
Abstract
Electromagnetic shielding fabric (ESF) is a novel electromagnetic shielding product with portability, flexibility, and good mechanical properties. However, the existing ESFs suffer from poor washing fastness of coating and poor comfort performance in terms of hand-feel characteristic. In this study, a core layer-coated yarn (CLCY) was successfully spun using a carboxylic acid-functionalized multi-walled carbon nanotube/polypyrrole/Fe3O4 composite suspension with polyvinyl butyral as an adhesive agent. To better explore the properties, the original fabric and treated fabrics, viz., core layer-coated fabric (CLCF) and surface layer-coated fabric (SLCF), were characterized by several methods. Scanning electron microscopic observations revealed that the coating was on the core layer in CLCF. In addition, the Fourier-transform infrared spectroscopy and X-ray diffraction spectroscopy results revealed that the composition of the coating corresponds with that in the multi-composite suspension. Moreover, the coating of CLCY formed a conductive path with good conductivity in the core layer, but the conductivity of the coating on the surface layer of SLCF deteriorated sharply after washing. Further, compared with the original fabric and SLCF, CLCF has highest breaking strength (after 10 washes), and keeps a relatively good hand-feel characteristic. Finally, the evaluated electromagnetic interference shielding characteristics reveal that the fastness of coating affects the electromagnetic shielding effectiveness, suggesting that the wrapped protection of outside staple fibers in CLCF reduce the loss of coating in the core layer during washing. However, the coating on the surface layer in SLCF could be washed away easily.
Introduction
Electromagnetic radiation is a major source of pollution after water, air, and noise pollution. 1 The electromagnetic radiation generated by natural and artificial electromagnetic pollution sources can cause damage to the nervous system and immune system of humans and animals. 2 With the improvement in awareness of protection against electromagnetic pollution, the quantity of electromagnetic shielding fabrics (ESFs) currently available is not sufficient to meet the market demand. Further, it is highly significant to further develop ESFs to obtain thinner, lighter, softer, and safer alternatives.
Multicomposite materials based on the combination of polypyrrole/carboxylic carboxylic acid-functionalized multi-walled carbon nanotubes (MWCNT-COOH) and Fe3O4 powder are widely used in the field of electromagnetic shielding owing to the excellent conductivity of polypyrrole/MWCNT-COOH3,4 and the magnetism of the Fe3O4 powder. 5 However, they are not commonly used in the production of textile. Owing to the increasing electromagnetic pollution, it is highly significant to develop novel electromagnetic shielding materials.
ESFs are widely studied by researchers owing to their special properties such as a controllable structure, flexible weaving, and washing resistance. 6 Meanwhile, the effectiveness of ESFs as shielding materials is related to various parameters of fabrics, such as their thickness, tightness, and density, and their effects have correlations. 7
Surface-coated fabrics are widely applied in the preparation of ESFs. Ding et al. 8 controlled the contribution of the total electromagnetic shielding effectiveness (EMSE) by the coating of conductive graphene and the electroless plating of NiWP on woven fabric. Guo et al. 9 explored the electromagnetic interference shielding ability of electroless Ni–P plated polyester fabric. Jiao et al. 10 studied the structure and electromagnetic properties of machine-knitted fabric coated with silver. Zhao et al. 11 reported an ingenious and efficient strategy to deposit polyaniline/cobalt−nickel coatings onto lyocell fabrics. Wang et al. 12 prepared silver/reduced graphene oxide-coated polyester (PET) fabrics, and Esmaeili et al. 13 manufactured superhydrophobic coatings by the solidification of soaking glass and paper substrates in molten AKD. Further, Duan et al. 14 compared shielding effectiveness between the electromagnetic shielding fabrics prepared by full penetration method and coating method, respectively, and the results show that the full penetration method has better EMSE value than coating method. However, the electromagnetic shielding characteristic of surface-coated fabrics decreases with increasing washes.
The composite fabric was developed as a novel alternative to the woven coated fabric to maintain the washing fastness and reduce the coating process. Some researchers have produced ESFs from metal fibers and have explored their performance. For instance, Lu and Xue 15 prepared copper/bamboo fabric composites by electroless deposition via a tin-free process. Chen et al. 16 blended copper fiber and polyester fiber to prepare ESFs and achieved shielding effects of more than 30 dB in the frequency range of 30 to 1000 MHz. Chen et al. 17 wrapped copper wire and stainless-steel wire with polyamide filaments to prepare a hybrid conductive yarn. Perumalraj et al. 18 produced copper core yarns to fabricate woven fabric, and achieved EMSE of 20–66 dB in the range of 200 to 4000 MHz. Moreover, Li et al. 19 blended carbon yarn, graphene yarn and stainless steel yarn to weaving electromagnetic shielding fabric. However, the composite fabrics are relatively heavy and their application is limited by their poor hand-feel characteristic.
To the best of our knowledge, only a few studies have been performed to solve the issues of poor washing fastness and poor comfort characteristic of ESFs. Therefore, in this study, we developed a new method to produce ESFs. We prepared a core layer-coated fabric (CLCF) from a core layer-coated yarn (CLCY) via spinning. The electromagnetic radiation could be effectively controlled by the CLCF after washing, while the hand-feel characteristic of original fabric could be maintained, thereby creating a high application value.
Material and methods
Materials
MWCNT-COOH and polypyrrole, which have been widely used in the preparation of conductive material, were purchased from Aldrich. Fe3O4 powder was purchased from Aladdin as a magnetic loss material. Polyvinyl butyral (PVB) was procured from Sinopharm Group Co. Ltd., and used for chemical adhesion.
Preparation of a MWCNT-COOH/polypyrrole/Fe3O4 suspension
A multi-composite suspension was prepared by dissolving 5 g of PVB in 95 g of ethanol with stirring at 45°C. Subsequently, the powders of MWCNT-COOH, polypyrrole, and Fe3O4 were added to the suspension under mechanical stirring at 300 rpm for 1 h. The concentrations of MWCNT-COOH, polypyrrole, and Fe3O4 used in the experiment (Figure 1(a)) are 0.5, 1, and 1 mol/L, respectively. Then, the composite suspension was homogenized in an ultrasonic cleaning unit (KQ100B, 60 kHz, Kunshan Shumei) for 25 min.

Schematics of the (a) multi-composite suspension. (b) Preparation of the multi-composite yarn. (c) MWCNT-COOH/polypyrrole/Fe3O4 spun yarn. (d) Multi-composite structure on the surface of the filament.
Preparation of yarns spun with MWCNT-COOH/polypyrrole/Fe3O4
The schematic of the preparation of the multi-composite yarn is shown in Figure 1(b). The multi-composite suspension was fed directly into the injection wheel through the injection pump along the infusion tube, and then flown along the filaments in the yarn core. The appropriate parameters for spinning were determined to be as follows: fineness of cotton roving strands and polyester filament, 0.72 g/m and 20D/12F, respectively; total draft ratio, 41.2; spindle speed, 10,000 rpm; fluid velocity, 0.4 mL•s−1; compacted twist, 60 T•m−1. Finally, as shown in Figure 1(c), the CLCY spun with the multi-composite suspension formed. The multi-composite suspension cured on the surface of the filament (as shown in Figure 1(d)), and it was wrapped by the staple fibers under the twist force.
Preparation of fabrics coated by MWCNT-COOH/polypyrrole/Fe3O4
Original and coated fabrics were prepared using 18 tex original core spun yarn. CLCF was produced using the multi-composite yarn (which was obtained as described in 3.3). Further, the yarn of surface layer-coated fabric (SLCF) was treated via a coating process (using the same multi-composite suspension with MWCNT-COOH/polypyrrole/Fe3O4). The fabrics were woven on a Y208S loom with the 1/1 plain weave structure (15 tex polyester yarn as warps). The fabrics were produced according to the parameters listed in Table 1.
Major parameters of the experimental woven fabrics.

Characterization of the CLCF
The morphologies of the yarn were observed by scanning electron microscopy (SEM, HITACHI S–3000) after sputter-coating with gold at magnifications of 100, 500, and 1000 times.
To examine the differences in the composition between the original and treated fabrics, Fourier-transform infrared (FTIR) spectroscopy (Vertex 70, Bruker Optics) was performed. The spectral resolution was 4 cm−1 and the scanning frequency range was 400–4000 cm−1.
To further determine the chemical composition of the samples, the fabrics were investigated by X-ray diffraction (X’Pert PRO MPD diffractometer). The XRD patterns were recorded with 0.02° min−1 rate in the 2θ range of 10–80°.
The electrical conductivity of the treated fabrics was measured by the four-probe method. The tensile properties of the samples were assessed using INSTRON 5943. The testing length of the tested fabrics was 100 mm with a test speed of 20 mm/min, allowing measurements in the fabric weft strength.
Hand-feel characteristics of the different fabrics were evaluated using PhabrOmeter FES-3-10 (produced by Nucybertek, US) according to the AATCC TM202 standard.
The frequency dependence of the EMI shielding efficiency of the treated fabrics was measured determined using an ES vector network analyzer (PNA-N5244A, Agilent) and the frequency of the S-parameter test set ranged from 8.2 to 12.4 GHz.
Results and discussion
Morphology of the CLCY
The morphologies of the CLCY and SLCY are shown in Figure 2. In Figure 2(a), the hairiness is exposed to the surface of the CLCY, the formation of such exposed hairiness is attributed to the wrapped staple fibers that aid the maintenance of the good structure and performance of the original yarn. Further, the magnified SEM image in Figure 2(a1) shows that the CLCY has a core-sheath composite structure. Additionally, as shown in Figure 2(a2), the multi-composite suspension was cured on the surface of filament. 20 As a limited amount of space is available for the solidification of the multi-composite suspension, the volume and shape of the multi-composite coatings were restricted under the compact twist. Therefore, the space between the wrapped staple fiber and filament was occupied completely by the multi-composite coating, resulting in the formation of a core layer-coated structure. Subsequently, as shown in Figure 2(b), the coating of the multi-composite suspension was cured on the surface of the core spun yarn. A thick and smooth layer is observed to cover the surface of the SLCY.

(a) SEM images of the core layer-coated yarn. (b) SEM images of the surface layer-coated yarn. (a1) SEM enlarged image of the core layer-coated yarn on red frame position. (a2) SEM enlarged image of the core layer-coated yarn on green frame position.
Analysis of the composition of the treated fabrics
FTIR analysis was carried out to verify the difference in the chemical composition between the original and treated fabrics, and the results are presented in Figure 3(a). As shown, the two spectra of the treated fabrics are similar and they exhibit similar peaks at 774, 1170, 1448, and 1539 cm−1, corresponding to C-H, C-N, and C=C groups, respectively. To confirm the presence of polypyrrole exactly, these peaks was compared with related reference.4,21 The peak due to the C=O group containing C and O (1720 cm−1), which are the main compositional elements of MWCNT-COOH confirm the coating of the MWCNT-COOH. 22 Further, the presence of Fe3O4 coating was confirmed by the peak at 571 cm−1 (corresponding to Fe-O). 5 The treated fabrics also exhibit the peaks observed for the original fabric, confirming their successful preparation based on the original fabric.

(a) FTIR spectra of original and treated fabrics. (b) XRD patterns of original and treated fabrics.
Further compositional analysis of the treated fabrics was carried out by XRD (Figure 3(b)). According to other studies in the XRD patterns of the treated fabric, 5 Fe (220), Fe (311), Fe (400), Fe (422), Fe (511), and Fe (440) peaks are observed at 30.1°, 35.5°, 43.1°, 53.4°, 57.0°, and 62.6°, respectively, confirming the presence of the Fe3O4 coating on treated fabrics. It can also be inferred that in the preparation process, MWCNT-COOH/polypyrrole coating cured inside and outside the yarn, because of the existence of the polypyrrole and graphite peak is similar with the previous research at 26.3°.22,23 Moreover, the intensity of the cellulose peak (23.1°) is very weak, because the multi-composite suspension was cured to achieve high crystallinity.
Conductivity of the treated fabrics
The changes in the conductivities of the treated fabrics with different washes are compared in Table 2. Although the coating position of the treated fabric is different, the two differently coated yarns retained their conductive property. As the wrapped staple fiber of the CLCY affected the formation of a conductive pathway, its conductivity is weaker than that of the SLCY. The conductivity is due to the formation of the multi-composite functional coating on the yarn surface, which provides a good motion channel for the carriers and improves the electrical conductivity. 24
Conductivities of different fabrics after washing.

After 10 washes, the conductivity of the SLCY decreased significantly owing to the loss of the coating from the yarn surface. By contrast, owing to the protection by staple fibers wrapped on the core layer, the loss of the coating from the surface of the filaments is relatively lower. Hence, the conductivity of the CLCY is larger than that of the SLCY.
Performance of the treated fabrics
The performance of the original and treated fabrics in terms of the breaking force before and after 10 washes is shown in Figure 4(a) and (b), respectively. The breaking strength increased by 5.5% (p < 0.01) for CLCY and 9.3% (p < 0.05) for SLCY in comparison to that of the original fabric, further confirming the successful improvement in the strength of the cured multi-composite coating. Further, the surface membrane of cured PVB can lead to a higher breaking strength of the treated fabric. After 10 washes (Figure 4(b)), the breaking strength of the coated fabric decreased gradually. Further, the breaking strength of CLCF was found to be slightly higher than that SLCF (p = 0.63) after 10 washes.

(a) Breaking strength of the original fabric and treated fabrics before washing. (b) Breaking strength of original fabric and treated fabrics after washing.
The evaluation of the hand-feel characteristics of the original and treated fabrics is presented in Figure 5. Owing to the presence of the cured multi-composite, the resilience of the treated fabric is evidently higher than that of the original fabric. Meanwhile, the softness of the coated fabrics was significantly reduced and better smoothness was achieved. However, the softness of the original fabric was maintained in the CYCL along with good resilience performance.

Evaluation of the hand-feel characteristics of original and treated fabrics.
EMSE properties of the treated fabrics
The EMI shielding is the protection from the propagation of electric and magnetic fields from one region to another region with the use of conducting or magnetic materials. The EMSE is defined as follows: 25

where PI (EI) and PT (ET) are the power (electric field) of the incident and transmitted EM-wave, respectively.
Figure 6 shows the variation in the EMSE of the treated fabrics with the frequency of the electromagnetic wave ranging from 8.2 to 12.4 GHz. The EMSE of all the treated fabrics remained constant with the change in the wave frequency.
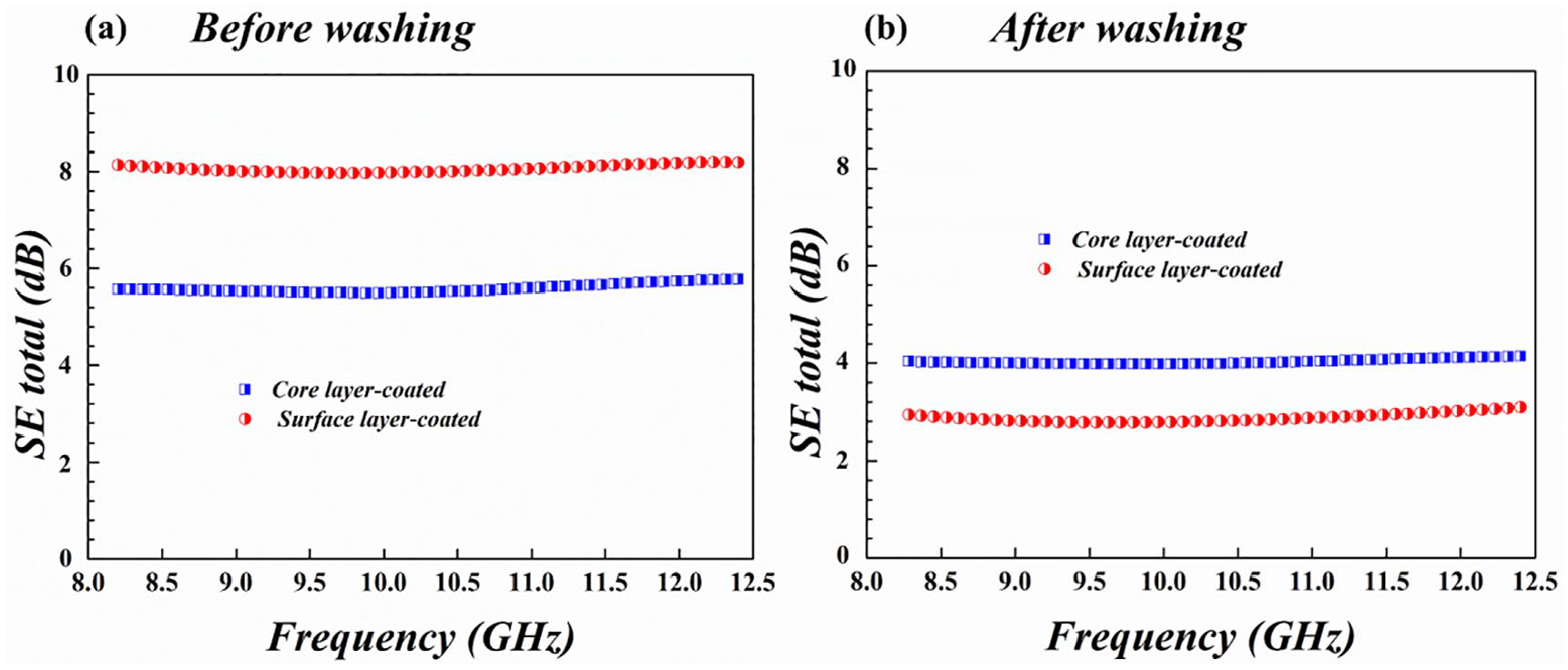
EMSE of the core layer-coated and surface layer-coated fabrics. (a) Before. (b) After washing.
The EMSE of the SLCF with the multi-composite coating cured on the surface of the yarn is ~8.2 dB between 8.2 GHz and 12.4 GHz, while that of the CLCY in the total range between ~8.0 GHz and 12.5 GHz approached 5.6 dB. The SLCF exhibited higher EMSE, whereas the CLCF showed lower EMSE values. This is because the multi-composite functional coating cured on the surface of the fabric contains a dense fabric structure. Thus, SLCF could effectively shield electromagnetic radiation.
On the other hand, in CLCF, the core-coated yarn is wrapped by staple fibers, resulting in a decrease in its ability to absorb electromagnetic waves. 26
As shown in Figure 6(b), after 10 washes, the EMSE of the SLCF decreased sharply, and it dropped to a value lower than that of the CLCF. In general, the absorption and reflection rate of the treated fabrics decreased during washing, and the EMSE decreased due to the loss of coating. However, the protection provided by the wrapped staple fibers on the outer surface of CLCF can reduce the loss of coating during washing, thus maintaining its EMSE. 27
Conclusion
In this study, CLCY was successfully prepared via spinning using a MWCNT-COOH/polypyrrole/Fe3O4 composite suspension as a core-coating material. SEM images confirmed that the coating cured on the filament surface of the core layer. In addition, the FTIR and XRD results revealed that the components of the coating in the yarn are the same as that of the multi-composite suspension. The conductivity of the fabrics indicated that the coating in CLCY formed good conductive paths. Notably, the CLCF showed good breaking strength and a relatively soft hand-feel characteristic. The EMSE results indicated that the CLCF maintained good EMSE after washing. Thus, the CLCF retained the excellent hand-feel characteristics of the original fabric, and can be used for electromagnetic interference shielding. This study provides a novel concept for the fabrication of CLCYs, and will aid in the fabrication of CLCFs with electromagnetic interference shielding characteristics. This will benefit the manufacture and applications of flexible ESF in practice.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.