
Abstract
In this study, a type of double-layer electromagnetic shielding fabric that combined reflection and absorption layers was successfully fabricated. Polypyrrole-coated cotton fabric was prepared by in situ polymerization and used as electromagnetic wave absorbed layer. A type of metal composite yarn containing stainless steel wire was woven into warp-knitted fabric as the reflection layer of double-layer electromagnetic shielding fabric. The electromagnetic shielding and conductive properties of double-layer electromagnetic shielding fabric were investigated in this work. Result showed that the electromagnetic shielding effectiveness could reach up to 15 dB in a large frequency range from 500 MHz to 1.5 GHz. The electrical conductivity of polypyrrole-deposited cotton fabric was 0.15 S/cm. To investigate the physiological wear comfort of prepared sample, the effect of moisture content on drying rate and air permeability was also discussed. Results indicated that the existence of polypyrrole on the cotton fabric displayed negative influence to water absorption. Furthermore, it was also found that the air permeability of electromagnetic shielding fabric decreased linearly with the increased water content in the fabric, and the air almost could not pass over the fabric when the water content reached approximately 80%. The study was designed in order to have a clear understanding of double-layer electromagnetic shielding fabric and provide advice to produce protective clothing to protect humans from electromagnetic radiation.
Introduction
Various forms of electromagnetic (EM) waves with different frequency bands have been produced with the widespread usage of electronic devices in recent years. Consequently, almost everyone is exposed to complex man-made EM waves whether at home or in workplace. EM radiation can exert a negative effect on the operation of electric devices and human health [1–3]. Such radiation has also been linked to serious health problems, such as leukemia, brain tumor, sleep problem, and depression, under the condition of long-term exposure or short acute EM radiation [4,5]. The effect of EM radiation on biological system mainly depends on EM wave frequency and exposure time. Low frequencies, such as radio, microwave, and infrared, could exert harmful effect to human body with long-term exposure. Moreover, if human body is exposed to high-frequency radiation environment, such as ultraviolet, X-rays, or gamma rays, a cell will be immediately damaged [6,7]. To avoid these hazards to human being, an efficient protective garment should be produced to protect humans against EM radiation.
In recent years, conductive fabric is considered to be the most suitable EM shielding material because of its desirable flexibility, considerably low density, and satisfying comfort property. Textile materials with addition of conductive materials could be used as EM shielding materials [8]. Therefore, many attempts have been used to obtain electrically conductive textiles. It is well known that common textile is an intrinsic insulator substance [9]. To introduce conductivity to these shields, various methods, such as metal coating on fabric surface with metal particles, incorporating metal wires (such as stainless steel, silver, or copper filaments), metal electroplating, and deposition of conducting polymers on fabrics, were used [10]. According to the EM shielding mechanism, when the EM waves impinge on the surface of EM shielding materials, a part of EM waves can be arrested by the object through reflect and absorb EM wave [11]. The combined effect of these losses (reflection and absorption) determines the EM shielding effectiveness (EMSE) of shielding materials. Therefore, a type of high performance shielding fabric should have reflect and absorb EM waves attributes simultaneously.
Stainless steel wire (SSW) is an ideal EM shielding material because of its low cost and EM reflect property [12]. Since bare metal wire exhibits difficulties associated with weaving or knitting, many types of metal composite yarns, such as core spinning and wrapped yarns, are used to produce EM shielding fabrics [13]. However, most of EM shielding fabrics comprising SSW display a low ability to shield against high frequency EM wave. Such property is mainly due to the SSW that displays a reflection-dominant shielding property. To increase the shielding values, the SSW content in EM shielding fabrics should be increased. As a result, added weight of protective clothing decreases wear comfort. According to EM shielding mechanism, a type of high-efficiency EM shielding fabric should both reflect and absorb EM waves. At present, the use of EM shielding fabrics is still limited to single-layer EM shielding fabric. Thus, it is difficult to obtain satisfactory EM shielding values. The traditional metal material could not convert EM waves into other kinds of energy because its shielding mechanism is based on the reflection. Additionally, reflective EM wave could also cause secondary pollution. Therefore, it is difficult to meet the complex requirements in the new EM environment using only metal composite fabric as EM shielding material. Polypyrrole (PPy) is a kind of intrinsic conducting polymers and exhibits great EM absorption property [14–17]. Conjugated polymers electric dipoles present in the shield destroy the electric field of the EM waves by converting it as heat. Compared to PPy, the shield mechansim of SSW was reflection EM wave. This was due to the wave impedance of air was different from metal. EM shielding materials made from PPy conductive fabrics display better wear comfort than metal composite fabric [18]. The PPy-coated fabrics exhibit well absorption dominant shielding property. However, it displays lower shielding values than those of metal composite fabrics. Currently, few works reported regarding the integration of absorption-dominant and reflection-dominant layers to obtain high EMSE values in a wide frequency range.
The present study primarily aimed to produce a novel double-layer EM shielding fabric using metal composite fabric (reflection-dominant) and PPy-coated cotton fabric (absorption-dominant) as outer and inner layers, respectively. PPy-coated cotton fabrics were prepared by in situ polymerization using suitable oxidant and dopant in this work. Cotton fabric was used as the substrates of the inner layer of double-layer EM shielding fabric because of its wear comfort. To investigate the physiological wear comfort of prepared sample, the effect of moisture content on drying rate and air permeability was also discussed in this work. The overall objective is to make recommendations for functional clothing designers to develop high-performance EM shielding protective clothing to reduce the negative effect of EM wave.
Experimental
Materials
Bleached plain weave cotton (88 g/m2) fabrics were commercially available. Reagent-grade pyrrole monomer was purchased from Mackin Biochemical Co., Ltd. Ferric chloride hexahydrate (FeCl3.6H2O) and p-toluenesulfonic acid (PTSA) were used as oxidant and dopant, respectively. Both of these compounds were purchased from Sinopharm Chemical Reagent Co., Ltd. In addition, metal composite warp-knitted fabric was used as the outer layer of double-layer EM shielding fabrics, which was produced by the Crisscross-section polyester (CSP)/antibacterial nylon (AN)/SSW metal hybrid yarns. The CSP/AN/SSW hybrid yarns were prepared by a hollow spindle spinning machine in our previous study [19]. In this study, CSP/AN/SSW hybrid yarns use CSP and AN filaments around the SSW in the S- and Z-directions as outer and inner wrapped yarns, respectively. The antibacterial component of AN yarn was organosilicon quaternary ammonium salt. The diameter of SSW was 0.05 mm, which was made from 316 L.
Preparation of PPy-coated cotton fabric
The step of pyrrole polymerization process is shown in Figure 1. Firstly, prescouring was carried out to remove the surface impurities attached on the cotton fabric samples. Secondly, the pyrrole solution (0.4 mol/L) was prepared by dissolving pyrrole in deionized water. Subsequently, the pretreated cotton fabrics (20 cm × 20 cm) were immersed in the pyrrole solution with gentle stirring for 60 min to fully absorb pyrrole. Then, the polymerization reaction was carried out by slowly adding initiator agent solution (containing FeCl3 and PTSA) into the beaker. The polymerization was carried out in icewater bath for 90 min. After polymerization process, the treated cotton fabrics were washed under running water, followed by drying at 80℃. Finally, the color of PPy-coated fabrics would be changed to black, which indicated that the polymer was deposited on the surface of cotton fabric (Figure 2). The amount of PPy deposited on the cotton fabric was 40 g/m2.
The step of pyrrole polymerization process. Picture of the PPy-coated cotton fabric (black) and uncoated (white) cotton fabrics.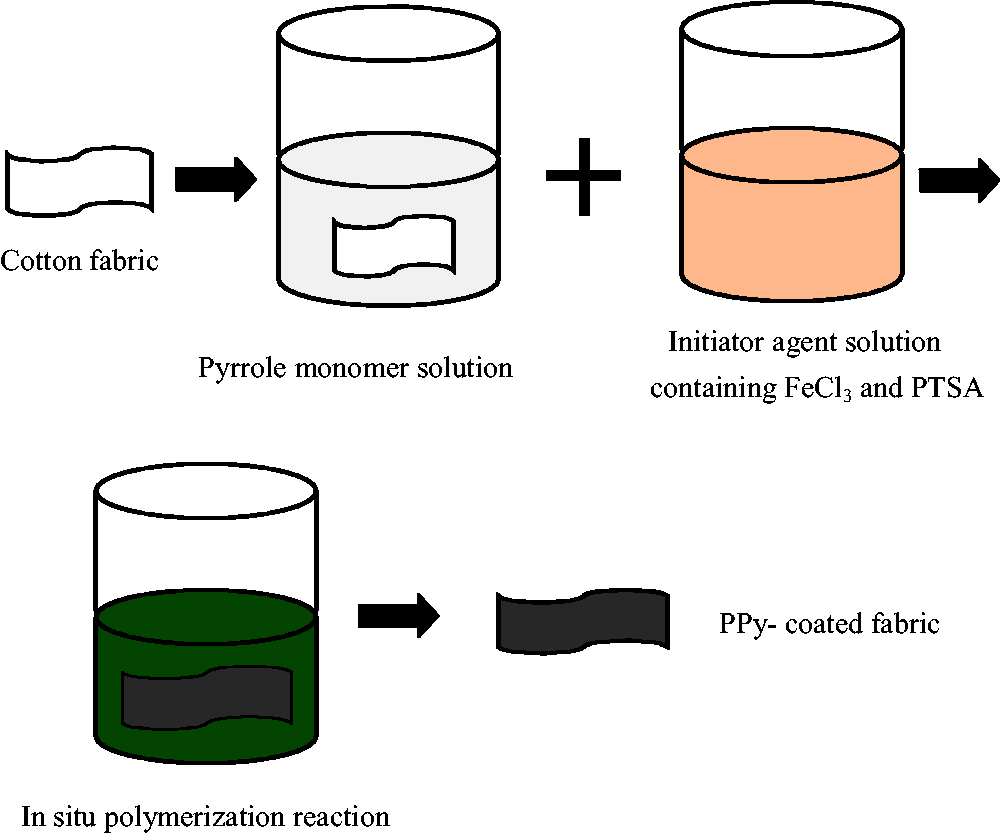

Fabrication of double-layer EM shielding fabric
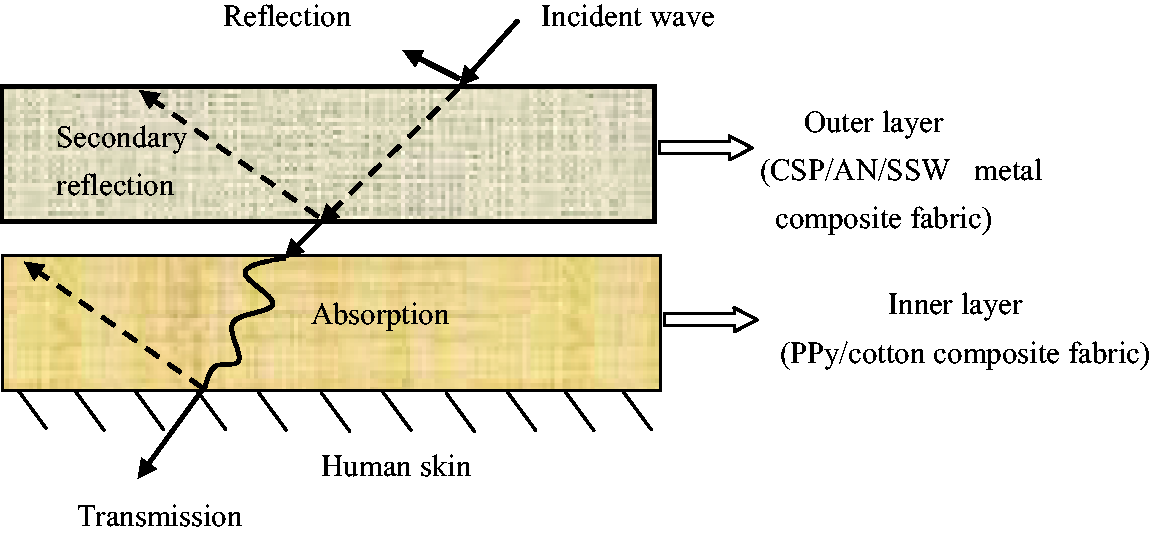
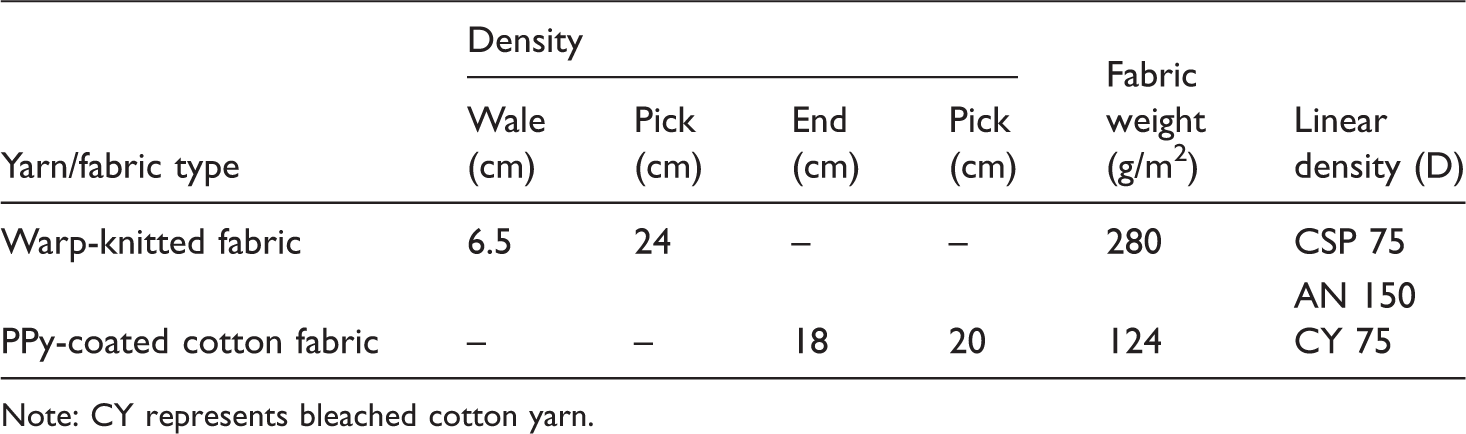
Firstly, the CSP/AN/SSW hybrid yarn was used to produce warp-knitted fabric as the outer layer of double-layer EM shielding fabric (Figure 3). CSP and AN yarns were used to increase the antibacterial and moisture transport capabilities to the fabricated EM shielding fabric. In the second step, the metal composite fabric and PPy-coated cotton fabric were stitched together by using sewing machine. In order to improve wear comfort, PPy-coated cotton fabric was used as the inner layer of double-layer EM shielding fabric. This new type of double-layer EM shielding fabric could effectively shield EM waves by absorption-dominant and reflection-domination layers. The schematic of the double-layer EM shielding fabric and the shielding mechanism are shown in Figure 4. The parameters of the yarn and fabric used in this study are shown in Table 1.
The picture of metal composite fabric. Shielding mechanism of double-layer EM shielding fabric. Specifications of the filaments and EM shielding fabrics. Note: CY represents bleached cotton yarn.
Characterization
Before the measurements, all fabric samples were conditioned in standard atmospheric conditions (20℃ ± 2℃ and 65% ± 5% relative humidity) for 24 h. All tests were performed under standard ambient conditions. In this study, to evaluate the moisture transfer property of samples, sodium chloride was added into the distilled water (0.9%) to simulate sweat according to AATCC195-2011. This type of water was used to evaluate the moisture transfer property of the samples.
EMSE measurement
The EMSE of fabrication EM shielding fabric was determined based on ASTM D 4935-2010 for planar materials using a far-field EM wave. A shielding effectiveness test fixture (Electro-Metrics Co., Ltd, EM-2107A) was used to hold the specimen with a network analyzer (Anritsu Co., Ltd, MS46322A), which generated and received the EM signals. The design and dimension of the sample holder follows the ASTM method mentioned above. Figure 5 shows the EMSE testing apparatus. According to ASTM D 4935-2010, the measurement method is valid over a frequency range of 30 MHz–1.5 GHz.
EMSE testing apparatus.
Vertical wicking test
Wicking behavior is one of the vital factors that affect the physiological comfort of fabrication EM shielding fabric. Generally, wicking height was used to determine vertical wicking property of sample. However, it cannot provide the information regarding the water absorbency of the test sample. In this work, a new test apparatus was used to simultaneously determine the wicking and water absorbency properties of the specimen. Figure 6 shows the testing apparatus. The reservoir was placed on the electronic balance. The PPy-coated cotton fabric was cut along the warp and weft directions (200 mm × 25 mm), and the bottom end of the sample was immersed vertically in a reservoir of water. Afterward, the vertical wicking height and amount of water absorbed by the sample were recorded every 1–10 min. The vertical water absorbency of tested sample was obtained by weight change in reservoir using the electronic balance.
Vertical wicking test apparatus.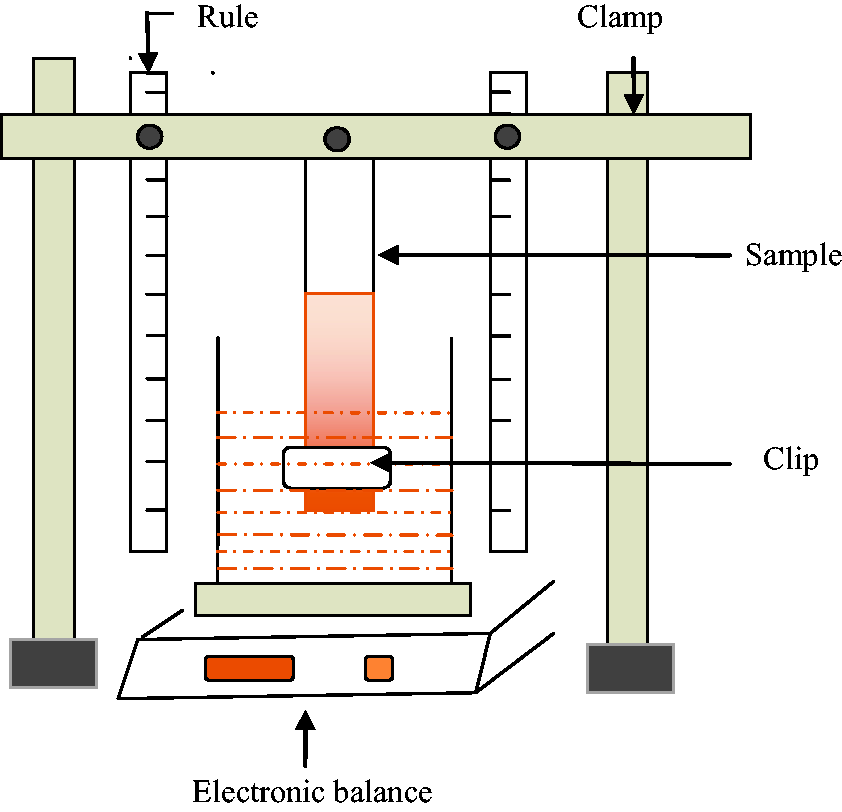
Air permeability test
The sweat was absorbed by the inner layer of the designed double-layer EM shielding fabric in the case of short intense activity of wearers. To evaluate the effect of moisture content on the air permeability of two-layer assemblies, water was added to the inner layer where sweat would gather in actual wearing condition. In this study, the PPy-coated cotton fabric sample was cut into 200 × 200 mm2, completely soaked in water, and squeezed to remove the excess water. The amount of water was 0, 20, 40, 60, 80, and 100% of the weight of dry specimen, respectively. Air permeability test was performed for the double-layer EM shielding fabrics in accordance with the standard ISO 9237-1995.
Drying rate test
Drying rate of double-layer EM shielding fabric was evaluated by calculating the water evaporation rate (WER), as mentioned in the study of Fangueiro et al. [20]. Firstly, the samples were cut into a 200 × 200 mm2 and weighed. Secondly, water was used to wet the samples. The amount of water equals to 20, 40, 60, and 80% of the weight of drying samples. To investigate the drying property of the sample, the wetted sample was placed on the hot plate, which was set at 36℃ to simulate human body temperature. To allow the water to evaporate through the fabric, the sample margin was sealed up by using adhesive tape. Finally, the change in weight was recorded every 1 min for up to 10 min.
Results and discussion
EMSE of double-layer EM shielding fabrics
Figures 7 and 8 show both total EMSE and reflection values of fabrication EM shielding fabrics in the frequency range of 30 MHz–1500 MHz. These frequencies were chosen because in daily life, they are the most exposed frequencies especially emitting from electronic devices, mobile phones, radio frequencies, etc. From Figure 7, it is found that the frequency change displayed almost no influence on EMSE value of PPy-coated cotton fabric. However, it was also seen that in the 450–1500 MHz frequency range, the EMSE value of metal composite fabric decreased with increasing frequency. The highest results were obtained at 300 MHz as 38 dB in this frequency range. This is mainly due to the SSW that displayed a reflection-dominant shielding property in the metal composite fabric. For the high-frequency EM wave, the shielding mechanism is absorbent-dominant. Thus, only using PPy-coated cotton fabric or metal composite fabric could not obtain the desired EMSE values. Compared to single-layer metal composite fabric, the combination of PPy-coated fabric and metal composite fabric displayed better EMSE values, especially at high frequency ranges at the 600–1500 MHz. Therefore, the combination of PPy-coated fabric and metal composite fabric could make up for the respective shortcomings.
EMSE values of produced EM shielding fabrics. Reflection values of produced EM shielding fabrics.
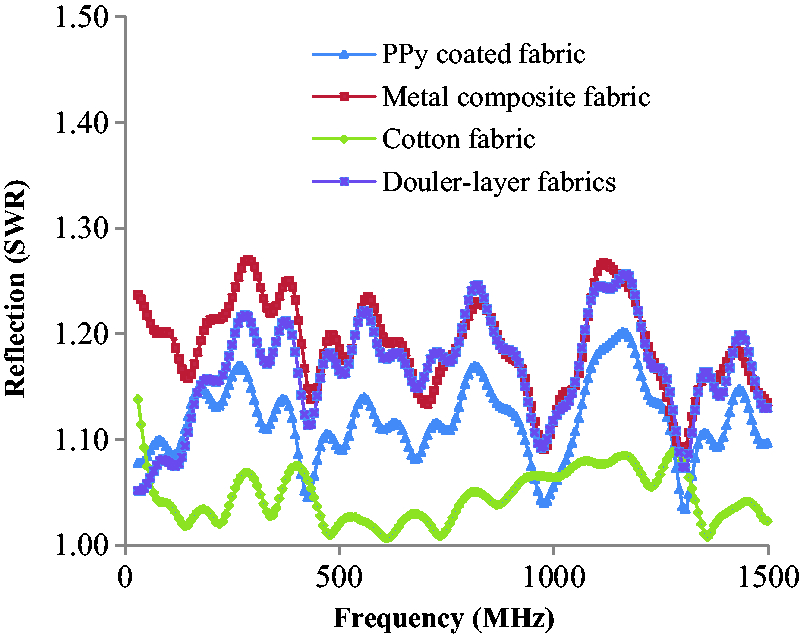
Compared to reflection materials, EM shielding absorption material is relatively more preferred. This was due to reflected electromagnetic waves that can be hazardous for human body. Figure 8 shows the reflection values of the designed double-layer EM shielding fabric. In this study, voltage standing wave ratio (SWR) was used to express the reflection behavior of the EM shielding fabric. When the SWR value was equal to one, no EM wave was reflected by the EM shielding fabric. High VSWR value represented excellent reflection property to EM wave. From Figure 8, it can be seen that the metal composite showed higher reflective value than that of PPy-coated fabric. Therefore, it was proved again that the SSW was a reflection-dominant EM shielding material. Moreover, the reflection value of the double-layer was similar to that of metal composite fabric. This result can be explained by the fact that the shielding mechanism of PPy was mainly through absorption. When one shielding material is only dependent on reflection mechanism to block EM wave, the reflection EM wave will cause secondary pollution to other people. Hence, integrating the reflection and absorbing layers can effectively increase the shielding values, especially for the high-frequency EM wave.
Air permeability test results
As EM shielding fabric, it should also have certain wear comfort when they are used as personal protective clothing. Fabric porosity plays a critical role in transporting water vapor or heat from the skin to the atmosphere environment. Thus, air permeability is an important factor that affects wear comfort of fabrication double-layer EM shielding fabric [21]. Figure 9 indicates that PPy-coated cotton fabric shows lower air permeability than that of uncoated fabric. This result could be attributed to that, a part of PPy was present among fiber interstices, thereby blocking the air flow. The morphological properties of PPy-coated cotton fibers were investigated and are shown in Figure 10. From Figure 10, it can be seen that the coated cotton fabric created a coarser fiber surface than uncoated cotton fabric. Hence, it decreased the mobility of the air inside the fabric. Moreover, it was found that the metal composite fabric showed the highest air permeability value among these fabrics. This was mainly because the metal composite fabric is knitted structures. The air permeability of double-layer fabric was 260 cm3/cm2/s, which was lower than singler layer coated cotton fabric or metal composite fabric. Based on the previous study [22], to maintain the maximum sustainable work for the wearers, the air permeability of fabric should be higher than 166 cm3/cm2/s. Hence, the double-layer EM shielding fabric is suitable in producing EM shielding protective clothing and providing outstanding air permeability property.
Air permeability of produced EM shielding fabrics. SEM images of (a) uncoated fabric and (b) PPy-coated fabric with PPy.

The human body will sweat excessively when the wearer participates in intense activity, especially under hot weather [23]. Accumulation of sweat in the inner layer of double-layer EM shielding fabric will decrease the air permeability. To investigate the effect of sweating on the air permeability of the treated cotton fabric, approximately, water content as 0, 20, 40, 60, and 80% of dry sample weight, instead of sweat, was added to the samples, respectively. The air permeability values of double-layer EM shielding fabric with different moisture content in inner layer are shown in Figure 11. It can be seen that the air permeability was decreased as the gradient of moisture content was increased (from 0 to 100%). This result suggests that the moisture content is negatively related to air permeability. This result can be attributed to two main explanations. On one hand, the presence of water would make the yarns swell and increase the thickness of cotton fabric. On the other hand, a continuous water film would appear on the surface of the wet fabric because of surface tension. Thus, the air permeability of double-layer EM shielding fabric would decrease to almost zero when the water content reached approximately 80%.
Effect of moisture content on air permeability of double-layer EM shielding fabric.
Vertical wicking test results
The inner layer of the double-layer EM shielding fabric will absorb the sweat and transport it in the fibrous assembly through the wicking effect. High wicking property will offer a dry feeling to the human body by spreading the liquid fastly [24]. In this study, wicking height and water absorbency were used to assess the wicking performance of the fabric. Figure 12 shows the vertical wicking test results for warp and weft directions, respectively. The treated cotton fabric displayed lower wicking height than that of uncoated one. The moisture transport ability of textile is mainly affected by surface tension and effective transport channels. This result can be explained by two reasons. On one hand, the wettability of the treated cotton fabric will decrease because the PPy molecules contain no hydrophilic group. On the other hand, the presence of PPy in the capillarity tubes will block the pore in fiber and increases the moisture transport resistance. Hence, the PPy-coated cotton fabric displayed lower wicking rate and wicking height than those of uncoated fabric. Moreover, Figure 12 also indicates that the fabric has higher wicking height in wrap direction than that in weft direction. This observation might be related to the tested fabric with different fiber fineness and other yarn parameters in warp and weft directions.
Vertical wicking heights for the test fabrics versus time: (a) warp direction and (b) weft direction.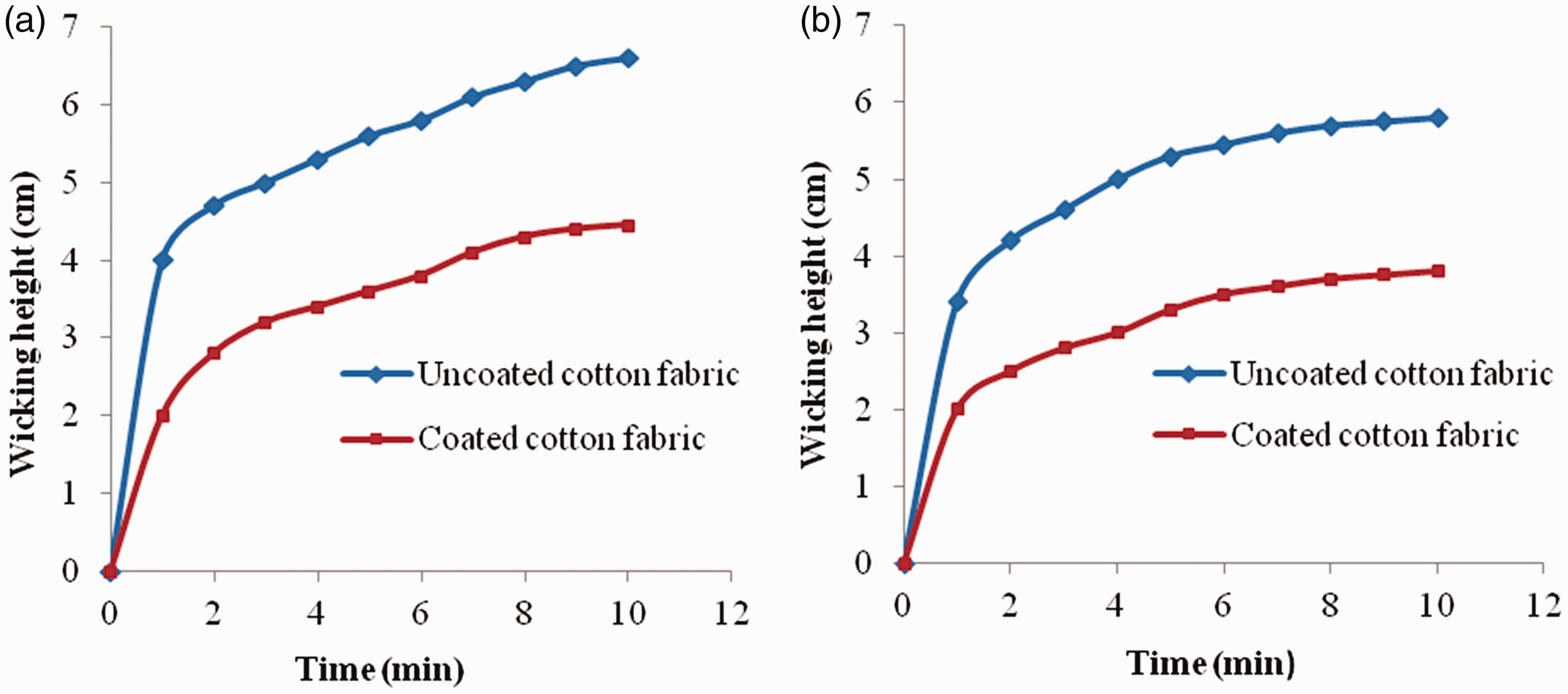
The amount of water that is absorbed by the fabric represents the water absorption and diffusion ability of the fabric in vertical direction. The weight increase of treated cotton fabric in vertical direction is shown in Figure 13. Results indicated that PPy-coated cotton fabric displayed lower weight increase than that of untreated cotton fabric. This result further confirmed that PPy deposition on the cotton fabric was not beneficial to moisture absorption. The amount of water that is absorbed by the PPy-coated cotton fabric per unit area was 359 g/m2 at 10 min. The higher weight increase represents better water retaining ability for the double-layer EM shielding fabric in vertical direction.
Weight increase in vertical direction (a) versus time and (b) at 10 min.
Drying rate test results
The WER of the double-layer EM shielding fabric should be investigated given that the inner layer of the designed double-layer EM shielding fabric is close to the skin and will absorb sweat. In this study, moisture was only added to the inner layer of the double-layer EM shielding fabric. Figure 14 shows the WER versus time of the double-layer EM shielding fabric on heat plate with a temperature of 36℃. The WER increased quickly in the first eight minutes and subsequently increased slowly, especially under low moisture content. This phenomenon can be explained by the fact that the entrapment of moisture in the fabric could be divided into free and bound water. The free water in the pores of the fiber material can evaporate relatively easily compared with that of bound water. Hence, the water evaporation quantity at the same time interval will decrease with the increased evaporation time. In addition, the WER values decreased when the moisture content of the fabric was increasing. The moisture evaporation rate of the wetted fabric was mainly affected with the surface area exposed to air. As the test sample has the same evaporative area, the average weight loss over the initial water content per unit area at the same time interval will decrease with increasing amount of water initially absorbed in the fabric.
WER curves of PPy-coated fabric at 36℃, 65℃ ± 2℃ relative humidity.
Electrical conductivity test results
The surface conductivity of the PPy-coated fabric was measured by a four-probe resistivity system with copper electrodes in this study. Figure 15 shows the electrical conductivity of treated cotton fabrics. It can be seen that the treated cotton fabric displayed higher electrical conductivity than that of uncoated fabric. The electrical conductivity of the coated and uncoated cotton fabrics was 0.15 and 2.6 × 10−9 S/cm, respectively. These results implied that PPy will form an intact conductive path on the surface of the fiber. With the remarkable conductive property of PPy-coated cotton fabric, the conductive cotton fabric could also be used as sensing elements for smart textiles.
Electrical conductivity of PPy-coated cotton fabric.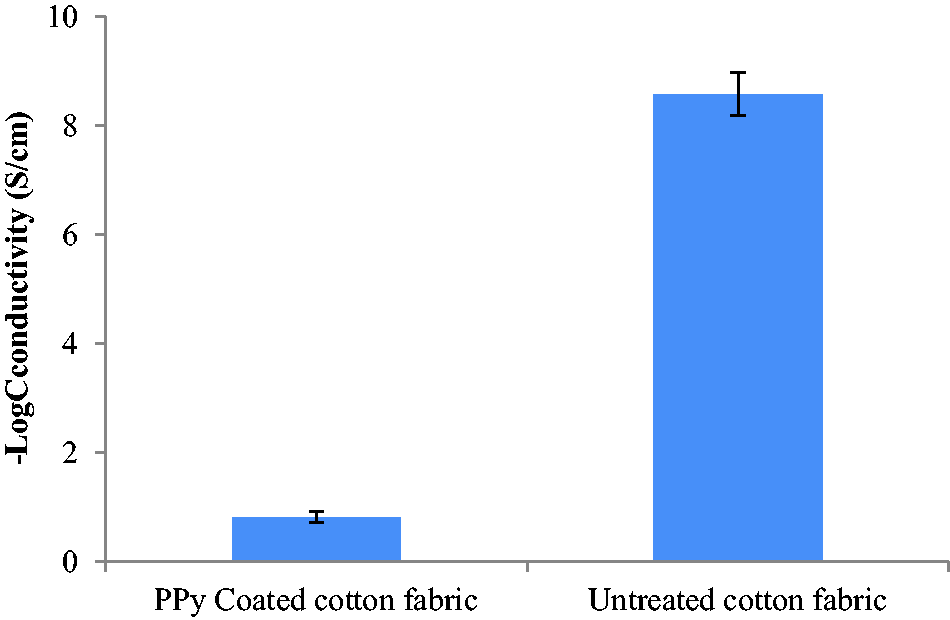
Conclusions
In this study, a type of double-layer EM shielding fabric that combined reflection and absorbing layers was successfully fabricated. The reflection layer was produced with metal composite fabric containing SSW. The absorbing layer was prepared using PPy-coated cotton fabric by in situ chemical polymerization. After production, absorption, EMSE values, wicking, and air permeability properties of the double-layer EM shielding fabric were investigated.
It was found that the combination of PPy-coated fabric and metal composite fabric displayed great EMSE values, especially at high frequency ranges at the 600–1500 MHz. The shielding value of the conductive cotton fabric was provided with approximately 8 dB attenuation in the frequency range of 30 MHz–1.5 GHz. The EMSE of the double-layer fabric could offer at least 15 dB in the entire measuring range. The highest results were obtained at 450 MHz as 38 dB in this frequency range. Moreover, it was seen that the PPy-coated cotton fabrics exhibited higher absorption values than those of metal composite fabrics. It was further proved that the SSW was a reflection-dominant EM shielding material.
In addition, the wicking behavior, drying capability, and air permeability of the double-layer EM shielding fabric were investigated to evaluate the physiological wear comfort. It was seen that moisture content is negatively related to air permeability, and the air permeability value of double-layer EM shielding fabric would decrease to zero when the water content reached approximately 80%. Finally, the electrical conductivity of PPy-treated cotton fabric was also tested. Results indicated that the PPy-coated cotton fabric displayed high conductivity as the conducting polymer layer on the surface of the cotton fiber.This type of EM shielding fabric can be used to produce protective clothing to protect humans from EM radiation. Moreover, it can also be used as EM interference shielding case and packing materials in terms of industrial applications. This work hopes to provide helpful information to produce the high-efficiency EM shielding fabric.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors received support from the key project of Ministry of Science and Technology (2016YFB0302900), National Science Foundation for Young Scientists of China (51703021), Shanghai Pujiang talent support plan (16PJ1400500), and Natural Science Foundation of Liaoning province (20170520400) for the research.