
Abstract
Functional textiles of far infrared emissivity and electromagnetic shielding are attracting increasing attention, thus in this research we fabricated the bamboo charcoal/metal complex yarns with stainless steel wires or copper wires as the core yarn and bamboo charcoal polyester textured yarn as the wrapped yarn, using a rotor twister machine. The two manufacture parameters were rotor speed (7000–11,000 r/min) and wrapped number (2–7 turns/cm), and the bamboo charcoal/metal complex yarns which had optimum breaking strength and elongation became the weft yarns of the bamboo charcoal/metal complex woven fabrics. After the complex woven fabrics were tested in tensile strength and tensile strain, they were changed with different lamination numbers for the tests of the far infrared emissivity, anion density and air permeability. When the core yarn was 80 ìm stainless steel wires, the complex woven fabrics had the optimum tensile strength and air permeability of 364.8 N and 174.8 cm3/s/cm2. When the lamination number was 2, the complex woven fabrics had the optimum far infrared ray emissivity of 0.94.
Introduction
Bamboo charcoal is made from 4-year-old bamboos which received oxygen-free heat decomposition in the charcoal kiln at a temperature between 450℃ and 750℃. The bamboo charcoal has compact and porous structure, usually used as absorbent [1] and deodorization [2,3]. It can also release far infrared ray and adjust the humidity [4]. Thus, bamboo charcoal is a functional and environment-protective material in the nature.
The invisible infrared rays whose wavelengths ranging from 0.75 to 1000 ìm can be categorized as near-infrared (0.75–1.4 µm), short-wavelength infrared (1.4–3 µm), mid-wavelength infrared (3–8 µm), long-wavelength infrared (8–15 µm) and far infrared (15–1000 µm) [5]. The far infrared ray at 4–14 ìm, which is attention-getting, benefits to people the most. It is also closely related to the growth of all creatures as it vibrates and activates the water molecules inside all creatures for resonation, metabolism, absorption, excretion and growth. Creatures on the earth all rely on the electromagnetic waves brought by the far infrared ray to live, thus such vital light at 4–14 ìm is indispensable; in addition, the objects in the cosmos maintain their temperature by means of the constant-heat radiation emitted by the far infrared ray [6].
Human body is constituted of many elements and ions, for example, the nervous cells are in charge of conveying important messages of the body and the muscular cells are responsible to support the skeleton. These cells are micro-tuned by means of the interaction of the electric ions. Furthermore, ions can be divided into cations and anions and when both of them balance, the body functions well. If one of them outnumbers the other or if one of them is increased by outer ones, the ion balance between the atoms and molecules will be ruined, expediting aging and damaging the health. In particular, the sick house built by cement releases out radon and other toxic gases that makes human health jeopardized. Therefore, placing bamboo charcoal at where we live and work help increase the anions and establish healthy spaces for us [4].
Functional textiles which emit far infrared ray, release anions, shield electromagnetic waves [7–9] and prevent static electricity [10–12] can promote the special usages and functions of textiles and create the high value-add of the textiles. At present, the complex yarns produced in textile industry are mostly fascinated yarns which use textured yarn as core yarn to wrap with staples [13,14] to form complex fabric using circular knitting or loom machine. These two kinds of weaving methods are appropriate to produce complex fabric using fascinated yarns. However, in this research we fabricated the bamboo charcoal/metal (BC/M) complex yarns with stainless steel wires wrapped with bamboo charcoal polyester textured yarn using a rotor twister machine. The BC/M complex yarns were processed by filaments based on wrapped complex technology, forming better structure stability than that processed by staple fibers [15,16]. Two parameters of rotor speed and wrap number were varied in order to explore the mechanical properties and the optimum manufacture parameters of the complex yarn, and then BC/M complex yarns were woven into the BC/M complex woven fabrics. Afterward, the far infrared emissivity, anions density and air permeability of complex fabrics were evaluated.
Experimental
Materials
BC/M complex yarns were fabricated with metal wires as the core yarn and bamboo charcoal textured yarn as the wrapped yarn. The 75d/72f/2 bamboo charcoal textured yarn was offered by Hua Mao Nano-Tech Co., Ltd. Bamboo charcoal textured yarn contained 1.2% of bamboo charcoal powders and 98.8% polyester. The metal wires included 0.04 mm and 0.08 mm stainless steel wires and 0.08 mm copper wires. Both stainless steel wires were provided by King's Metal Fiber Technology Co., Ltd and the copper wires were supplied by Floodlit Enterprise Co., Ltd.
Manufacturing technique
Figure 1 displays the configuration of the rotor twister machine. Bamboo charcoal polyester textured yarn was set on the cone (B) and then was placed onto the rotor twister (C) which was turned by a tangent belt (D) connected to a motor. Stainless steel wires went through the thread eyes (A) and were drawn by the winding roller to form the bobbin yarn (F). When the rotor twister rotated, the yarns would be twisted. Both the rotor speed and winding roller speed determined the wrapped counts. As winding roller speed decreased and rotor speed was constant, the wrapped number would be higher. The complex yarns were held by the winding roller, wrapped with the rotation of the roller twister and then collected by the winding roller. In this research, we fabricated the BC/M complex yarns using a novel rotor twister machine. BC/M complex yarns consisted of the core yarn and the wrapped yarn. The core yarn was the metal wires which had electric conduction and the wrapped yarn was bamboo charcoal polyester textured yarn.
The configuration of the rotor twister machine.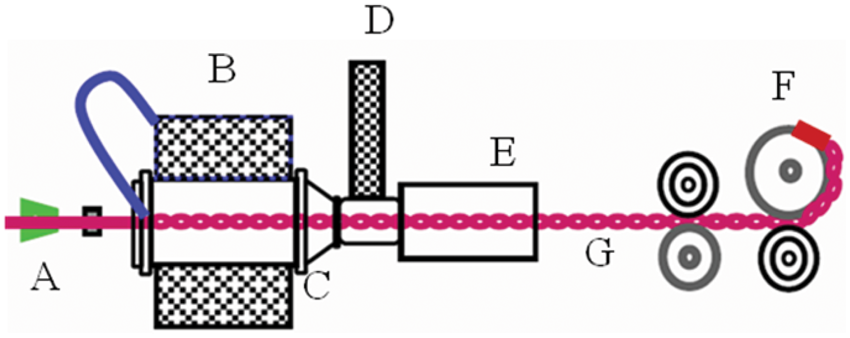
The BC/M complex woven fabrics were made of the BC/M complex yarns with a loom machine (Sulzer, G6300, Italy).
The manufacture parameters for BC/M complex yarns were the rotor speeds (7000, 8000, 9000, 10,000 and 11,000 r/min) and the wrapped numbers of the BC/M complex yarns (2, 3, 4, 5, 6 and 7 turns/cm). Then the BC/M complex yarns were tested in the maximum breaking strength and elongation. In particular, when the rotor speed was 8000 r/min and the wrapped number was 4 turns/cm, the complex yarn displayed the maximum breaking strength. The weft yarn of the BC/M complex woven fabric was the BC/M complex yarns and the two parameters remained the same. Three core yarns for the complex yarn were 0.04 mm stainless steel wires, 0.08 mm stainless steel wires and 0.08 mm copper wires. The cotton yarn was used as the warp yarn of the BC/M complex woven fabrics for a plain weave which is shown in Figure 2.
The BC/M complex woven fabrics. The warp yarn is cotton yarn with a density of 76 yarns/inch and the weft yarn is the BC/M complex yarns with a density of 56 yarn/inch. BC/M complex yarns are made of 0.04 mm stainless steel wires as the core yarn and 75d/72f/2 bamboo charcoal polyester textured yarn as the wrapped yarns. The wrapped number of the BC/M complex yarns is 4 turns/cm and the rotor speed is 8000 r/min.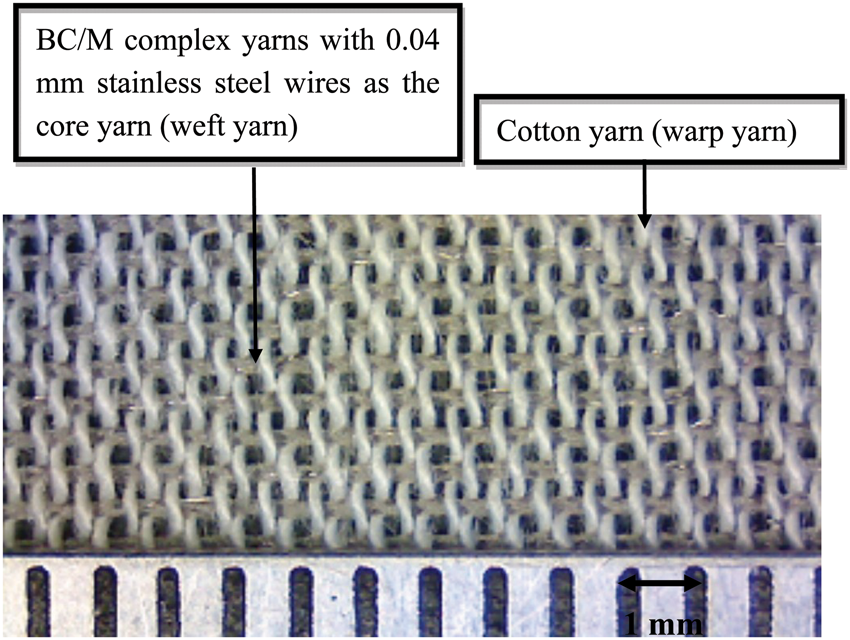
Testing methods
Maximum breaking strength and elongation testing for the BC/M complex yarns
The BC/M complex yarns were tested in maximum breaking strength (g/d) and maximum elongation (%) as specified in CNS-11263, with the maximum breaking strength and elongation tester (Textechno Statimat, Germany). The gage distance was 250 mm, the tensile speed of the gage was 300 mm/min, expected load was 0.057 g/d and the amount of the specimens were 20 pieces.
Tensile strength and strain testing for the BC/M complex woven fabrics
According to the tensile strength and strain testing for normal fabrics as ASTM D-5035 (Strip), 6.12 of the CNS-12915, we tested the BC/M complex woven fabrics. When the temperature was 20 ± 2℃ and the relative humidity (RH) was 65 ± 2%, we tested the BC/M complex woven fabrics with strip method using the material testing system (HT-9101, HUNG TA INSTRUMENT CO., LTD, Taiwan) controlled by the computer server. The gage distance was 200 mm, width of the specimen was 50 mm and the tensile speed of the gage was 300 mm/min. Each specimen was tested five times.
The far infrared emissivity measurement
Complex woven fabric samples with diameter of 6.8 cm were loaded on the far infrared emissivity tester at 34℃ (Figure 3) for the measurement and the values were recorded for further comparison and analysis. In this experiment, the lamination number of the complex woven fabrics was changed from one layer to six layers because multiple layers have different far infrared emissivity effectiveness.
The far infrared emissivity tester.
The anion density measurement
Specimens of complex woven fabrics were measured with the anion density at 20 and relative humidity 65% in the testing case whose size was 300 mm × 200 mm × 200 mm. The anion density measurement was obtained by Air Ion Counter (ITC-201 A, Japan). In this measurement, the complex woven fabrics had different lamination numbers ranging from one layer to six layers.
The air permeability measurement
The measurement was performed as specified in ASTM D737, with the air permeability tester. Each sample of complex woven fabrics was tested 20 times, and the average value was recorded.
Results and discussion
The influences of the rotor speed and wrapped number of the BC/M complex yarns on the tenacity of the BC/M complex yarn.
Figure 4 shows that when the wrapped number was 4 turns/cm and when the rotor speed increased from 7000 r/min to 8000 r/min, the tenacity of the BC/M complex yarns increased. As the rotor speed increased, the force flung by the air loops increased and made the core yarn being wrapped more tightly, heightening the axial strength of the yarn and the maximum tenacity of the complex yarn. When the rotor speed was over 8000 r/min, the tenacity of the BC/M complex yarns declined. It was surmised that the rotor twister trembled at high speed, so the core yarn could not be wrapped evenly, resulting in the decrease in the maximum breaking strength.
The influences of the rotor speed (7000, 8000, 9000, 10,000 and 11,000 r/min) and wrapped number of the BC/M complex yarns (2, 3, 4, 5, 6 and 7 turns/cm) on the tenacity of the BC/M complex yarns. The BC/M complex yarns are fabricated with 0.04 mm stainless steel wires as the core yarn and 75d/72f/2 bamboo charcoal polyester textured yarn as the wrapped yarn.
When the wrapped number increased from 2 to 4 turns/cm, the tenacity increased. This raised maximum breaking strength may be due to the cohesion between the fibers with the increase in the wrapped number. When the wrapped number exceeded 4 turns/cm, the maximum breaking strength declined. This is due to the over-twisting caused by excessive wrapped number. In sum, the BC/M complex yarns displayed the maximum tenacity when the rotor speed was 8000 r/min and the wrapped number was 4 turns/cm.
The influences of the rotor speed and wrapped number of the BC/M complex yarns on the elongation of the BC/M complex yarns
Figure 5 shows the unstable trend of the elongation of BC/M complex yarns with various rotor speeds when the wrapped number is 2 turns/cm; in contrast, when the wrapped number is 6 turns/cm, the elongation becomes stable at various rotor speeds. This result may be because more wrapped yarns helped stabilize the wrapping of the core yarn, and further, it stabilized the elongation of the complex yarn. The elongation of the BC/M complex yarns increased with the wrapped number as more wrapped number would enlarge the extension length of the complex yarn, the elongation of the BC/M complex yarn increased accordingly. In particular, the BC/M complex yarn displayed the maximum elongation when rotor speed was 7000 r/min and wrapped number was 5 turns/cm.
The influences of the rotor speed (7000, 8000, 9000, 10,000 and 11,000 r/min) and wrapped number of the BC/M complex yarns (2, 3, 4, 5, 6 and 7 turns/cm) on the elongation of the BC/M complex yarns. The BC/M complex yarns are fabricated with 0.04 mm stainless steel wires as the core yarn and 75d/72f/2 bamboo charcoal polyester textured yarn as the wrapped yarn.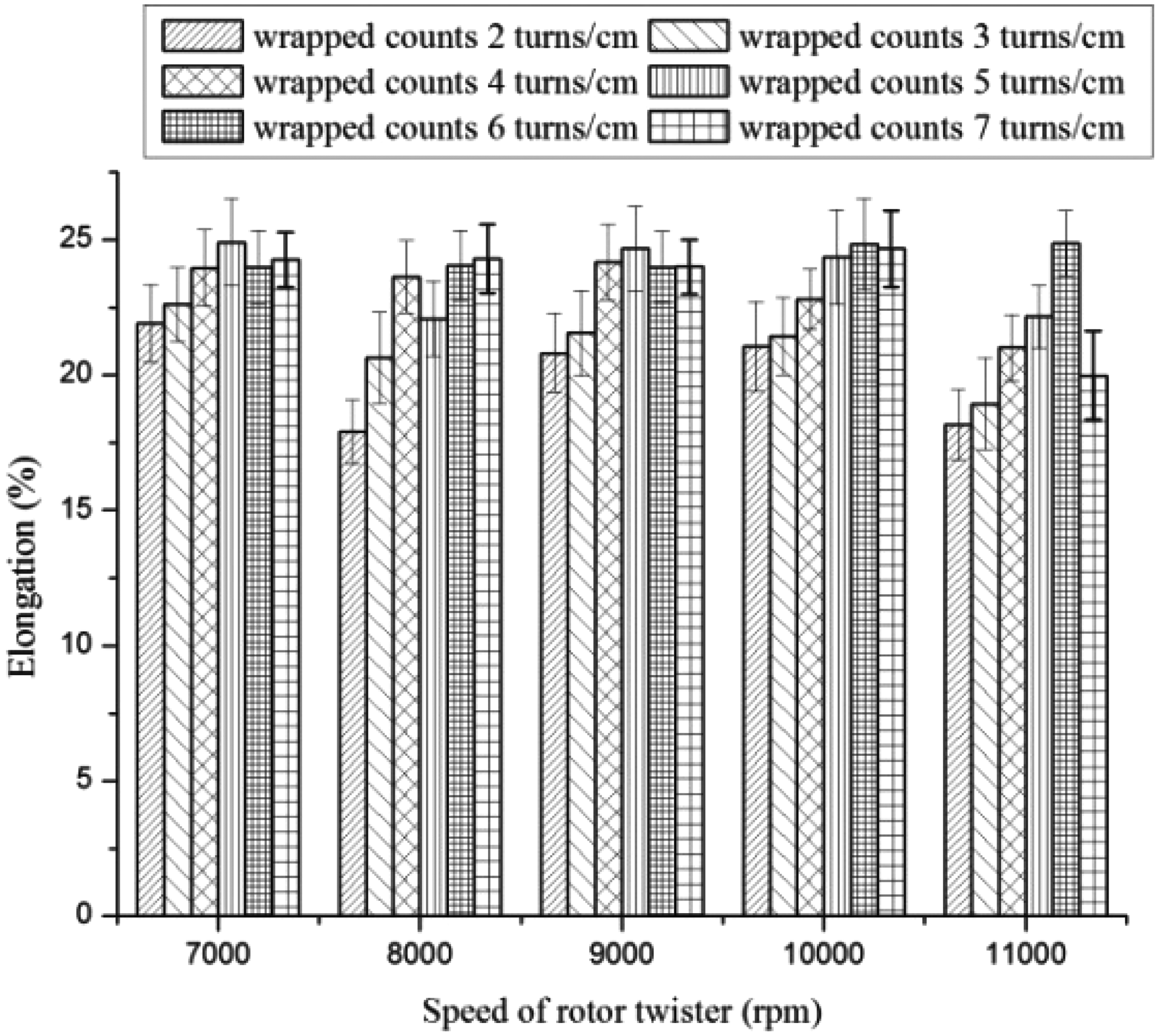
The influences of the weft yarns and lamination number on the far infrared emissivity of the BC/M complex woven fabrics
Figures 6 to 10 present the results of the far infrared emissivity performed on the woven fabric, and its weft yarn was made of cotton (cotton woven fabrics, CWF), bamboo charcoal polyester textured yarn (bamboo charcoal woven fabrics, BCWF), BC/M complex yarns but with three different core yarns as 0.04 mm stainless steel wires, 0.08 mm stainless steel wires and 0.08 mm copper wires, respectively, and the abbreviations are as follows: bamboo charcoal/stainless steel, BC/S (0.04), bamboo charcoal/stainless steel, BC/S (0.08), bamboo charcoal/copper, BC/C.
The influences of the lamination numbers (1, 2, 3, 4, 5 and 6) on the far infrared emissivity of the cotton woven fabrics. The influences of the lamination numbers (1, 2, 3, 4, 5 and 6) on the far infrared emissivity of the bamboo charcoal polyester woven fabrics. The influences of the lamination numbers (1, 2, 3, 4, 5 and 6) on the far infrared emissivity of the BC/S (0.04) complex woven fabrics. The influences of the lamination numbers (1, 2, 3, 4, 5 and 6) on the far infrared emissivity of the BC/S (0.08) complex woven fabrics. The influences of the lamination counts (1, 2, 3, 4, 5 and 6) on the far infrared emissivity of the BC/C complex woven fabrics.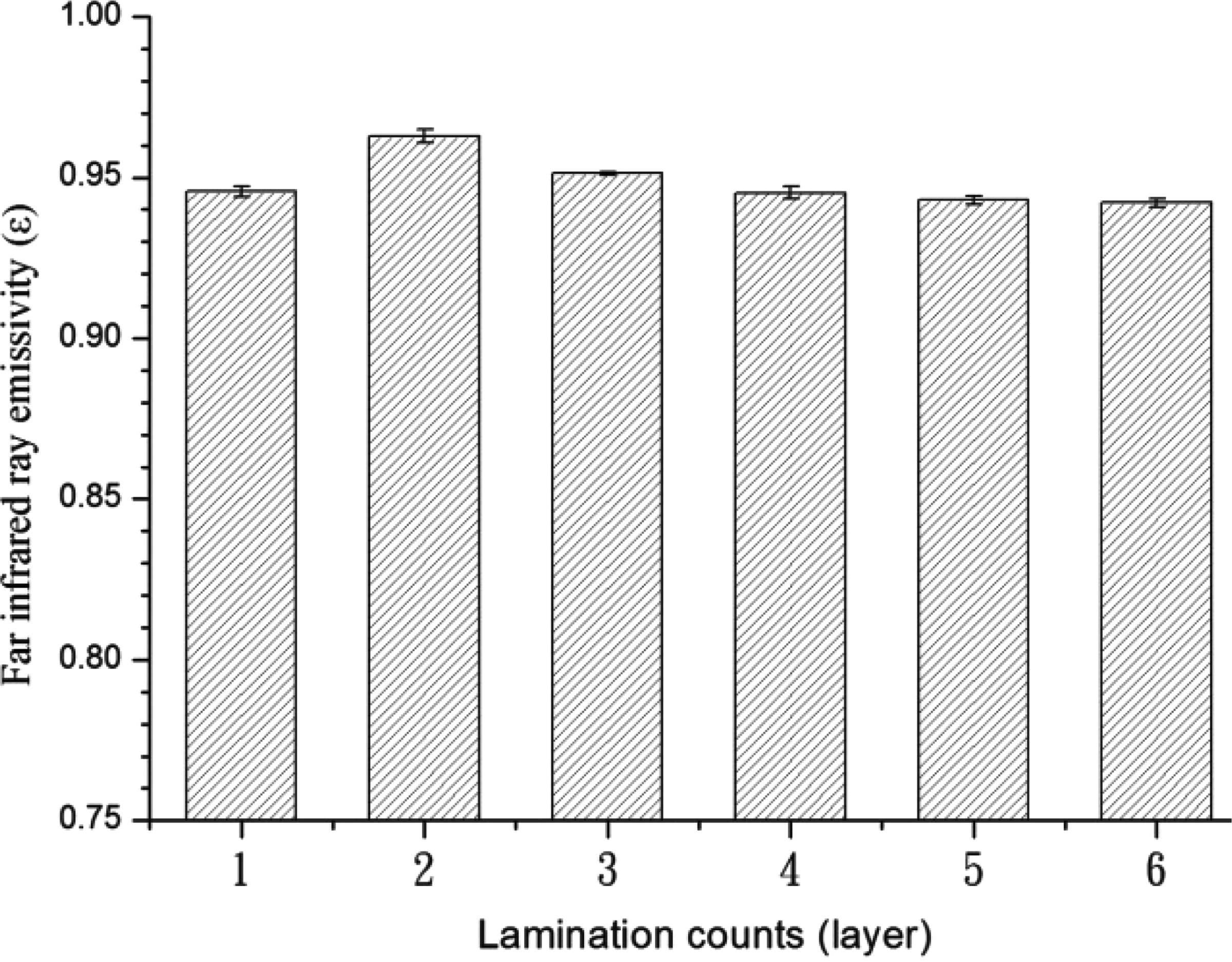




Figures 6 to 10 show that the far infrared ray increased when the lamination number of the woven fabrics was changed from 1 to 2. Bamboo charcoal was capable of emitting far infrared emissivity. The content of the bamboo charcoal polyester textured yarn increased as a result of the increase in lamination number, and the woven fabric had higher far infrared emissivity accordingly. However, when the lamination number exceeded 2, the far infrared emissivity of the woven fabrics declined. When lamination number increased, the woven fabrics became thickened and hence the heat transmission in the woven fabrics turned into worse. In addition, the woven fabrics released out far infrared ray on condition that atoms were heated or irradiated by electromagnetic waves in the outside. This energy coming from outward makes electrons stimulated jumping from lower energy orbit i = k to higher energy orbit i = L (i shows principal quantum number). Afterward the electrons would stabilize again and moved back to orbit i = k, simultaneously releasing energies in the form of infrared ray. Thus, if the heat source failed in conveying the heat energy to the upper layers of the woven fabrics within the unit time, the woven fabrics could not release the far infrared ray and had a lower far infrared emissivity.
The far infrared ray was benefit to people when its emissivity reached 0.8. In Figures 6 to 10, most woven fabrics had far infrared emissivity over 0.8, except for the BC/C complex woven fabrics in 5 or 6 laminates (0.798 and 0.768). Both the CWF and bamboo charcoal polyester woven fabrics had better far infrared emissivity than the BC/M fabrics, thus we surmised that the metal wires in the weft yarn deteriorated the far infrared emissivity of the three types of BC/M complex woven fabrics, namely BC/S (0.04), BC/S (0.08), and BC/C complex woven fabrics. In addition, the specifications of the metal wires which the weft yarn had affected the far infrared emissivity. Due to the reason that the metal wire has high thermal conduction, the heat was delivered more quickly than the polymer materials, and hence, the fabrics with metal wires have lower far infrared emissivity. The BC/S (0.04) complex woven fabrics had higher far infrared emissivity, followed by the BC/S (0.08) complex woven fabrics and BC/C complex woven fabrics. Thus, the far infrared emissivity decreased slightly with the increase in the metal wires content, copper wires especially.
The influences of the weft yarn and the lamination number on the anion density of three BC/M complex woven fabrics
All the woven fabrics contained cotton yarn as the warp yarn but with various weft yarns. Figure 11 shows that all three BC/M complex woven fabrics have higher anion density than CWF and BCWF but there was no significant difference in the types of the weft yarn of the BC/M complex woven fabrics on the anion density. In other words, the content and types of metal wires in the weft yarn did not influence the anion density of the three BC/M complex woven fabrics. In addition, the wrapped yarn of the three BC/M complex woven fabrics was all bamboo charcoal polyester textured yarn at 4 turns/inch, thus it might be of help to heighten anion density by increasing the wrapped number.
The anion density of different woven fabrics.
Furthermore, BC/S (0.04) complex woven fabrics displayed relatively better anion density, and thus were chosen as the samples for the comparison of different lamination numbers on the anion density. Figure 12 shows that anion density of the BC/S (0.04) complex woven fabrics did not increase with the lamination number. Theoretically, the anion density should increase with the content of bamboo charcoal polyester textured yarns but it could not be observed in this research. We surmised that the bamboo charcoal polyester textured yarn would release anions only if it had friction with air; therefore, increasing the lamination number did not help to raise the friction ratio between the fibers and the air so the anions did not change distinctly. Anion density is lower than 50 counts/cm3 at air-conditioning room, 100–200 counts/cm3 at street green space and 400–600 counts/cm3 in the metropolitan park. In our study, the woven fabric has high anion density of 450–550 counts/cm3, equivalent to confronting in the metropolitan park.
The influences of the weft yarn and the lamination counts on the anion counts of BC/S (0.04) complex woven fabrics.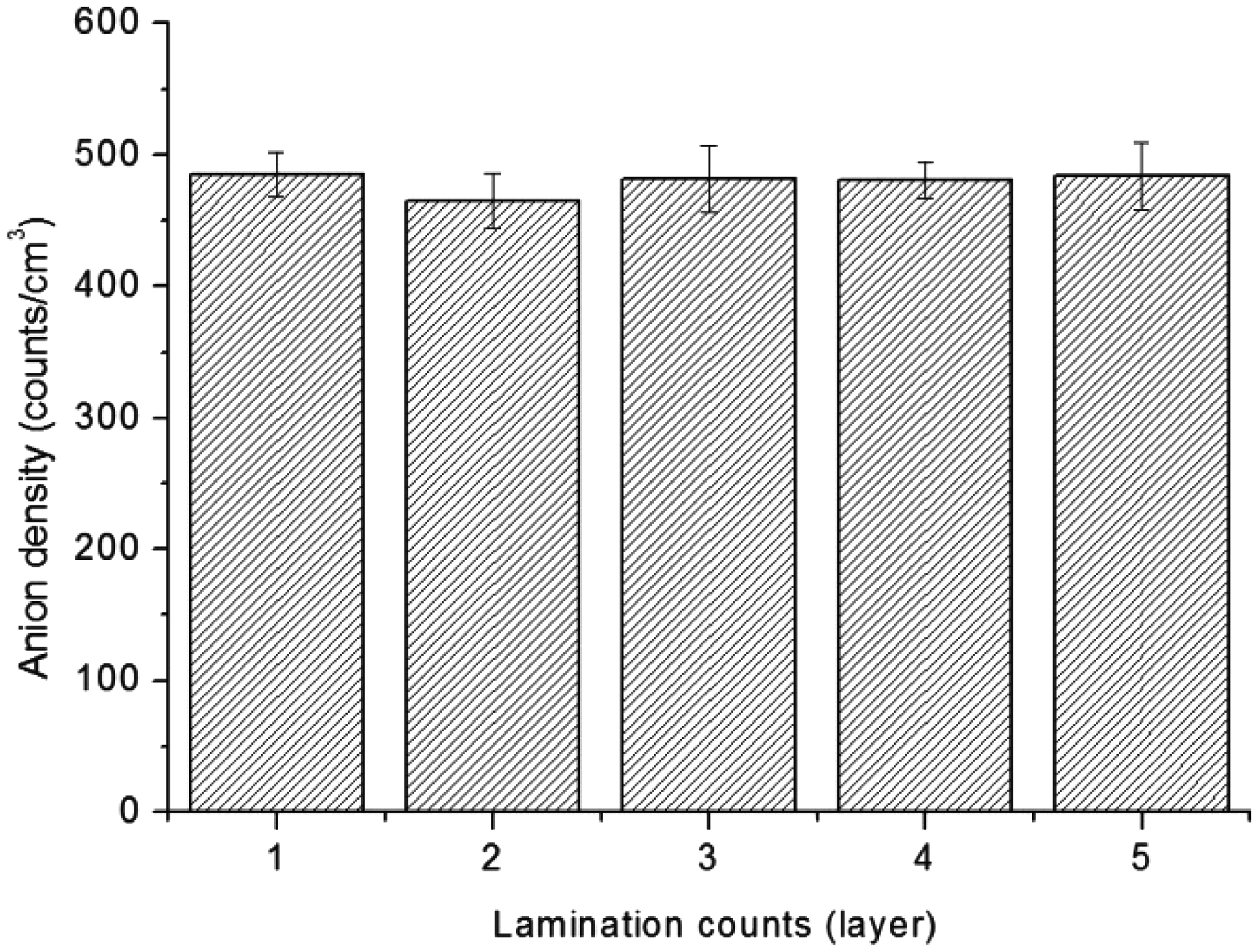
The influences of the weft yarn structure and lamination number on the air permeability of the BC/M complex woven fabrics
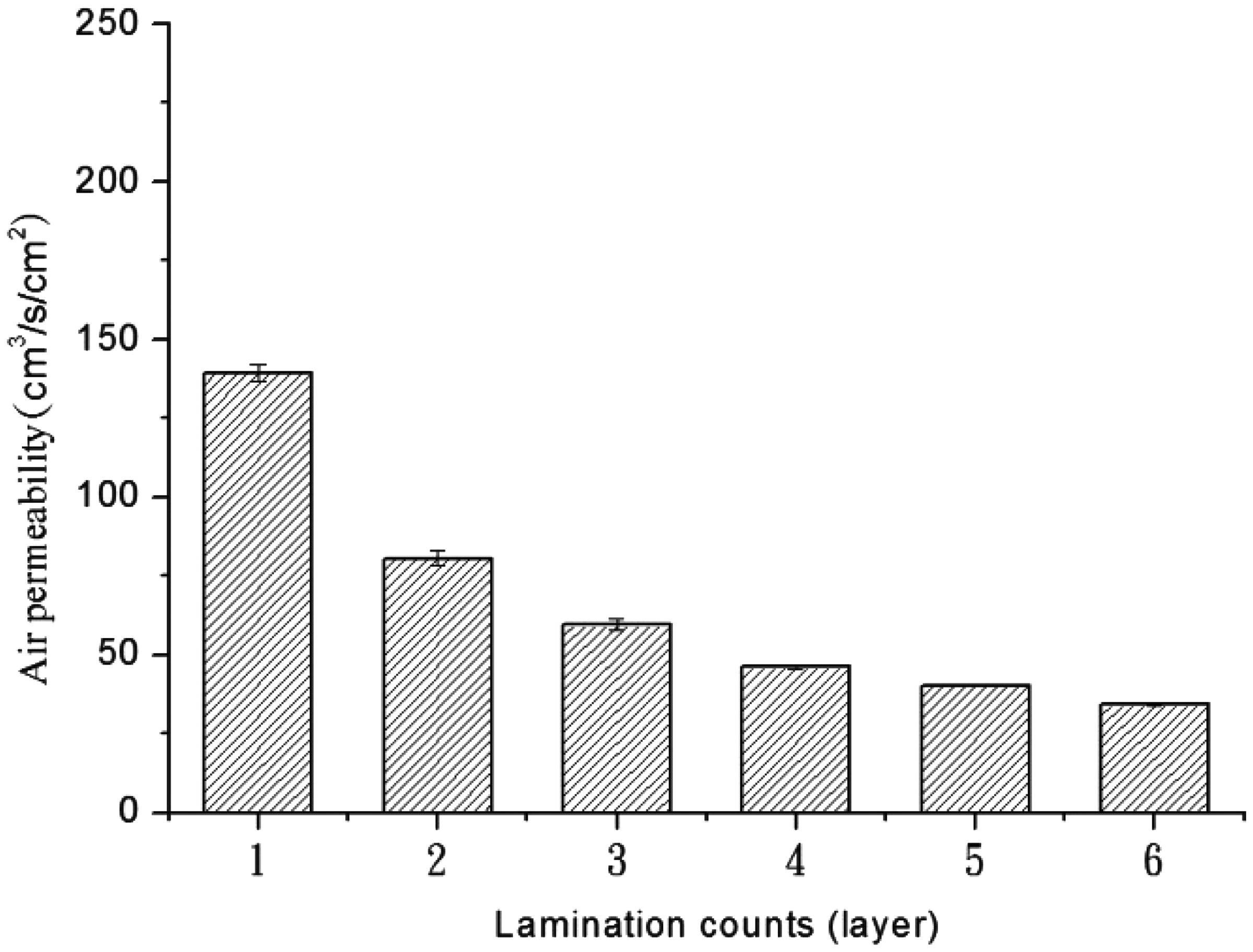
Figures 13 to 17 show that the air permeability of different woven fabrics decreases with the lamination number. When lamination number increased, it would be more difficult for the air to pass through the woven fabrics, thus the air permeability of the woven fabrics declined. For BC/M complex woven fabrics, BC/S (0.08) complex woven fabrics and BC/C complex woven fabrics almost had the same air permeability, but BC/S (0.08) complex woven fabrics had better air permeability than BC/C complex woven fabrics. It may be because when the wrapped yarn wrapped the smaller diameter wires, the structure of the BC/M complex yarns was loose, resulting in fewer pores between the weft yarns and warp yarns of BC/S (0.04) complex woven fabrics. Therefore, BC/S (0.04) complex woven fabrics had lower air permeability. In sum, the air permeability of single-layer woven fabrics reached 130 cm3/s/cm2, which was comfortable for people to wear.
The influences of the lamination numbers (1, 2, 3, 4, 5 and 6) on the air permeability of the cotton woven fabrics. The influences of the lamination numbers (1, 2, 3, 4, 5 and 6) on the air permeability of the bamboo charcoal polyester woven fabrics. The influences of the lamination numbers (1, 2, 3, 4, 5 and 6) on the air permeability of the BC/S (0/04) complex woven fabrics. The influences of the lamination numbers (1, 2, 3, 4, 5 and 6) on the air permeability of the BC/S (0/08) complex woven fabrics. The influences of the lamination numbers (1, 2, 3, 4, 5 and 6) on the air permeability of the BC/C complex woven fabrics.



Conclusion
In this research, we successfully fabricated the BC/M complex yarns with stainless steel wires as the core yarn and bamboo charcoal polyester textured yarn as the wrapped yarn, with a rotor twister machine. The BC/M complex yarns displayed the optimum tenacity 3.08 g/d (8000 r/min; 4 turns/cm) and the optimum elongation 24.91% (7000 r/min; 5 turns/cm).
When the lamination number of the BCWF increased from 1 to 2, the BC/M complex woven fabrics exhibited the increasing far infrared emissivity of 1.3%. However, when the lamination number of the BCWF reached 6, the far infrared emissivity decreased by 3.2%. In addition, the lamination number of the BC/C increased from 2 to 6 layers and the far infrared emissivity decreased by 13.6%.
The woven fabrics displayed similar anion density in range of 450–550 counts/cm3 despite the weft structure and the lamination number, and each single-layer woven fabrics displayed air permeability above 130 cm3/s/cm2. In addition, the BC/M complex woven fabrics had higher air permeability if the weft yarn had 0.08 mm stainless steel wires instead of 0.04 mm ones as core yarns.
As economy is globalized, human living standard is improved. Accordingly, functional textiles have been paid much attention. The research results made by us promoted the value-add of the functional textiles, enabling the textiles with far infrared emissivity, anion density and fine air permeability. These functionalities would simultaneously satisfy people’s demands for health textiles. Meanwhile, it was also favorable for the subsequent research on electricity properties such as electromagnetic shielding effectiveness and surface resistivity.
Footnotes
Funding
This research would especially like to thank National Science Council, Taiwan, R.O.C. and Asia University, Taiwan, R.O.C. for financially supporting this research under contract no. NSC99-2622-E-468-001-cc3 and project no. 100-asia-22, respectively.