat surface where the pressure and heat can be applied onto the composite to be fused. Fusing machines are of two types, namely flat-bed fusing press and continuous fusing machine [4,18]. Steam press and hand iron are not recommended for fusing. A spot welder is sometimes used to temporarily bind layers together before feeding in the fusing machine.
In the fusing process, the cut garment components to be fused are placed along with fusible interlining on the heated surface of fusing machine, in a manner that the resin side of the interlining is kept in direct contact with the backside of the shell fabric (Figure 3). The fusing machine applies temperature and pressure for a specific time during which the resin melts and bonds the fabric to the interlining. The fused fabric composites are then cooled and sent for sewing of garments. There are several methods of placement of fabric and interlining components (Figure 4). The most common method is the single fusing. In reverse fusing, the interlining is placed resin side up on the conveyor belt over which the shell fabric is placed face-up. Sandwich fusing helps in increasing the productivity of the fusing process. Proper care is needed in placement to ensure the interlining layers do not fuse with each other. Double fusing [16] is done on the jacket front when the body fusible is fused on the back of the shell fabric with lapel tape or pocket reinforcement on the top. The shirt collar and stand are double fused with two interlinings, namely the skin and the patch. This gives the required stiffness and shape to the collar. The fusing of double-sided tape is done in jacket and dress hem where the shell fabric forms a fold over the interlining tape [38]. Two fabrics can also be fused using an adhesive web [39].

Schematic representation of fusing methods.
Innovations in interlining
Traditionally, the fusing process is used to produce flat garment components that are further shaped by sewing techniques to conform to body shapes. Innovation in polymer science has led to the production of mouldable fused fabric composites [40,41]. Macromolecular compounds along with the resin are applied by screen printing to produce any type of fusible interlining with woven, knit or nonwoven base. When fused, these compounds impregnate the intermolecular spaces within the fibres, moulding the fused components reinforced by structure-forming polymers. Another innovation is the development of a process of printing the adhesive resin directly onto the shell fabric using screen printing. The need for interlining base fabric and fusing process is thereby eliminated. It is considered as an energy-conserving and cost-effective alternative to the present process of fusing. Further, a comparative study of woollen fabrics printed and those fused with interlinings found that the total hand values (THV) measured using Kawabata Evaluation System for Fabrics (KES-F) are similar, and thereby the fusible interlinings can be replaced with printable ones [8].
Bhuiyan et al. [42] have developed an interlining for protective clothing using a layer of silica aerogel particles sandwiched between the two layers of viscose-polyester nonwoven fabric. The developed interlining is reported to have high air permeability, chemical and thermal resistance. Shou and Fan [43] have developed a microfibre interlining which can be used as a part of fluid diode. This composite has its application in breathable protective clothing. Šahta et al. [44] have studied the effect of interlinings on the electro-conductive systems used in smart garment. It is reported that interlining protects the system of wiring from moisture while washing. Šaravanja et al. [45] have reported that wet treatment of fused composites used as a protective shield in conductive textiles, has led to cracks on the fabric surface. Washing reduces the ability of such composites to shield against radiation, and thereby functional composites should only be dry-cleaned with perchloroethylene. A method was developed to produce hair interlinings using cotton waste from yarn manufacturing [12]. Bai et al. [46] have used fusible interlining to develop active warming garments by fusing two layers of fusible interlining with a circuit of thermo-sensitive copper wire laid between the layers.
Parameters affecting the fusing process
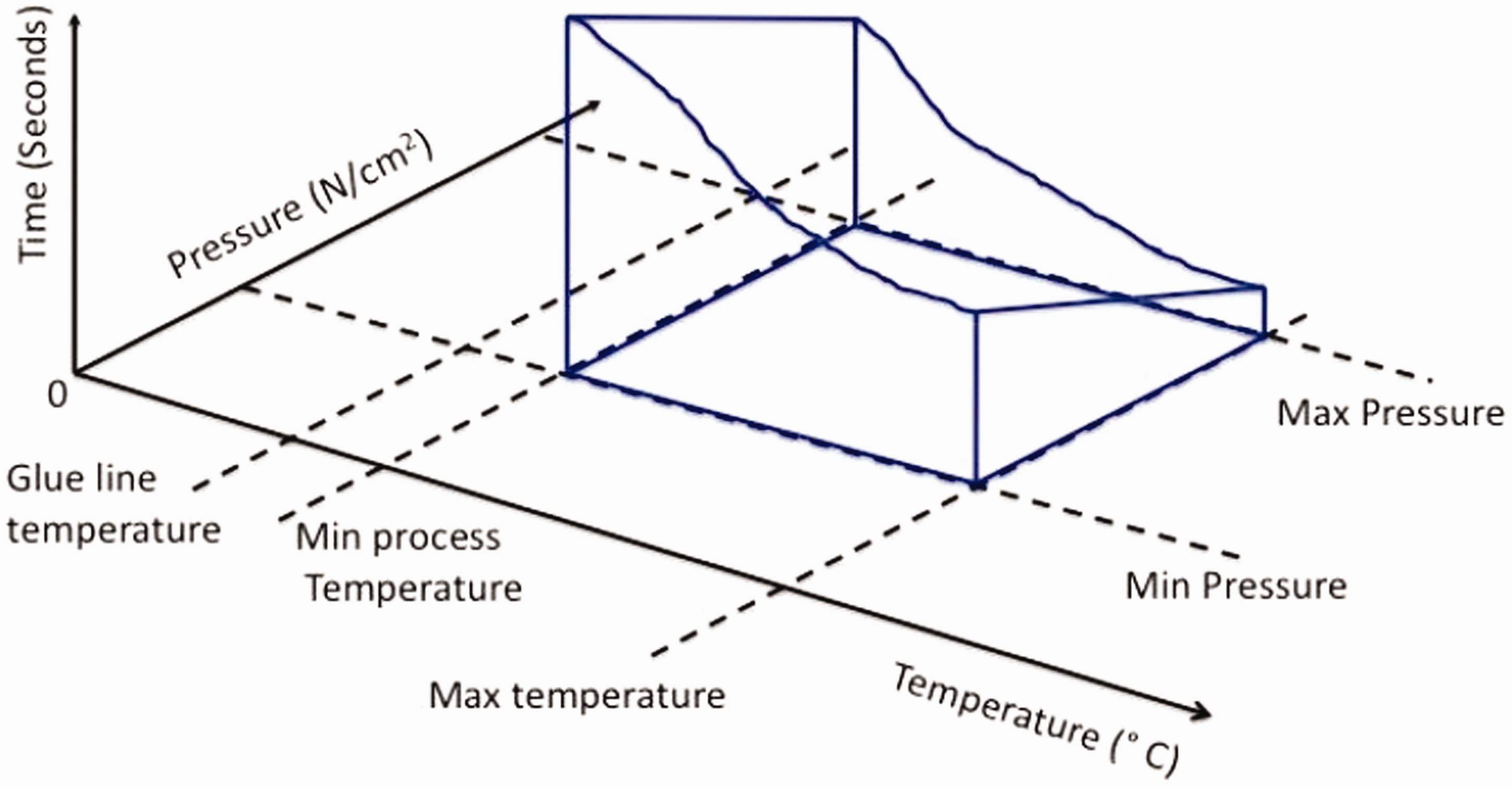
The process of fusing can be controlled by four components, namely temperature, time, pressure and cooling. The first three components of the fusing process (time, temperature and pressure) are interactive. Increasing one parameter and simultaneously reducing the other can achieve similar bond strength of fused fabric composite. For example, time can be reduced, while pressure and temperature can be increased to get similar bond strength. As shown in Figure 5, the most economical combination of heat, pressure and time can be achieved by optimization. The extent to which temperature, pressure and time can be increased has limitations. Exposure for an extended time can alter the hand properties of the fused fabric. The optimum settings are determined through experiments.
Optimisation of fusing process parameters.
Quality control in the fusing process
The structural properties of the component fabrics and the fusing process parameters affect sewability, appearance and mechanical properties of the fused garment part [6,47–60]. An incompatible interlining or incorrect fusing process can result in bubbling, streaks [52], shrinkage [53], twisting [54], puckering, strike-through, strike-back, change in fabric lustre or finish [16], weak bond strength[55], rippling [56], poor formability, poor handle, poor appearance and poor garment fit [57]. Once fused, the interlining cannot be removed from the fabric without damaging it. The defected part is discarded and replaced with a freshly cut component. It is vital to achieve zero defects in the fusing process.
The quality of the fusing process is controlled by the periodic testing of the fused fabric composites and maintenance of the fusing machine settings. Bond strength, shrinkage and hand feel of the fused fabric composites are objectively measured using the standard test methods. The hand feel and visual appearance are subjectively evaluated. The bond strength is the force required to separate the fused interlining from the fabric. Shrinkage and appearance evaluation are done before wash, after wash and after dry cleaning [53].
ASTM D-2724 [58] is a standard method to determine the properties of bonded, fused or laminated apparel fabrics. The standard specifies the usage of a steam press for fusing of the specimen. The use of steam press in preparation of specimen for testing should be done with caution, as steam can alter the performance of the resin due to the presence of moisture [16]. Exposure to steam can cause shrinkage and rippling in the fused fabric composites [56]. Further, the use of steam press can lead to uneven fusing due to inadequate pressure control when compared to the dry heat fusing machines [60]. Thus, sample specimen for testing should be fused using either a flatbed or continuous fusing machines.
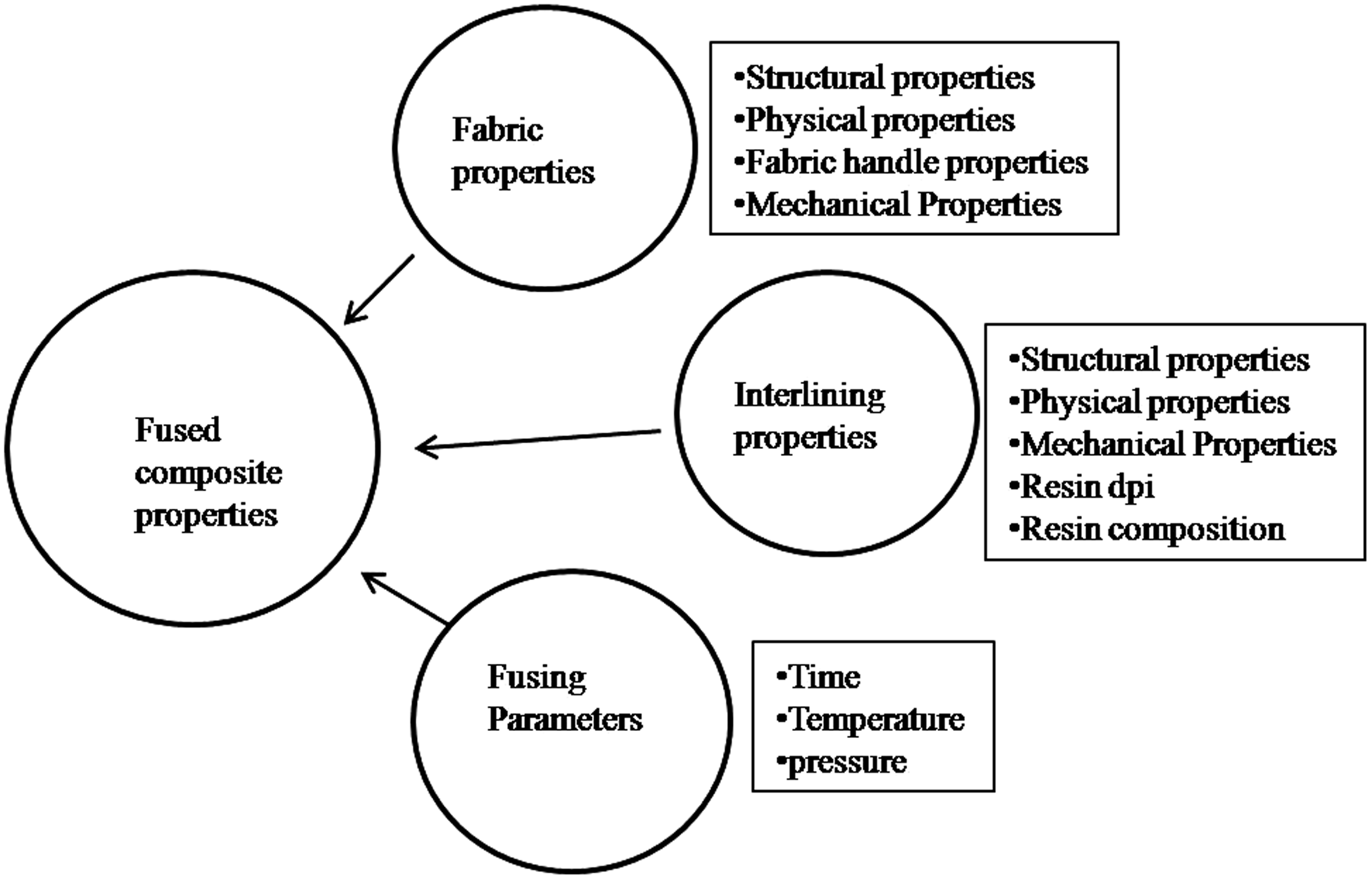
The properties of the component materials, the shell fabric and interlining fabric are known to influence the properties of the fused fabric composites (Figure 6). Most research concentrates on establishing the properties of the fabric and the interlinings that have a causal effect on the resultant fused fabric composite behaviour. Several studies objectively evaluate the parameters leading to good bond strength and hand of the fused fabric composites. The relation between the mechanical properties and handle values of the component fabrics to that of the fused fabric composites have been studied extensively on wool and wool blends and to a smaller extent, other fabrics [61]. The mechanical properties of the component fabrics and the fused fabric composites are further elaborated.
Factors affecting properties of fused fabric composites.
Mechanical properties of fabrics that affect the properties of fused fabric composites
The mechanical and physical properties such as tensile, extensibility, bending, shearing and surface properties of the shell fabric have a significant influence on the properties of the fused fabric composites [7,62]. The tensile properties and extensibility of the fabrics have a direct impact on the durability and performance of the fused fabric composites. The bending properties of the fabric are known to influence the appearance, stiffness, crease recovery, comfort and hand characteristics of the fused fabric composites. Shear properties of the fabric contribute to the fall and appearance of the fused fabric composites [8,48,63]. Considerable work has been done to understand the properties of fabrics that are essential contributors to fused fabric composite properties.
The mechanical properties, especially those measured at low-stress, give partial parameters of the hand of the fabric [63–73]. The importance of measurable parameters established through physical testing that corresponds to the fabric hand is regularly seen in many studies [70–73]. Hence, vast research has been done in the area of measurement of mechanical properties [74]. The objective assessment of mechanical properties was primarily done using Kawabata Evaluation System for Fabrics (KES-F) [74–78], Fabric Assurance by Simple Testing (FAST) system [79], and Fabric Automated Modular and Optimization Universal System (FAMOUS) [80,81]. Partial hand value is assessed using tensile testing machine [82–84], drape meter [85] including slot [86] and heart methods, extraction force methods [87,88], fabric-o-meter, handle-o-meter and fabric stiffness meter [89].
The properties known to influence fabric hand characteristics are drape, bending, compression, stress–strain behaviour of fabrics, fabric buckling, shear deformation, coefficient of friction and clothing pressure [13,71,90–93, 94]. Further, the structural properties of the fabric and its finish are known to have effects on the hand characteristics. Various studies have established the importance of shear hysteresis and bending hysteresis in assessing fabric hand characteristics [72,73,79]. Though the KES-F and FAST are popular, the interpretation of the results is sophisticated. Therefore, in search of more economical, accessible and simpler systems, the use of computerised tensile testing machine has been verified to assess the mechanical properties [82,95]. The main challenges in using the tensile testing machine are in maintaining the appropriate stress level in the sample. The low stress applied should be sufficient to measure non-linear effects on the sample, without rupturing it. Another challenge is in measuring the shear characteristics [92]. The bias extension method uses a tensile testing machine. This method applies a small load on a 45° bias fabric sample to determine shear. Furthermore, the shear frame method gives lower shear rigidity values than the bias extension method. The shear rigidity measured using both methods is similar. However, for those fabrics that have lower extensibility, the bias extension method is known to record higher shear rigidity than the shear frame method [96].
Another popular method to measure fabric hand is the measurement of extraction force required to draw a fabric sample through a nozzle or ring. Grover et al. [87] measured the force required to withdraw the fabric through a cylindrical ring mounted on a low force tensile tester. Extraction force is not entirely indicative of the total hand values as measured using KES-F system, but can be used to distinguish between comparable fabrics that have significant differences in tactile sensations. This study done on shirting fabric shows that the handle force is higher for stiffer fabrics. Further, Kim and Slaten [97] reported that drape coefficient, flexural rigidity and static friction resistance are the three crucial fabric hand characteristics measured by the extraction method. Pan et al. have used fuzzy cluster analysis to assist in the objective assessment of hand characteristics of fabrics. The same set of data (mechanical properties of fabrics) used to build fuzzy relations was also subjected to hierarchical cluster methods of multivariate analysis. Consistent results are reported from the use of both the methods [98]. Although the use of the bias extension method and the extraction force method are good indicators of hand values of fabric, they have limitations. The relation between individual mechanical properties and the total hand values calculated through these methods are not established. Thereby, there is a heavy reliance on systems like the KES-F and FAST for the objective measurement of total hand value.
Mechanical properties of fused fabric composites
The properties of fabrics and interlinings that contribute significantly towards the functionality of the fused fabric composites have been studied both theoretically and experimentally [13,99,100]. As in the case of fabrics, mechanical properties measured at low stress give a good indication about the fused fabric composite behaviour. These properties include bending, compression, surface and tensile extension [13]. Fan et al. [48] found that formability, extensibility, bending rigidity, and shear rigidity of fused components are essential parameters for determining garment handle. The ratios of composite/fabric mass, weft bending/warp bending rigidity and composite/fabric shear rigidity ratio were calculated and found to be a good indicator of fused fabric composite handle. The properties of the fused fabric composites that determine its behaviour are shown in Figure 7.

Fused fabric composite property evaluation.
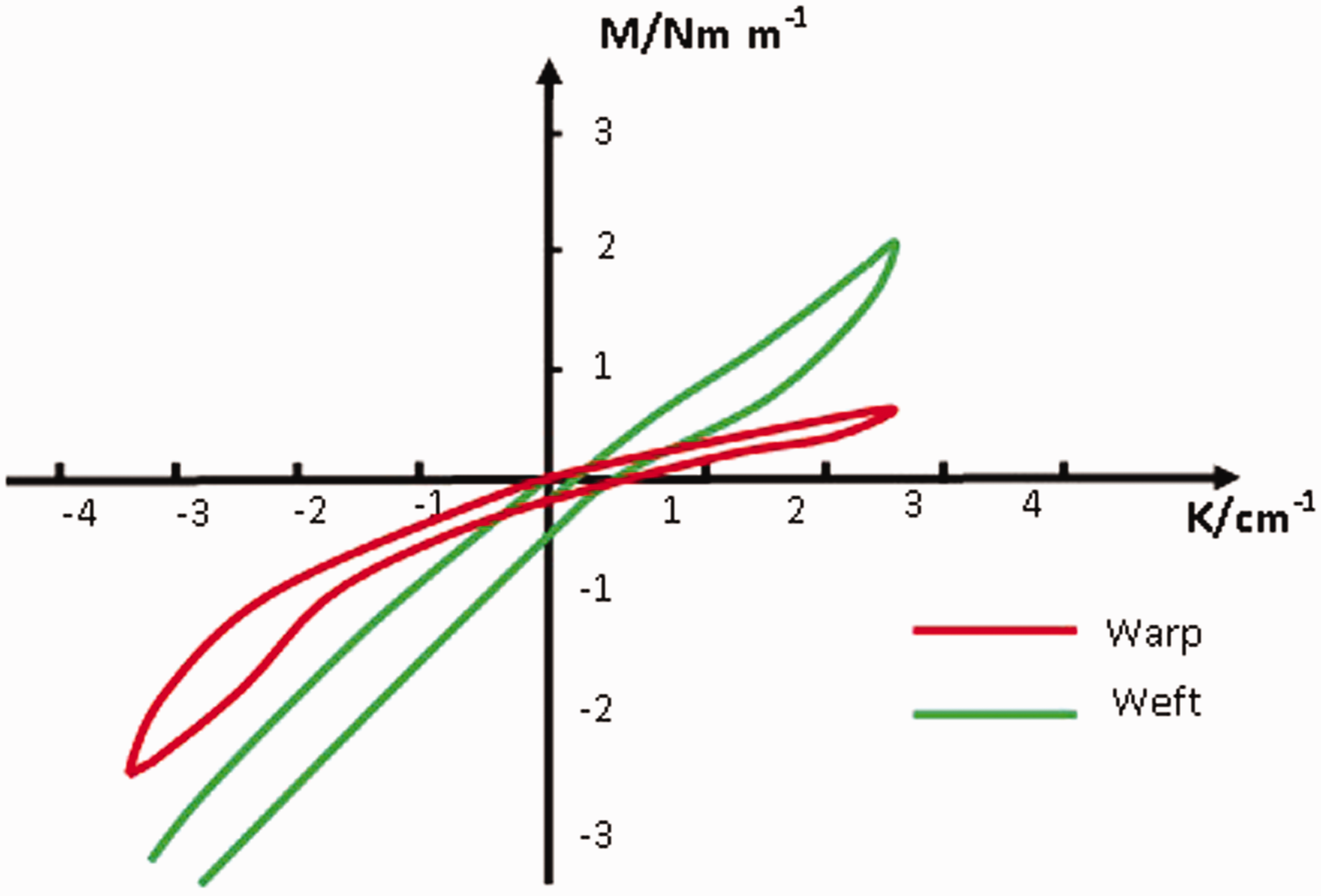
Bending hysteresis in typical fused fabrics composites.
Stiffness
Fabric stiffness is one of the most critical factors in wearing comfort of multi-layered garment components [101]. The measure of the resistance of the fabric to bending or stiffness is defined as flexural rigidity [71]. Stiffness is a measure of mechanical binding of yarns and fibres in the fused fabric composites. It can either be measured using (a) cantilever principle, (b) bending properties measured using KES-F system (B, 2HB) [76], (c) circular bending rigidity test [102] and (d) compressed loop method [71]. The compressed loop method was found preferable for measuring the stiffness of stiffer fabric components than the cantilever method [101]. In this method, the sample strip of fabric is suspended as a shaped loop over a compression plate. The plate moves up, compressing the loop at a constant rate of upward movement. The main objective of interlining in most applications is to increase the flexural rigidity and crease recovery of the fabric [103] (Figure 8). This is achieved firstly by increasing the apparent thickness of the fabric. Even though the change in thickness before and after fusing is relatively small, the effect on the stiffness of the fused fabric composite is considerably significant [10]. Secondly, when using nonwoven interlinings formed by mechanical or chemical bonding methods, the resultant interlinings have an inherent stiffness and strength due to the fibre bonding. The bending rigidity of nonwoven fabrics has increased when fibres having a higher modulus are oriented in a single direction [104]. Thirdly, stiffness of the fused fabric composites is higher than the combined stiffness of the fabric and interlining due to the presence of the resin [105,106]. Presence of the resin also increases the bending length, which remained high even after several washes [33]. The amount of resin used is also known to influence stiffness. Fabric fused with higher dpi interlinings exhibits higher bending rigidity than when fused with lower dpi interlinings. The volume of the fabric was found to be an essential factor in assessing the handle of wool fabrics. It was found that bending rigidity of fused fabric composite fabrics increased with an increase in fabric volume and yarn density or mass of interlining [9,107]. Kim and Park [63] studied the changes in the mechanical properties of cotton, wool, and polyester interlock knit fabrics fused with different interlinings. A significant increase was reported in bending stiffness of fused fabric composites with the increase in the count of the yarn used in the interlining base fabric.
A study by Jevsnik et al. [105] analysed two databases of upper outer clothing fabric properties (jackets and overcoats). Significant interactions were found between the bending rigidity and drape coefficient of the fabric to the appearance of the garment. Bending rigidity and drapability of fused fabric composites were found dependent on fusing parameters, structural and mechanical properties of the fabric and interlining. In the study conducted on polyvinyl chloride and polyurethane-coated fabrics of both woven and knit structure, the compression force required to achieve a certain degree of compression of the loop as well as the geometric shape of the sample was analysed. The force required to compress the sample depends on the size of the sample and grain of the cut sample. Kocik et al. [108] verified the use of a tensile strength tester to evaluate the bending rigidity of fused fabrics. Different fabrics fused with nonwoven, woven and knitted interlinings were subjected to axial compression using the tensile strength tester. The curvature of the buckled sample was photographed for further analysis of curvature at buckle. The maximum force at the moment the sample lost the stability and the curvature of sample buckle were measured. These measures were used to determine the bending rigidity and were compared to the bending rigidity evaluated using FAST. The linear correlation between the two was found to be very significant.
The effect of the condition of testing, evaluation techniques and the relation between the measured stiffness to other mechanical or structural properties has been studied extensively. The ratio between the warp bending rigidity and weft bending rigidity was found to be a good indicator of the mechanical property of fused components. The bending rigidity measured when the fabric side of the fused fabric composite is on the convex side was found better than when measured with the fabric on the concave side [48]. In a study of wool fabrics which were fused with an interlining and also printed with a printable interlining were subjected to evaluation of tensile, bending, shear and compression using KES-F system. The dpi of resin dot (polyether sulfone adhesive) in interlining used for fusing was found to be negatively correlated to bending stiffness (B) measured using KES-F and the thickness of fused fabric composites. The fused fabric composite weight was found to be positively correlated to its bending stiffness and bending hysteresis (2HB). It was reported that weight, thickness and resin density have a substantial influence on fused fabric composite hand. Further, comparison of the two methods of applying the interlining showed that fabrics with printable interlinings exhibit higher values of shear ability, bending stiffness and tensile extensibility than the fabrics fused with fusible interlining [109].
Bond strength
Bond strength is the force required to separate the fused layers of fabric and interlining [58]. It is measured as the maximum force required to separate the fabric and interlining on a tensile testing machine by applying a constant rate of elongation. The minimum bond strength accepted in practice is 200 cN/cm [55]. The stress that causes the bond failure due to fibre length, fibre slippage and area of bond has been studied [110,111]. The failure is known to start at the end of the fibre, and it progresses into the entire composite with increasing application of load. Amirbayat and Hearle [112] have explained the relation between the shear stress and the critical load causing bond failure. Theoretical derivation shows that an increase in the ratio between the length and radius of the fibre leads to higher load transfer between the components of the fused fabric composites. Application of higher load results in a higher shear stress experienced at the fibre matrix that, in turn, leads to an increase in the incidence of bond failure.
Jevsnik and Gersac [8] have defined 16 attributes of wool fabric, which influences the bond strength. The weave, ends per inch and picks per inch are found to be the most important attributes. The bond strength of a composite having the plain weave was found higher than the twill weave composites. It was found that keeping all parameters of fusing, fabric and interlining constant did not guarantee the same bond strength. There may be other factors which need to be identified and studied to explain the phenomenon further.
Gutauskas and Masteikaite [106] studied the stability of fused fabric composites by subjecting them to mechanical fatigue. The fatigue was applied to obtain biaxial tension using pneumatic pulsar working under constant amplitude of pressure. The fused fabric composites were subjected to single-sided and double-sided fatigue. The change in the size and shape of the resin dot after fusing was studied. It was observed that as the pressure during the fusing process increased, the incidence of change in cross-section of the fused fabric composites increased. The extent of change depends on the pressure applied during fusing and the structure of the fabric. The change in shape is prominently found in soft and spongy texture than in flat and closed structure. When the fused fabric composites involving firm fabric structures are subjected to mechanical fatigue, they exhibit poor stability and brittleness induced by the resin. The bond strength loss was lesser in the case where the fatigue was applied on the interlining side of the composites than the cases where it was applied on the fabric side. The bond strength of the fused fabric composites subjected to fatigue on double sides was approximately the average bond strength of samples subjected to fatigue on a single side applied on the fabric side and interlining side. Higher duration of exposure of the fused fabric composite to fatigue caused a decrease in bond strength measured after being subjected to fatigue. A higher pressure maintained during the fusing process was found to improve the initial bond strength but may lead to unstable components after being subjected to wear. The tested samples showed a drastic reduction in the bond strength measured after exposure to fatigue [113]. Amar et al. [49] analysed the effect of different types and orientation of fusible interlining on striped men’s shirt fabric. Bending rigidity, elongation and bond strength of fused cuffs were measured and analysed. Further, the fused fabric composites cut in bias direction had better bond strength than fused samples cut in other directions.
Bond strength is influenced by resin dot size, dpi, interlining thickness, and fusing process parameters of time, temperature and pressure. Increasing temperature and time during fusing can improve bond strength [114]. However, this is restricted to a specific range only. Excessively higher settings of temperature, time and pressure during fusing can cause excessive melting of resin. A highly viscous resin penetrates and spreads to the surface of the fabric structures. Inadequate amount of resin in between shell fabric and interlining base fabric leads to low bond strength and poor handle or appearance. Alternatively, lowering the temperature, time and pressure settings can cause lesser melting, leaving the resin as a film between the fabric and interlining with weak bonding and the altered hand of the composite [115].
Extension and shear rigidity
Extensibility is the ratio between tensile stress and strain. Figure 9 shows the fabric extension upon application of load in comparison to that of fused fabric composite. In most cases, a high correlation was reported between the extensibility and bending modulus of fabrics. The recovery of fused fabrics from an extended state is low due to the presence of resin binding [3]. Shear deformation is a combined effect of biaxial tensile and shear forces working on fabrics. As shear forces are increasingly applied on fabric, the deformation causes initial yarn slippage, frictional resistance, and finally leading to structure jam [116]. The shear rigidity of fused fabric is dependent on fibre properties, structural weave and fabric modulus [63]. Fused fabrics are known to have a higher resistance to shear like any stiffer fabric and also found to exhibit poor ability to recover from shear deformation [109]. Though shear properties of the fabrics are well understood, the same has not been successful in case of the fused fabric composites. In an attempt to predict the shear properties of the fabric and interlining using the equations proposed by Kayanama and Niwa [117], both extensibility and shear rigidity showed poor predictability. The effect of adhesive and other fusing parameters contribute to this unpredictability. Another study done on wool, polyester and linen blend fabric for suits found poor relation between the shear rigidity and formability [118]. Shear rigidity could not be predicted well as the shear properties of the composites were found to be non-correlated with the interlining physical properties [48,56]. The authors concluded that shear depends on a large number of factors, which were not entirely considered in the study.

Extension in fabrics and fused fabric composites.
The mechanical and physical properties of ½ twill weave, polyester-nylon blend fabric, cotton woven interlining and the fused fabric composites were measured using the KES-F system by Gersak and Saric [52]. The tensile energy of the composite had reduced by 19.04% in the warp direction and by 40% in the weft direction when compared to that of the corresponding fabric tensile energy. This shows that extensibility has increased after fusing. Further, shear stiffness and bending rigidity of the fused fabric composite had increased when compared to that of the fabric before it was fused. The authors have claimed that fusing has led to increased stability in the garment, but have not explained the reason for higher extensibility. The contrary result is reported in another study on fused wool fabrics, where the tensile resilience decreased and tensile energy increased after fusing when compared to that of the fabric before fusing [109]. It seems logical to conclude that tensile energy should increase after fusing as the extensibility of the fused fabric composites is arrested after fusing. Namiranian et al. have found that there is a significant influence of the orientation of the fusible interlining and fabric weight on the buckling of the composites made of shirting fabrics [50] and worsted fabrics [119]. The buckling behaviour is a valuable property contributing to the formability, especially in collar and cuff. Formability was calculated using the Lindberg’s formula [51] and also evaluated using FAST. The theoretically calculated formability and formability measured using FAST were then analysed. It was found that the orientation of interlining and the weight of the fabric affect buckling. The study also claims that Lindberg’s method is better than FAST to calculate the formability of fused fabric composites. A similar result was reported by Ezazshahabi et al. [120].
Dimensional stability
Dimensional stability is an essential property in the fused fabric composites. The composites consist of two different fabrics and a resin. The component fabrics have different fibre content, structure, thickness and thermal resistance. Differences in dimensional stability of the components can lead to bubbling, surface irregularities and size variations in cut parts [121]. Dimensional changes in composites using shell fabrics with stripes or checks can create problems in matching the garment construction stage. The difference in shrinkage rates between fabrics and interlinings leads to lower bond strength [37].
Lindberg [47] has discussed three different types of dimensional change that occur in the fused fabrics. These include changes due to external stresses, changes due to setting operations, changes due to the release of frozen-in internal stresses and those due to the development of internal stresses by swelling. Theoretical equations were derived which explain (a) the relation between the initial difference in dimension between the fabrics, (b) dimensional changes taking place after the fabrics are fused and (c) specific mechanical properties of the fabrics. The tolerance limit for acceptable change in the length of two components in a multi-component garment part is theoretically derived. Three fundamental fabric parameters governing the results are formability, settability and dimensional stability.
The fused components are also prone to twisting and curling due to differential relaxation shrinkage between fabrics and interlining. The sides of fused fabric composites twist, causing the cut sides to either form a wavy edge or curl up along one side. The curling direction observed, have not always been towards the side that has higher shrinkage. The curling presents a problem in garment finishing as the components do not lie flat. A method was devised by Gutauskas and Masteikaite to evaluate and also predict twisting in the fused components due to relaxation shrinkage [53]. The authors measured the force during the process of shrinkage using an apparatus having two clamps, one fixed and another connected to a cantilever. In the clamped state, the sample is immersed into a water bath and later lifted and dried using a heat source. The change in the tension applied to the sample during the wetting and drying process was measured as shrinkage force. The shrinkage force of the fused fabric composites was found higher than that of individual face fabrics and the interlining. The shrinkage of fused composites was predicted using this measure with some success. The twisting phenomenon of the fused fabric composites was analysed by the (a) shape, (b) face side or interlining side curvature adopted while shrinking, (c) twisting coefficient (ratio between the area of sample projected shadow and initial sample area) and (d) direction measured by the angle of curl. The analysis shows that fabric thickness is a crucial parameter to assess twisting and dimensional stability. The amount of water absorbed by the fabric influences the extent of shrinkage.
Fan and Leeuwner [56] noticed that rippling (Figure 10) was more pronounced in weft direction caused by differential shrinkage in warp yarns in woollen fabrics. In another study of fused woollen fabrics, Jevsnik and Gersak [8] found that the weft shrinkage was higher than the warp shrinkage. The relaxation shrinkage in shell fabric was higher than that of interlining. The relaxation shrinkage of fibres, yarns and fabric structure of component fabrics has a significant influence on the shrinkage in the fused fabric composites.

Rippling of edges in fused fabric composites.
There are many factors like physical, structural, mechanical properties of fabrics, resin type, compatibility of fabrics with other components, garment washing/dry cleaning methods and parameters of the fusing process that are known to affect the dimensional stability of the fused components. Even though the problems associated with dimensional stability of fused fabric composites are plaguing the garment production, literature is scarce to support the understanding of the phenomenon with better clarity.
Drape
Cusick [122] defined drape of the fabric as a deformation that occurs due to gravity when a part of it is directly supported, allowing the rest to fall. Measurement of the drape coefficient of stiffer composites should be done with a sample of radius 18 cm, as commonly used 15 cm sample size is insufficient [123]. The drape of the fabric is known to be highly dependent on its resistance to bending [70,124]. Sharma et al. [125] studied the effect of interlining on the drape of fused fabrics. The drape of the fabric significantly changes after fusing with an interlining. The drape coefficient increased for different fabric samples fused with the same interlining to similar levels irrespective of the initial fabric drape coefficient. Even though the drape of shell fabrics varies extensively, the drape of fused fabric composites using different fabrics fused to the same interlining varies very little. Thus, the fabrics with least drape coefficient have maximum gain in the drape coefficient after fusing, as shown in Figure 11. Bending stiffness and shear stiffness of all fused fabric composites increased in all directions. This increase was attributed to the reduced freedom of component yarn to move. Also, the drape coefficient is more for composites fused with woven interlining when compared to the ones fused with knitted interlining. The reason for this is that woven structures are more compact and rigid, whereas knitted fabrics are open and flexible. A stiff fabric having a higher drape coefficient may have lower formability and fabric with lower drape coefficient may conform to shapes better [105]. Koeing and Kadolph [126] fused a fabric to seven different interlinings. Interlining base fabric structure used in the study included plain woven, tricot warp knit, weft inserted tricot warp knit, random web, dry-laid nonwoven, spun-bonded nonwoven and spun-laced nonwoven. The drape of all fused fabrics was measured, recording the drape shape. When interlining used have a similar structure in both directions, the drape shape of the fused fabric composites shows major nodes in parallel to the direction having least rigidity. In case interlining with higher rigidity in the machine direction, the drape shape of the fused fabric composite had nodes parallel to its warp direction. Literature makes it clear that the measurement of the drape coefficient of the fused fabric composites helps to determine the interlining selection criteria for various applications.

Comparison of drape coefficient of fabric vs. fused fabric composites.
Compression
Compression is expressed as a strain. It is calculated as the ratio between the difference of thickness between the original and compressed fabric thickness to the original fabric thickness. The inherent irregularities on the fabric surface cause difficulty in measuring compression [71]. It is measured by applying a known pressure on the fabric surface. In a study involving wool fabrics and fusible polyester woven interlinings, compression resilience and energy (WC and RC, measured using KES-F) of the fused fabric composites were correlated positively to the thickness and structure of the interlining and negatively correlated to the dpi of interlining [109]. Kalebek and Babaarslan [127] measured the friction coefficient of fabrics fused with interlinings made of different nonwoven base. The frictional properties are the essential criteria of selection of interlinings for attaining desired aesthetics and comfort.
Thickness, surface and structural properties
The thickness of the fabric is an essential factor that is known to influence its flexural rigidity and other mechanical properties. When the thickness is doubled, the flexural rigidity increases by about eight times the original value [71]. In a study by Fan et al. [48] on wool fabrics, the thickness of the fused fabric composites was lesser compared to the combined thickness of the fabric and interlining. However, both measures were found proportional to each other. The role of the interlining in most cases is to increase the compactness of the fused fabric composites when relatively compared to the component fabric. Pearson’s correlation done between the physical properties of interlining and low-stress mechanical properties of fused fabric composite of interlining and wool fabric, in a study by Zhang et al. [59], showed that resin dpi, thickness, structure and weight affected the tensile resilience. The dpi of resin was correlated negatively to bending stiffness (B) and the thickness of the fused fabric composites. The surface roughness was correlated negatively to dpi and thickness of interlining. The thickness and resin density were correlated negatively with each other. Further study [109] on wool fabrics revealed that as the fabric thickness, the bending rigidity and total hand value increase, and the softness decreases. The increasing thickness, achieved by an increase in yarn density, leads to more inter-yarn friction. This friction leads to an increase in the volume and stiffness, causing reduced softness value. The stiffness and thickness showed good correlation, but softness, smoothness and total hand values are less correlated. The authors summarised that thickness is a good indicator of hand values of wool fabrics, fused or otherwise. Thicker fabrics are smoother and stiffer and have higher hand values. While subjectively evaluating fabrics, evaluators gave higher hand values to fabrics with higher volume, stiffness and smoothness. The increase in the number of points of contact of fabrics and interlinings increases the composite’s stiffness but is not significantly affecting the smoothness and hand values. Mousazadegan et al. have shown that the formability of fused composites is dependent on the firmness of the fabric structure. Formability was found to increase when the fabric has more weft floats in the structure [128].
Ancutiene and Stranzdiene [129] studied the effect of orientation of the interlining on the fused fabric composite’s resilience. The relation between the pendulum impact behaviour and mechanical properties evaluated by KES-F system was studied. The resilience was highest when the fusible interlining was on the bias direction, and the resilience was lowest when the interlining was in straight grain. Further [130], the degree of deformation depends on interlining thickness and gsm. The study concluded that the use of thicker and higher gsm interlining improves the resilience of fused fabric composite. Kim et al. studied the effect of dry-cleaning on the mechanical properties of fused lightweight worsted fabrics. The tensile properties, compression, surface friction, bending and shear of the dry-cleaned fused fabrics were measured using KES-F. The fused fabrics were dry cleaned 10 times. The mechanical properties of the samples were measured after each dry-cleaning process. The tensile work, bending rigidity and shear modulus decreased with each dry-cleaning process, and the formability and drape improved [131].
The above discussions provide insights on the influence of low-stress mechanical properties of the fused fabric composites on the quality and the hand of the fused fabric composites. The literature throws light on the various methods available to objectively measure these properties and their influence on the behaviour of the fused fabric composites.
Subjective and objective evaluation of fused fabric composites
The fused components traditionally have been evaluated subjectively to ensure the suitability of application. The evaluation of quality is gauged by visual appearance, feeling the surface, compressing between fingers, assessing volume and warmth [9,52]. Fabrics are rated by judging sensations like stiffness or limpness, hardness or softness, and roughness or smoothness [71]. The literature shows that the subjective evaluation of the handle of fabric is tedious and not free of errors. Mahar et al. [66] claim that experimental error can be between 5 and 12%. The subjective evaluation of a large number of samples over a short period can also lead to an erroneous conclusion [67–69]. Thereby, several attempts were made to reduce this error. The subjective evaluation of fabrics can be made more systematic by defining important fabric attributes to be gauged. Objective evaluation systems were developed by studying the corresponding mechanical properties that relate to these attributes. According to Kawabata [70], databases of subjective evaluation and corresponding objective measurements help in predicting performance characteristics. The precision of subjective evaluation is higher when the evaluation panel has a large number of experts who have dealt with fabric selection for a substantial number of years.
Sztandera et al. [94] used the CALM scale (comfort affective labelled magnitude scale) [132] in the subjective measurement of hand feel. The scale increases the objectivity in evaluating fabric tactile properties. It evaluates the contribution of the mechanical properties towards the comfort properties of the fabric. The study reported that the compression resilience rate, graininess (hand feel property analysed subjectively) and weight are the most influential attributes in predicting comfort values. Zhang et al. [59] studied the relation among the physical properties, low-stress mechanical properties and hand value of one woollen fabric, six different interlinings and six fused fabric composites. The samples were subjectively evaluated by 40 judges on parameters including stiffness, smoothness, softness and total hand value. The objective evaluation of the same was conducted using KES-F system. The study confirmed a good correlation between the two approaches. The moving and wearing comfort of jackets was analysed using Scheffe’s paired comparison test by Kim et al. [133]. Three jackets were constructed with the same fabric fused with different interlinings and one jacket with no interlining. Evaluators ranked the varying degree of wrinkling, constriction (difficulty in movement) and quality of jacket parts. The study showed significant differences in pressure felt in different garment parts. This was attributed to the pressure exerted on the fabric due to constrained deformation caused by body movement. It was also noted that moving comfort was more profoundly felt by the wearer than the pressure applied. Various connected garment parts affect the garment deformation, and thereby the fused components affect the deformation in non-fused components of the garment. The comfort of the jacket was found higher when the stiffness was lower. In another study involving 40 jackets, the fused panels were subjectively evaluated by an expert team and rated as good, average or poor. The same samples were then objectively evaluated using KES-F. Fabric tensile, bending and shear properties were found related to the subjective assessment. Of the three measures, the tensile property was found to provide the best measure to distinguish between the two categories of good and bad appearance of suits [2]. Zhang and Kan [134] conducted a subjective evaluation of fused fabric composites. The study involved male and female evaluators from different educational backgrounds. The results of the tactile and visual evaluation were statistically analysed to estimate the influence of the differences in gender and educational background upon the rating of softness, stiffness, smoothness and total hand value. Female evaluators gave higher ratings for softness when compared to men. Those with an educational background in textiles gave a higher rating for tactile sensations of fabric.
Considerable efforts were made in the objective measurement of the hand of the fused fabric components. Fan et al. [48,135,136] reported on the development of an objective method of selecting compatible fusible interlinings for different wool and wool blend fabrics to achieve better garment handle and drape. The FAST system was used to measure the extensibility, bending rigidity, shear rigidity and thickness. The study involved wool or wool-blend suiting fabrics and 10 different fusible interlinings. A total of 50 fabrics were fused. The bending rigidity of the entire fused fabric composite was measured with the sample bent with the outer fabric on the convex side. The FAST evaluation result was found correlated to the predicted values reported in a previous study [48]. The extensibility and shear rigidity of fused fabric composites could not be predicted well, as FAST results were less accurate at low load and extension. Bending rigidity of fused fabric composites showed good relation to that of fabric and interlining measured individually [135]. In a further study, the authors proposed that the interlining selection should be conducted based on the favourable mechanical properties of interlinings. A control chart proposed the favourable range of mechanical properties of fused fabric composites. The properties include warp formability, weft formability, warp extensibility, weft extensibility, warp bending rigidity, weft bending rigidity, shear, bending ratio, mass ratio and shear ratio [136]. The study, however, has not considered dimension stability, which is an essential factor influencing the quality of fused fabric component.
The objective evaluation method described by Kim and Slaten [97] involves the measurement of the extraction force measurement on a tensile tester. The authors claim that the extraction method is suitable for fabric that changes in hand after processing as in case of fusing. Fan and Ng [99] have described a method to calculate the stiffness, smoothness and fullness empirically. Experts subjectively evaluated several nonwoven fusible interlining. The analysis showed that these three properties are critical primary handle properties of fusible interlining. These three properties were compared with hand values obtained from KES-F and FAST. Two sets of formula were proposed to calculate the three attributes using the values measured using KES-F and FAST. Yildiz and Ozdil [9] found a good correlation between the subjective evaluation and the objectively measured parameters of woollen fused fabrics, which included compressibility, kinetic friction coefficient, circular bending rigidity, drape angle and thickness. Another study has employed 3D visual data of the shape of the jacket to assess the appearance [57]. The surface unevenness was captured on horizontal and vertical cross-sectional lines. The smoothness value, which describes the evenness of the jacket when fitted on the body, was derived. On comparison with the visual assessment, the results showed partial agreement between the visual sensory test and the test involving the 3D data capturing and smoothness value calculation.
The literature shows that several studies have established the relationship between the objectively measured values of mechanical properties of the fused fabric composites and the corresponding subjective ratings of hand characteristics given by the experts. These studies give a better understanding of both the methods available for evaluation and establish the relation between them.
Properties of fused fabric composites: Prediction
Predicting the behaviour of fused fabric composites is required to facilitate the selection of optimum interlining and fusing process parameter. This prediction also helps in visualizing the effect of adding interlining to garments using 3D virtual systems on fit and fall of the end garment [63,137]. The numerical measurements of mechanical properties using KES have been recommended for application in 3D virtual fitting as a predictor of fused fabric composite behaviour. The authors recommend programming 3D virtual fitting system to use the KES total hand values to arrive at the fit and fall of fused garment component. Lai [115] attempted to predict fusing quality. Factors considered were (a) fabric and interlining structural properties, (b) fusing process parameters of time, temperature and pressure. The hand values of the fused fabric composites are highly correlated to the hand values of the fabric and interlining. This correlation reduced as the resin quantity and dot size increase. Shishoo et al. [6] found that the prediction of specific properties of a fused fabric composite is possible if the corresponding properties of the component fabrics are known. The residual extension of the composite was equal to the sum of the extension of the component fabrics (when extended to the same level). The shear stiffness of fabrics fused with interlining with random dots of resin was more predictable than dot coated ones. Bending stiffness of the fused fabric composites was 4 to10 times the sum of bending stiffness of the fabric and interlining.
A set of prediction equations were developed to establish a relationship between the mechanical properties of the fused fabric composites, constituent fabrics and fusible interlinings. Machine learning was attempted using a knowledge acquisition system – RETIS program package. The objective evaluation of fabrics, interlining and composites was done on the FAST system. This facilitated in understanding the relationship between the constructional parameters of the wool fabric on the properties of fused fabric composites. Correlations between the nodes were used to analyse the influential factors on the properties of the fused panel, especially the formability. The results showed that formability of the fused panels reduced when the yarn-density increased both the warp way and weft way. The study found that the fabric weight influences formability [138].
Seam blowing is a condition of the inability of the fabric to form a crisp fold or crease, resulting in rounded garment edges. The press test customarily used to measure the crease angle was used in predicting the seam blowing in the final garment. The higher the crease angle measured, the higher is the rating of seam blowing on the sewn garment. The fabrics that had a smaller angle of crease were likely to produce a crisp flat seam when sewn. It was found that wool fabrics that are prone to seam blowing are also prone to seam pucker. The research established seam pucker rating (subjective rating by experts) as a function of formability and crease angle (measured in press test). The study concluded that fabrics having lower formability could be used to form pucker-free seams by improving the pressing performance [139].
Jevsnik and Gersak [140] used the finite element method to model the drape behaviour of fused fabric composites. The proposed method could predict the drape form on the drape pedestal and other possible drape shapes. The drape of a fused panel was experimentally evaluated, and also by modelling and numerical simulation. However, the attempt failed as the drape shapes recorded experimentally did not match exactly with the simulation. Kim et al. [141] verified the use of Kanayama’s [117] method for predicting the bending rigidity using the laminate theory. The effect of pressing on the fabric, interlining and the composite was individually studied. The changes in mechanical properties of the materials after fusing were noted. It was found that the equation developed to predict the bending rigidity using the laminate theory could be used with greater accuracy than earlier due to reduction in thickness of interlining and adhesive mass reduction. They further [142] verified the use of the laminate theory to predict the bending rigidity of the fused knit fabric. The tensile and in-plane compressive moduli of the neutral surface were used to predict the bending rigidity. The calculated values were found to be close to that of the experimental values. In another study, the validity of three methods of theoretically predicting the bending rigidity of fused components was checked using the weft-knitted fabrics [143]. The method included calculation of bending rigidity using (a) laminate theory, (b) tensile and in-plane compressive moduli, and (c) relative position of neutral axis in bending. It was found that both the methods using the (a) laminate theory and (b) tensile and in-plane compressive moduli are not suitable for use on the knitted fabrics due to high prediction error. The third method (c) using the relative position of neutral axis in predicting bending rigidity was found to be similar to that of the experimental data of the fused knitted fabrics. Further [144], the application of theoretical equations for computing bending rigidity was used on 80 combinations of fused fabric composites. The neutral axes of the composites were found to be significantly away from the centroid. The position of the neutral axes was obtained using theoretical equations.
Kim et al. [145] proposed a model for predicting shear stiffness of fused fabrics, using the increasing ratio (IR) of shear. The authors, in a previous study [146] showed that shear stiffness of fused fabric composites depends on the weave density of component fabric and dpi of interlining. IR is defined as the ratio between the shear stiffness of fused fabric composite and that of the component fabric. A regression equation was formulated to predict the IR using the mass of resin on the interlining. The prediction error was found high in case of composites with higher shear stiffness. Further work [147] involved the analysis of creep behaviour of laminated woven fabric with interlining under low stress in the bias direction. Fabric creep is the deformation under a constant load. The visco-elastic model was used to predict the creep of fused fabric composites and component fabrics. Fused fabric stripes of 80 cm were suspended for seven days and the creep strain was measured at the beginning and end of seven days. The study confirmed that creep strain of fused fabric was lower than that of component fabrics. The model used to predict the creep strain of fused fabric gives a good indication of the extent of deformation in the bias direction. Wang et al. [148] reported the construction of principal-BP neural network for predicting the bond quality of fabric composites after wash and dry wash. The parameters of fabrics and interlinings were analysed by principal analysis, and eight principal components were obtained through this method. A BP neural network with a single hidden layer was constructed including eight input nodes, six hidden nodes and four output nodes. Training of the network was conducted with a back-propagation algorithm. Eight principal components were used as input parameters, and bond qualities were used as output parameters. The learning process was successful in achieving a minimum global error. The bond qualities were predicted with this training network, and there was a good agreement between the predicted and tested values.
The localized delamination of interlining from the fused fabric composites of wool and wool blended fabrics was studied by Fan and Leeuwner [56]. The term used to define the characteristics is rippling potential. The measure of rippling potential was plotted against the subjectively evaluated rippling ratings of the same samples. The authors failed to report a statistically significant correlation between the calculated values and subjective rating, although the chart shows that there is a relation between the calculated and rated values. In another attempt, Hearle’s equation [149] was used for predicting the anisotropic linear elastic behaviour of fused components. The study concluded that the orthotropic model could be used to understand the bending resistance, as long as the positions of yarns and fibres do not deflect from their original placements [150]. Jevsnik and Gersak [8] attempted the bond strength prediction model based on machine learning. Sixty woollen fabrics of which 27 plain weave, 28 varieties of ½ twill weave and 11 varieties of 2/2 twill weave were fused to 3 different interlinings. Bond strength of a complete set of 165 samples was measured. The attributes which define the range of values which the variables can take consisted of structural and mechanical properties of the fabric and interlining, the hand parameters measured using the FAST system and bond strength. The machine learning was completed using the tree-structured regression method with these sets of examples. The algorithm was written based on the regression tree of the nature of TDIDT (top-down induction of decision trees) using the RETIS programme. The testing of the model was done using 15 sets of examples. Correlation between the predicted bond strength and actual bond strength was found to be good. The various attempts to predict the mechanical properties of fused fabric composites exhibit a mixed result. Prediction is more successful in some instances like bending rigidity, formability, extension, bond strength and drape but is still very poor in case of shrinkage, shear rigidity and dimensional stability.
Objective material selection models for fused fabric composites
Several approaches are available to optimize the interlining selection process (Table 3). A control chart was proposed for objectively evaluating the compatibility of the outer and fusible interlining fabrics [48]. The ideal value range for the mechanical properties of fused components of tailored wool jacket garment parts was tabulated for the desired hand of wool and wool blend fabrics. Fan [151] defined the ideal interlining compatible with a wide range of outer (garment) fabrics. Fan et al. [136] proposed a method of selecting compatible fusible interlinings based on fabric objective measurement results. Taguchi method employing robust engineering was used to select the interlining and fusing process parameters that ensure the maximum bond strength [152]. In a similar work, Yoon et al. [54] used the Taguchi method of experiment design to arrive at optimum fusing condition. The experiment was designed with three levels and four factors, namely the fusible interlining, fusing time, temperature and pressure. The effect of various factors on the bond strength was studied. The estimated fusing conditions were validated with the experimental findings. The most influential factors contributing to fused fabric composites quality were determined using the analysis of variance. Artificial neural network was used to formulate a model for predicting the fused fabric composite quality using the structural properties of wool fabric and interlining. The samples of both fabrics and interlinings selected for model development did not justify all garment categories that require fusing. This led to an incomplete representation of factors and material combinations to justify a model that represents all situations. Yun et al. [153] have developed an expert system using a database of fabrics and interlinings. The knowledge acquisition based on the behaviour of fused fabric composite and the effect of fusing process parameters was established through experimentation. The expert system is efficient in optimizing the selection of interlining. It is clear from the literature that the gap in determining the causal factors and their individual, and the combined influence on the fused fabric composite behaviour are limiting the performance of the models developed for interlining selection.
Methods employed in predicting fused composite behavior.

Conclusion
A wide range of interlinings are available for a variety of garment application. The large selection became possible due to the vast research in materials science and fabrication technology. The factors contributing towards hand characteristics and quality of the fused fabric composites were defined and studied extensively. This research facilitates better selection of interlining for various applications. The search for the most influencing factors that can be objectively measured and used for predicting fused fabric composite behaviour has been a preferred approach in most studies. This approach has helped in mapping the range of physical, structural, mechanical properties and fusing process parameters that can be combined to result in a particular hand and fusing quality. Many studies have established the essential parameters for selection of an interlining for a given application as bending rigidity, shear rigidity, drape, tensile properties, bond strength and hand feel of fused fabric composite. The objective evaluation of hand, in most studies, has been measured through shear rigidity, extensibility, formability, drape, bending rigidity, compression and thickness of fused fabric composites. Literature supports that the subjective evaluations done by experts have a fair degree of reliability and primarily used in the evaluation of hand of fused fabric composite. The quality of fused fabric composite quality is determined by measuring its bond strength, dimensional stability and visual appearance.
Many studies have attempted to understand the relationship between the subjective evaluation of fused fabric composites and corresponding values of mechanical and structural properties. This knowledge remains incomplete as many phenomena are not fully understood and thereby still in a form that is unavailable for commercial use. Various fabric parameters like fabric handle, structural characteristics, interlining fibre type, structure, gsm and resin type are not always sufficiently informative about the fused fabric composite behaviour. Shear rigidity, dimensional stability and rippling tendency are still not fully understood and thereby need in-depth study. The improved understanding of properties of fused fabric composites can contribute towards an accurate prediction of properties of any given combination of fabric and interlining for a specific end-use and hand feel. The knowledge is useful in virtual modelling for product development and optimised material selection. Although much work concentrates on fused fabric composites involving wool and wool blend fabrics used in jackets, very little literature is available in the fusing of the shirting and lightweight dress fabrics. Further studies covering all types of fabric and garment application are required. The prediction of fused fabric composite behaviour can become more accurate using this knowledge, in turn, facilitating efficient materials selection and effective determination of fusing process parameters.
Footnotes
Authors' Note
G Renjini is also affiliated with Department of Fashion Technology, National Institute of Fashion Technology- Bengaluru.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.