
Abstract
This paper presents an experimental investigation regarding the influence of the thermal and chemical treatment over the strength of one type industrially used basalt fibers. The fibers are heated at 160℃, 320℃, 480℃, 640℃, or 800℃ using a muffle furnace for 32, 64, 128, or 256 min. In the second series, the fibers are treated with 10% to 30% H2SO4, HCl and NaOH aqueous solutions for 48 h. The strength of the fibers is tested after the different treatments and is found to be decreased even after moderate heating temperatures. The fibers are as well investigated by scanning electron microscopy and energy-dispersive spectroscopy. By energy-dispersive spectroscopic method, the surface composition of the fiber is determined and significant changes in composition are observed even after treatment at 160℃. Obviously the change in surface composition is related to the change in the strength. A possible explanation can be the decomposition of the sizing on the fiber surface.
Introduction
Basalt fibers are produced from the natural product namely the volcanic stones. They are promised to be a sustainable replacement for the glass fibers and former often used asbestos fibers.
The application areas of these fibers are mostly based on their good thermal and chemical stability, which is significantly higher compared to common natural or synthetic fibers. Basalt fibers are also used in fiber composite reinforcements. Compared to glass or carbon fibers, basalt fibers are less investigated and less research publications are available. There are some older work published in the former Soviet Union, Russia, and Ukraine [1–3]. Further, there are several useful references published in different Asian languages [4–9].
In the area of composites, for instance, Sun et al. [10] reported about investigation of the mechanical properties of 2D and 3D woven basalt fiber composites under various strain rates between 0.001 and 3500 s−1. The main conclusions are related to the crack and delamination behavior of the composite material at these strain rates. However, there is no given comparison to similar composites based on other materials. Dorigato and Pegoretti [11] investigated the fatigue resistance of basalt fiber laminates, where basalt, glass, and carbon fiber laminates are compared. The basalt fiber laminates presented elastic moduli and strength values higher than those of the corresponding glass fiber laminates, with tensile strength values closer to that of carbon fiber laminates. The fatigue behavior of the basalt fiber laminates shows their better performance compared to the glass fiber composites.
Frequency features of basalt filament tows under quasi-static and high strain rate tension were subject of investigation in Zhu et al. [12]. These scientists investigated the strain rates under quasi-static at 0.001 s−1 and dynamic behavior at 600–3000 s−1. The results show that the basalt filament tows are able to absorb energy at certain frequencies and can be beneficially used in devices, which are working under dynamic load in these frequency areas. Zhu et al. [13] investigated the ballistic impact damage of biaxial multilayer warp-knitted basalt/vinyl ester composite. However, this reference mainly concentrates on the finite element method (FEM) modeling and its validation. A statement concerning possible advantages or disadvantages of the use of basalt fibers are not given in that reference.
Yang et al. [14] presented a comparison of a core-sheath structural effect on the tensile properties of ring core-spun yarns. One of the yarns is built on basalt filament at different twist levels and cotton is used as a sheath. The results show that aramid, PET, and basalt behave differently during tensile tests. Here, the strength of PET fibers is almost not influenced from the twist level. In contrast, the strength of aramid fibers decreases on increasing the twist level. The basalt yarn indicates, at first, slight increase of the strength with increase in the twist level up to one maximum and then a decreasing behavior follows after further increasing of the twists.
Boussu’s study [15] concentrated on the use of warp interlock woven fabrics inside of composites for ballistic protection, where aramid/basalt composites are tested as well. Integrated 3D woven joint tube based on twisted basalt staple yarns for warp and weft is the goal of the investigation of Zheng et al. [16].
Hu and He [17] investigated the possibilities for knitting of basalt filament yarns, under use of a commercial knitting machine. The knitting process of basalt filament yarns with those of glass filament yarns and polyacrylic yarns is compared. The investigation shows that the yarn damage of the basalt filament yarns is lower compared to the damage of glass fibers inspite of its higher friction coefficient. Further, for both of the fabrics the minimal yarn damage condition exists and depends on the setting of the stich cam position.
Deak and Czigany [18] presented a comparative study about the chemical composition and the mechanical properties of basalt and glass fibers. In addition to the large data, the authors conclude that significant differences between continuous basalt fibers and short basalt fibers are found. The short fibers have greater deviances in diameter and elastic modulus, while the continuous fibers showed higher modulus and strength values. These phenomena are explained with technological reasons and especially with the differences in the time for diffusion and fibrillization. Furthermore, the properties of the continuous basalt fibers are found to be quite independent of their diameter. In contrast, the tensile strength and elastic modulus of short basalt fibers were higher at diameters under 9 µm.
Thermal properties of aluminized and nonaluminized basalt fabrics are investigated by Hrynyk et al. [19] in order to find out whether the basalt fabrics are suitable for personal protective equipment at high temperature, when such fibers are used in technical applications. The performed experiments indicate that the type of aluminizing influences significantly the properties of aluminized basalt fabrics used in protective gloves or clothing. Lazcano and Weidong [20] confirm that coating of the basalt fibers increases the reflection of the heat radiation and that the fiber have great potential to be used in clothes for firefighters.
Fiore et al. [21] presented an extensive overview about the basalt fiber in 2015, referring to several investigations. According to Fiore et al., the researchers Hao and You [22] found out, that after thermal gravimetric analysis at 200℃, there is loss of mass in basalt and glass fibers. However, after this type of thermal treatment basalt fibers show better stability compared to glass fibers. In the same review are cited as well results of Moiseev et al. [23], Lipatov et al. [24], and Gutnikov et al. [25] who explain that the main factor for the loss of the strength of the basalt fibers is their crystallization behavior. According to Lipatov et al. [24] this behavior can be controlled by doping the basalt fiber with other chemical elements as zirconium.
Militky et al. [26] studied the ultimate tensile properties of basalt fibers at temperatures between 50℃ and 300℃ and identified structural changes of the fibers by scanning electron microscopy. They found out that the breaking strength distribution can be described by the Weibull-type model and postulated that fracture occurs due to irregularities in the fiber volume.
The chemical durability of the basalt fibers is studied for first time according to Fiore in Ramachandran et al. [27]. Nasir et al. [28] studied the corrosion behavior and the crack propagation of basalt fibers in 5 wt% sulphuric acid. They showed that after long duration treatment of up to 800 h all mechanical parameters, such as strength, stress, and elasticity modulus, decrease significantly. A more detailed overview about the chemical resistance can be found as well in the Fiore paper. However, from that review it is as well visible that some of the results of different authors are controversial. These different reported results can be explained by the fact that even now there are many factors influenced by production and fiber composition. Main points here are the natural content of the fibers, the production process, and the sizing, which are not or cannot be fully controlled/investigated during the investigations and which cause different behaviors.
Ying and Zhou [29] studied the tensile properties for high temperatures and found out that up to 300℃ the strength increases but after that decreases up to 70% of the initial one at 400℃ and then decreases dramatically. A treatment in boiling water shows an increase in the strength of 20% of the fibers and confirms the decreasing of the strength with acid treatments.
Chemical treatment of the basalt fibers and its influence over the interlaminar shear strength and fracture toughness of epoxy-based composites is discussed by Lee et al. [30]. They used Fourier transform infrared spectroscopy (FT-IR) and atomic force microscopy (AFM) in their analysis and found out that the chemical treatments led to significant changes in the surface of the fibers. An improvement was registered in the interlaminar shear strength and fracture toughness of composites of basalt fibers.
There are additionally reported results about basalt fibers, which the authors were not able to reach, but which should be taken into account from the people, having access to these. Theses are the papers of Ramachandran et al. [31], Efremov and Novitskii [2], Dubrovskaya and Kosmina [1], Lee et al. [32], Chun et al. [4], Samoilenko and Firsov [3], Wojnarovits [9,33], Li et al. [7], Hao et al. [6], and Song et al. [8].
The first aim of the now presented work is the investigation of the strength of the current industrially used basalt fibers after thermal treatment or chemical treatment at different concentrations of the chemicals. The second aim is to put the change in fiber strength in relation to the chemical surface composition of the fibers. Several of the earlier reported studies in this direction are from older times and it is not clear if they will be valid for the fibers of the current times. Not all concentrations of chemicals are covered in the studies and some are reporting opposite results in some areas.
Materials and analytics
Materials
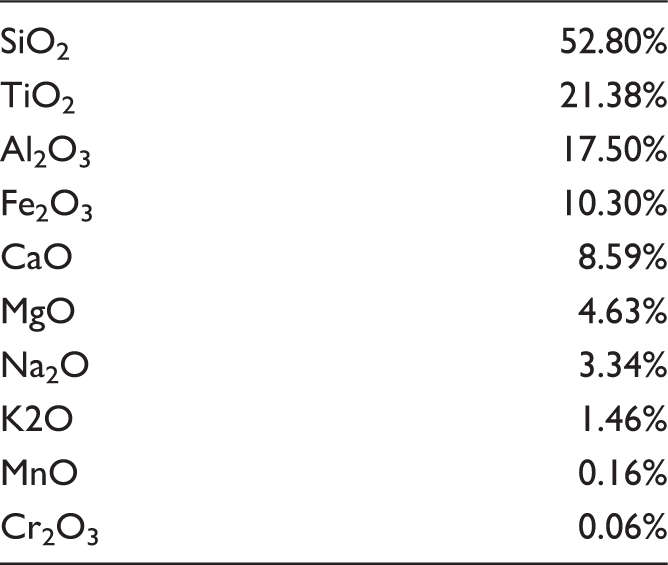
Approximated chemical content of the investigated basalt fibers according the producer.
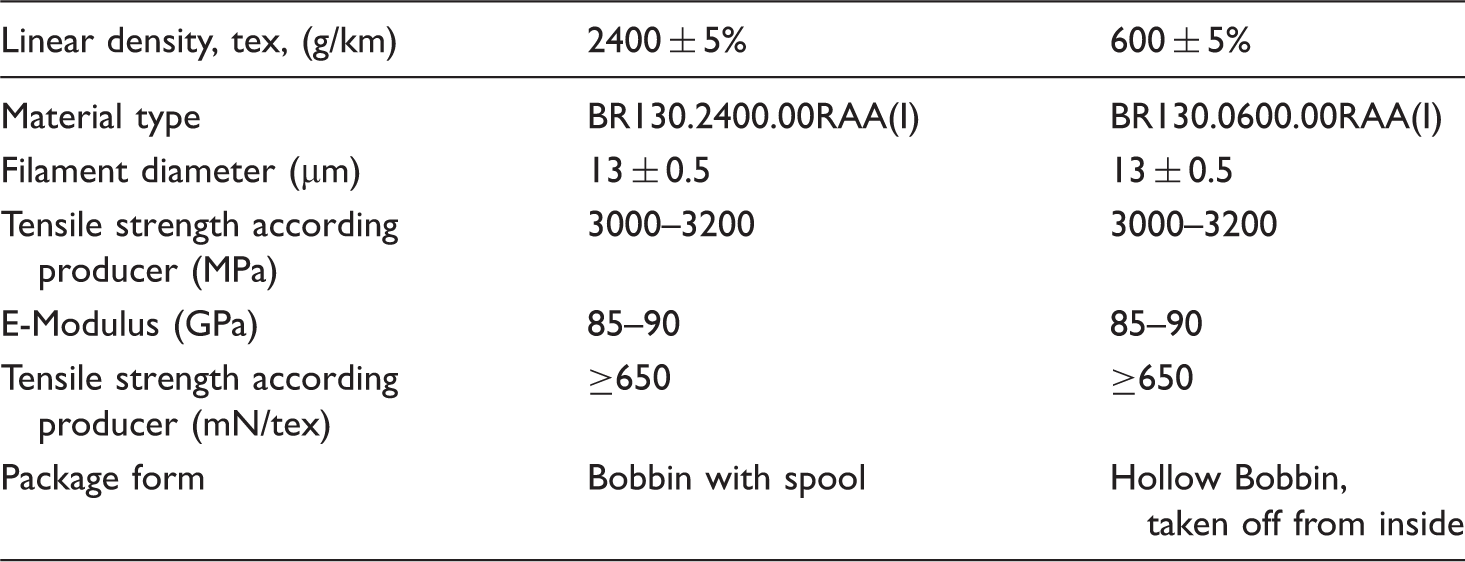
Main parameters of the investigated basalt fibers [34].
Fiber treatments
The thermal treatment was performed on the rovings with 2400 tex for different temperatures at 160℃, 320℃, 480℃, 640℃, or 800℃ using a muffle furnace. The duration of thermal treatments was set to 32, 64, 128, or 256 min. These durations are selected to be a power of two for easier data analysis in the logarithmic scale. During the investigation, roving with 10 m length was used always, due to the volume of the used oven. The material was stored in one ceramic dish (Figure 1). The influence of H2SO4, HCl, and NaOH on the strength of the fibers was investigated. For this, a 10 m of each roving (2400 tex) was treated in the aqueous solutions for 48 h at 40℃. For these experiments, 10%, 20%, or 30% solutions of the chemicals were used. After this treatment, the rovings were washed in order to avoid a continuing reaction of the fibers with chemical residues.
Muffle furnace with ceramic dish used for thermal treatment of investigated basalt fibers.
Mechanical analytics
The fiber test was performed on a FAVIGRAPH device of company TexTechno GmbH, which combines linear density measurements and tensile tests in one test equipment. Testing speed was set to 20 mm/min on a clamp with load cell of 100 cN with distance between the clamps being 20 mm at pretention 1cN/tex according to DIN EN ISO 5079. The roving was tested according to DIN EN ISO 2062: 1995-05 under standard climatic conditions 20 ± 2℃ and 65 ± 2% relative humidity at 250 mm testing length at 250 mm/min testing speed with load cell of 1 kN.
Microscopic analytics
The basalt fibers were investigated by scanning electron microscopy (SEM) using TM3000 TableTop microscope from Hitachi. The accelerating voltage was set to 15 kV. The chemical surface composition of the basalt fibers is determined by energy-dispersive spectroscopy (EDS) by using a Quantax 80 unit from Bruker, which is incorporated in the TM3000 TableTop microscope. This EDS unit enables the quantitative determination of chemical elements on sample surfaces, if the content of the element is 0.5 wt% or higher. The element hydrogen cannot be determined by the used device. Investigations are done on basalt fibers before and after the different types of treatment.
Thermogravimetric and calorimetric analysis
Thermogravimetric measurements (TGA analysis) and calorimetric measurements (DSC analysis) were performed on the basalt fibers by PerkinElmer devises. The measurements were performed under air and the heating rate is set to 5℃/min. The DSC analysis was done for a temperature range from −30℃ to + 500℃ and the TGA analysis was done for a temperature range from + 30℃ to + 700℃.
Results and discussion
Mechanical properties
At the beginning of the investigation, the common tensile tests such as strength, knot strength, loop strength, and strength of twisted filament (100 m−1 Z direction) was determined to check the operability of the yarns. All these tests were performed on direct roving and on the roving, which was once rewinded on a universal winding machine. This machine was used for preparation of braiding bobbins. During that process, as less as possible friction and bending places were used. The rewinding was performed to investigate the influence of the motion of the yarn and the friction to some machine elements. Figure 2 presents the results of the tensile strength and Figure 3 about the breaking elongation.
Strength of basalt roving in direct state and after rewinding. Breaking elongation of basalt roving in direct state and after rewinding.

The knot strength of the basalt fibers is significantly lower than the normal tensile test, which was expected due to the similarity of the properties of other inorganic fibers as glass and carbon. Under the loading where they are stressed to form with very high curvature. In a similar way, the loop strength is lower than the normal strength. The strength of the twisted filaments is also lower than direct roving, which can be explained by two reasons. First, the filaments are oriented already under some angle to the loading direction. Second, some of the filaments are broken during the twisting process. In all cases, the rewinding process reduces the strength by about 30%, which is a sign for the mechanical sensitivity of the investigated basalt filament. For this, basalt fiber material has to be manipulated with possible minimal interactions within the machine elements.
The breaking elongation was about 2% (Figure 3). The twisted yarns were based on the twisted structure up to 3.7% breaking elongation. Error indicators for these measurements were not presented, as they were all less than 0.02% and, thus, the deviations were lower than the accuracy of the measurement due the errors of the testing device and due to possible minimal slippage of the fibers in the clamps.
Figures 4 and 5 present the roving strength after thermal treatment, once as function of the time and once as a function of the temperature. The exposition time influences the strength at high temperatures—in the current case at 320℃ and 480℃ and has no significant influence (at least up to 6 h of exposition) at 160℃ or less.
Roving strength after exposition at different temperatures as a function of time. Roving strength after exposition for different times as a function of temperature.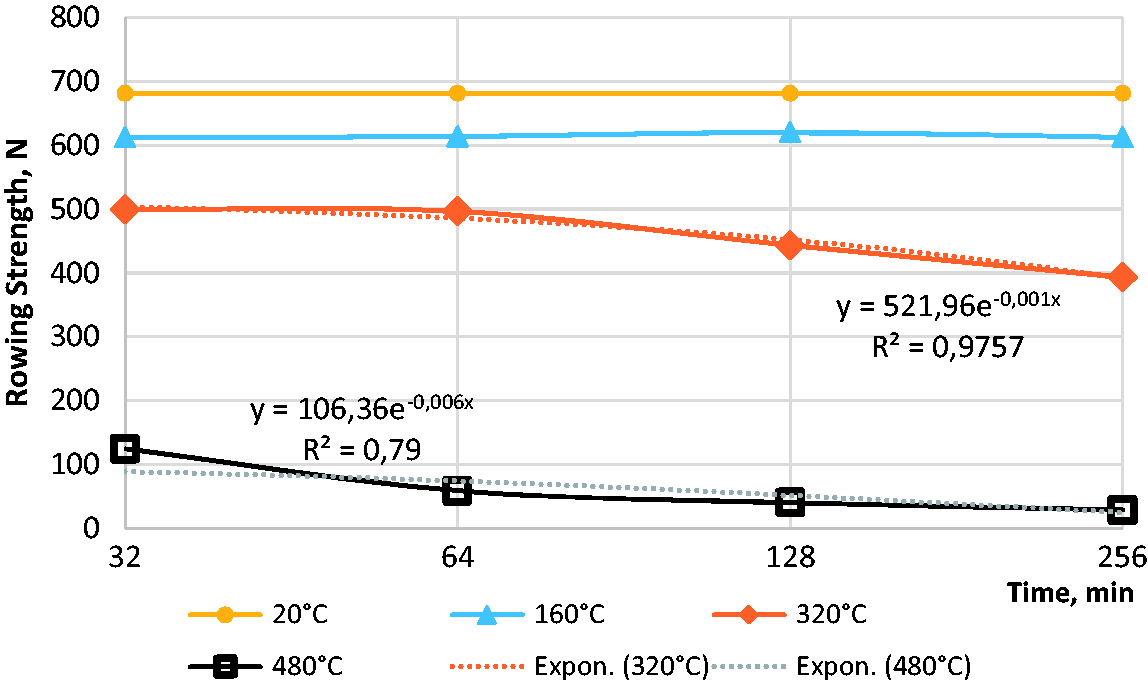
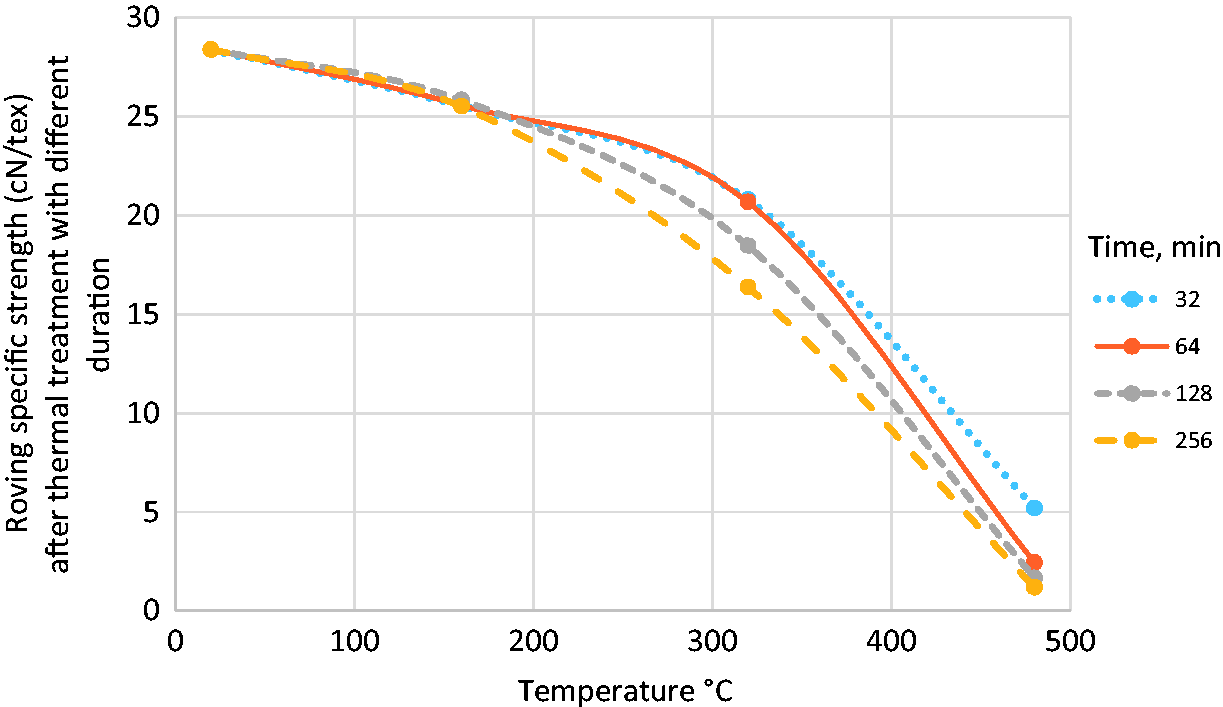
On the contrary, temperature has significant influence on the strength, decreasing slightly up to heating at 300℃ and after that showing rapid decreasing of the strength up to 480℃. The experiments with the investigated roving at higher temperatures show no remaining strength of the material (Figure 6). After heating at 800℃, the roving cannot be used as a linear product anymore. After treatment at that high temperature, the fibers are completely destroyed into small separated pieces (Figure 7).
Roving after 480℃ is brittle and breaks after touching. Roving after 800℃ treatment is no more a linear product. The picture is direct from the ceramic pot after the treatment, it was not touched.

This drastic change in mechanical stability of the basalt fibers can be explained by the crystallization and redox processes, which are reported for temperatures of 650℃ or more [21,23,25].
Figure 8 presents the influence of the concentration of the tested acidic and alkaline solutions after 48 h of placement in the solutions. The treatment with the three chemicals leads to a decrease of the fiber strength as a function of chemical concentration. With increasing chemical concentration from 10% up to 30% a slight decrease of the strength is observed. In the case of using H2SO4 and HCl, the strength remains slightly under the level of 10–15%. In comparison to the investigated acids, the aqueous NaOH solution seems to be more aggressive. The strength after this alkaline treatment is lower compared to strength after treatment with other acidic solutions. After treatment with 30% NaOH, the remaining strength is already 20% of the initial one. The estimated elastic modulus of the rovings and single fibers did not show any significant influence from the thermal and chemical treatment and are not presented graphically here.
Tensile strength as a function of the concentration of the testing chemicals after 48 h duration.
Microscopic observation
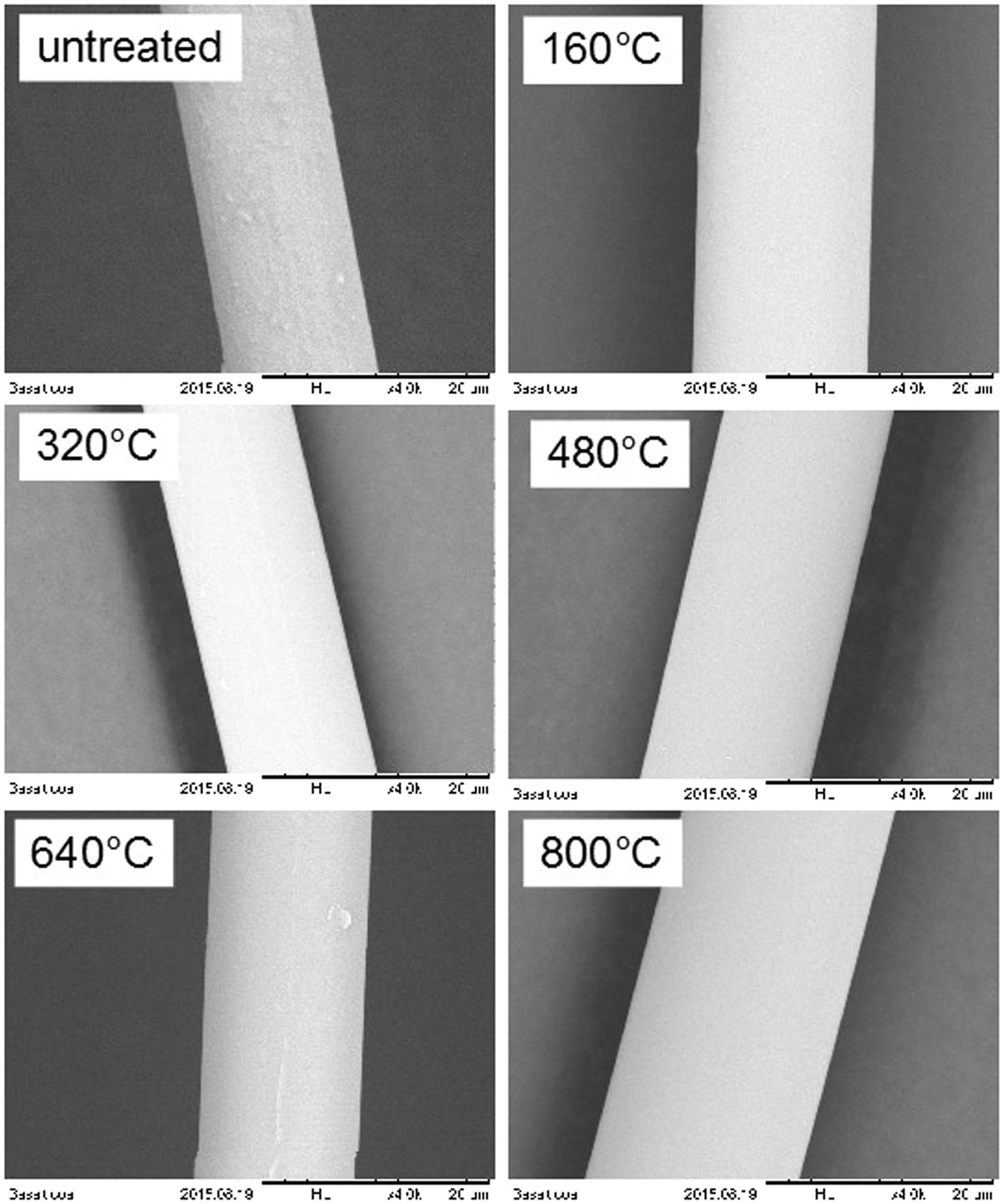
The basalt fibers are investigated by SEM before and after different treatments (Figures 9 and 10). For this investigation, a magnification of 4000× is used to gain an optimal view on the whole fiber diameter. In fact, by these microscopic images no change in fiber morphology is detectable. Even the fibers exhibiting a significantly decreased strength after the treatment show nearly the same microscopic morphology as the untreated basalt fibers. The shape and size of fiber are not mainly influenced by different treatments.
SEM microscopic images of basalt fibers after treatment with different acidic and alkali conditions. The concentration of the solutions is 30% and the duration of the treatment is 48 h. SEM microscopic images of basalt fibers after treatment at different temperatures.
Surface composition
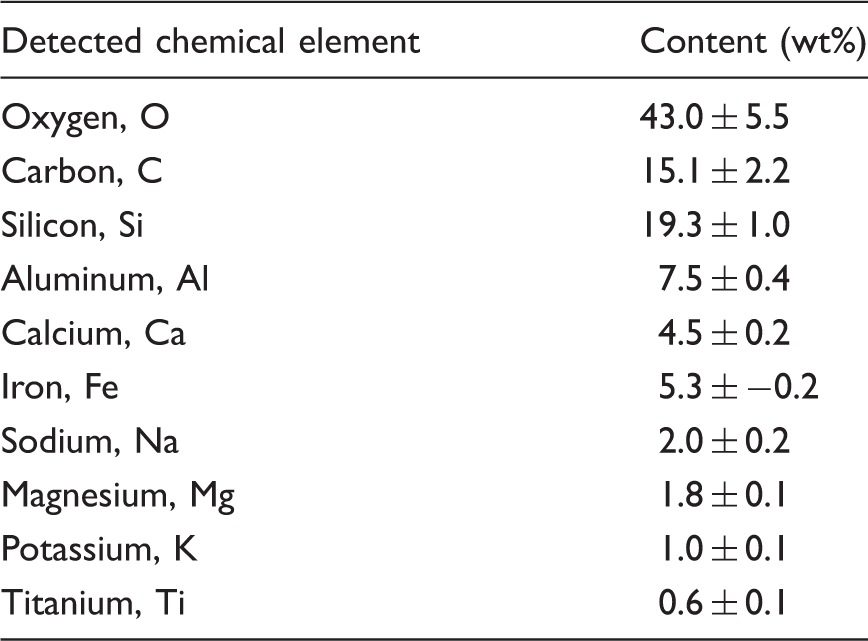
In addition to the microscopic investigations, the EDS measurements on the fibers were also performed to determine the chemical surface composition of the fibers. Figure 11 shows the EDS spectrum of the untreated basalt fiber and in Table 3 the related surface composition determined from this EDS spectrum is given. The type and amount of determined metal and semi-metals (as silicon, aluminum, iron, and others) are in the range, which is typical for basalt fibers, as reported in Deak and Czigany [18] and Pico et al. [35].
EDS spectrum of the untreated basalt fiber sample. Chemical elements determined on the untreated basalt fiber surface. The determination of elements is done by EDS method. Elements with a content of <0.5 wt% are not detected.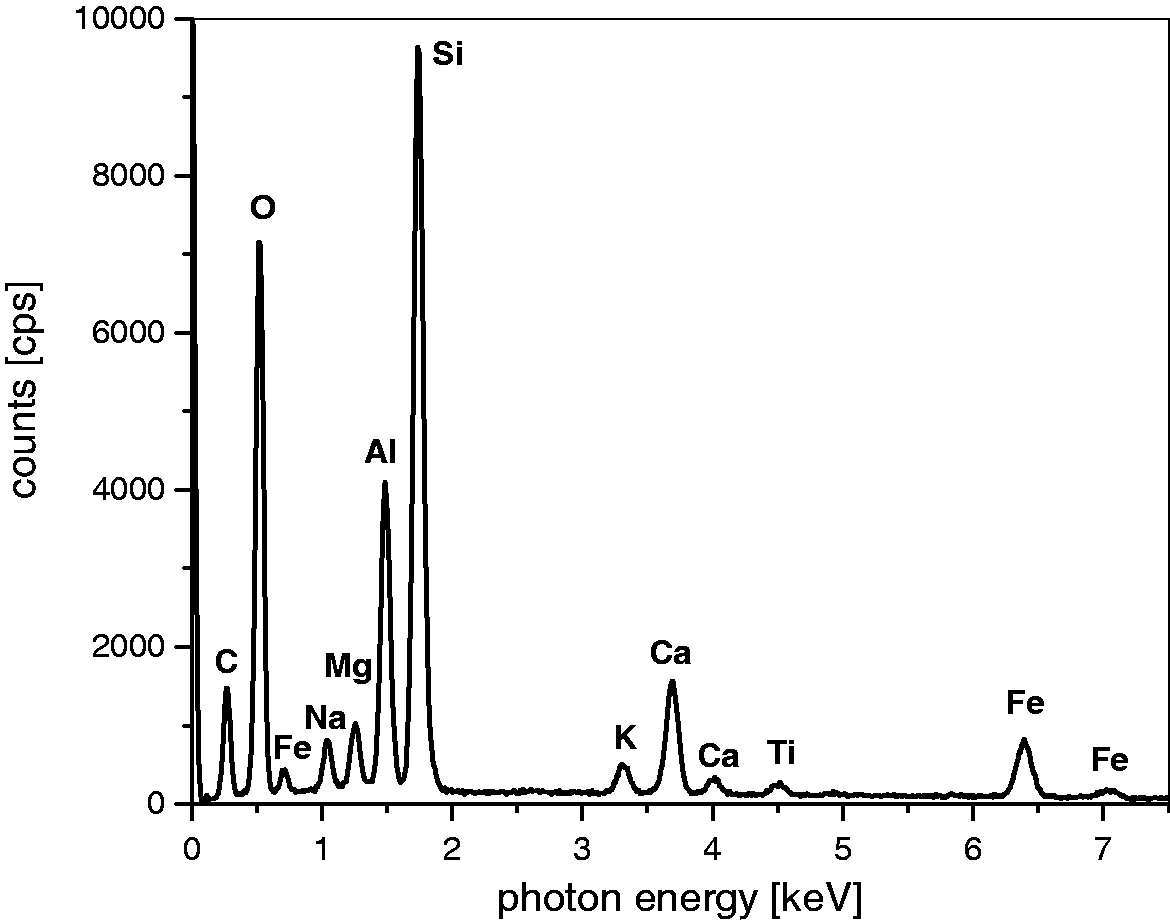
In addition to the metals and semi-metals, oxygen is also detected on the fiber surface, which is expected, because of the oxidic nature of the basalt fiber. However, an amount of 15% of carbon is also determined on the surface of the basalt fiber. The occurrence of carbon cannot be explained by the typical composition of a basalt fiber. The detected carbon probably results from a fiber surface treatment as sizing, which could be performed to improve the behavior of basalt fibers in different production processes. In Schlichte [36] it is reported that for glass fibers the commonly used size consists of starch as main component.
Of course, the companies supplying the fibers do not disclose the detailed chemical composition of the used size. However, it should be supposed that for basalt fibers analogous sizing are used, because basalt fibers are also of inorganic nature. Even if sizing systems containing silicon are used, a certain amount of carbon could be also expected in that case, because silicone oils or organofunctional silanes also contain carbon in significant amounts.
Figure 12 shows the change in surface composition as a function of the temperature of thermal treatment performed for 256 min. It is clearly seen that the content of carbon is decreased while the content of the other chemical elements increases in the same ratio. As mentioned above, the presence of carbon on the basalt fiber surface is caused by the sizing on the basalt fiber. This sizing is an organic compound, which is decomposed and burnt away from the fiber surface during the thermal treatment. Most organic compounds will start pyrolysing at temperatures between 200℃ and 300℃. In principle, the detection of carbon by EDS method is not easy, because side peaks of other present elements are near the main signal of carbon. For this, carbon cannot be surely identified after thermal treatment of the fibers at temperatures of 480℃ or higher.
Content of chemical elements on the basalt fiber surface as a function of temperature of thermal treatment, which was performed for 256 min. The determination of elements is done by EDS method. The shown error bars are the result of EDS method.
Thermogravimetric and calorimetric analyses
The change of element composition determined by EDS measurement after different thermal treatments is in good agreement with the results gained by thermogravimetric analysis (Figure 13). The carbon content on the fiber surface is already reduced, if the samples are heated to 150℃, so a decomposition of the sizing on the basalt fibers could be suggested already for such low temperatures. In comparison, the TGA analysis also exhibits a decrease in sample weight after heating of more than 100℃. A following significant weight loss is determined in the range from 300℃ to 400℃, consistent with the decrease of carbon content on fiber surface in that range. Till heating to 700℃ the fiber sample loses around 2 wt%.
Thermogravimetric and calorimetric behaviors of the investigated basalt fiber. Presented is the TGA signal and DSC signal as a function of temperature with a heating rate of 5℃/min.
Fiore et al. [21] reported TGA weight loss for basalt fibers of 1 wt%, which is smaller compared to values observed for glass fibers with 2 wt%. However, if the weight loss is caused by the decomposition of the sizing on the basalt fiber, it should be clear that this value is strongly determined by the production process of fiber supplier. In summary, the now determined 2% TGA weight loss are pretty close to the range of what is expected for sizing concentration onto the fiber.
Also remarkable is the DSC analysis showing a significant minimum at 151℃. This minimum is related to an endothermic process. It could be proposed that this endothermic process is related to a melting process of the sizing onto the basalt fiber.
Surface composition after chemical treatments
An analogous behavior of decreased carbon concentration after thermal treatment is also observed after acidic and alkaline treatments (Figure 14). It seems that by this chemical treatment mainly the sizing is removed from the basalt fiber surface, while the composition of the inorganic compounds are not changed.
Content of chemical elements on the basalt fiber surface before and after treatment with different acids or base at 40℃. The determination of elements is done by EDS method. The shown error bars are the result of EDS method.
Discussion
The investigated material shows less stability than that reported by Hao and Yu [22] where the mass loss is about 1% and does not remain constant, but around the same level between 300℃ and 800℃. For the actual investigated basalt, the mass loss increases up to 2% and does not show constant area.
In fact, the thermal treatment can be expected to have two influences on the basalt fibers. First, there is change in the bulk structure of the basalt by crystallization processes or by redox processes, as described in literature for temperatures >650℃ [21,23,25]. Second, there is change in the surface properties of the basalt fibers, e.g. by changing or even complete destruction of the sizing on the fibers. It can be supposed that in the current investigation the used temperature range from 160℃ to 800℃ covers both influences. The actual investigated roving is destructed after thermal treatment at 800℃, which could be a result of crystallization processes. However, the roving also exhibits a decrease in strength even at 300℃, which are too low for the crystallization processes to occur. For this, instead of crystallization a destruction of the sizing on the fibers can be expected to be the reason for the decrease in strength. This expectation is supported by the EDS measurements made on the fibers hinting that the surface composition of the fibers is significantly changed after the thermal treatment. Therefore, probably a change in surface properties of the fibers is responsible for the change in fiber strength under heating till 500℃ and for heating at higher temperatures for >600℃ onset of crystallization process should be expected.
Conclusions
The investigated roving type shows that heating up to temperatures of 300℃ reduces its strength slightly, but the higher temperatures lead to significant damages of the continuity of the fiber material. After treatments at 480℃ the basalt fibers already have minimal strength. The exposure time has no effect up to 300℃ but after that longer heating decreases the strength as well. The 48 h contact with acids and bases with concentration up to 10% reduces the strength significantly but after that for concentrations up to 30% it still remains at around half of the initial one. The alkaline solution of sodium hydroxide is more aggressive than the sulfuric acid and hydrochloric acid. The microscopic analysis explains the thermal behaviour—up to 300℃ there is a significant amount of carbon atoms on the basalt fibers, which are probably a part of available sizing. This sizing keeps the fibers flexible. After 300℃, it is already burned and the fibers become brittle. The investigation is based only on one type of producer and should be extended to other types as well.
In fact, one main result is that there is a strong change in the surface composition of the basalt fibers, and that there is a decrease in weight and a reduction in strength at the onset of heating temperatures of 200℃. Owing to the facts that for a change of crystallization in the basalt fibers, higher temperatures of >600℃ are expected to be necessary and in the now presented experiments, even at >200℃, a decrease of carbon on the basalt fiber occurs suggesting that the sizing on the fiber surface is removed by temperature. This removal consequently yields to a change in surface properties of the fibers and by this to a loss in strength. Hence, for further development in investigations of the future work, it could be an aim to develop a sizing or another surface treatment for a basalt fiber with higher temperature stability. Of course, such a development is beyond the scope of the now presented experimental work.
Footnotes
Acknowledgements
The authors owe many thanks to Prof. Dr A Fahmi and VP Nirwan from Hochschule Rhein-Waal, Kleve, Germany for supporting thermogravimetric and calorimetric measurements.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.