
Abstract
Men’s formal shirts have fused components requiring a specific level of stiffness to maintain a crisp formal look. The stiffness of the neck band is an essential criterion in the aesthetic look when displayed on the retail shelf and during end-usage. This study aims to explain the effect of the physical parameters of the fabric, interlining and fusing process parameters on the flexural rigidity of the fused collar stand. The two-step factorial analysis of screening and reduced factor design shows that the flexural rigidity of samples after fusing is influenced by three factors: fabric areal weight, interlining areal weight and interlining finish. Furthermore, the flexural rigidity of samples was reduced considerably after washing and was influenced by three factors: interlining areal weight, interlining finish and fusing time. The polynomial equation explaining the relation has been derived. The findings help understand the variables to consider while selecting interlinings for formal shirts.
Keywords
Introduction
Shirt neckbands possess a high level of stiffness to remain upright without buckling. The neckband should also form a comfortable shape around the wearer’s neck. This is achieved in the men’s formal shirt neckband by fusing the shirting fabric with a woven fusible interlining. The fusible interlining is a textile material with a coat of thermo-sensitive adhesive resin. The fusing of the interlining to the garment components helps achieve a specific stiffness, volume, crease recovery and durability.1–3 The neckbands can be either single fused or double fused. 4 In single fusing, a single layer of interlining is fused to the neckband cut component. Double fusing involves the fusing of two interlinings to the shirting fabric. The interlining skin is placed on the back side of the shell cut components from cut edge to edge, and the interlining patch is placed covering seam line to seam line. This composite is then fused together as shown in Figure 1.
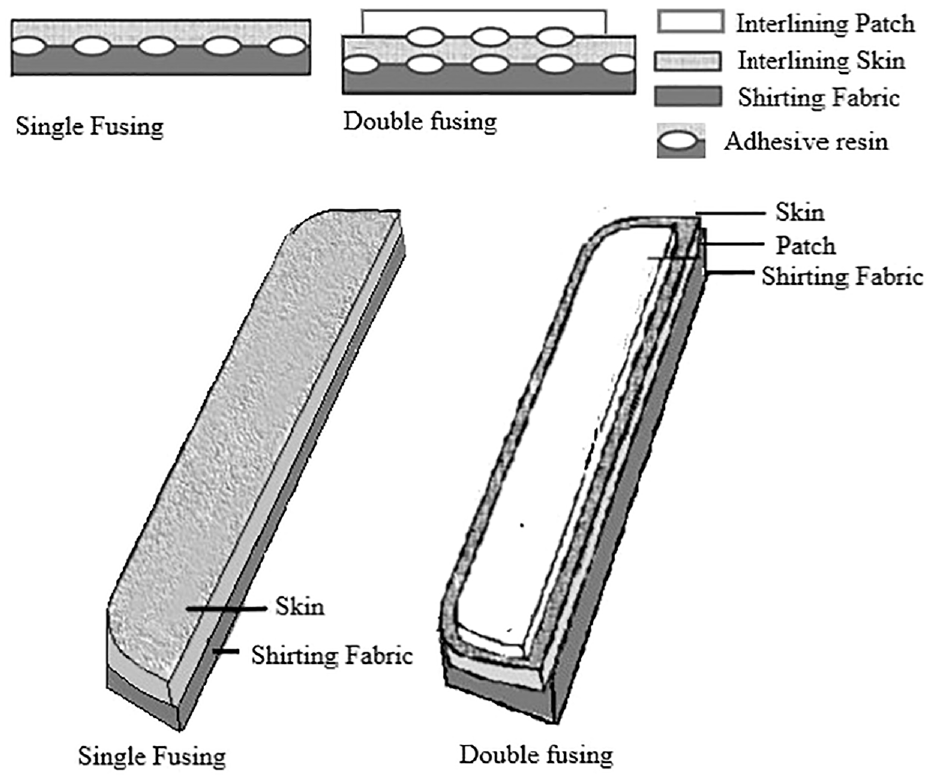
Single and double fusing of shirt neckband.
Stiffness is one of the principal components in evaluating the garment’s appearance 5 and contributes to the wearing comfort of shirts. 6 It can be measured as flexural rigidity (FR), the ratio of the fabric’s resistance to bending and its weight. 7 The stiffness of the fused component is always higher than the combined stiffness of the component fabrics.8,9 There are three reasons for this increased stiffness – an increase in the thickness of the fused component, 10 the presence of the adhesive resin,11,12 and the shrinkage caused by exposure of the fabric layers to high temperature and pressure. Sukigara and Nishiyama 13 and Zhang et al. 14 have observed that the fused composites with higher adhesive resin content exhibit a higher stiffness level. Kim and Park 15 reported that the stiffness increases with an increase in interlining yarn density. Kim et al. 16 verified the equations proposed by Kanayama and Niwa 17 to predict the bending rigidity and analysed the change in bending rigidity after pressing. High prediction errors were noticed in fused composites made of satin fabrics. This led to further work involving wool satin fabrics which proposed new theory on laminate stiffness, considering the neutral axis of the shell fabric, and the tensile and compressive moduli of the component fabrics. 18 Another study on effect of different structural properties of woollen fabrics on stiffness showed that fabric weight, weave structure and fabric cover factor influence the stiffness of the fused composites. 9
Various attempts in analysing and predicting the stiffness in the fused components mainly involve wool or wool blend fabrics used for jackets.19–22 These works show that the main factors affecting stiffness in fused fabric components are the structural parameters of component fabrics. The results of these studies may not be applicable in shirts as they require higher rigidity than jackets. Stiffness in the fused shirt components should be maintained high, even after multiple cycles of wearing and washing. The shirt neckbands are mostly cut on the cross-grain and thus the crosswise warp yarns go around the neck. 23 The stiffness of the neckband in the warp direction affects shape formation and retention after being attached to the collar and shirt neckline. 24 Furthermore, the load acting on the seams of the neckband is high due to the difference in stiffness of fused and unfused parts. 21 The visual effect created by the difference in stiffness level in the shirt parts due to fusing should be applicable in the virtual sampling images.
This study aims to understand the factors that influence the stiffness of the shirt neckband in the warp direction, measured after fusing and after washing. The study aims to understand the influence of 10 factors related to fabric (fibre content, areal weight, weave structure, fabric cover factor and silicone finish), interlining (areal weight, finish) and fusing process parameters (time, temperature and pressure) – on the FR of fused samples. The shirting fabrics considered for this study were limited to cotton and cotton–polyester blend fabrics. Initially, the Plackett–Burman design is employed to screen the most influential factors. The second stage analysis of the screened factors employs a full-factorial design for analysis and prediction. This information can help in optimised interlining selection for the desired stiffness and durability of the collar neckband. The prediction of FR using a simple equation can help in virtual sampling of shirts.
Materials and Methods
Materials
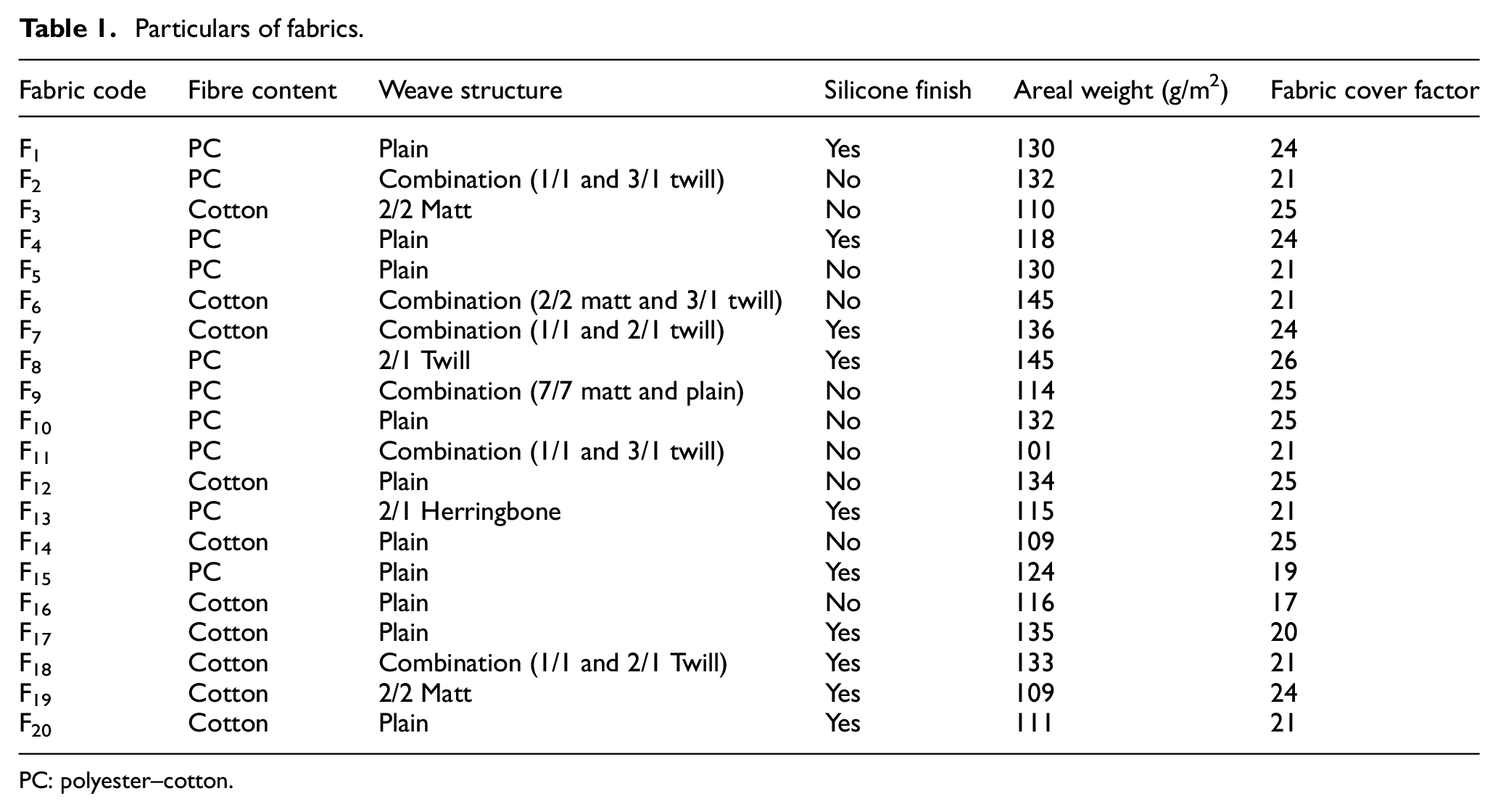
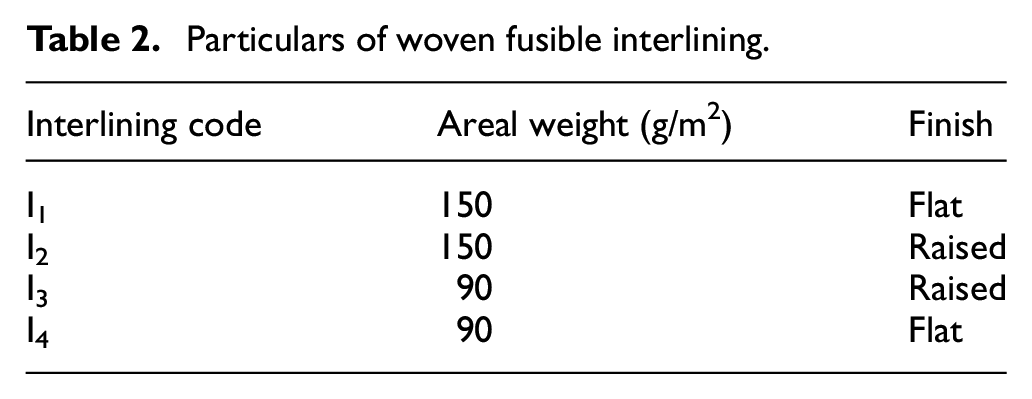
Commercially procured 100% cotton and 50–50% polyester–cotton (PC) shirting fabrics, detailed in Table 1, were used for the study. The shirting fabrics with a combination weave structure comprising plain weave and twill/satin/matt (Engineered weave) and those with plain weaves were selected for the study. Half the fabric selected has a silicone surface finish, and other half has no finish on it. The ends per inch (EPI) and picks per inch (PPI) of the fabric were determined using a pick glass (ASTM D 3775). The warp and weft yarn linear density were evaluated using a Beesley balance (ASTM D 1907). The cover factor of the fabric was calculated using Peirce’s formula; 7 100% cotton woven fusible interlinings, dot-coated with HDPE (high-density polyethylene) resin in a random dot pattern, were selected for the study (Table 2). Raising is known to alter the hand feel of the interlining, and its impact on the stiffness of fused parts needs further understanding. The two types of interlining finishes selected for the study are raised and flat. Raising is a mechanical finish given to the woven interlining for achieving a brushed or napped appearance as seen in Figure 2(a). 22 The fibre ends in the interlining base fabric are brushed and raised by passing the interlining over a brush roller. This process makes the fused neckband increase in volume and leads to a fuller hand feel. The flat finished interlining refers to interlining not subjected to mechanical raising (Figure 2(b)).
Particulars of fabrics.
PC: polyester–cotton.
Particulars of woven fusible interlining.
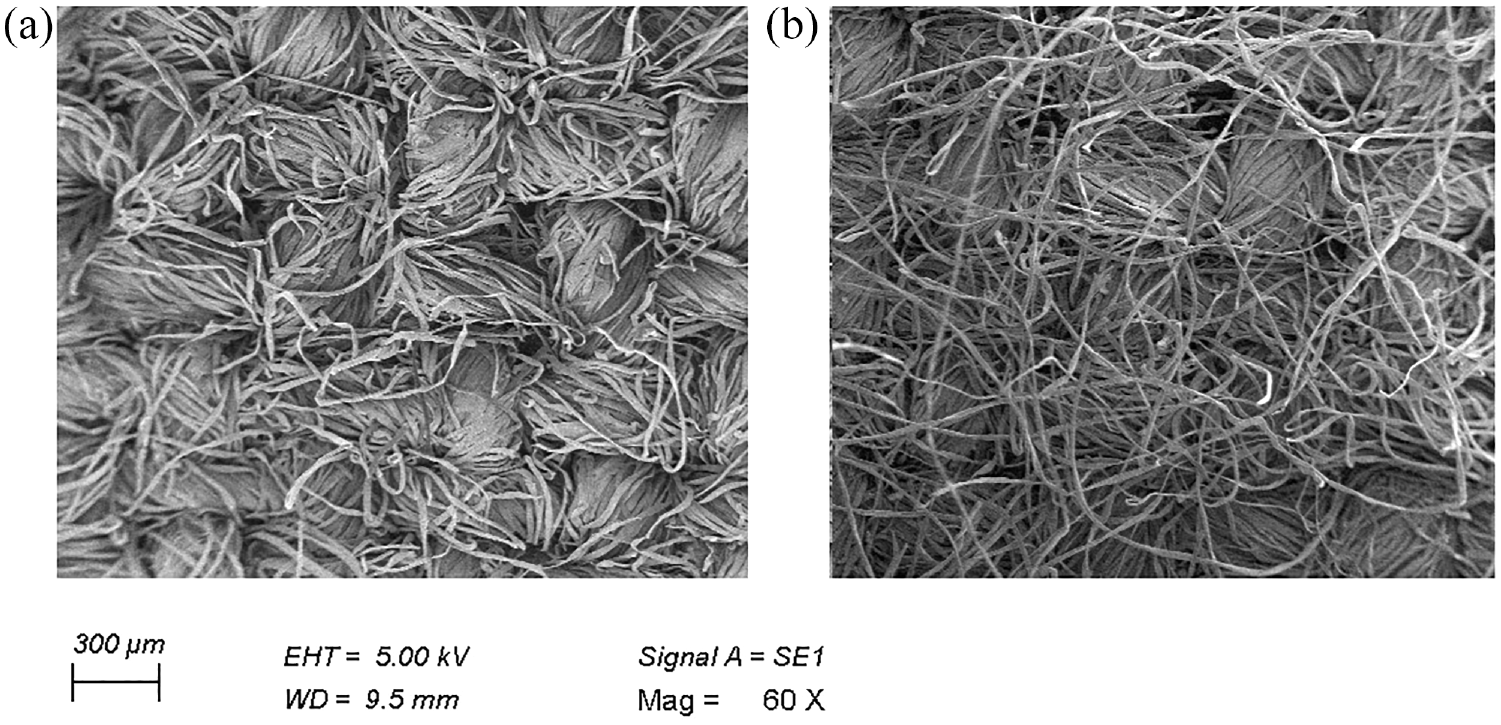
(a) Interlining without raising (flat interlining) and (b) interlining with raised finish (raised interlining).
Experimental
As the FR of the shirt neckband is critical in the warp direction, the values of the same in the warp direction were considered. 23 The FR was analysed using the statistical software Minitab. Two replicates of samples were fused as per the experiment design (Screening and full-factorial design) using full-width fabrics and interlining. The samples were fused on a continuous fusing machine – Hashima, HP-600LFS. The fusing was done on the time setting of 15 and 20 s, at a temperature of 150°C and 170°C and at a pressure of 1.5 and 3 kp/cm2 as required as per the experiment design.
Screening Design
The Plackett–Burman design of experiment with 10 factors was used as a screening design. 25 As the influence of factors on fused neckband comprising cotton woven interlining is unknown, a screening design was used in screening out the factors that significantly affect the FR of the fused samples. The fabric fibre content, areal weight (grammes per square metre), structure, fabric cover factor, fabric finish, interlining areal weight, interlining finish and fusing process parameters (time, temperature and pressure applied during fusing) are the 10 factors used for the screening design. The two levels of the factors considered for the screening design are tabulated in Table 3, and the Plackett–Burman design is presented in Table 4. Ten samples were double fused with skin and patch interlining (Igsm – high (+1)), and the remaining 10 samples were single fused with skin interlining (Igsm – low (–1)). After fusing and cooling, the fused fabrics were cut into two halves. One half was used in preparing the test specimen for measuring the bending length before wash, in the warp direction as per ASTM D 1388, 2018. The remaining half of the fused samples were washed five times (ASTM D 2724, 2019), and the bending length was measured after washing.
Selected design parameters.
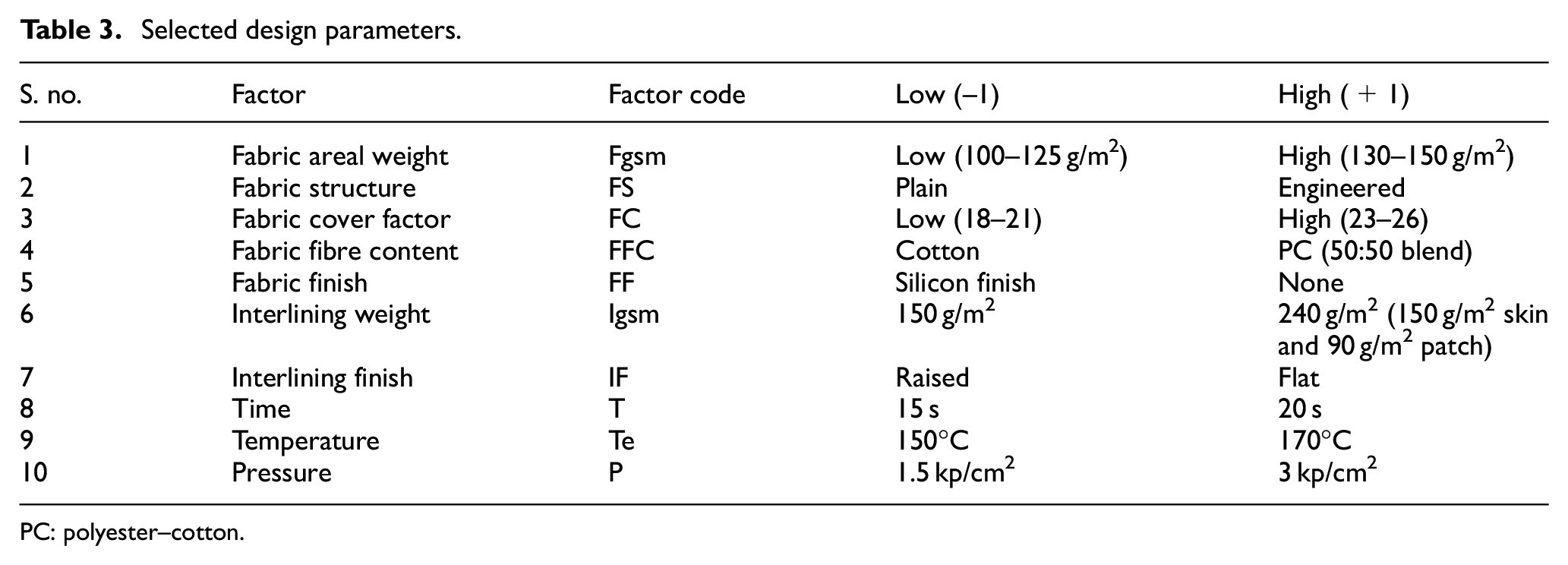
PC: polyester–cotton.
Plackett–Burman design matrix and FR of fused samples.
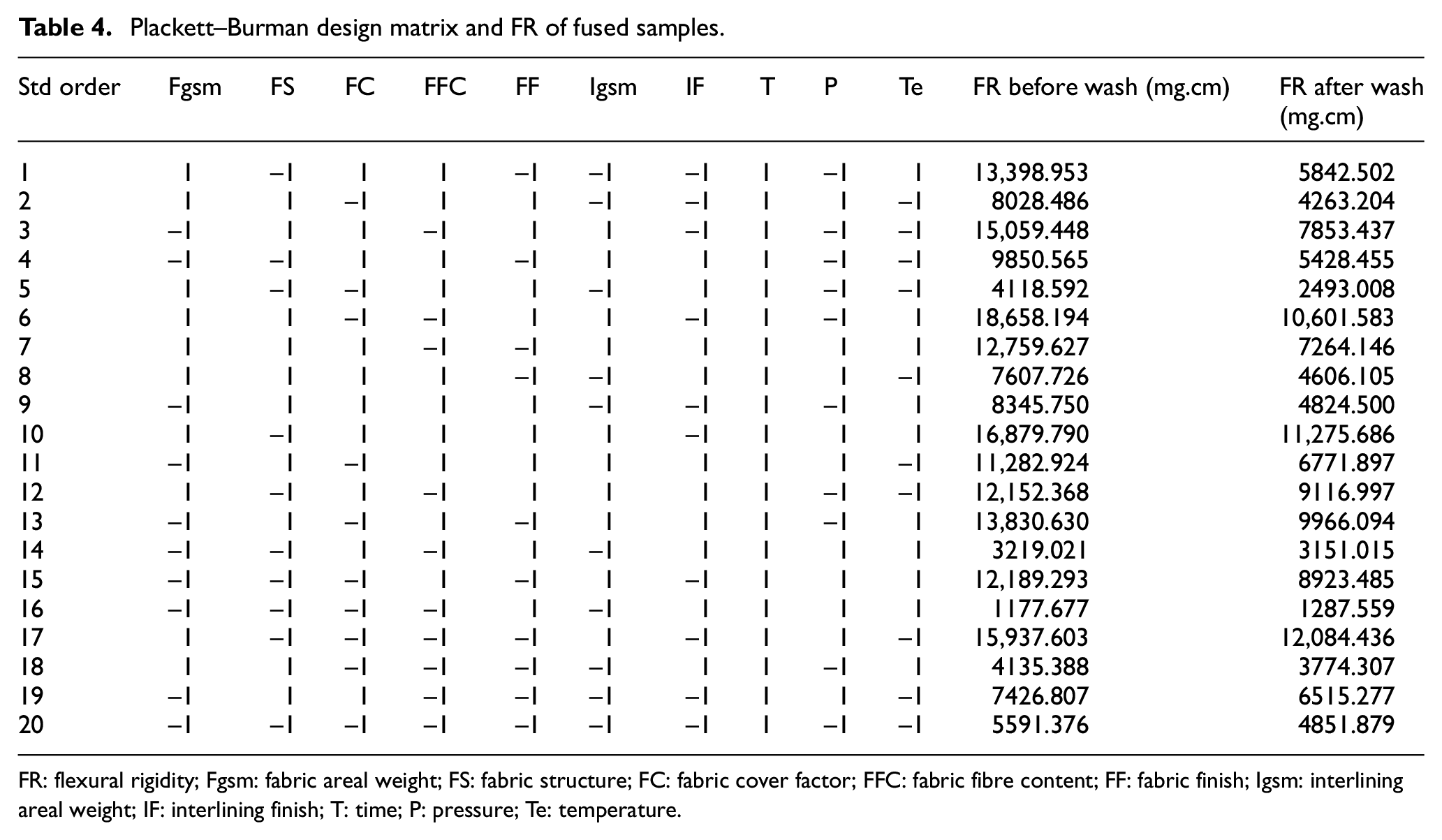
FR: flexural rigidity; Fgsm: fabric areal weight; FS: fabric structure; FC: fabric cover factor; FFC: fabric fibre content; FF: fabric finish; Igsm: interlining areal weight; IF: interlining finish; T: time; P: pressure; Te: temperature.
Evaluation of FR
The fused samples were cut to 25 mm by 200 mm. In total, four warp way samples were cut for each fused sample. There were two replicates for each test run. The bending length was measured using cantilever test apparatus. The FR (G) was calculated using equation (1).

where W is fabric mass per unit area and c is bending length (overhang length/2) in centimetres.
Full-Factorial Design of Experiment
The factors recording a significant main effect in the screening design based on high coefficients of determination and significant effect (p value < 0.05) on the FR in the warp direction were used to form a full-factorial design. Full-factorial designs are very robust designs that use all the combination of the factors and the change in the response of the FR with every combination of factors. 25
In this study, the 2 k full-factorial regression model with k factors taken at two levels is given in equation (2).

where, y is the response being studied (the FR of fused samples); xi represents the factors considered in the full-factorial design; and β0, βi and βij refer to the regression coefficient for the intercept, linear and interaction terms. This statistical model has k main effects,
The adequacy of the regression model was verified using the adjusted coefficient of determinant squared (Adj. R2). The samples were fused as per this design, and the FR was measured after fusing and after washing. The analysis of the design provided the regression equation, and the main and interaction effects of the studied factors on the FR.
Results and Discussion
The FR of the fused components (Figure 3(b)) increased after the fusing compared to that of the fabric (Figure 3(a)). The average FR of fabric samples before fusing was 108.84 mg.cm. It is noteworthy that FR reduced from an average value of 10,082.51 mg.cm before washing to an average value of 6544.77 mg.cm after washing. This reduction (35.08%) of FR after washing might be due to the removal of the sizing present in the cotton woven interlining during the five washing cycles. The screening design and corresponding responses for 20 combinations of the factors are given in Table 4, and the analysis of variance (ANOVA) of the screening design is summarised in Table 5.
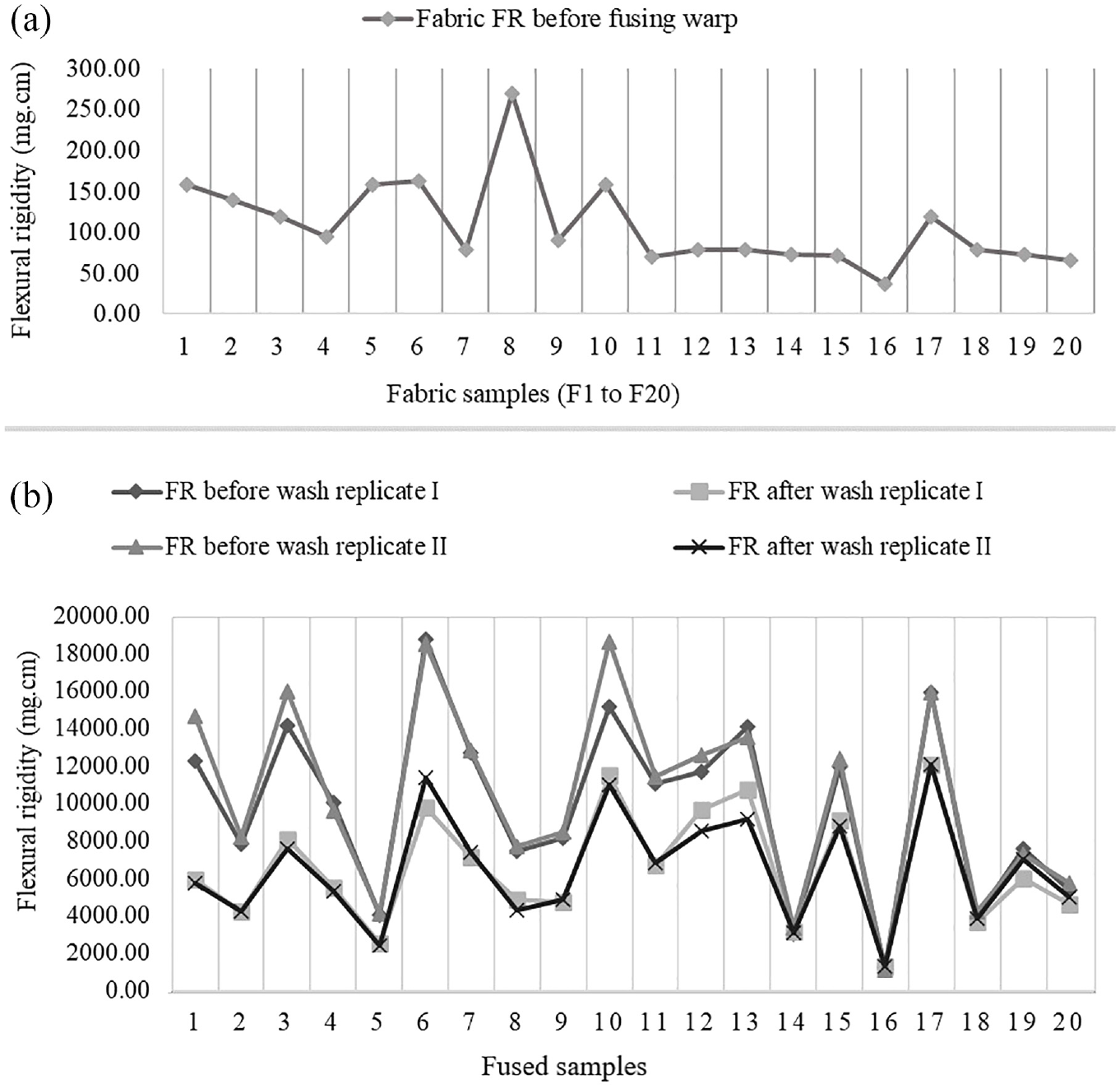
(a) Flexural rigidity (FR) of the fabric and (b) the FR of fused samples before and after washing.
Analysis of variance of flexural rigidity in the screening design.
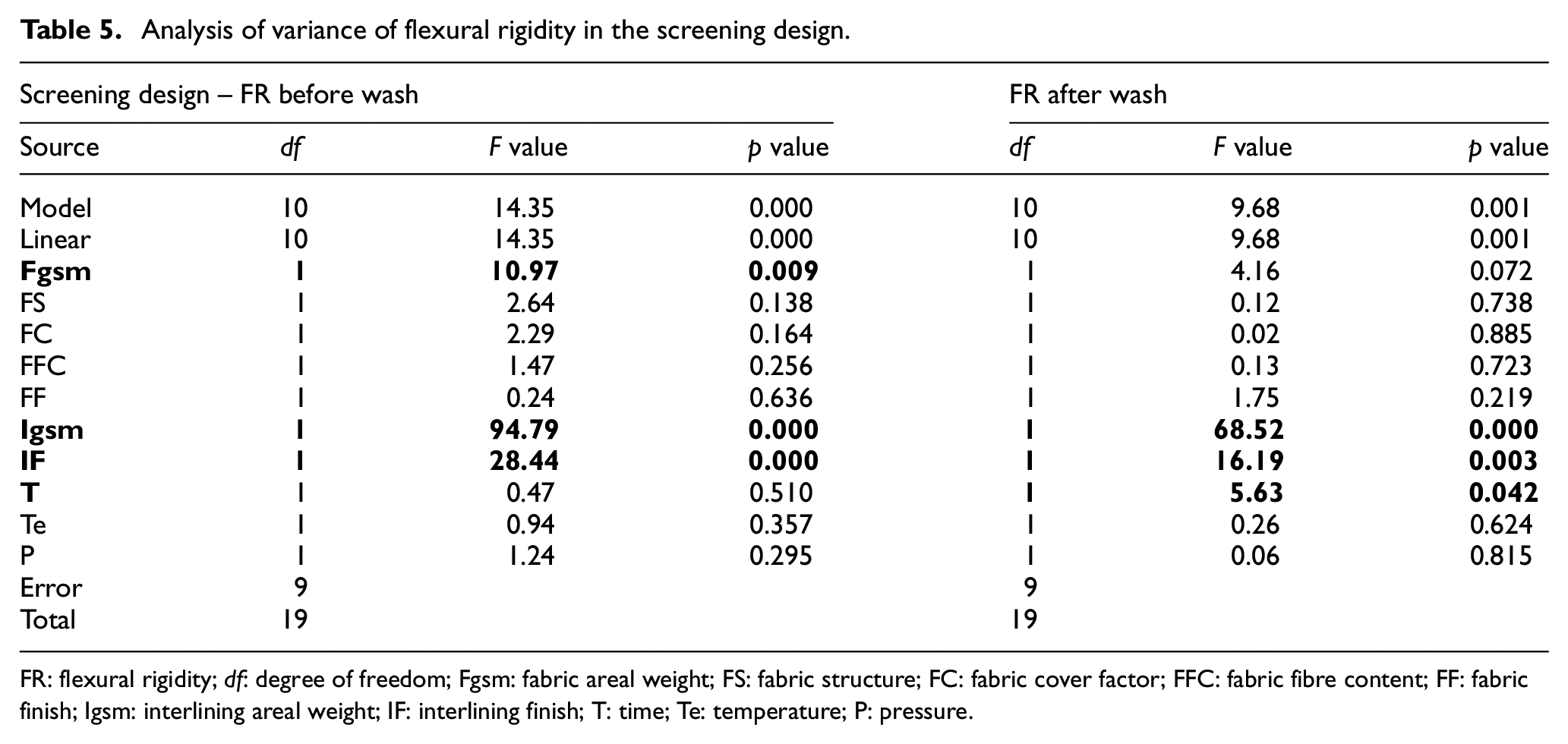
FR: flexural rigidity; df: degree of freedom; Fgsm: fabric areal weight; FS: fabric structure; FC: fabric cover factor; FFC: fabric fibre content; FF: fabric finish; Igsm: interlining areal weight; IF: interlining finish; T: time; Te: temperature; P: pressure.
FR of Fused Samples before Washing
The statistical analysis of the screening design (Table 5) shows that the FR before washing is influenced by three significant factors that are marked in bold, namely, fabric weight (Fgsm), interlining weight (Igsm) and interlining finish (IF). The full-factorial design (Table 6) was formed with the three factors and used to analyse and predict the FR. The adjusted coefficient of determination squared (Adj. R2) for the model is 97.52% (Table 7). In the analysis of variance of the regression model, the three factors and interactions – Fgsm × IF and Fgsm × Igsm × IF – are statistically significant (p value < 0.05). The interaction effect of fabric areal weight and interlining areal weight (Fgsm × Igsm) as well as interlining areal weight and interlining finish (Igsm × IF) on the FR were found to be insignificant with a higher p value (Table 8). Furthermore, the master model was reduced to the predictive model by removing insignificant terms. After removing the terms Fgsm × Igsm and Igsm × IF, the chart showing residuals versus fitted value showed no trends. The lack of fit has a p value of more than 0.05 (p value = 0.501), which indicates that the model is adequate. This implies that 97.52% of the variability in the data is taken into consideration in the model. The regression model obtained based on the stepwise selection method is given in equation (3):
Full-factorial design for the FR of fused samples before washing.
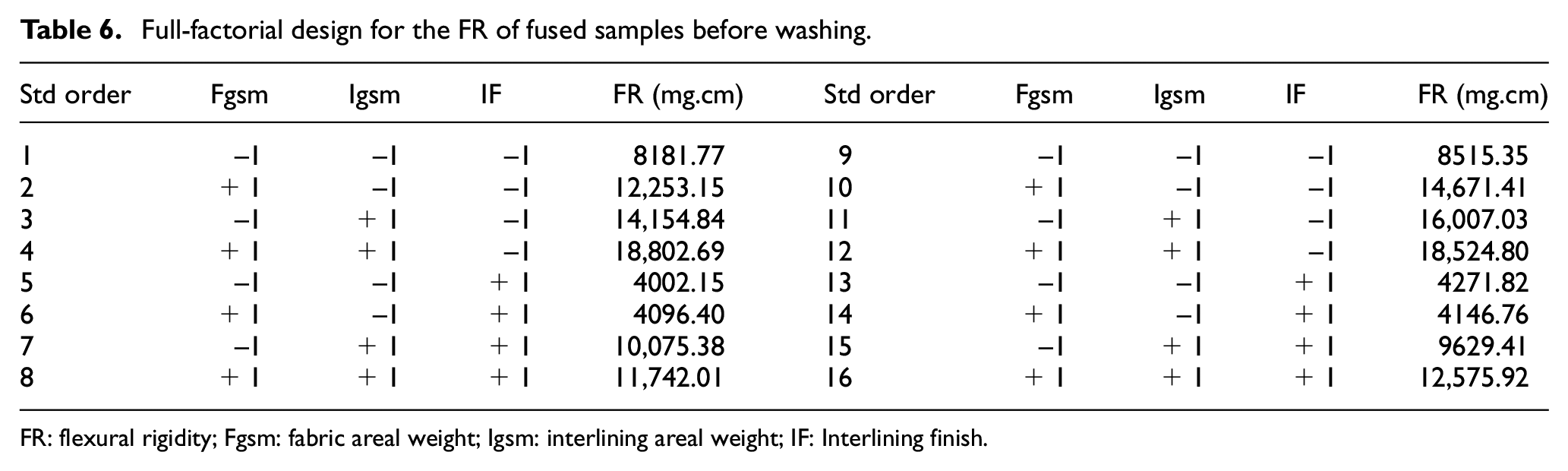
FR: flexural rigidity; Fgsm: fabric areal weight; Igsm: interlining areal weight; IF: Interlining finish.
Factors used in full-factorial design models for predicting flexural rigidity.

Analysis of variance of flexural rigidity of fused samples before wash.
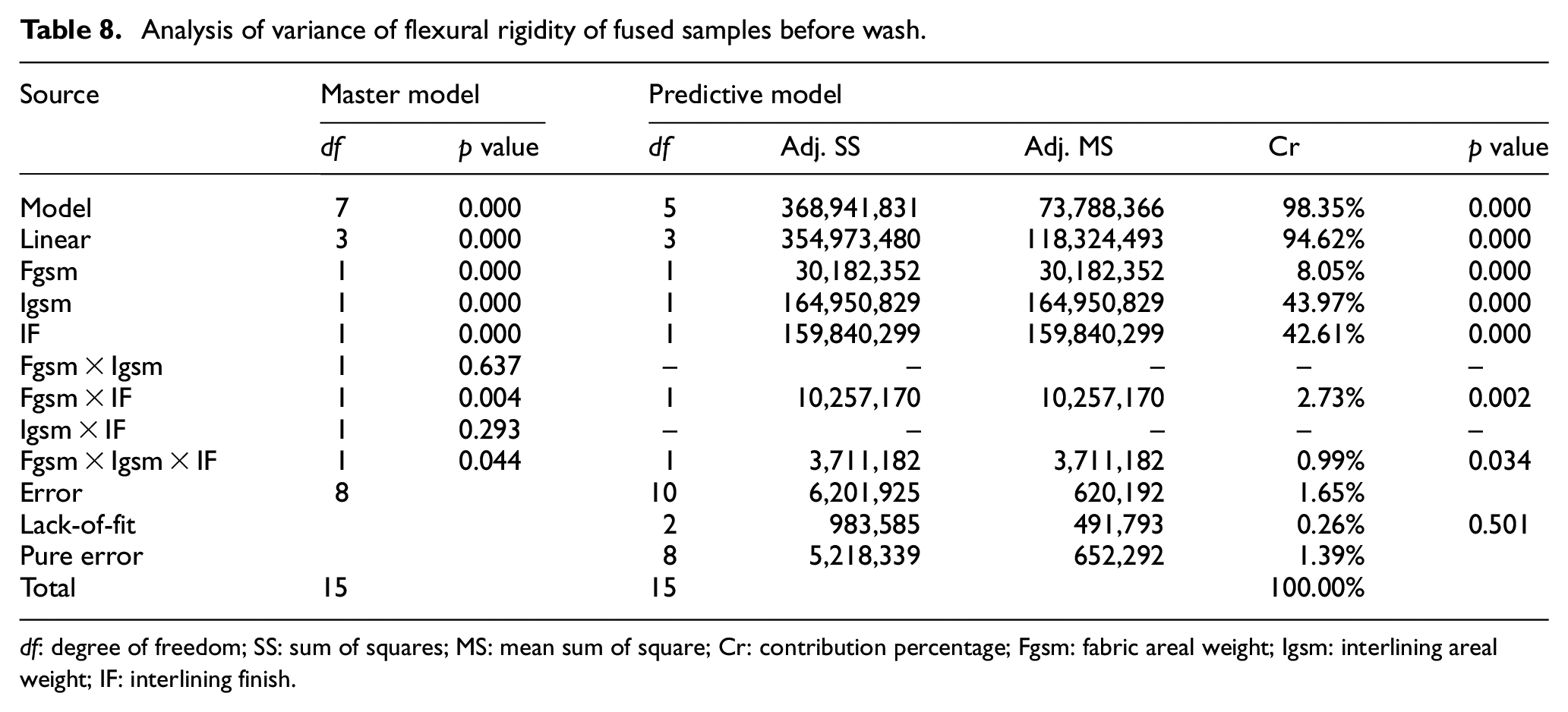
df: degree of freedom; SS: sum of squares; MS: mean sum of square; Cr: contribution percentage; Fgsm: fabric areal weight; Igsm: interlining areal weight; IF: interlining finish.
The analysis of variance summarises the degree of freedom (df), the sum of squares (SS), the mean sum of square (MS), contribution percentage (Cr), adjusted SS (Adj. SS), adjusted MS (Adj. MS), F value and p value (Table 8). It shows that interlining weight and finish have a more significant effect (contribution of 43.97% and 42.61%, respectively) on the FR of the fused neckband than the fabric weight (a contribution of 8.05%).
The sample fused as per factor combination in run 4 (Table 4) was fused with a lower weight fabric (118 g/m2), double fused with a higher weight interlining (240 g/m2). The fused sample number 5 was fused with higher weight fabric (130 g/m2), single fused with a lower weight interlining (150 g/m2). Both these samples were fused to flat interlinings. The FR of fabric F5 before fusing (158.19 mg.cm) was higher than that of fabric F4 (94.73 mg.cm), whereas after fusing, the FR of fused sample 4 (9850.565 mg.cm) was higher than that of sample 5 (4118.592 mg.cm). The result corroborates with findings that the interlining properties influence stiffness more than the properties of shell fabrics.26,27 The FR of the neckband samples was higher when the fabric weight and interlining weight were high. Similar results were observed in a study involving woollen fabrics for outerwear garments. 28 The use of raised interlinings also led to higher FR in the fused samples (Figure 4(a)). This substantiates the finding reported in earlier study 10 that increased thickness or bulk leads to higher stiffness in the fused composites. The difference in FR in samples with the fabric of low areal weight fused with raised and flat interlining was low. The same difference was higher when high areal weight fabrics were used (Figure 4(b)). This implies that different finishes in interlining impact the samples with fabrics of higher areal weight than the samples with lower weight fabrics. Furthermore, the increase in rigidity was higher when raised interlinings were used. The results suggest that the highest FR of 18,663.7 mg.cm can be achieved in fused neckband components using interlining of higher weight (240 g/m2) with the raised finish (Figure 4(c)). The combination of flat interlining with low weight interlining and fabric achieved the lowest FR of 4121.6 mg.cm. An increase in the fabric weight to a high level did not improve stiffness in the fused samples. This result shows the higher impact of interlining weight compared to the fabric weight on the fused sample stiffness.
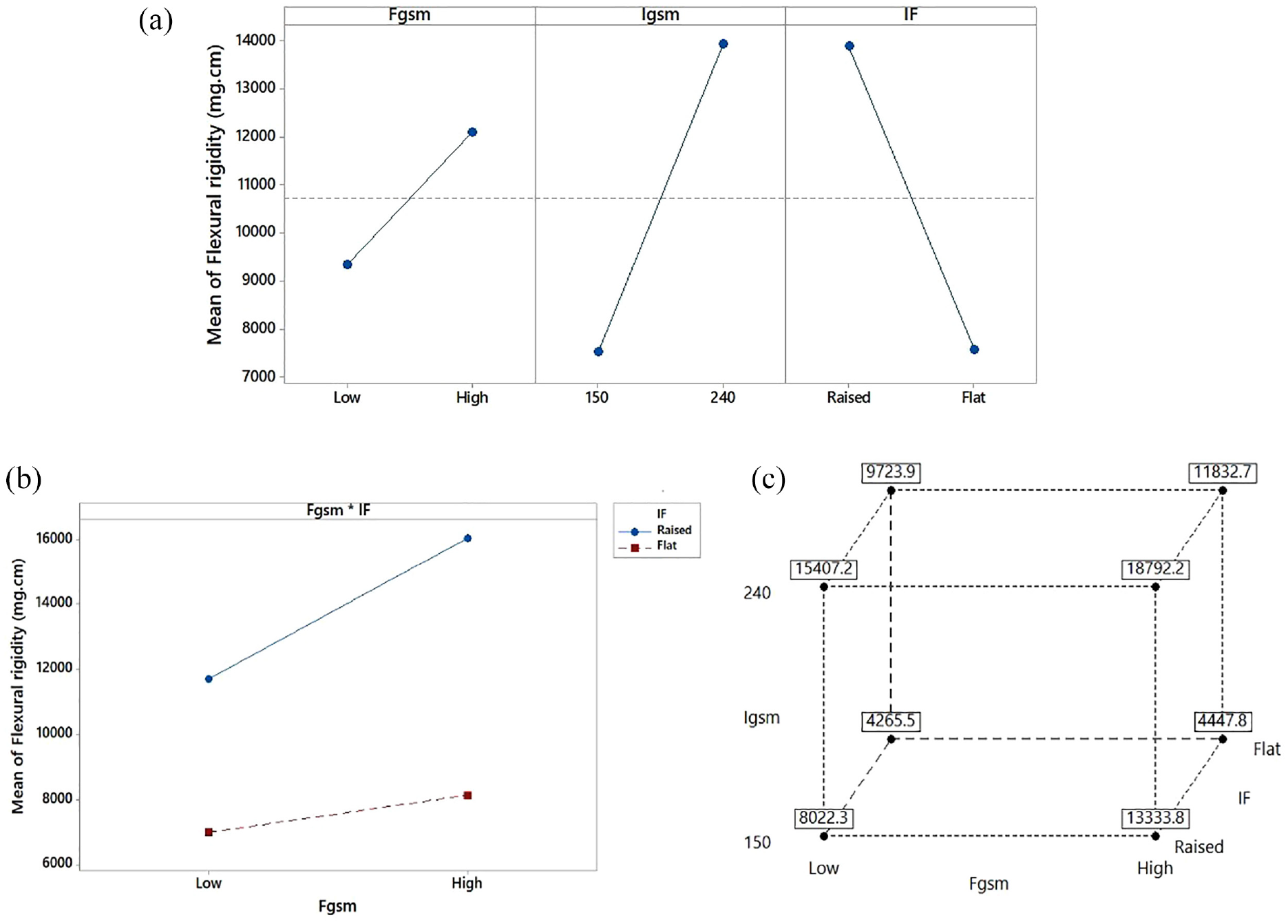
Effects plot for flexural rigidity of fused samples before washing: (a) main effects plot, (b) interaction effect plot and (c) cube plot.
FR of Fused Samples after Wash
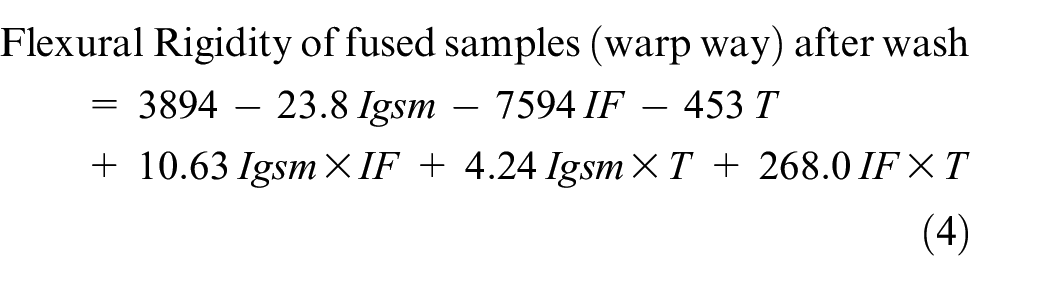
The screening design analysis of washed samples (Table 5) shows that the factors (marked in bold) that have a significant effect on the FR measured after washing of the samples are interlining areal weight (Igsm), interlining finish (IF) and time (T). The experimental design and response for FR after washing is tabulated in Table 9. The model and the three factors and interactions were found to be statistically significant (p value < 0.05) (Table 10). The adjusted coefficient of determination squared (Adj. R2) for the model is 97.04%. This implies that 97.04% of the variability in the data is taken into consideration in the model. The interaction effect of factors is significant as the p value is less than 0.05. The lack of fit has a p value of more than 0.05 (p value = 0.114), implying the model can differentiate the variation in response (the FR of neckband samples after washing) caused by changes in two levels of all three factors. The regression equation that explains the effect of the three factors on the FR of neckband samples after washing is given in equation (4):
Full-factorial design for flexural rigidity of fused samples after washing.
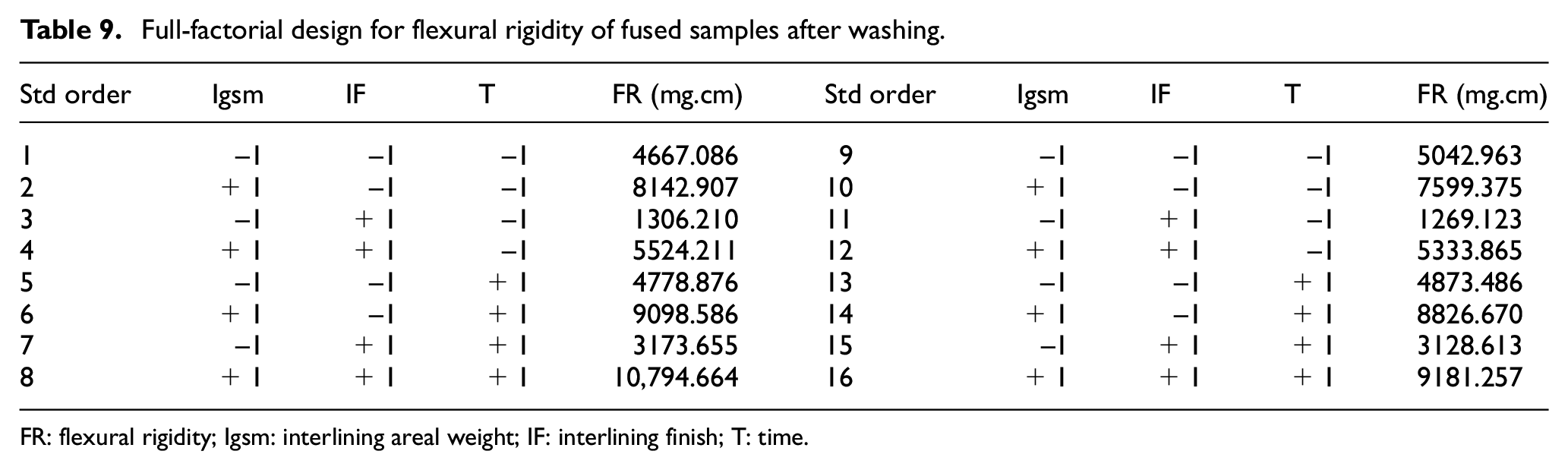
FR: flexural rigidity; Igsm: interlining areal weight; IF: interlining finish; T: time.
Analysis of variance of flexural rigidity of fused samples after washing.
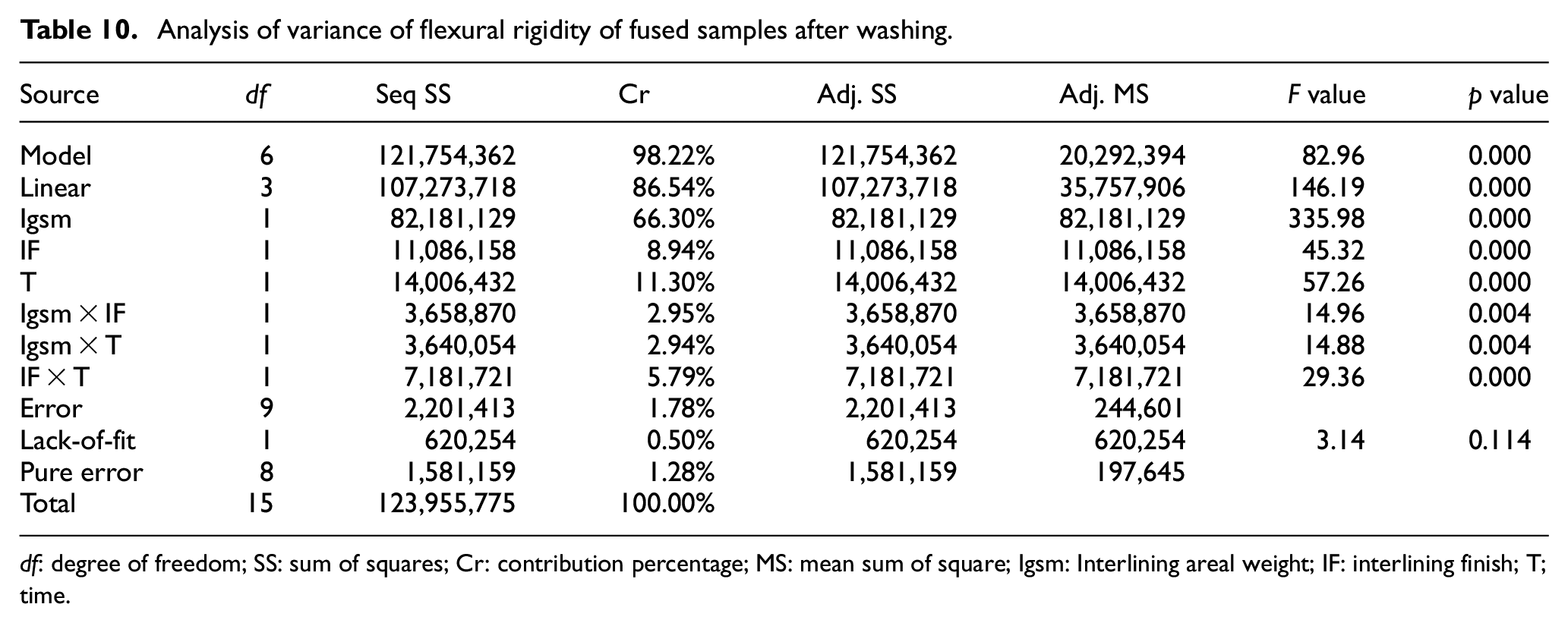
df: degree of freedom; SS: sum of squares; Cr: contribution percentage; MS: mean sum of square; Igsm: Interlining areal weight; IF: interlining finish; T; time.
The FR changed significantly after the neckband samples were subjected to washing (Figure 3(b)). Similar to the unwashed samples, a higher FR was seen in interlinings with higher weight and raised finish after washing (Figure 5(a)). Samples single fused with an interlining weight of 150 g/m2 had an average FR of 3530.00 mg.cm, and samples double fused with interlining weight of 240 g/m2 had an average FR of 8062.69 mg.cm. Raising in interlining led to increased bulk, and this increased the average FR values from 4963.96 mg.cm in samples with flat interlinings to 6628.74 mg.cm in samples with raised interlinings. Increasing fusing process time from 15 to 20 s led to an increase in the FR of the samples, from an average of 4860.72 to 6731.98 mg.cm. Increased time and temperature during fusing cotton fusible interlining enhanced the FR in the fused composites. 29 Unlike samples before washing, the fabric weight had no significant effect on the FR of washed samples. The interlining weight had the highest impact, with a contribution of 66.30% of the total effect on the FR (Table 10). The interaction plot (Figure 5(b)) shows that the single fusing of flat interlining (150 g/m2) gave the lowest stiffness (2219.40 mg.cm), and double fusing of raised interlining (240 g/m2) gave the highest stiffness (8416.88 mg.cm) in samples. The interaction Igsm × T shows that the FR values of single-fused samples (interlining weight = 150 g/m2) differed slightly when fused at 20 (FR = 3988.66 mg.cm) and 15 s (FR = 3071.35 mg.cm), whereas this difference was higher in double-fused samples. Double fusing (240 g/m2) for 20 s gave an FR value of 9475.29 mg.cm, and double-fused samples for 15 s gave an FR value of 6650.09 mg.cm. The double-fused samples had three layers of fabrics forming the composite. A longer time allowed heat transfer through these layers which melted the adhesive resin and improved fusing quality. Furthermore, there wawes no significant difference in FR when the levels of interlining finish (IF × T) are changed when samples are fused for a time of 20 s (6569.55 mg.cm for raised interlining and 6569.55 mg.cm for flat interlining). However, at 15 s, the average FR in samples with raised interlining (6363.08 mg.cm) was higher than that of flat interlining (3358.35 mg.cm). The reason for this could be the presence of loose fibre ends on the raised interlinings causing hindrance in effective temperature transfer to the resin when fused for a shorter duration. This leads to improper melting of the resin. The lower resin viscosity caused due to this ineffective temperature transfer can result in irregular fusing of resin film on the interlining base with the fabric, leading to higher rigidity. The raised interlining gives a supple feel to the fused neckband. This implies that the highest FR is achieved when the raised interlining of 240 g/m2 is fused to the fabric for 20 s (Figure 6(a)). As the areal weight of interlining reduces, the rigidity of the fused samples reduces. The neckband samples fused with flat interlinings of lower weight (150 g/m2) for less duration (15 s) had a softer hand. The range of FR in the fused neckband samples with flat interlinings was 2000–8000 mg.cm, whereas the same for the raised interlining was 5000–9000 mg.cm (Figure 6(b) and (c)). The surface plot (Figure 6(d)) shows the linear positive effect of time and interlining areal weight on FR in the fused neckband samples.
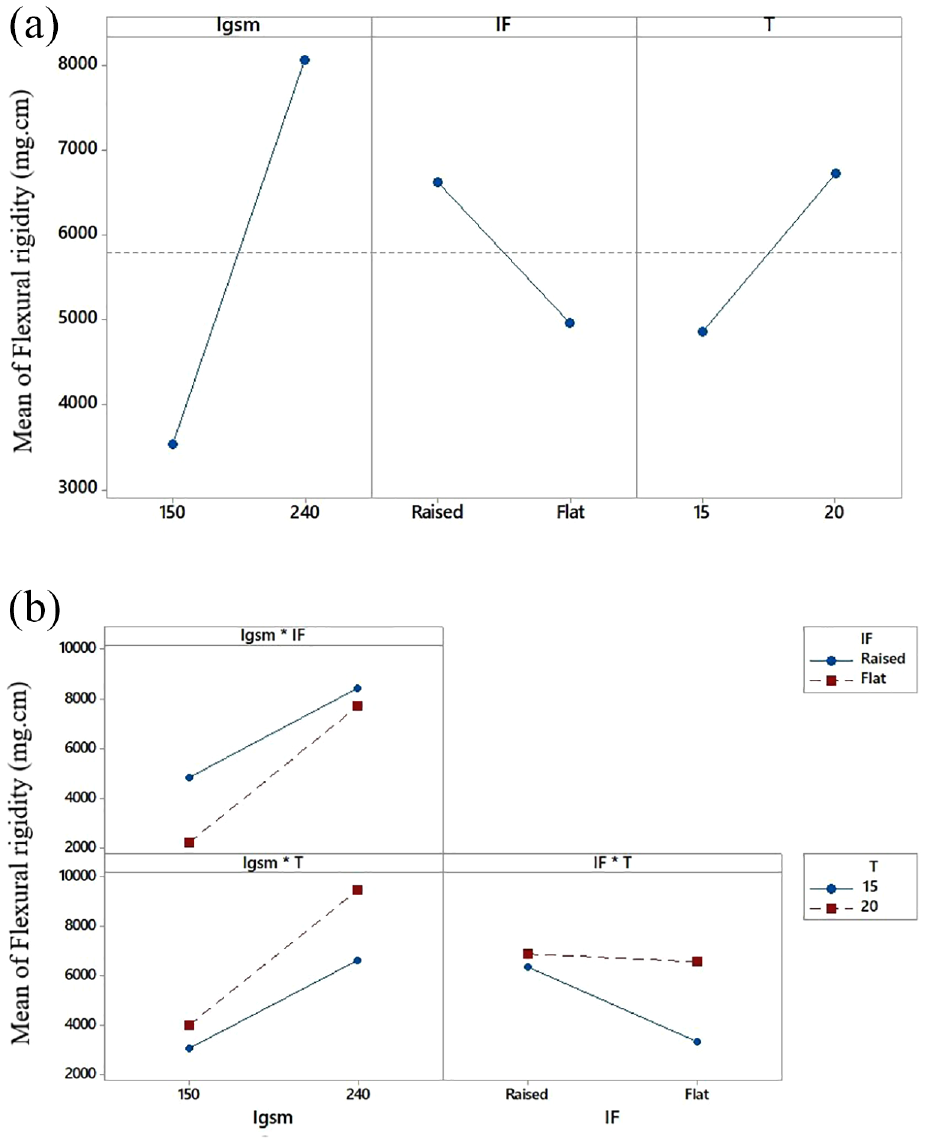
Main and interaction effect plot for flexural rigidity of fused samples after washing: (a) main effects plot and (b) interaction effect plot.
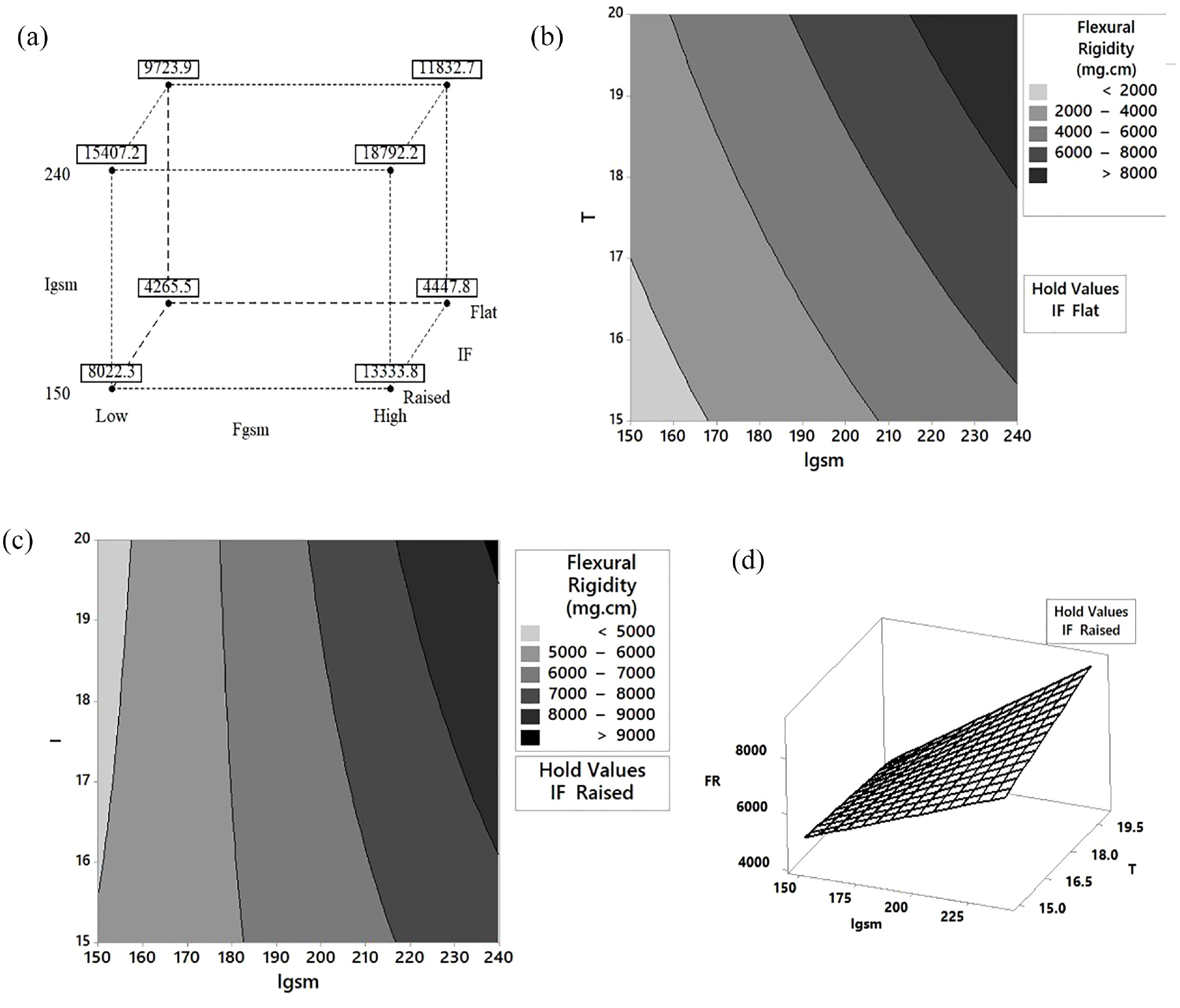
Cube, contour and surface plots for flexural rigidity of fused samples after washing: (a) cube plot, (b) contour plot-flat interlining and (c) contour plot-raised interlining.
Conclusion
The fused shirt components had high FR values from 3000 to 18,000 mg.cm. Available literature on the stiffness of fused composites concentrates on the lower FR requirements specifically used in jacket manufacturing. This work throws light on the application of higher weight woven interlinings used in shirt neckbands. Based on the factorial analysis of the FR of the samples in the experimental investigation, the prediction of FR based on the properties of the component fabric, interlining and fusing parameters has been attempted. This work also elaborates the effect of fabric areal weight, interlining areal weight, interlining finish and fusing time on the FR of the fused shirt components. The fused shirting neckband samples were studied after fusing and after washing. The finding suggests that double fusing with an interlining of high areal weight (240 g/m2) with the mechanical raising finish results in a stiff neckband. The FR in these fused neckbands is high even when the component shirting fabric weight may be slightly lower. The FR of sample increases by 85.42% when the interlining areal weight is increased from 150 to 240 g/m2 (FR of samples with low Igsm = 7517.35 mg.cm and FR of samples with high Igsm = 13,939 mg.cm). The FR of samples fused with raised interlinings has about 83.53% more stiffness (13,888.9 mg.cm) than the samples with flat interlining (7567.48 mg.cm). After washing the samples, the study found that the highest FR is achieved when the samples are fused for a longer time (20 s). The stiffness of washed samples fused for 20 s (6731 mg.cm) is about 38.49% higher than the washed samples which were fused for 15 s (4860 mg.cm). The FR of the studied samples decreased by 35.08% after washing due to the loss of the sizing material from the interlining. As the increased stiffness is essential for a shirt neckband, the sizing used in the interlining base fabric should not get washed away. The proposed regression model can help select the right interlining for specific stiffness requirements in the shirt collar neckband. Furthermore, the final appearance of the neckband after multiple wear and washing cycles can be predicted. This aids in selecting the right interlining for a given look, which sustains even after multiple use. This helps in increasing the life of the garment and also reduces the need for multiple iterations in sampling.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.