
Abstract
Industry 4.0 focuses on the realization of smart manufacturing from shop floors to factories and to the whole supply chain. As a key technology of smart manufacturing, cyber-physical system has been widely discussed in the aspects of system design, data collection and processing, and cyber-physical synchronization. In a smart shop floor, manufacturing resources with intelligence and autonomy are abstracted as cyber-physical system units. They can communicate with each other autonomously to make optimal production decisions according to the real-time status of the shop floor. In this article, an autonomous collaboration network comprised of cyber-physical system–based smart manufacturing resources is modeled by using complex network theory. The collaboration activities among them are further analyzed, from which the information of key cyber-physical system units and key collaboration relationships are excavated. A demonstrative case is studied to verify the feasibility of the proposed model. From the case, it can be seen that (1) autonomous collaboration network has a small-world feature; (2) cyber-physical system units with bigger degrees and the collaborative relationships with bigger tightness are more important; (3) the workload of cyber-physical system units needs to be balanced because some cyber-physical system units have exceeded their capacities; and (4) cyber-physical system units with larger collaboration clustering coefficients will attract other nodes to form communities centered by them. Based on these results, the autonomous production control and management of smart shop floor will become more accurate, efficient, and balanced.
Keywords
Introduction
As the manufacturing industry is heading toward mass individualization, flexibility, autonomy, and rapid market response capabilities are urgently required. Smart manufacturing that takes advantages of advanced information and manufacturing technologies to create flexible manufacturing processes for product lifecycle is born at the right moment.1,2 Many countries have launched their separate plans and strategies to drive manufacturing industry heading toward smart manufacturing, such as Industry 4.0, Advanced Manufacturing Partnership, and Made in China 2025. 3 According to the National Institute of Standards and Technology (NIST) in America, smart manufacturing is a lifecycle integrated and collaborative manufacturing system that responds in real time to meet the changing demands and conditions in the factory, in the supply network, and in customer needs. 4
In a smart manufacturing environment, different kinds of manufacturing resources within a shop floor, such as machines, robots, tools, and vehicles, are endowed with intelligent capabilities of communication, decision-making, and so on. With the aid of new information technologies (new ITs) and industrial connectivity devices, the state/position of manufacturing resources can be recorded and the communications among them can be facilitated. In detail, radio frequency identification (RFID) devices are used to collect the time-sequential state/position transition data.5,6 The distributed embedded devices such as Raspberry Pi and BeagleBone Black are applicable to collect manufacturing process data. Besides, they can provide data communication functions for manufacturing resources. 2 On that basis, each smart manufacturing resource can be described as a cyber-physical system (CPS) unit to combine the physical resources with the cyber details. Thus, these CPS-based smart manufacturing resources become equal and autonomous participants in the smart shop floor, forming a big cyber-physical production system.2,7 They collaboratively perform certain processes and react to disturbances and dynamic requirements. For example, when a part is going to a milling process, it will broadcast a message containing the milling process requirements and communicate with all the manufacturing resources in the shop floor. Then, it will choose a package of available resources according to the detailed requirements of its milling processes, including a milling machine, a milling cutter, a milling fixture, an operator, and other assistant resources with separate proper parameters and capabilities. During the process, they will interact and collaborate with each other to accomplish the milling tasks, and their collaboration information is recorded for further analysis. In this situation, manufacturing resources in the smart shop floor will make up a collaboration network autonomously. To reveal meaningful engineered information for optimal production decisions in the smart shop floor, the collaboration network needs to be modeled and analyzed in detail.
In this article, the autonomous collaboration network (ACN) of CPS-based smart manufacturing resources is first defined. The modeling procedures of ACN are further discussed. Then the weighted complex network theory is used to build the ACN. In which, the smart manufacturing resources are modeled as CPS units in the ACN, and their collaborations are modeled as the network edges with different weights. Several coefficients are defined to evaluate and analyze the ACN, such as node degree, clustering coefficient, network robustness coefficient, and collaboration workload coefficient. The network analysis helps to reveal the collaboration tightness and resource communities. A demonstrative case of shaft manufacturing shop floor is studied to verify the proposed ACN. The results show that the proposed model provides the basis for production decision-making in the smart shop floor, such as resources planning, layout optimization, and exception handling. The main contributions of this article include the following:
Introduce a smart manufacturing scheme for shop floors where smart machines, smart work-in-progress products, and other resources interact and collaborate with each other to accomplish manufacturing tasks;
Apply CPS technology to map smart manufacturing resources into CPS units and abstract their collaborations into network edges, and build the ACN based on complex network theory;
Define several coefficients to analyze the ACN and excavate hidden engineered information and managerial implications from the ACN for optimal production decisions.
The rest of the article is organized as follows: the “Related work” section reviews the recent work on smart manufacturing and collaboration network. The “ACN modeling and analysis” section defines the ACN comprised of CPS-based smart manufacturing resources in a smart shop floor and models the ACN by using weighted complex network theory and defines the characteristics of ACN. The “Case study” section discusses a demonstrative case to analyze the ACN. Finally, the “Conclusion” section gives the conclusions.
Related work
Smart manufacturing
Smart manufacturing has attracted many researchers’ attention. They have discussed smart manufacturing from the mode, system, and process points of view. Smart manufacturing mode can be viewed as the accompaniment of industry 4.0. Thoben et al. 1 discussed the concept, related terms, and framework of industry 4.0 and smart manufacturing mode, and they pointed out three aspects of research issues together with three application scenarios. To clarify the smart manufacturing, Mittal et al. 8 structured the various characteristics, technologies, and enabling factors of smart manufacturing from the current body of knowledge, and they compared smart manufacturing with smart factory, intelligent manufacturing, and advanced manufacturing. Wallace and Riddick 9 describe the principle of smart manufacturing mode as a data-intensive application of new IT at the levels of shop floor, factory, enterprise, and supply chain to enable intelligent, responsive, and efficient manufacturing operations. Kusiak 10 summarizes that the core idea of smart manufacturing mode is to integrate manufacturing resources with sensors, computing and communication tools, data modeling, control, simulation, and predictive engineering, and utilize the technologies of CPS, Internet of Things (IoT), cloud computing, service-oriented computing, artificial intelligence, and data science. Zheng et al. 11 defined the conceptual framework, scenarios, and future perspectives of smart manufacturing systems (SMSs) for industry 4.0. Zhang et al. 12 applied the industrial IoT technology to build a framework of smart production-logistics systems to implement intelligent modeling of manufacturing resources and investigate self-organizing configuration mechanisms. Tao et al. 13 discussed smart manufacturing from the view of manufacturing big data and proposed a framework for applying big data to support smart manufacturing. Miranda et al. 14 proposed an integrated product, process, and manufacturing system development reference model to develop cyber-physical production systems. After the smart manufacturing mode and SMSs have been deeply discussed, topics of smart manufacturing processes including data-driven process monitoring, 15 energy-efficient intelligent sensor design, 16 autonomous manufacturing task allocation, 17 and other intelligent decision-makings have been further discussed. Besides, Lopez et al. 18 researched the categorization of anomalies in machines, controllers, and networks in SMSs to support the selection of detection mechanisms. Liu et al. 19 presented a resource-oriented middleware in a prototype cyber-physical manufacturing system to collect, aggregate, correlate, and translate system monitoring data. Song and Moon 20 clarified that new ITs enable intelligent behaviors of manufacturing components and systems such as self-awareness, self-prediction, self-optimization, and self-configuration, and they proposed the architecture and functions of CyberManufacturing System and analyzed the performance.
Collaboration network in manufacturing
Referring to the collaboration network, much work has been devoted to the scientific collaboration network and the enterprise’s supply-chain network. Newman 21 constructed scientific collaboration networks and discussed a variety of statistical properties of the networks, together with a number of measures of centrality and connectedness. Tomassini and Luthi 22 presented an analysis of the temporal evolution of a scientific co-authorship network, the genetic programming network, and they empirically found how a giant component forms and develops and characterized the network by time-varying quantities including mean degree, clustering coefficient, average path length, and degree distribution. Jiao et al. 23 applied the multi-agent system to collaborative negotiation in a global manufacturing supply-chain network; partners and companies were viewed as agents to negotiate with each other. Mari et al. 24 discussed resilient supply-chain networks based on complex network theory, and various resilience metrics for supply-chain networks were developed to evaluate the resilience of the supply-chain networks. Macchion et al. 25 researched the production and supply network strategies within the fashion industry. Ding et al. 26 proposed an enterprise relationship network to reveal the hidden information inside the manufacturing supply chain in the context of social manufacturing. Hearnshaw and Wilson 27 took advantages of complex network theory to build and analyze efficient supply-chain network and generated the supply-chain network theory to find the characteristics of scale-free, short characteristic path length, high clustering coefficient, and power-law connectivity distribution. In a smart manufacturing environment, the application of new IT has empowered the manufacturing resources with autonomy and intelligence. Thus, they can interact and collaborate to accomplish manufacturing tasks, forming an ACN. Besides, Zhang et al. 28 discussed the methods to design an autonomous shop floor to handle exceptions, in which the machines are abstracted as smart agents that can self-organize their tasks for improving the self-adaptive capabilities of shop floors. Zhang et al. 29 discussed the CPS-based autonomy of automated guided vehicles (AGVs) in smart shop floors and pointed out AGVs and base stations at intersections can communicate and collaborate with each other and share the real-time information online for smart control. Wi et al. 30 proposed the opportunistic and location-based collaboration architecture (OLCA) platform, which allows smart devices to be attached to workers, products, and facilities to enable the autonomous collaboration of location and event information in devices.
Research gaps
From the literature above, it can be seen that smart manufacturing has attracted much attention in academics and industries along with the coming fourth industrial revolution. Most of the current work focuses on the systematic modeling, integration framework, and realization of digitalization/automation in the smart factories. Little work is devoted to the shop-floor-level autonomous manufacturing, where the organic cooperation among mobile assets (e.g. workers, work-in-progress products) and fixed manufacturing resources (e.g. machines, industrial robots) is focused. On the contrary, the collaboration network has been widely researched in the manufacturing supply chain. However, little work is devoted to the collaboration network of smart manufacturing resources inside a shop floor. In this article, we endow the manufacturing resources in the shop floor with intelligence and autonomy and explore their ACN to reveal information for optimal production decisions.
ACN modeling and analysis
The ACN of CPS-based smart manufacturing resources is derived from the complex production system in the smart shop floor, it involves the configuration of manufacturing resources, the generation of production service-oriented collaboration relationship, and the management of this collaboration network. Thus, the modeling and analysis of the collaboration network from a systematic view are urgently needed. To clarify the modeling process of ACN, some terms and concepts are first defined.
Terms and concepts
Definition 1
CPS units are defined as the combinations of the physical objects (i.e. different kinds of manufacturing resources) and the corresponding cyber details that provide different manufacturing-related services for the order tasks. CPS units have the communication and computing capabilities and self-X intelligence (e.g. self-perception, self-organizing, self-control, self-configuration, self-decision-making) to collaborate with each other for production decision-making, 2 such as an optimal reaction to the exceptions and a workload adjustment among a kind of resources. Note that smart manufacturing resources in the smart shop floor can be viewed as various CPS units because there are one-to-one mapping relationships between CPS units and them.
Definition 2
SMS is defined as a complex system covering all the CPS units in a shop floor, and it transfers the individualized requirements from order task into the individualized products through autonomous collaborations among CPS units. The structure of SMS is evolving dynamically alongside the processing procedures of order tasks.
Definition 3
ACN is defined as a virtual presentation of the SMS that describes the collaborative relationships among CPS units. The collaboration network is complex, dynamic, and has the characteristics of small-world, free-scale, and self-organization.
Generation of the ACN
There are mainly five steps to generate ACN, which are described in Figure 1.
Step 1. Identifying the manufacturing requirements from order tasks and the manufacturing capabilities of CPS units. On one hand, shop floor manager applies granular computing technology to decompose the product order tasks into finer-grained sub-tasks according to the product’s Bill of Material (BOM), generating a task-driven manufacturing requirements list. On the other hand, different CPS units have different manufacturing capabilities for different manufacturing requirements, generating the mapping list of requirement-capability.
Step 2. Describing the manufacturing requirements and capabilities. Ontology is used to describe the attributes and mapping relationships between manufacturing requirements and capabilities, generating a formalized description model. Furthermore, Web service technology is used to register the manufacturing requirements and capabilities into a cloud platform, realizing the virtual encapsulation and management of them. It will provide the basis for matching the manufacturing requirements with capabilities.
Step 3. Matching between manufacturing requirements and capabilities. On one hand, focusing on the manufacturing requirements, rule-based reasoning and ontology similarity computing methods are used to push a set of CPS units for a certain manufacturing requirement, and then these CPS units will collaborate with each other to decide the final resource package to perform the manufacturing sub-task. On the other hand, focusing on the manufacturing capabilities, the matching methods are used to push a set of manufacturing requirements for certain CPS units, and then the CPS unit will make decisions autonomously on which requirement it will bid for.
Step 4. Generating the collaboration relationships of CPS units. For a manufacturing task, there is more than one CPS unit performing the task. They collaborate with each other and build collaborative relationships as the manufacturing task goes on. These collaboration data are collected from the cloud platform in a real-time manner. By accumulating the collaboration relationship data together in a long period of time, the basic elements of ACN can be achieved.
Step 5. Generating the final ACN. Take CPS units as the network nodes of ACN and their collaborative relationships as the network edges. Apply the weighted complex network theory to build the final ACN and establish several coefficients to analyze the network characteristics for excavating the key CPS units and key collaboration relationships. Because the collaborative relationships among CPS units are varying with time, the structure of ACN will change dynamically.
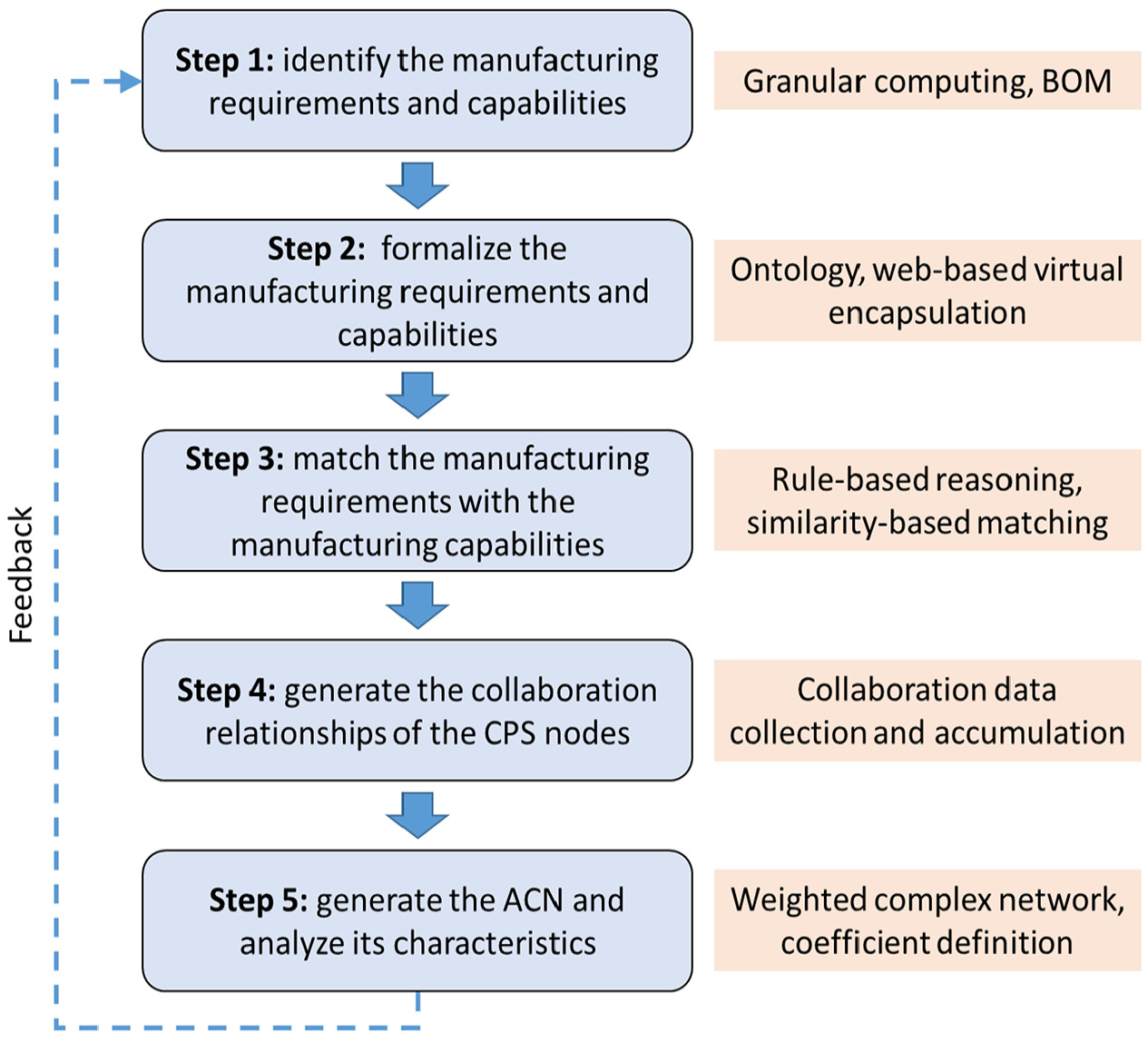
Steps to generate the final ACN.
Modeling of the ACN
Manufacturing sub-task matrix
The order tasks are evaluated and decomposed into finer-grained sub-tasks, which are denoted as
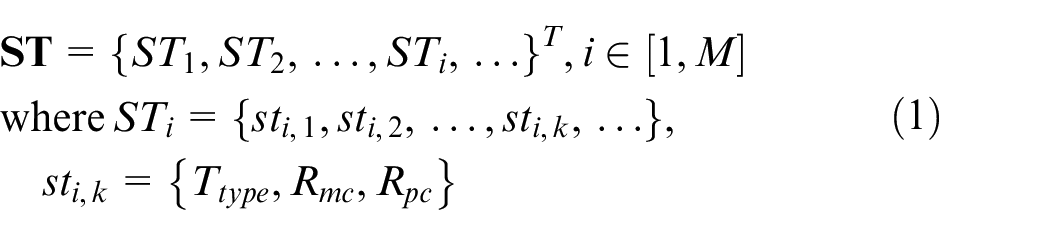
where
Manufacturing capability matrix
The manufacturing capability of CPS units can be described as follows
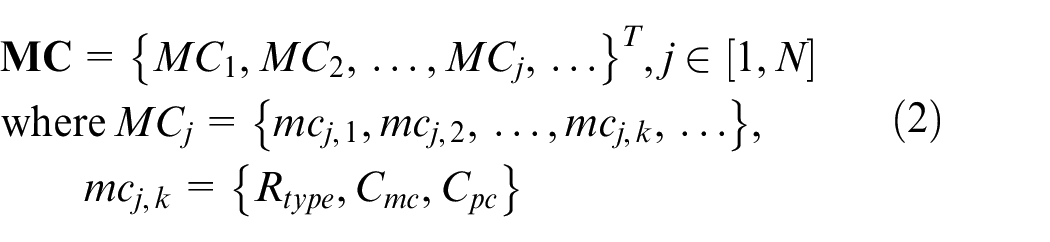
where
Task-capability relationship matrix
Based on the description of manufacturing sub-tasks and manufacturing capability, the rule-based reasoning and ontology similarity methods are used to match the requirements with the capabilities, which generates task-capability relationships of CPS units, as described as follows
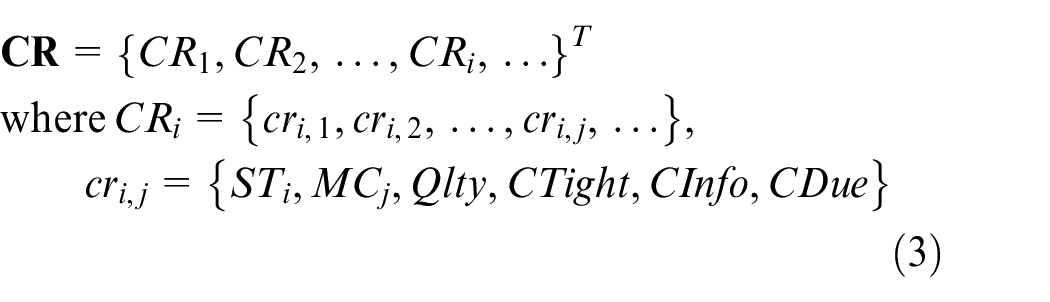
where
Collaboration network modeling
After the manufacturing sub-task and manufacturing capability are formalized, complex network theory is further used to build the ACN comprised of various smart manufacturing resources. The ACN is described as follows

where

Characteristics analysis of ACN
To evaluate the characteristics of ACN, several coefficients in complex network theory extended from Tan 31 are defined as follows.
Node degree
It partially indicates the importance of CPS units in the smart shop floor. The more tight collaborations a CPS unit builds with others, the higher its node degree will be. It is marked as

where
Clustering coefficient
The clustering coefficient

where
Average clustering coefficient
The average clustering coefficient is marked as C, which describes the average value of all

where N is the total amount of CPS unit nodes in the ACN.
Network robustness coefficient
The network robustness coefficient represents the influence on the ACN when CPS unit

where
Collaboration workload coefficient
The collaboration workload of CPS unit


where
Collaboration consumption coefficient
The collaboration consumption coefficient measures the amount of collaboration that CPS unit

where
In all, ACN modeling, ACN characteristics analysis, and their relationships are illustrated in Figure 2.
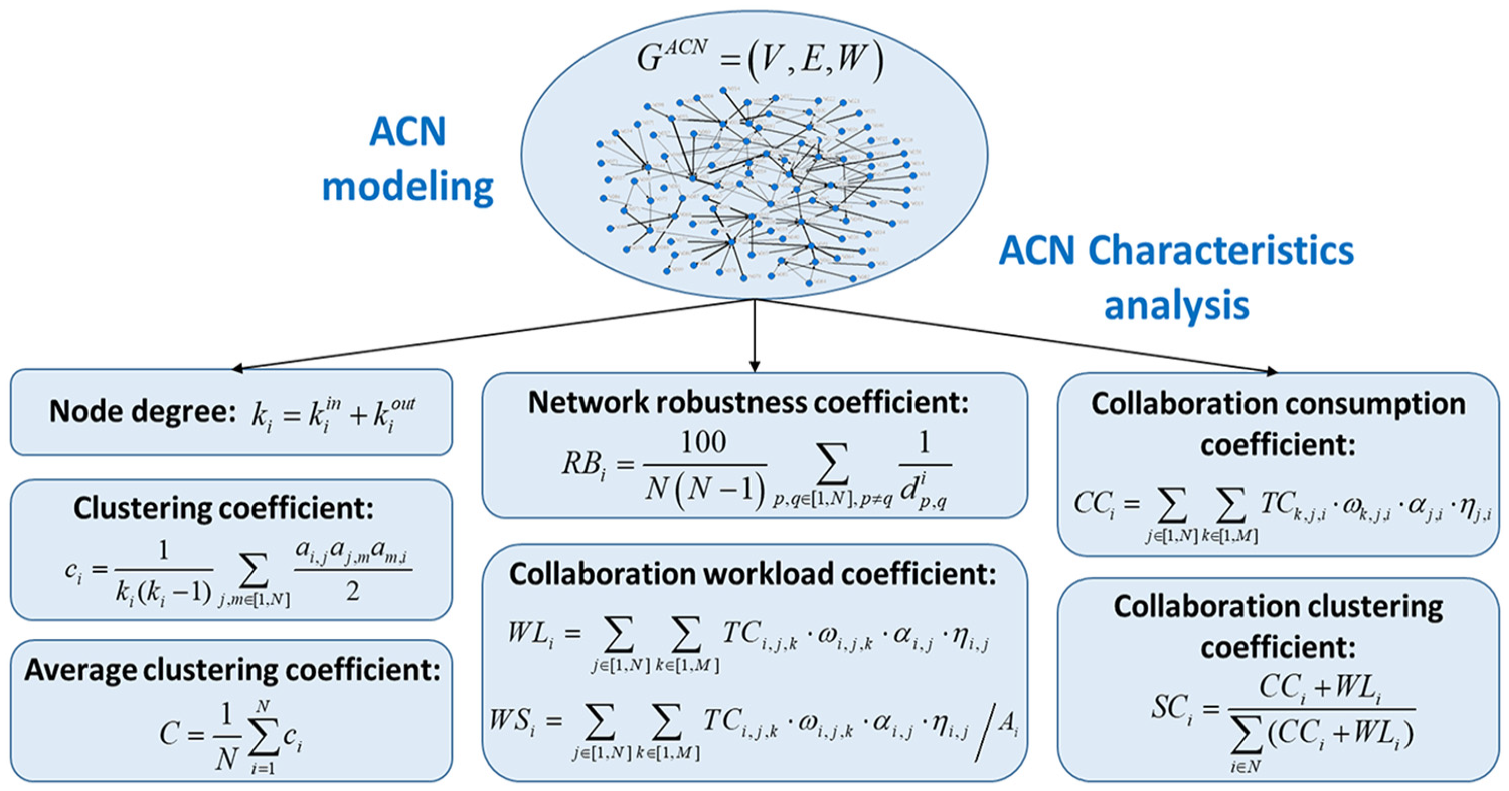
General description of ACN modeling and characteristics analysis.
Case study
Case description
Take the shaft manufacturing shop floor as an example. There are four individualized product orders, which are decomposed into 310 manufacturing sub-tasks. In total, 100 CPS units will collaborate with each other to accomplish the above manufacturing sub-tasks. The actual CPS units are abstracted as network nodes and the actual collaboration relationships are abstracted as network edges. Table 1 partially gives the manufacturing sub-tasks, manufacturing capability provision and consumption, and the collaborative relationships among CPS units.
Case data for modeling the ACN (partial).
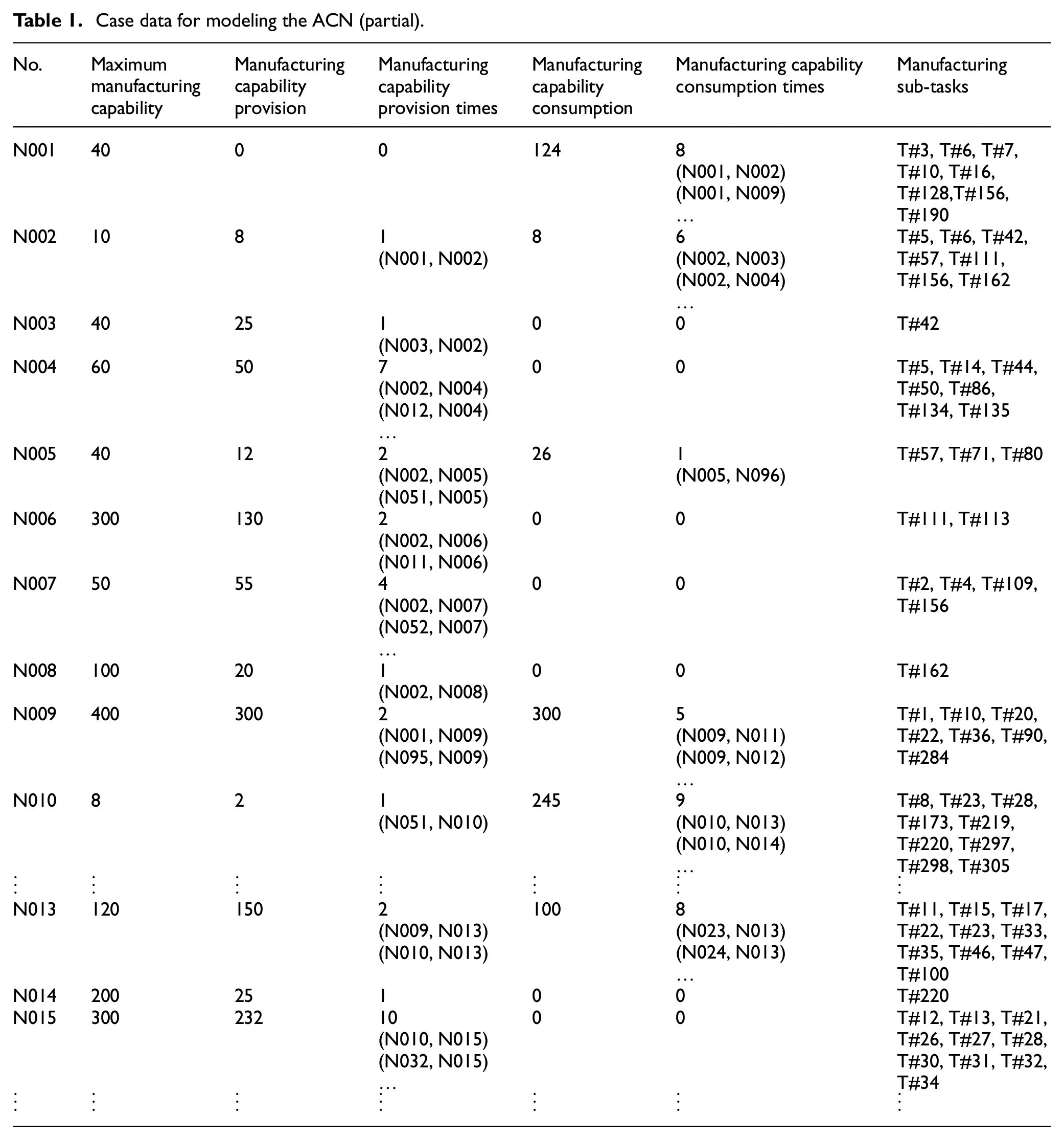
On that basis, the ACN can be visualized by using UCINET tool, as shown in Figure 3. The blue nodes in Figure 3 represents the CPS units in the smart shop floor, and the arrow lines represent the collaboration relationships among CPS units. The thicker the black line is, the bigger the collaboration weight is.
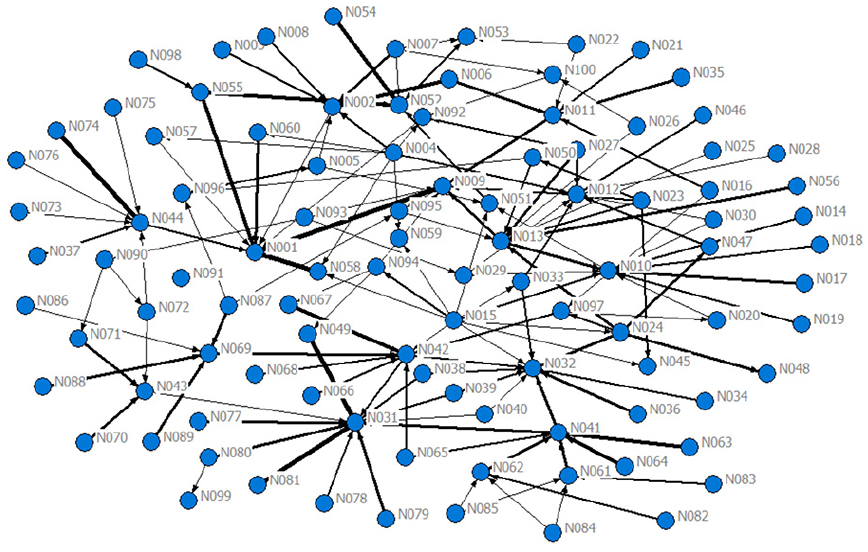
Modeling of the ACN.
Characteristics analysis of ACN
Approximate small-world characteristics
The average shortest path distance of ACN is 2.55. and the average clustering coefficient is 0.028. According to Newman, 32 the average shortest path distance and the average clustering coefficient of a random network with the same scale (100 nodes) and a random coefficient (p = 0.02) are 5.433 and 0.011. Thus, the ACN has a bigger average shortest path distance and a smaller clustering coefficient, which means that this ACN has the small-world characteristics, that is, there are no more than six degrees for a CPS node to collaborate with other CPS nodes, and all the CPS nodes are connected with each other with more or fewer collaborations.
Node degree characteristics
The in-degree and out-degree of ACN are described in Figure 4, and the average node degree is 2.99. Take CPS unit N031 with the highest node degree as an example. According to equation (6), the in-degree of CPS unit N031 is calculated as
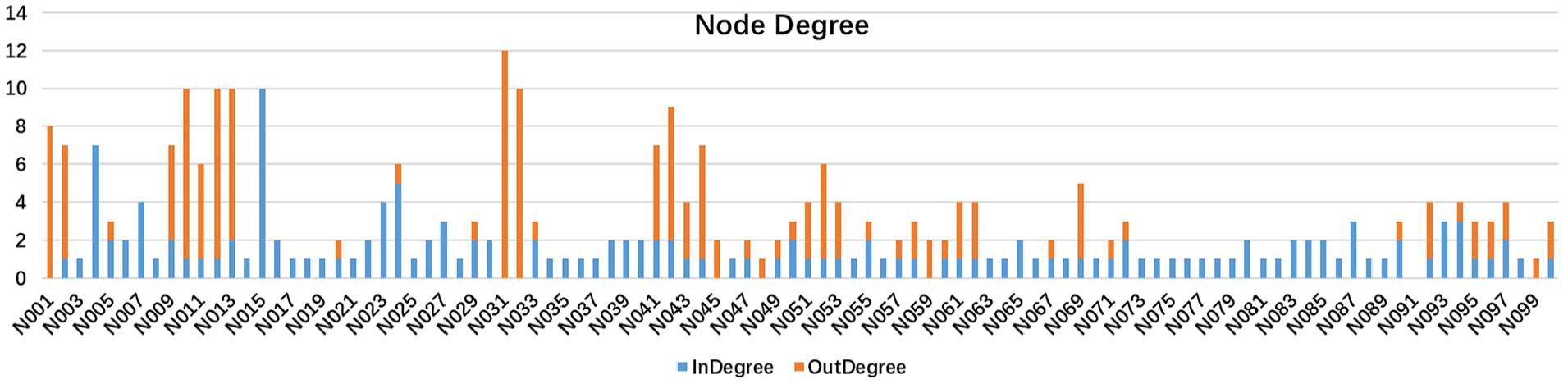
Node degree of ACN.
In the network, the node distribution p(k) is defined as the proportion of the nodes with k degree and the total nodes. Figure 5 describes the node degree distribution of ACN. It can be seen that when node degree equals to 0 or 1, the curves have a strong fluctuation effect. At node degrees 3 and 4, the curves have a distinct unbalance characteristic. As the node degree improves, three curves tend to become similar. Besides, most of the node degrees are within 4, which means that many CPS units keep relatively steady collaboration relationships with one to four CPS units.
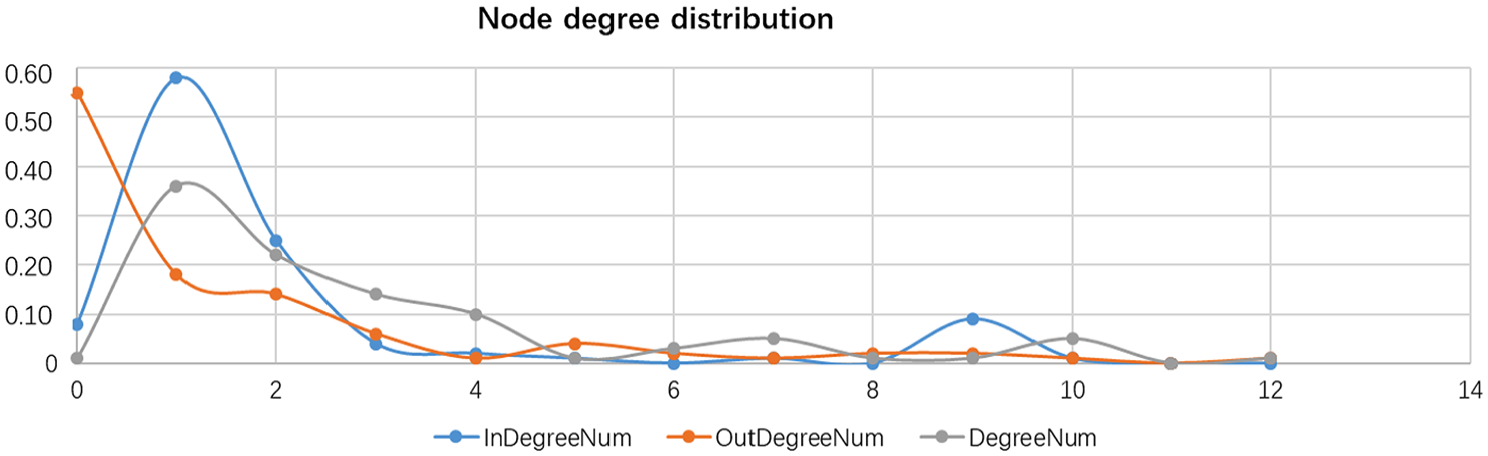
Node degree distribution of ACN.
Network robustness characteristics
The breakdown of CPS units in the network will influence the comprehensive characteristics of ACN. If CPS unit
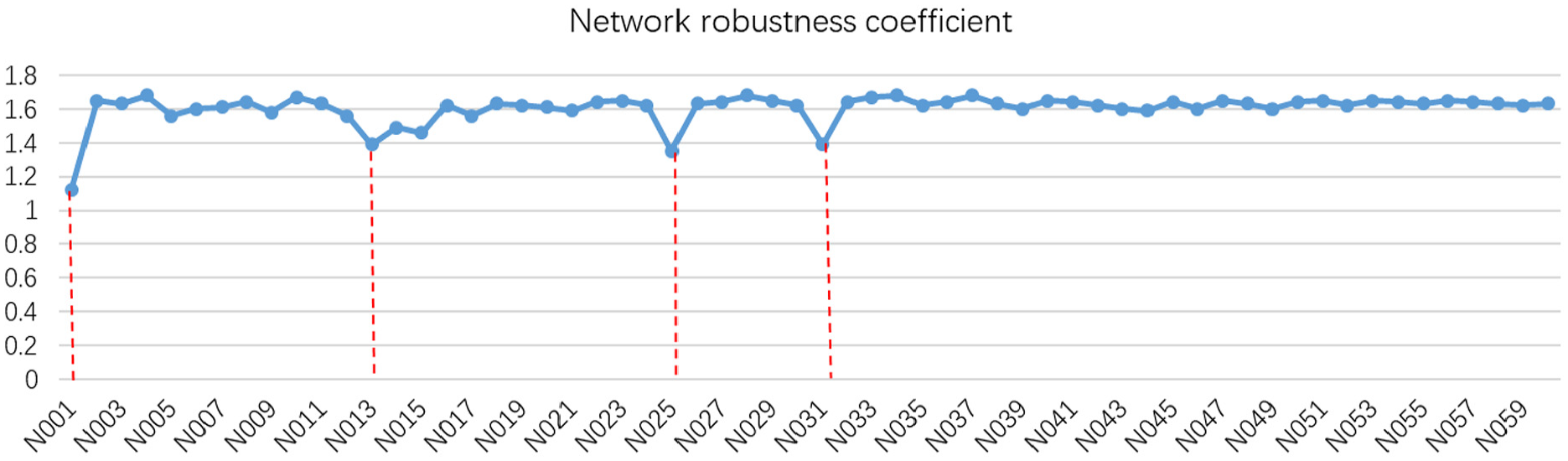
Network robustness coefficient of ACN.
Compared to the initial shortest path distance, CPS units N001, N013, N025, and N031 have a great influence on the network robustness. Combined with the node degree in Figure 4, it can be revealed that N001 and N031 are the core machine tools that always make proactive collaborations with others, N013 is the core assistant CPS unit that always makes passive collaborations with others, and N025 not only make proactive collaborations but also make passive collaborations with others. Its collaborations with others are frequent. Thus, to maintain the comprehensive performance of ACN, on one hand, we need to strengthen the protection of these nodes; on the other hand, we need to allocate the manufacturing tasks more reasonable, avoiding overmuch manufacturing tasks are allocated to the CPS units.
Calculation of WL, WS, and CC
Figure 7 depicts the collaboration workload WLi and maximum collaboration workload
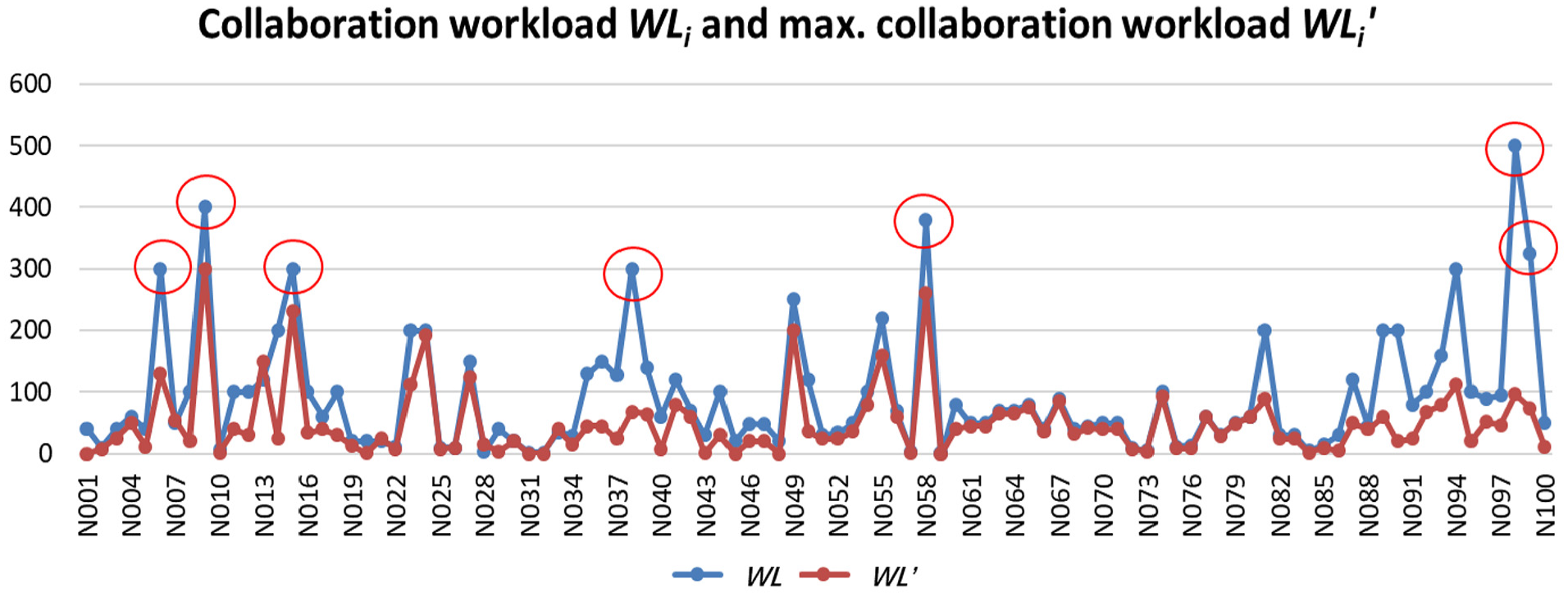
Collaboration workload and maximum collaboration workload.
According to equation (11), the collaboration saturation coefficient WSi can be calculated. We also take CPS unit N047 as an example, its WSi is calculated as
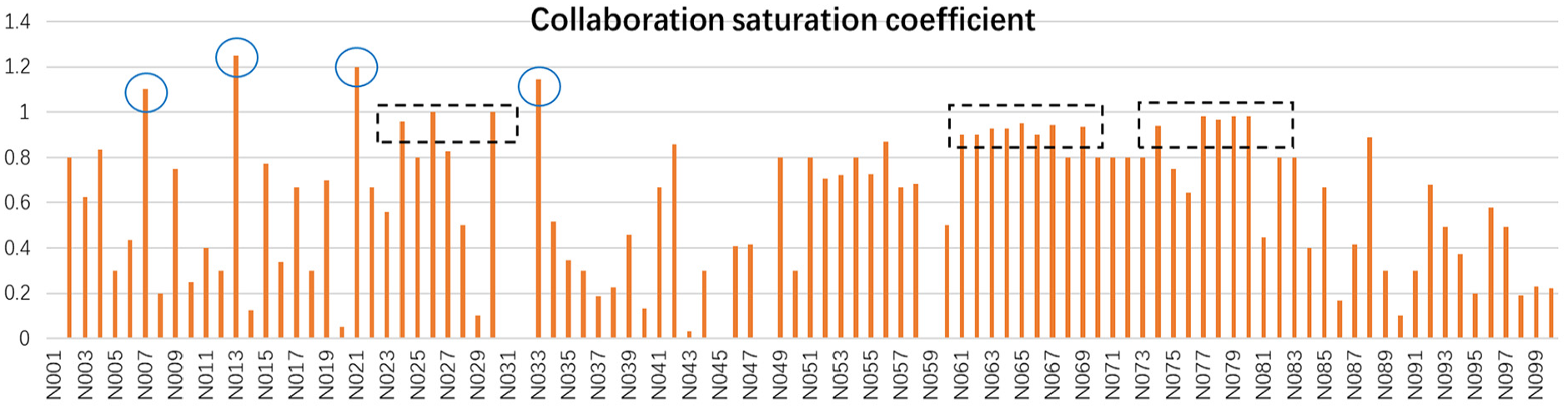
Collaboration saturation coefficient.
According to equation (12), the collaboration consumption coefficient CCi of CPS unit N047 can be calculated as
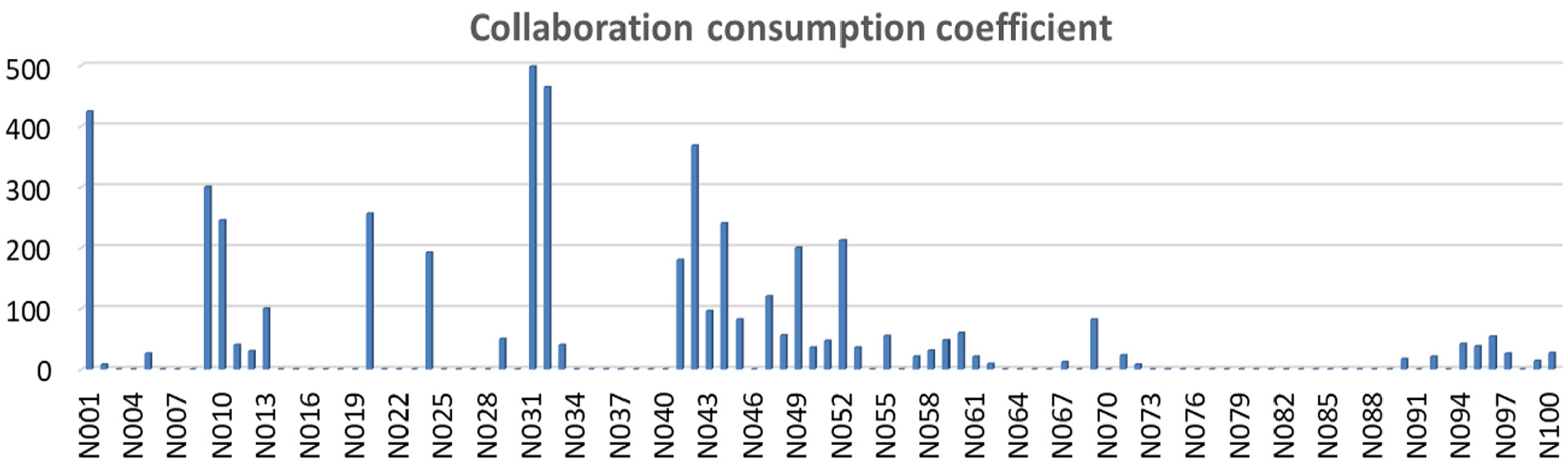
Collaboration consumption coefficient.
Conclusion
Smart manufacturing has become a prevailing research area in the coming fourth industrial revolution. It strengthens the self-X intelligence and autonomy of products, machines, robots, tools, vehicles, and other physical manufacturing resources, which are vital to realizing the flexible and efficient manufacturing in a smart shop floor. In this situation, to operate the smart shop floor autonomously, smart manufacturing resources are configured and abstracted as different CPS units and their collaboration relationships are recorded and abstracted as network edges. On that basis, an ACN is generated for revealing the hints and implications inside the smart shop floor. From the case study, several results and conclusions are reached as follows:
Similar to the social network, ACN has a small-world phenomenon and the connections can be built between any pairs of CPS units within six degrees;
The CPS units that have bigger degrees play a much more important role in the ACN because they have built more collaborations with other CPS units;
The CPS units N001, N013, N025, and N031 have a great influence on the network robustness and they should be highly protected;
The collaboration workload and saturation of CPS units reveal that the task allocation scheme needs to be optimized because several CPS units have exceeded their capacities while several CPS units remain idle with low workload.
Future research will be devoted to the dynamic evolving analysis of the ACN, which will reveal the evolutionary principles of the network and help to predict its future evolutional direction.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the National Natural Science Foundation of China (Nos. 51705030 and 51605041), Natural Science Foundation of Shaanxi Province (Nos. 2019JQ-140, 2019JQ-101, 2019JM-099), Young Talent Support Program of Shaanxi Universities (No. 20180410), Major Science and Technology Project of Shaanxi Province (No. 2018zdzx01-01-01), and Science and Technology Planning Project of Guangdong Province of China (Nos. 2019A050503010, 2019B090916002).