
Abstract
Control and optimization of coaxial electrospinning process is a serious concern due to its multiparameter effectiveness. This study is concerned with modeling and simulation of process by solving the governing equations of electrified jet using FEniCS software packages applying Cahn–Hilliard and Newton solvers for finite element method. Jet diameter, solvent evaporation, electrical field, and velocity changes are focused in this model as the most effective parameters on final nanostructures quality. An experimental core–shell nanofiber production (polyvinyl alcohol) in the same spinning condition with simulated spinning is applied to validate the model. Both theoretical and experimental results demonstrate that core and shell diameter increases by increase in nozzle diameter and polymer solution concentration. Relative error shows that for the higher nozzle diameter, the model can have an acceptable prediction for final diameter which is more accurate for shell diameter part. The simulation results for jet velocity indicate a sharp sinusoidal increase during jet motion. Electric field simulation also shows a result similar to Feng’s model with an increase near the nozzle and a very slow decline at the end which both are confirmed by other experimental and numerical studies. It is also concluded that by enlargement of nozzle diameter, solvent evaporation takes more time and as a result, the inhomogeneity and diameter increase which have the same trend as experimental results. The relative error of evaporation time decreases in nanojets with higher diameter. And the model has an acceptable compatibility with experimental results especially for nozzle diameters more than 50 µm.
Introduction
Electrospinning is an established nano industrialized technology producing continuous nanofibers from polymer solutions in high electric fields [1–4]. Due to the very high aspect ratio, specific surface area, flexibility in surface functionalities, and superior mechanical properties of electrospun nanofibers, many investigations have been done in using them for a variety of applications including drug delivery [5], tissue engineering [5,6], conductive nanowires [7], nanosensors [8], biochemical protective clothing for the military [9], wound dressing [10], and templates for nanotubes [11]. Currently, nanofibers and nanostructures comprising single or blended materials have been widely produced [12,13].
Coaxial electrospinning for core–shell micro and nanofibers production was introduced in the last decade as a branch of nanotechnology, which their applications are being explored and developed in biotechnology, drug delivery, and nanofluidics [14–17].
Coaxial electrospinning was first demonstrated by Sun et al. [14] and after that, Li and Xia [18] used coaxial electrospinning to produce TiO2 hollow nanofibers with controllable dimensions. In a coaxial electrospinning setup, a dual syringe with two compartments containing different polymer solutions or a polymer solution (shell) and a non-polymeric Newtonian liquid or even a powder (core) is used to initiate a core–shell jet. At the exit of the core–shell needle attached to the syringe appears a core–shell droplet, which acquires a shape similar to the Taylor cone due to the pulling action of the electric Maxwell stresses acting on the fluid. Core–shell cone is subjected to sufficiently strong electric field, issues a compound jet, which undergoes the electrically driven bending instability characteristic of the ordinary electrospinning process which is coincided with jet thinning and fast solvent evaporation. As a result, the core–shell jet solidifies and core–shell fibers are depositing on the collector [19–21].
Core–shell nanofibers have been the subject of many studies because of their unique properties such as high length-to-diameter ratio, potential to cover unspinnable materials, using as continuous nanotubes in hollow form. Potential application in biomedical areas such as preserving an unstable biological agent from an aggressive environment, preventing the decomposition of a labile compound under a certain condition, delivering a biomolecular drug in a sustained way, and functionalizing the surface of nanostructures without affecting the core material attracts many attentions to these kinds of nanofibers [5,22–27].
The novelty of coaxial electrospinning lies in that coaxial two liquid nanojets which consist of a shell-forming liquid on the outer side and an inert (probably immiscible) liquid on the inner side, the latter constituting a very broad and general family of liquid nanotubular templates requiring no molecular-level assembly [14,28–30]. Similar to simple electrospinning, in this technique, electrohydrodynamic forces cause meniscus exiting from the tip of a capillary, when subject to an appropriate electric field, and deforming into a conical shape (Taylor cone) [3]. The jet generally desires to break up into a spray of highly charged nanodroplets, named “electrospray,” unless the jet solidifies before such physical natural disruption occurs [31–33]. According to this fact, solvent evaporation plays a critical role in nanofiber and core–shell nanofibers formation. Rapid solvent evaporation accompanied by jet stretching due to electric forces and jet instabilities is ultimately responsible for the diameter, structure, and properties of the final solidified nanofibers and core–shell nanofibers [34,35].
Several theoretical investigations about different aspects of coaxial electrospinning and electrospraying with the goal of process efficiency enhancement and well understanding of its underlying physics have been done so far by trying to control effective parameters including solution parameters in terms of concentration and the process parameters such as flow rate, applied voltage, and nozzle tip–collector distance [36–41]. But there are few studies concerning coaxial electrospinning modeling and simulation for core–shell or hollow nanofibers morphology optimization and control since most of them focused on drug delivery modeling or biomedical science [42,43]. Herráez et al. [44] modeled the cross section of component nanofibers to optimize uniformity and random dispersions and tensile thermal residual stresses while they did not focus on spinning procedure modeling and other parameters such as diameter, electric field, jet velocity, and solvent evaporation as our model.
Pokuri and Ganapathysubramanian [45] modeled specifically blend ratio and evaporation rates during production process of blend fibers (not exclusively symmetric compound nanofibers such as core–shell ones which has vast applications). These works also have a lack on studying core–shell nanojets morphology and behavior and other essential parameters that are included in our work. Du and Chaudhuri [46] operate a computational multiphysics model for simulating the formation and breakup of droplets from axisymmetric charged liquid jets in electric fields. They did not work on micro or nano scale and they just focus on droplet behavior not fiber form. Extra morphological information is missed and like previous works there is no experimental works to validate the model. Wang et al. [39] assess the influence of different coaxial composite nozzle structures on Taylor cone shape and electric field intensity distribution was studied by ANSYS finite element simulation method. They also validated their model by experimental data but they did not focus on jet motion modeling, behavior, and morphology such as diameter and solvent evaporation changes during process.
However, there is still no adequate entirely mathematical and physical theory for electrically driven, viscoelastic core–shell jets similar to other technologies [39,47,48]. A novel model is introduced in this research to optimize this valuable technique. In discussed model we have six governing equations (mass, momentum conservation, Maxwell and Fick’s equations together with the advection–diffusion equation of the diffuse interface for electrified fluid jet) which solved more unknown parameters than previous studies. We obtained core and shell diameters theoretically and experimentally while the effect of nozzle diameter and polymer solution concentration is assessed on them. In addition, we simulate coaxial jet velocity and electric field during its motion toward the collector which is validated with previous numerical works. On the other hand, solvent evaporation rate, the resulted inhomogeneity, total time of solvent evaporation, and its relation with diameter are simulated and discussed too. Experimental spinning process in the same condition with simulation virtual setup has been done to validate the model. Furthermore, we apply FEniCS package software that works under python language which is more new, fast, and user friendly than other applied software and languages in previous numerical investigations.
Numerical method
In this study, a new method based on Cahn–Hilliard equation was applied to model coaxial electrospinning process in order to superior control of electrospun nano jet by applying FEniCS package software. The Cahn–Hilliard equation is a parabolic equation and is typically used to model phase separation in binary mixtures. Many important industrial problems involve flows with multiple constitutive components such as fabrication of core–shell nanofibers [14], bubbly and slug flows in a microtube [49], and drop coalescence and retraction in viscoelastic fluids [50]. Due to inherent nonlinearities, topological changes, and the complexity of dealing with unknown moving interfaces, multiphase flows are challenging to study from mathematical modeling and numerical algorithmic points of view [51,52].
Phase-field models are an increasingly popular choice for modeling the motion of multiphase fluids to have more accurate and acceptable results. The basic idea is to introduce a conserved order parameter such as a mass concentration that varies continuously over thin interfacial layers [53]. In the phase-field model, sharp fluid interfaces are replaced by nonzero thin thickness transition regions where the interfacial forces are smoothly distributed as it is applied in discussed model to have more accurate theoretical data. The total domain and the boundary of interface are denoted by Ω and Γ. The unit outward normal to Γ is denoted as n. We assume the boundary Γ is composed of two complementary parts, Γ = Γg + Γs. Figure 1 shows schematic diagram of a two-phase domain. The evolution of the mixture is assumed governed by the Cahn–Hilliard equation and the problem can be stated as (equation (1) is the main equation of phase-field method, equations (2) to (5) are boundary and initial conditions, respectively)
Schematic diagram of a two-phase domain.






The function μϕ is a nonlinear function of the order parameter (ϕ). It is usually approximated by a polynomial of degree three. In this paper, we consider the thermodynamically consistent function, namely

Solvent evaporation rate can be calculated according to Fick’s law. Mass conservation of the mixture requires



Using initial and boundary condition, jet diameter and solvent evaporation parameters are related as below

The parameters used in this simulation, concerning Fick’s equation, the same as experimental part, are as follows:
The mass densities of solvent for according to Polyvinyl alcohol (PVA)/water solution in shell and water in core part (Ms1 = 18 and Ms2 = 18) are ρs1 = 1 g/cm3 and ρs2 = 1 g/cm3 (solvent is water in both solutions in this case). The PVA diffusion coefficient in infinite water is D = 0.2 × 10−4 m2/s [57] (Appendix 1 formulas). Solvent (water) saturation vapor pressure at 25℃ is for both core and shell solution is considered as ps1 and ps2 = 3170 Pa [58]. The solvent mass transfer coefficient at the jet surface is kgi which are kg1= 0.90 × l0−3 cm/s for water in PVA/water solution in shell part and kg2 = 1.8 × 10−3 for water in shell part, by analogy with similar solvents [59].
So equation (11) can be written as

In this approach a set of governing equations, which are used for coaxial jet motion modeling, are contained mass and momentum conservation, Maxwell and Fick's equations for fluids together with the advection–diffusion equation of the diffuse interface are used to solve as following:







According to equation (18) the diameter of shell and core parts of nanojet can be calculated for each time step by inserting Ms1, ps1, and ρs1 constants for the shell and Ms2, ps2, and ρs2 constants for the core parts of nanojets. Furthermore, p is calculated from other mentioned governing equations in the discussed partial differential equations system (as it can be seen in Figure 2 and Table 1 in “Results and discussion” section). On the other hand, equation (17) is for one time step. Total time steps, which used to complete solving equations, is applied as theoretical solvent evaporation time.
Coaxial electrospinning setup. Comparison between theoretical and experimental nanofiber diameter in different initial jet diameter (nozzle diameter) and polymer solution concentration for both core and shell part of nanofibers (spinning distance is considered to be 10 cm).
Experimental
The PVA (Mw = 72,000 Da) was obtained from Merck Company and its solution was prepared by dissolving PVA in deionized water for shell part of nanofibers. The solution was magnetically stirred at 80℃ for 2 h to obtain homogenous solution. Coaxial electrospinning was performed in two different concentrations of PVA/water (6 and 10%) and distilled water for core part of nanofibers. Five different size of syringes (with diameter of 10, 30, 50, 70, and 100 µm) was placed on a programmable syringe pumps for both shell and core fluid, respectively. The initial spinning condition for experimental section is adjusted similar to the simulation part in order to provide better comparison situation between experimental and theoretical data. Spinning distance, ambient temperature, initial voltage, nozzle diameter (initial jet diameter), and flow rate in experimental spinning setup are selected as 10 cm, 25℃, 0 V, 10–100 µm, and 0.1 ml/h, respectively. Figure 2 shows the structure of coaxial electrospinning setup.
Scanning electron microscope (Philips XL-30) was employed to get and control nanofiber diameters. Further diameter characterization was applied for core–shell electrospun nanofibers using JEOL JEM-2010F FasTEM field emission electron microscope operated at 100 keV in order to measure core and shell part of nanofibers separately and to compare with simulation results. The samples were dried in a vacuum oven for 48 h at room temperature prior to TEM imaging. Typical SEM and TEM images of electrospuned core–shell PVA nanofibers are shown in Figures 4 and 5.
A high-speed video camera and the TAG Heuer Mikrotimer Flying 1000 that can track time down to 1/1000th of a second is applied to measure very fast motion of coaxial jet to compare with theoretical solvent evaporation time. The total time for the fluid jet motion toward the collector is considered as experimental evaporation time because solvent evaporation completed when the solid electrospuned nanofibers lay out on the collector.
Results and discussion
Discussed governing nonlinear equations (13) to (18) have been solved in a partial differential equations system simultaneously applying FEniCS package software in every time steps and grids of defined finite element mesh. The virtual setup frame in this modeling is defined in a way that spinning distance and the nozzle dimensions are simulated to be as same as the real operating coaxial electrospinning setup. Final results such as jet’s diameter in core and shell part, velocity profile, electric field magnitude, and solvent evaporation rate are defined for every time steps and grids of finite element mesh which are analyzed using Paraview software. Figure 3 depicts simulation results of core–shell nanofiber’s jet diameter changes under electric fields.
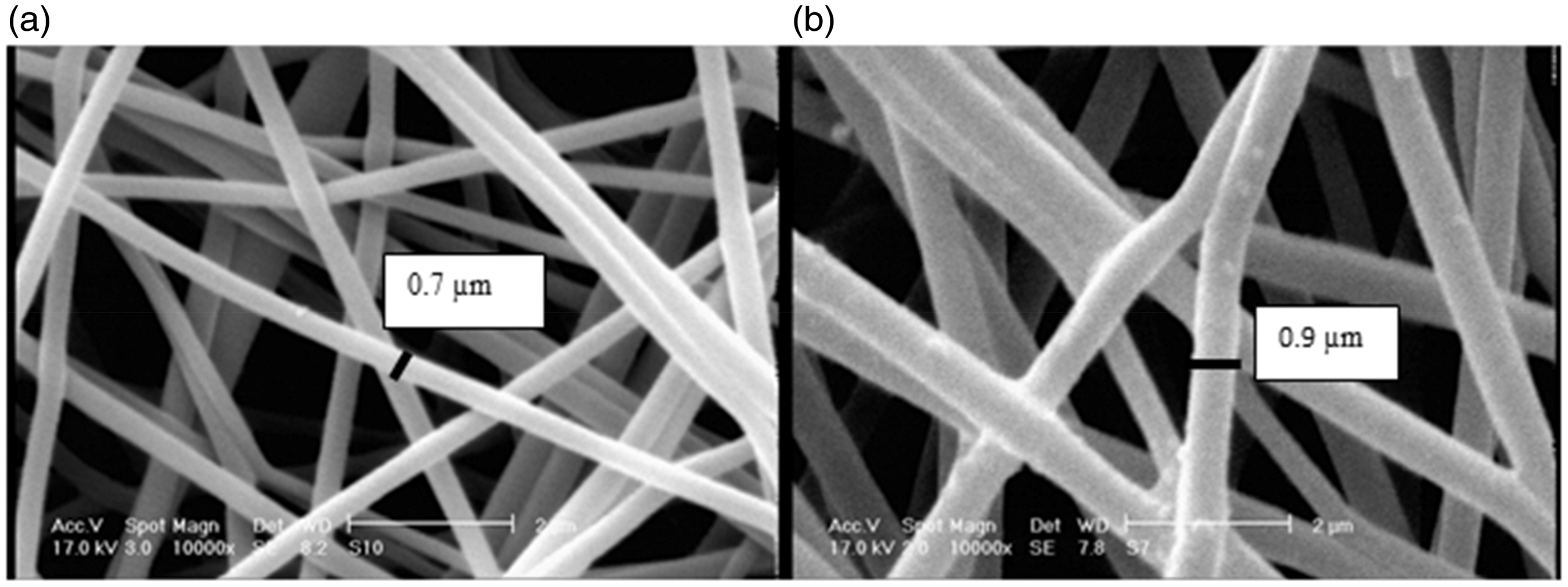
Theoretical results of jet diameter changes during motion toward collector using FEniCS simulation are presented: (a) Taylor cone creation, (b) jet initiation, (c) jet motion toward collector, (d) arriving to the collector, (e) core and shell diameter changes during coaxial electrospinning (nozzle diameter, spinning distances, and solution concentration are considered to be as 50 µm, 10 cm, and 6%, respectively). TEM results of PVA/water core–shell nanofibers with different polymer solution concentration: (a) polymer concentration of 10% and (b) polymer concentration of 6%. (Other spinning parameters such as nozzle diameter, spinning distances, temperature, initial voltage, and flow rate are selected as 50 µm, 10 cm, 25℃, 0 V, and 0.1 ml/h for both samples, respectively.) PVA: Polyvinyl alcohol; TEM: Transmission electron microscopy. SEM results for PVA core–shell nanofibers with different polymer solution concentration: (a) polymer concentration of 6% and (b) polymer concentration of 10%. (Other spinning parameters such as nozzle diameter, spinning distances, temperature, initial voltage, and flow rate are selected as 50 µm, 10 cm, 25℃, 0 V, and 0.1 ml/h for both samples, respectively.) PVA: Polyvinyl alcohol; SEM: Transmission electron microscopy.

The continuous and dotted lines show core and core–shell diameter changes during coaxial electrospinning, respectively. The initial diameter of core–shell jet and as a consequence core–shell nanofiber is considered equal to the electrospinning nozzle diameter. As it is recognized in the graph, the diameter reduction of the jet is sharply at first and slowly at the end of the process. At the initial stages of the process, the jet is coming out of the electrospinning nozzle as a drop named Taylor cone [36,43,61]. Finally a jet diameter reduction is obvious in the last part of simulation which is similar to other theoretical study results [33,62,63]. The primary jet is exerted toward collector because of attraction force between electrode connected to the collector and surface electric charges on coaxial jet. Although the force of polymer’s viscosity and surface tension resists against the movement of fluidic jet, the electric force between two electrodes can overcome these forces if the voltage magnitude is selected correctly. As it can be seen from the vortexes around the jet, velocity is increasing during the process and the jet is further accelerated by the time. It is clear from Figure 3 that jet diameter of both phases is decreased, which is consistent with Feng’s model [62].
The diameter reduction occurs during electrospinning mostly at first and middle of jet motion and slowly at the end, which can be considered as core–shell nanofiber diameter. According to this analytical model, forces that determine the jet diameter during electrospinning or coaxial electrospinning can be considered as of viscosity, surface tension, electric force, and flow rate which all influence jet velocity [15,64,65]. Electric field and diameter changes are deeply interrelated. Since the jet becomes thinner downstream, the increasing of jet speed enlarges the surface charge density and thus electric field which creates electrostatic forces. The produced electric force exerts on the jet and thus diameter becomes smaller [62]. Figure 4 shows TEM photographs of PVA core–shell nanofibers with the same spinning parameters with simulation setup, such as flow rate, voltage, nozzle diameter, spinning distance, and different polymer solution concentration (6 and 10%). As it is obvious, reduction of the concentration is leading to the finer nanofibers. Sharp boundaries of core–shell structure can be clearly seen along the nanofiber length which indicates well produced and homogenous core–shell nanofibers.
Figure 5 presents SEM photographs of PVA core–shell nanofibers with the same spinning parameters with simulation setup. The reduction of nanofibers diameter in more dilute polymer solution is clear in these photographs too. These experimental results are compared with the designed simulation in the following.
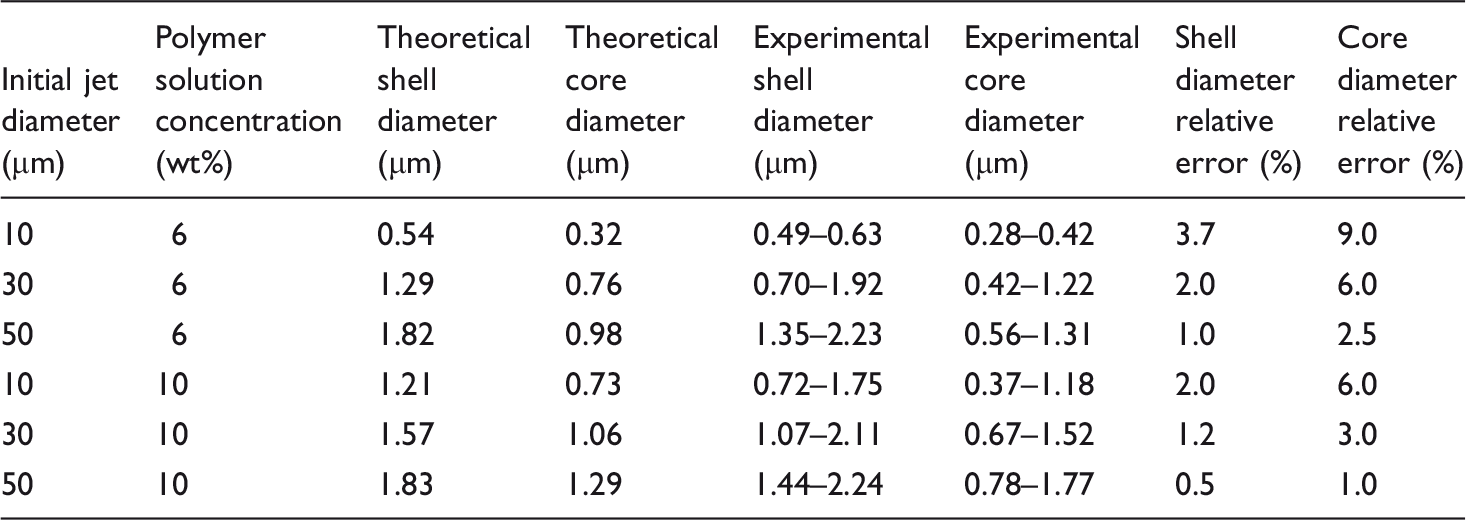
Table 1 signifies a comparison between theoretical and experimental nanofiber diameters in different initial jet diameter (nozzle diameter) for both polymer solution concentration (6 and 10 wt%) with spinning distance of 10 cm for both shell and core parts of nanofibers. It can be found that the model results have good compatibility with the experimental data with the same initial parameters including flow rate, applied voltage, solution concentration, and nozzle diameter. The two data in experimental columns for both core and shell parts (in this section, shell diameter is related to the total diameter of the nanofiber) indicate the minimum and maximum amount of measured diameter. Since naturally there are inhomogeneities in final diameter of collected nanofiber, the average diameter for both core and shell part is considered in calculating relative error (RE) between experimental (Diametere) and theoretical (Diametert) data due to the following equation

In order to have a reliable average diameter, for each spinning condition (discussed different nozzle diameters and polymer solution concentrations), 50 different points of nanofibers are selected randomly to measure their diameter applying their SEM and TEM photographs for both core and shell parts. The average diameter is calculated by adding all selected sample diameters divided by 50 for both parts.
Variation in the jet drying time (solvent evaporation time) with the initial jet diameter.

Figure 6 shows coaxial jet velocity and electric field changing during coaxial electrospinning. As clearly seen, velocity increases like a sinusoidal equation during coaxial electrospinning process that is similar to some related models [68,69]. At the initial stage jet velocity depends on the electric force between two electrodes of system profoundly. Since the electric force is small at the first time steps, surface tension and viscosity forces resist jet movement. Hence, the velocity increase is slow. After thinning the jet in the middle of the process, surface charge density and as a result electric force increases in a way that they can dominate opposition forces. Therefore, the jet velocity and as a result electric field has a sharp rise. Electric field increases in the jet motion direction and will lead to a huge electric force which accelerates the coaxial jet toward the collector. It has a maximum value after passing the nozzle since the shrinking diameter of the jet in combination with charge conservation demands a higher rate of convection, leading to surface charge density, ρe, growing [33,43,70]. As the jet becomes thinner downstream, the velocity increases and electric field decreases slowly after a sharp rise which is confirmed by Feng model [62,63].
Jet velocity and electric field magnitude increase in coaxial electrospinning process.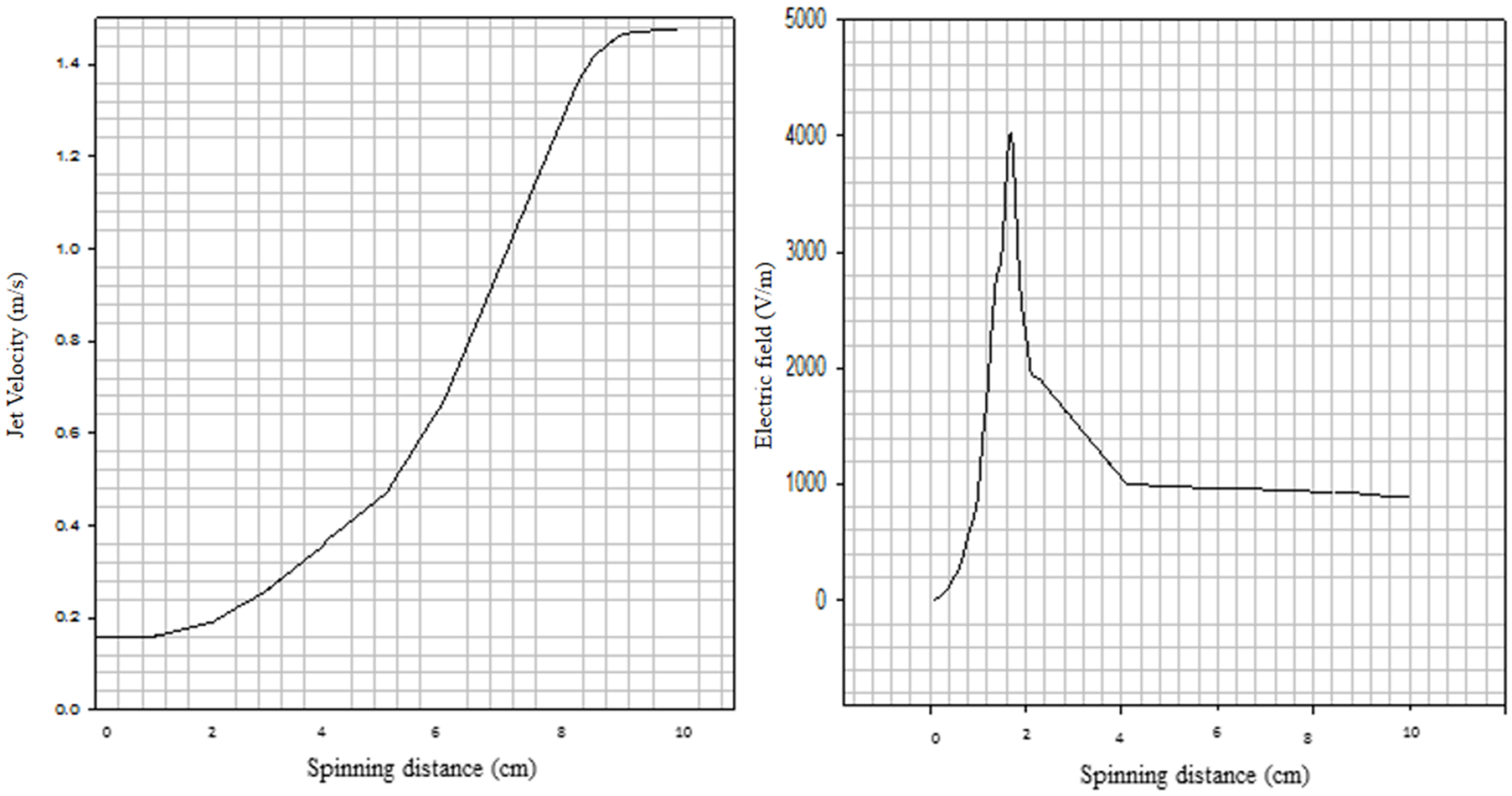
As mentioned before, solvent evaporation plays a critical role in nanofiber formation and jet diameter changes in electrospinning and coaxial electrospinning. Applying Fick’s law, the following assumptions are used in this model to simulate solvent evaporation from thin polymer jets: (a) no temperature gradient exists inside the jet, (b) the mass diffusion and transfer is axisymmetric, and (c) no chemical reactions take place inside the jet [34,35,71].
Figure 7 depicts solvent evaporation trends with different nozzles. According to the figure, at the first stages of the spinning process, the amount of evaporated solvent is more and during jet motion, it decreases. It is an expected trend because by passing the time, less solvent will be remained to be evaporated (as it is approved in Figure 8 too).
Simulation of core–shell jet solvent evaporation in a virtual electrospinning setup using FEniCS model with nozzle diameter of (a) 50 µm and (b) 10 µm, respectively. (Polymer solution concentration, time of process, and spinning distances for both nozzle diameters setup are considered to be 10%, 10 ms, and 10 cm respectively.) Solvent evaporation rate in different polymer solution concentration. (Polymer solution concentration, spinning distances, and nozzle diameters setup are considered to be 6–10%, 10 cm, and 50 µm, respectively.)

On the other hand, numerical simulation demonstrates high transient inhomogeneity of solvent concentration evaporation on the surface of the spinning jet. The degree of inhomogeneity decreases when the spinning jet becomes finer as it is shown in Figure 7. It means that the jet with lower nozzle diameter is more homogeneous. The simulated jet drying time decreases rapidly with the decreasing initial jet diameter as it has good compatibility with experimental data. Solving Fick’s governing equation by different initial nozzle diameter (initial jet diameter) leads to various solvent evaporation times which show some extent of homogeneity.
Table 2 shows the variation of evaporation time of the solvent with the initial jet diameter (nozzle diameter). The data present that by increasing the diameter of the nozzle, solvent evaporation takes more time and as a result, there will be more inhomogeneity and larger diameter which has the same trend as experimental results. On the other hand, according to both theoretical and experimental results, solvent evaporation time becomes larger by increasing the concentration from 6 to 10%, in Table 2. Relative error percentage for evaporation time is calculated as following to have a comparison between experimental and theoretical data

As discussed previously, relative error values can compare theoretical and experimental results precisely to confirm validity of the model. By applying a simulated virtual electrospinning setup before operating, nanofibers manufactures can have faster and less expensive production procedure. As mentioned before, the total time for the fluid jet motion toward the collector is estimated as experimental evaporation time, that is discussed in this section, because solvent evaporation completed when the solid electrospuned nanofibers lay out on the collector.
As it is obvious, evaporation time relative error percent decreases in coarser nanojets. It means that when the initial nanofiber diameter increases, the model has an acceptable compatibility with experimental results especially for nozzle diameters more than 50 µm.
For the electrospun nanojets with initial diameter of 30 µm and less, jets motion is extremely fast and even experimental measurements of the time still have errors despite many repetitions. Because of that the relative error is reasonably high. But for coarser nanojets, this model can apply to predict the evaporation time acceptably. The amount of relative error percentage is less for nanofibers with more concentrated polymer solution and the best result for prediction solvent evaporation time is nanofibers with nozzle diameter and polymer solution concentration of 100 µm and 10 wt%, respectively.
A comparative plot of solvent evaporation rates for different polymer solutions (6 and 10 wt%) containing PVA and water is presented in Figure 8. Spinning distances and nozzle diameters setup are considered to be 10 cm and 50 µm for both polymer solution concentrations, respectively. By increasing polymer solution concentration from 6 to 10%, evaporation time increases because the solution evaporation procedure is easier in more dilute solution. This fact affects final diameter of nanofibers while in the equal spinning distance, solvent evaporation rate increases in more dilute polymer solution leading to finer nanofibers as it can be compared in Table 2. The evaporation rates are calculated from the slope of evaporation curves for the mentioned solutions which is higher for 6% polymer solution obviously.
Conclusion and outlook
Development of coaxial electrospinning technologies for industrial applications should probably be more challenging than in the case of an ordinary electrospinning due to the multiphysical nature of the process and the complex interplay of multiple design, process, and material parameters. Being basically a simple and economical process, coaxial electrospinning can have large-scale industrial future by devoting more attention to physical phenomena which govern coaxial jet and as a consequence resultant core–shell nanofibers. This strategy will avoid unnecessary costs, reducing trial-and-error campaigns leading to fast material developments for tailored properties.
This study has focused on modeling and simulation of coaxial electrospinning by focusing on solving the governing equations of mass, momentum conservation, Maxwell and Fick’s equations together with the advection–diffusion equation of the diffuse interface for electrified fluid jet using software packages including FEniCS, GMSH, and Paraview software by applying Cahn–Hilliard and Newton solvers for finite element method.
Simulation results indicate that diameter reduction for both core and shell parts, occur mostly at first and middle of jet motion and slowly at the end of the electrospinning process. Applying this analytical model, nanofiber diameter for both core and shell parts with different polymer solution concentration (6 and 10%) and nozzle diameter (10, 30, and 50 µm) with the equal spinning distances of 10 cm were calculated and compared with experimental results in the same spinning condition.
Calculated relative error shows that for the higher nozzle diameter and polymer solution concentration, the model can have an acceptable prediction for core and shell diameter of nanofibers. Furthermore, relative error is less in shell diameter (total diameter of nanofiber) measurement rather than core part, but in initial nanofiber diameter of 30 and 50 µm, especially in higher polymer solution concentration, theoretical results can be used for core diameter prediction justifiably. On the other hand, TEM and SEM results for experimentally produced core–shell PVA nanofibers confirmed that both core and shell diameter decrease in more dilute polymer solution.
Modeling and simulation results for jet velocity and electric field are depicted in this model. Numerical results represent a sharp sinusoidal increase during jet motion toward collector for all spinning conditions which is confirmed by other experimental and numerical studies. As the jet becomes thinner downstream, the velocity increases and electric field decreases slowly after a sharp rise which is confirmed by Feng model. The velocity of electrified jet and resulted electric force magnitude changes are deeply related to each other. The reason is that increasing electric field, the surface charge density and as a result electric force is necessary to dominate opposition forces against jet motion in order to accelerate the jet. Therefore, electric field increases in the jet motion direction, leading to a huge electric force which accelerates the jet toward the collector with high velocity.
Investigation of the solvent evaporation behavior of the process by mentioned model indicates that by nozzle diameter increasing, solvent evaporation takes more time and as a result, there will be more inhomogeneity which has the same trend as experimental results. Furthermore, simulation results exhibit that more concentrated polymer solution jet needs more time to be dried. The evaporation rates can be calculated from the slope of evaporation curves for the different polymer solutions which is higher for 6% polymer solution obviously. Evaporation time relative error percent decreases in nanojets with higher diameter. And the model has an acceptable compatibility with experimental results especially for nozzle diameters more than 50 µm. The best result for prediction solvent evaporation time is nanofibers with nozzle diameter and polymer solution concentration of 100 µm and 10 wt%, respectively.
Regarding to discussed results, this model can successfully help future researchers to apply related virtual setup simulation for different parameters to select the spinning condition with less relative error before moving to the nanofiber manufacturing sector in order to save time and budget.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.