
Abstract
As manufacturing industry heads toward the socialization and mass individualization, customer requirements have become personalized and dynamic. Socialized manufacturing resources spring up in different finer-grained market segments to provide various manufacturing services for customers. To facilitate the mass business collaboration, these resources and customers need to be cyber-physical-social interconnected. This article proposes a cyber-physical-social system for the personalized product production in a social manufacturing environment, which incorporates social sensors in the human end, cyber-physical system nodes in the machine end, and smart products in the product end for social interaction and distributed production control. The three-layer framework of cyber-physical-social system and three-stage interaction scenarios are discussed. The multi-role distributed production control mechanism is studied to enhance the agility, responsiveness, flexibility, and coordination capability of the cyber-physical-social system–enabled personalized product production system. Cyber-physical-social system leverages the global cyber-physical-social convergence and the local regional autonomy for the personalized product production. It is expected that this article will contribute to the research areas of industry 4.0-based manufacturing mode innovation and intelligent production process control.
Keywords
Introduction
Today’s manufacturing is facing the diversity and variability of customer requirements. Meanwhile, socialized producers such as small- and medium-sized enterprises (SMEs), start-ups, small businesses, workshops, and even amateurs start booming in various market segments. They autonomously form a product/task-centric social community with customers (including two kinds: end user–type or enterprise-type) to produce personalized products and provide personalized product-services. In this social community, different participants perform their own tasks and collaborate with each other to reach common goals. For end user–type customers, they need to get sense of participation and value embodiment, while for enterprise-type customers, they need to get involved in the production processes of socialized producers and monitor the process performance. This creates a new paradigm of social manufacturing.1–3 To facilitate the mass interaction and collaboration among different participants, the cyber-physical-social interconnection has become vital.
On one hand, industry 4.0 paves the way to an integrated vision of Internet of Things (IoT), Internet of Data (IoD), and Internet of Services (IoS). The main features of industry 4.0 are the horizontal and vertical integration of networked manufacturing systems through value networks and the end-to-end digital integration of engineering, 4 which are enabled by cyber-physical system (CPS) technologies. In manufacturing industry, CPS has been leveraging the interconnectivity and management of physical elements (e.g. machines, tools, sensors, and actuators) in the physical space and computational elements (e.g. enterprise information systems) in the cyber space.5,6 From the view of closed-loop control logic, CPS needs the sensors, actuators, embedded systems, controllers, and networks. CPS-enabled production is decentralized, self-organized, self-coordinated, and rapid-responsive with the application of cyber technologies in the physical space. 7 Products are manufactured by various CPS nodes with seamless interoperations and plug-and-play configurations. By clouding the CPS nodes from socialized producers under certain authority and privacy, the cyber-physical interconnection is built and the production information sharing can be realized.
On the other hand, as we move into the world of social networks and IoT, the living and production has changed. The advent of mobile technologies and sensor miniaturization gives birth to the personalized, timely, and anywhere-and-anytime communications. Mobile devices (e.g. smartphones, tablets, and wearable devices) with always-on Internet connections offer a fast way to communicate with others via social networks. Physical sensors (e.g. accelerometers, gyroscopes, GPS, microphones, and cameras) embedded in the mobile devices and mobile APPs (e.g. online chatting and messaging, which act as the virtual sensors) are integratedly used to gather the objective data (e.g. positions and relations) and subjective data (e.g. needs, feelings, and intentions, in the form of plain text, picture, audio, or video) for human behavior inferencing, 8 social phenomena analyzing, 9 and so on. Thus, mobile devices act as the social sensing and communication tools. With the aid of mobile devices and social networks, the cyber-social interconnection is built and the social data analyzing can be further realized for sophisticated multi-role interactions and collaborations in production.
In all, with the bridge of cyber technologies, the cyber-social interconnection and cyber-physical interconnection can be merged into the cyber-physical-social interconnection, which will facilitate the availability and efficiency of personalized product production. Cyber-physical-social system (CPSS) 10 is provided to enable the cyber-physical-social interconnection in personalized product production. CPSS is an extension of CPS that includes humans in the loop and extends CPS in social space for social interactions among customers and socialized producers. CPSS is essential to the vertical integration of business processes within socialized producers and the horizontal integration of socialized producers within dispersed value networks.
This article handles the cyber-physical-social interconnection among customers and socialized producers. It first proposes the concepts of Social Sensors (S2ensors), CPS nodes, and Smart Products (SPs) and incorporates them into a CPSS platform. S2ensors, as a kind of hardware–software-integrated mediators, are proposed to deal with the multi-role interactions in the social space. They collect the social data and process them into engineered information. CPS nodes, as another kind of hardware–software-integrated mediators, are proposed to collect and process the industrial data from production processes. SPs are proposed to endow the work in process (WIP) with self-coordination capability and intelligence for decision-making when communicate with CPS nodes. Based on that, the systematic framework and function modules of CPSS platform are proposed. The interaction scenarios in CPSS platform are further clarified. Then, the distributed production control for CPSS-enabled personalized product production is addressed to deal with dynamic requirements and production disturbances. Finally, a case is studied to verify the proposed models. By applying the CPSS platform, the social data and industrial data from production processes are sensed and fused into meaningful engineered information. Thus, personalized product production processes can be readily controlled and managed, and decisions can be made proactively in different interaction levels. The contribution of this article is concluded as three aspects: (1) proposes a CPSS platform for the cyber-physical-social interconnection of customers, manufacturers, and other participants; (2) discusses the customer-centric and multi-stage production interactions; and (3) studies the multi-role distributed control method in the social manufacturing environment.
The rest is arranged as follows: section “Related work” reviews the related work. Section “CPSS clarification” clarifies the concept of S2ensors, CPS nodes, and SPs, together with the CPSS framework and interaction scenarios. Section “Distributed control for CPSS-enabled personalized product production” addresses the distributed production control method for CPSS-enabled personalized product production. Section “Case study” discusses a demonstrative case to verify the proposed models. Finally, discussions and conclusion are given in sections “Discussion” and “Conclusion,” respectively.
Related work
Cyber-physical-social interconnection in current manufacturing paradigms
Since the first industrial revolution, many advanced manufacturing paradigms have been proposed, such as mass production, lean production, networked manufacturing, virtual enterprise, dynamic alliance, and mass customization. 11 Nowadays, manufacturing industry is facing the special features of socialization, personalization, servitization, diversification, complexity, and sharing. To adapt to these features, new paradigms and technologies are proposed. Service-oriented manufacturing (SOM), global manufacturing, cloud manufacturing (CM), social manufacturing, and smart manufacturing are the examples. SOM integrates the product lifecycle activities with services to improve production flexibility, reduce management complexity, and win added value. 12 It needs the cyber and social interconnections among service demanders and service providers. Global manufacturing deals with the multinational collaborations in the configuration and coordination phases. 13 A global manufacturing network is built on the cyber-physical-social interconnection, especially in the area of logistics. CM applies cloud computing in manufacturing to realize the target of “distributed resources are integrated to be used, and integrated resources are distributed to be serviced.”14–16 The resources in CM are virtualized and matched with the requirements, and the resource providers and demanders are connected in the public cloud platform. Social manufacturing, as a cyber-physical-social-connected and service-oriented paradigm, allows socialized and distributed manufacturing resources aggregate into social communities via social network to participate in the personalized product production.2,3,17 In this paradigm, outsourcing and crowdsourcing are the main ways to realize lifecycle business cooperation. Self-organization and social media–based multi-role interactions are the main features. Social community uses the aggregated capabilities of its members as chips to bid for personalized outsourcing/crowdsourcing tasks and self-organizes its members to collaborate for the tasks. 2 Under industry 4.0, SPs and smart factories make up the core components of smart manufacturing.5,18 CPS, IoT, big data, and other burgeoning Information and Communication Technologies (ICTs) enable the interconnection, real-time monitoring, self-configuration, and proactive control functions in smart manufacturing.
From the literature above, we can conclude that socialization, personalization, and servitization are the main features of current manufacturing paradigms, and all these paradigms need to handle the cyber-physical-social interconnection and distributed production control because the production participants are distributed and the customer requirements are dynamic and personalized.
CPS/CPSS framework and distributed production control
CPS/CPSS is the enabling technology to realize wide interconnection of production participants in the cyber, physical, and social spaces. Much work has been devoted to CPS/CPSS, including the research areas of system design and simulation, architecture modeling, data extraction and aggregation, and operation control,19–23 and the industrial applications in smart grid, smart healthcare, intelligent transportation, smart living, and smart factory.8,24–26 Besides, some derivative technologies such as cyber-physical production system (CPPS), 7 Mobile CPS, 8 socio-cyber-physical system (SCPS), 26 and Social IoT, 27 have been proposed. Wang proposed the concept of CPSS and combined Popper’s three worlds to give the definition of CPSS. 10 Cassandras viewed the smart city as a CPSS to enable the innovative services for transportation, energy distribution, environmental monitoring, emergency response, and social activities. 28 Liu et al. proposed a CPSS for command and control self-synchronization and described its framework and operational mechanism. 22 Zeng et al. pointed out that an integral applied architecture of CPSS should include the physical space, cyber space, and social space and summarized the layer-based design, component-based design, model-based design, and contract-based design of CPSS. 29 All the above CPSS follow the closed-loop of “sensing-computation-communication-control-feedback.” Meantime, they all contain physical elements (e.g. sensors, actuators, controllers, computational resources, and machines), cyber elements (e.g. software, applications, functions, and information systems), and social elements (e.g. humans). The interconnection and communication among these elements determines the feasibility and efficiency of applications in different industrial applications. Integrating CPS with humans in the social space into a CPSS has been the trend. Specifically, the “social” feature of CPSS is embodied in three aspects:
The physical elements are socialized and distributed in the whole society. Any of them can participate in personalized product production;
The interconnection among physical elements and humans is socialized, forming a ubiquitous environment. The interconnection is embodied in the social interaction in the social space, information communication in the cyber space, and physical flow in the physical space;
The physical elements and humans can self-organize themselves into social communities. Social community is the organizational structure for autonomous personalized product production.
However, CPSS in the above literature were application-specific (e.g. smart home, smart transport system, and smart city), and these literature did not involve the CPSS in manufacturing domain and its configuration and operational mechanisms. As to the CPSS in manufacturing domain, it should integrate different manufacturing resources and provide mediators for customer–producer interaction.
Except for that, CPS/CPSS also facilitates the distributed production control for personalized product production. Different from the centralized production control where all commands and decisions are hierarchically managed on the host computer, distributed production control mode permits each physical element (e.g. product and equipment) to communicate with others to decide its own operations autonomously. 30 Thus, the flexibility and agility of manufacturing systems are improved. McFarlane et al. discussed the Auto-ID technology in distributed intelligent manufacturing control and proposed the concept of intelligent product to enable it. 31 Bruccoleri et al. addressed the agent-based distributed manufacturing control for exception handling in reconfigurable manufacturing systems to enhance the abilities of agile, reactive, and efficient. 32 Tamania et al. developed an intelligent distributed and supervised control approach for high-volume production systems, which includes a two-level control structure and the decisions are made separately in two levels, that is, locally and globally. 33
From the literature above, we can conclude that CPS/CPSS is an effective technology to enable cyber-physical-social interconnection, based on which distributed production control can be realized globally to reach the goal of agility, flexibility, and rapid responsiveness. In all, CPS/CPSS combines the distributed intelligence with the collaborative production processes.
CPSS clarification
CPSS consists of the S2ensors in the human end, CPS nodes in the machine end, and SPs in the product end. Each of them is represented as a standard Web resource that can be accessed and uniquely identified through unified resource identifiers (URIs). The following gives their definition, formalization, and working principles and proposes the framework of CPSS platform.
S2ensors in the human end
Definition 1
S2ensors are defined as a kind of hardware–software-integrated mediators for humans to deal with communications in the social space. They collect and process the social data from social interactions, relay the processed data via networks, and receive feedback from the other side.
The hardware in S2ensors includes mobile devices, embedded, or wearable physical sensors. The physical sensors collect objective data that are transmitted via wireless personal area network (WPAN) to mobile devices and then relayed via Internet (wireless or wired) to software applications. The software in S2ensors includes different types of mobile APPs, which can be classified into three types: (1) undertake the subjective data capturing (e.g. online chatting, Facebook, and Twitter), (2) undertake data aggregation and fusion to translate objective/subjective data into engineered information (e.g. middleware), and (3) receive feedback from other S2ensors.
The components of S2ensors consist of sensing unit, processing unit, transferring unit, and assistant unit, as shown in Figure 1:
Sensing unit proactively perceives the objective data from physical sensors and crawls the subjective social data from mobile APPs.
Processing unit performs the data checking of errors and duplications and further normalizes the data in a standard and easy-transfer format (e.g. Java Script Object Notation (JSON)). Besides, it borrows a storage cache from the assistant unit to cope with intermittent connectivity. Thus, S2ensors can synchronize data whenever network connectivity is available. Meanwhile, the processing unit carries several mobile APPs to apply the collected data.
Transferring unit transfers the formatted data to the cloud database for sharing or further processing under the certain interfaces and protocols such as HTTP, TCP/IP, or SOCKET.
Assistant unit provides the assistant services, for example, power, screen, and storage cache. It should be pointed out that the screen acts as the human–machine interface (HMI) through which people can input their commands, intentions, and other data and display information from mobile APPs.
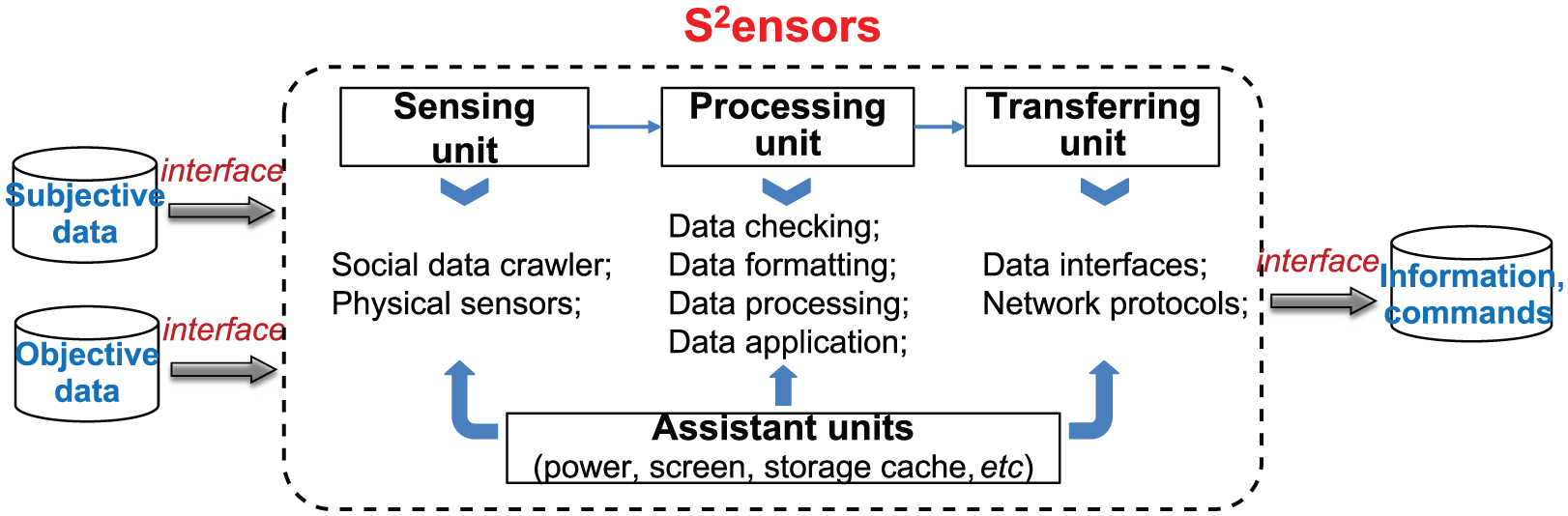
Components of S2ensors.
S2ensors change the way socialized producers stay in touch with their customers and collect invaluable customer requirements. From the view of customers, they use S2ensors to communicate with each other and share their interests. Besides, whether specialists or non-specialists, customers can use S2ensors to interact with socialized producers about their product orders, such as follow product news, express opinions and requirements, co-create personalized parts, and monitor order states. From the view of socialized producers, they use S2ensors to interact with customers and transmit order information. Besides, they use S2ensors to link with their staffs and machines in factories to transmit commands and receive production feedback from machines.
The formal description of S2ensors is formulated as

where
CPS nodes in the machine end
CPS is vital to realize autonomous production control in manufacturing industry. Lee and colleagues 19 proposed a 5C architecture for implementing CPS at the enterprise level. However, personalized product production has been driving enterprise’s equipment to be separately accessible for customers, which means customers can know which machines are responsible for their product order and what are their current states. Besides, customers can autonomously select and organize machines from socialized producers, forming a collaborative social community to produce their personalized products. Thus, except for the CPS built at the enterprise level, CPS nodes at the machine level should be developed to collect real-time in situ data from each machine to support distributed production control.
Definition 2
A CPS node is defined as a kind of hardware–software-integrated mediators for machines to integrate sensor perception, communication networks, and control feedback systems to control physical entities. Each CPS node is configured with an URI, and different CPS nodes can interact for autonomous business coordination.
Of notable, each CPS node can be viewed as a small autonomous system, and the composite CPS at the enterprise level can be viewed as the combination of a group of CPS nodes under the rules of interconnection and coordination.
The components of CPS nodes include equipment, sensors, actuators, HMI, network, and functions and applications, as shown in Figure 2:
Equipment module is the base to build a CPS node. Different equipment has different manufacturing capability and production capacity.
Sensor module consists of different kinds of physical sensors, such as sensors for collecting ambient data (e.g. temperature, humidity, and noise), sensors for collecting equipment’s running states (e.g. vibration, displacement, energy consumption, and spindle speed), and sensors for collecting WIP states (e.g. radio frequency identification (RFID) reader, digital caliper, and roughometer). All the sensors are seamlessly embedded in or bounded with the equipment.
Actuator module is responsible for the execution of commands on the equipment. For example, Programmable Logic Controller (PLC) receives commands from the upper systems and drives the manipulators or machine tools. The embedded system integrates the sensors, receives and preprocesses the sensor data, and further channels the data to the upper systems.
HMI acts as an intermediate between physical objects (i.e. equipment, sensors, and actuators) and staffs. HMI applies a middleware to process raw sensor data and communicate with physical objects via interfaces such as RS232, CAN, and RJ45. Besides, it has a panel screen to visualize real-time data that indicates the current state of CPS node, together with the commands from the upper systems. Staffs can input parameters or commands and exchange information with physical objects. In some sense, HMI acts as another kind of S2ensors that deals with human-to-machine interaction but not human-to-human interaction.
Network module adopts different network protocols to make the equipment networked, such as WiFi, Zigbee, Bluetooth, and Ethernet. Besides, the network module provides an application interface to realize plug-and-play equipment configuration for interoperability. Thus, different equipments can coordinate to make decisions. The network module of each CPS node cloudizes them to be accessible to customers.
Function and application module includes functional applications of a CPS node. It connects the physical space with the cyber space. Through data capturing, processing, and storing, CPS nodes can realize functions of real-time monitoring, dynamic configuration, self-decision-making, rule-based operation, prognostics and health management (PHM), and so on.
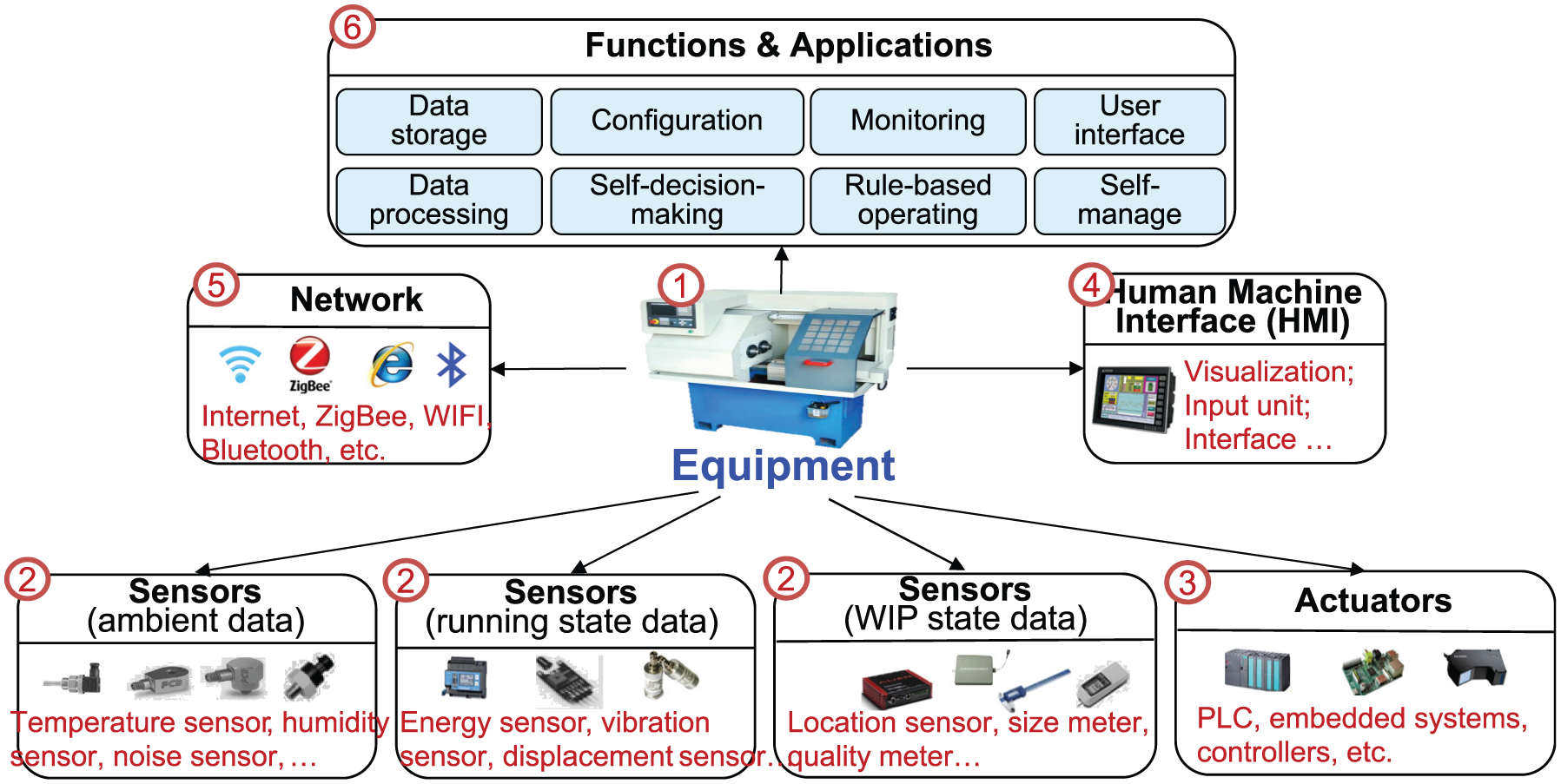
Components of CPS nodes.
A private gateway of each CPS node is needed to group the equipment, sensors, actuators, and HMI. The real-time data generated from CPS node are aggregated by the private gateway. Furthermore, a public gateway is needed to group all the CPS nodes in one socialized producer to give data authority to customers. The public gateway is a web server that abstracts the communication between the CPS nodes and the upper-level systems. It offers its functionalities via a representational state transfer (REST) API, 34 which makes the CPS nodes accessible to customers. When a new CPS node is plugged and activated, it will start an association process by sending its extensible markup language–resource description framework (XML-RDF) template to the public gateway. After the CPS node passes the authentication, authorization, and accounting (3A) checking, it will be automatically registered to the public gateway. Then, it can communicate with other group members. On that basis, CPS-enabled production is endowed with the capabilities of self-configuration, self-coordination, and distributed control.
XML-RDF is specialized at describing the metadata of Web resources. As shown in Figure 3, the formal description template of CPS node is described as

where
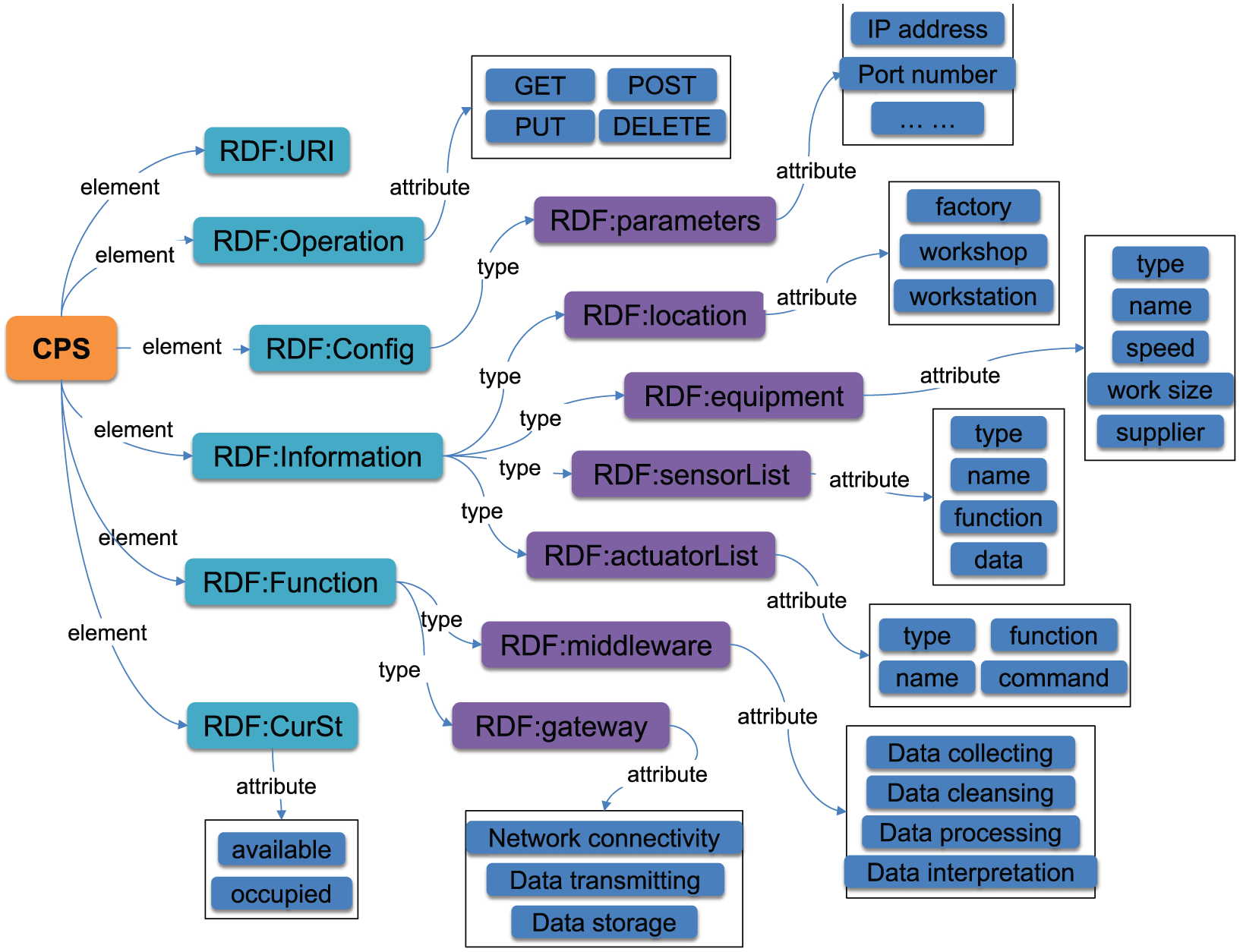
XML-RDF template for CPS node.
SPs in the product end
Definition 3
An SP is defined as a physical entity that is uniquely identified, knows how it is made, what is the next process, and its historical and current status, and can communicate with CPS nodes for dynamic and distributed production control to achieve its target state.
As shown in Figure 4(a), the components of SP include a physical product, an active RFID tag, an embedded device, and a carrier:
Physical product is what to be manufactured and the link of active RFID tag, embedded devices, and carrier.
Active RFID tag is the unique identifier for real-time and automatic product identifying. It invokes the communication modules of embedded devices to communicate with CPS nodes. Besides, the active RFID tag stores the product model (e.g. BOM) and production model (e.g. machining parameters and production processes) to provide basic information for dynamic production control.
Embedded devices are responsible for external communication and provide functions for data computing and decision-making (e.g. real-time scheduling and routing).
Carrier is a physical entity that integrates the physical product with the active RFID tag and embedded device. Based on the carrier, the SP will be progressively manufactured and transported in the product flow.
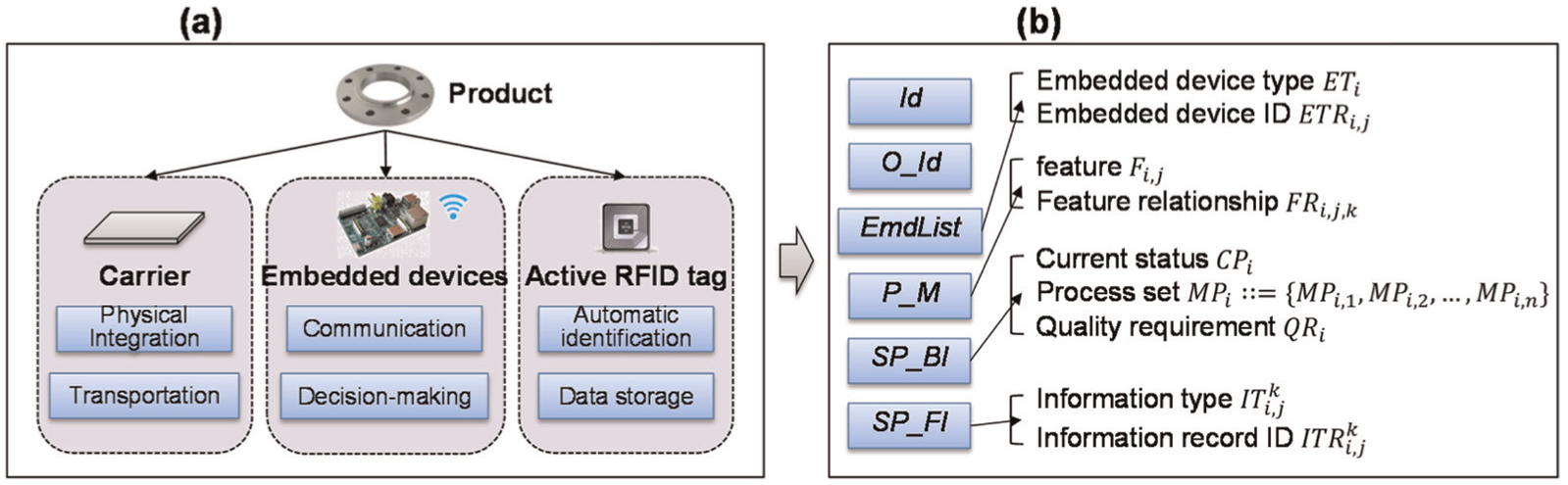
Components of SPs: (a) physical configuration and (b) information model.
As shown in Figure 4(b), the formal description of SP is described as

where

where

where
Based on the formal description of SP, all the process data are correlated. Thus, SPs can cooperate with CPS nodes to decide process routings according to the real-time automated execution context. They facilitate the distributed production control in smart factories, which means no need of control decisions at the enterprise level. This way especially suits for personalized product production because each product is uniquely produced.
The systematic CPSS framework
After clarifying the S2ensors, CPS nodes, and SPs, a systematic framework of CPSS platform should be built to interconnect them for social interaction. The CPSS platform aggregates customers, socialized producers, and other stakeholders and facilitates the human-to-human, human-to-machine, and machine-to-machine interactions.
Figure 5 describes the CPSS framework. It can be simply divided into three layers, that is, physical layer, cyber layer, and social layer, which correspond to the physical space, cyber space, and social space, respectively. Each layer is configured with corresponding hardware and function modules.
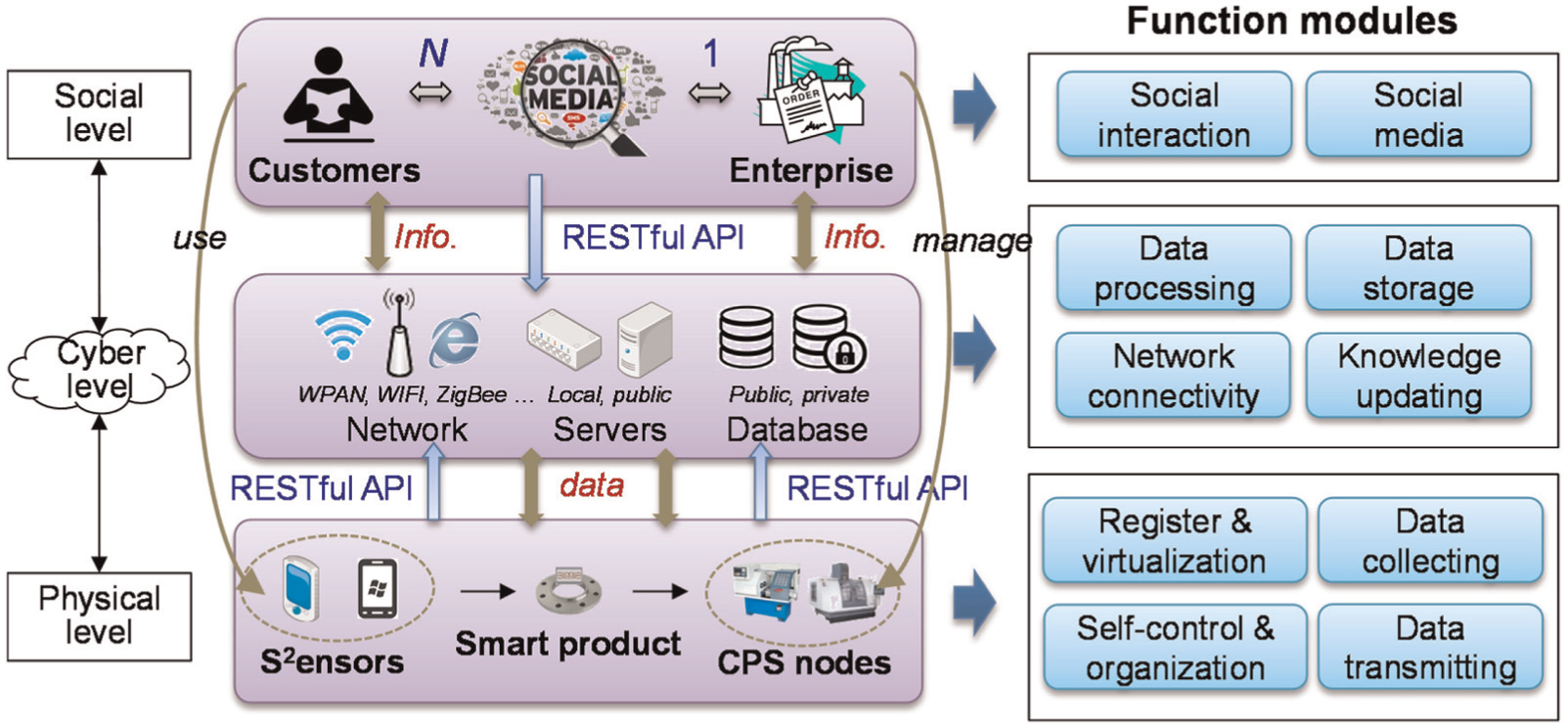
Systematic CPSS framework.
Physical layer
This layer includes the S2ensors, CPS nodes, SPs, and other physical objects. All of them operate their functionalities via REST interfaces in the form of web services. Based on that, these physical objects are accessible and can communicate with each other. The real-time data from S2ensors, CPS nodes, and SPs are accessible for customers and socialized producers via open data interfaces.
Cyber layer
This layer connects the physical layer and social layer. It provides servers for CPSS running and various networks (e.g. WPAN, WiFi, Zigbee, and Bluetooth) to customers and socialized producers for interconnection. In this layer, the social and industrial big data is collected. Then, it provides the database for data storage and the middleware for data processing. The middleware distinguishes whether commands are correctly executed, extracts meaningful information from the sensed social and industrial data, and generates the knowledge and rules for decision-making. Most importantly, this layer provides computational capabilities for the function modules of other layers.
Social layer
This layer integrates various social media (e.g. instant messaging and live-streaming) via open interfaces, which facilitates the anytime-and-anywhere interactions among customers and socialized producers. Through mobile APPs installed in S2ensors, their social contexts can be collected.
With regard to the relationships among these layers, it can be concluded that customers at the social layer use S2ensors to interact with socialized producers or themselves. Social data is gathered and processed by S2ensors and further channeled to the database at the cyber layer. Besides, socialized producer manages its CPS nodes for dynamic production orchestration, monitoring, and control. Industrial data are gathered and processed by CPS nodes and further channeled to the database. Furthermore, social and industrial data at the cyber layer are fused into invaluable information and knowledge to assist decision-making.
The interaction scenarios
Under personalized product production, customers, socialized producers, and other participants make up a social community to interact with each other using S2ensors. In this section, we describe the three-stage interaction scenarios, as shown in Figure 6.
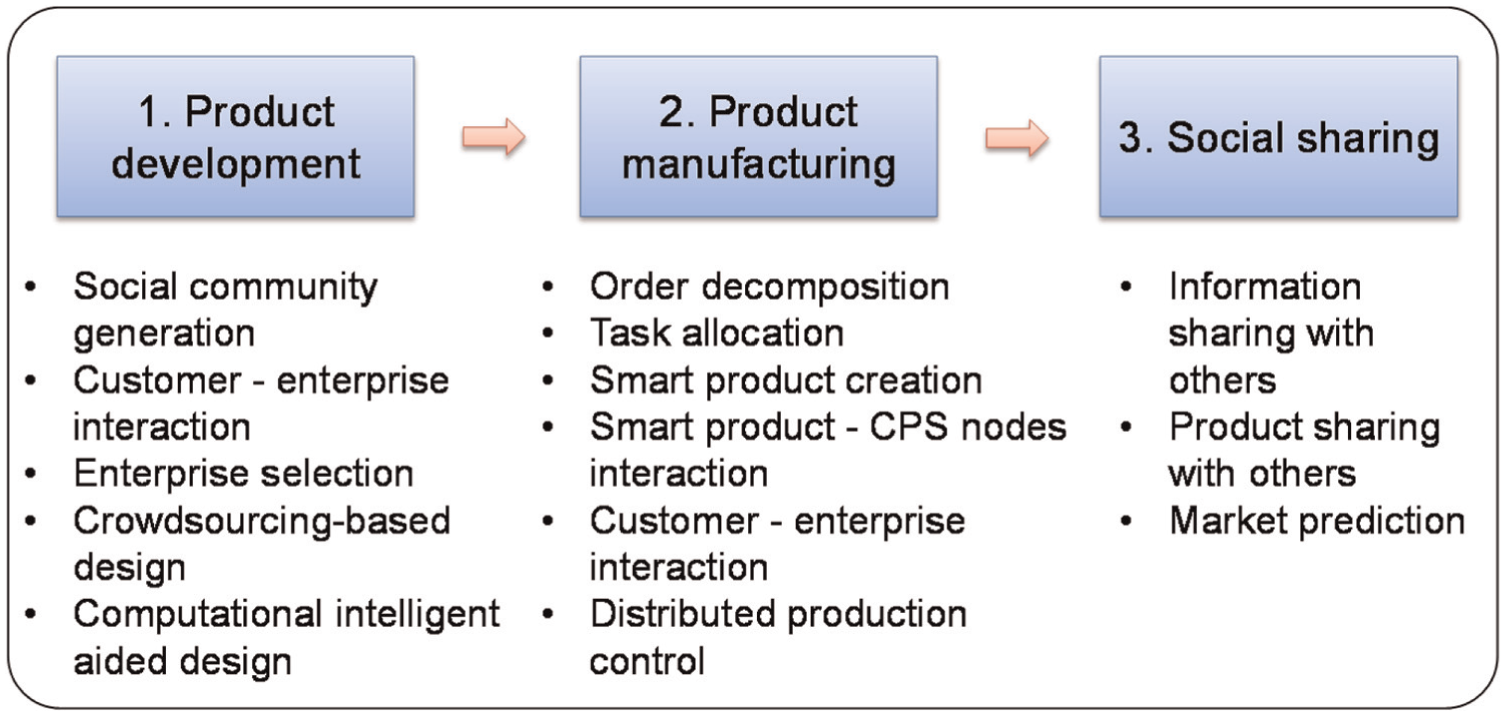
Three-stage interaction scenarios.
First stage: product development
Customer publishes a post in the social community saying he or she needs a product with certain functionalities. This event triggers wide reactions and discussions in the community. Socialized producers of interest will interact with customer to discuss the product functionalities and describe their concerns or opinions at times and locations. The social data generated from their interactions are analyzed and mapped into product engineered features. Then, the results are shared with customer, which forms a virtuous cycle. Socialized producers with optimal product solutions will be selected. Note that sometimes socialized producers may subcontract their design tasks to social individuals or amateurs, using the collective human intelligence to reach a better design scheme.
Second stage: product manufacturing
In this stage, product order is first decomposed into sequential production tasks or operations, and optimal producers are selected based on demand–capability matching. Then, SP is initialized in the socialized producer that undertakes the first task.
On one hand, the socialized producer writes the sequential task information into SP and lets it interact with the CPS nodes. The distributed production control is executed during personalized product production processes. On the other hand, enterprise-type customer interacts with socialized producers to track/trace production processes, making the production dynamically improved and real-time controlled. If the production details need to be modified after the step-by-step live observation of a process, customer will discuss with socialized producers to propose dynamic requirements. While end user–type customer only interacts to get sense of participation and enjoy seeing the detailed production process.
Third stage: social sharing
Due to the social features of CPSS, socialized producers can decide which context can be broadcasted online and shared by their friends during product manufacturing, such as order state, production process video, and use experience, which promotes the spreading of personalized products. Moreover, socialized producers can get feedback from social context among customers, which plays an important role in finding the extensional market requirements to launch new products. Under sharing economy, customers may share the utilities and functionalities of their products with others in the form of product-service systems.
Distributed control for CPSS-enabled personalized product production
Distributed production control
Production processes always encounter changes, unexpected events, or disturbances because they are event-triggered, thus better production control strategy should be provided. 35 To ensure the production commands are accurately executed (i.e. the right object is doing the right thing at the right time and place to reach the right result), the personalized product production processes should be transparently controlled. Thus, it needs solutions for robustness, agility, and flexibility to deal with the non-deterministic manufacturing environment. Distributed production control is an effective way.
Since SP is created, it is endowed with intelligence for production coordination, decision-making, and operation execution. The production process set is stored in the active RFID tag of SP, indicating what is the next process to be performed, which kind of CPS nodes will execute that process, and what is the required quality. When starting a process, SP first considers the actual conditions of CPS nodes and its process set, then it will invoke the integrated process planning and scheduling model to reach an optimal plan, and the objectives of the model are the minimization of production cost and time delay.
The steps of distributed production control are described in Figure 7. SP communicates with CPS nodes via RFID devices that are embedded in the CPS nodes:
Socialized producers interact with customer via S2ensors to collect requirements and map requirements into engineered features and feed them back to customer;
Update sequential task information of the product order and create the SP. Meantime, socialized producer updates the available CPS nodes;
SP sends a request of certain type of CPS nodes. Through matching and evaluation, each CPS node bids for the task and feeds the result of acceptance or rejection back to SP;
If the result is acceptance, SP will negotiate with the CPS node candidates and allocate tasks to the optimal ones to minimize time and cost, and the optimal CPS nodes are informed with the task details they will execute;
Start a task/operation. CPS node reads and executes the production commands from SP and senses the real-time production data from its sensors. RFID devices are the linkage for data communication. As the task/operation marches, production data are gradually stored in SP or database. When unexpected events, disturbances, or requirement changes occur, SP will interact and negotiate with CPS nodes to handle that. For example, if customer wants to view a production process, socialized producer will authorize him/her to get access to the in situ data by live-streaming technology via S2ensors;
If the task is normally executed, the relevant information will be relayed to SP, and further fused into information such as progress, quality, and execution log to socialized producer and customer. If failed, SP will search for another CPS node to execute the task;
Turn to the next task/operation until all the tasks/operations are finished. After that, SP will be sent to customer.
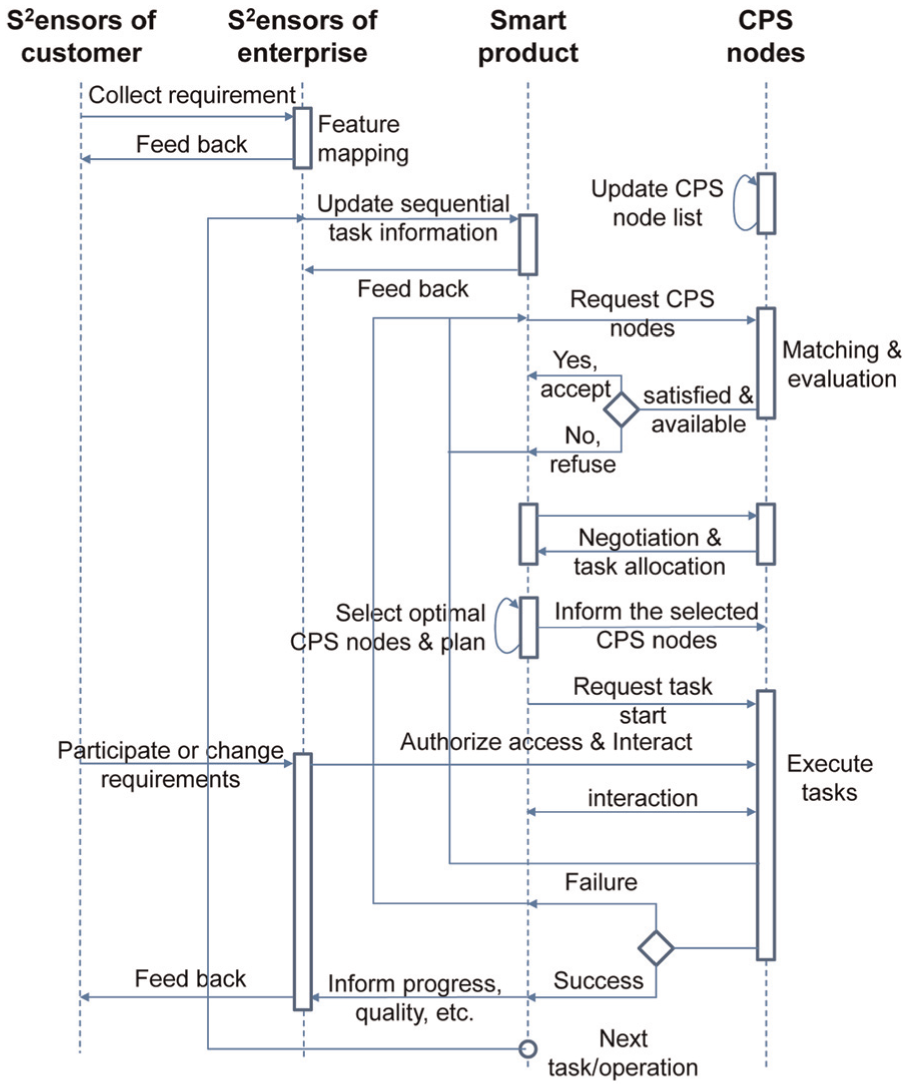
Distributed production control in CPSS.
The messages during distributed production control follow a standard template, which is XML-based and contain tags of <message>, <action>, <sender>, <sendType>, <receiver>, <content>, and so on. Note that the messages vary from different tasks/operations or interactions between different objects, but they follow the common XML format template.
Production coordination under the distributed control mode
Production coordination should be implemented to better execute the personalized product production processes. When SP enters the job-shop, it will communicate with the CPS nodes, starting from the nearest ones. Whether the production commands can be executed on them is judged by the following rules:
CPS node availability rule
This rule judges whether the kth CPS node is available during the time window [t1, t2]. The principle is that at current time t1 and in the following time window (t2–t1), no other SPs occupy this CPS node (i.e. no entering or staying in its RFID detecting space)

where
CPS node selection rule
The CPS node selection rule includes two steps. First, when SP broadcasts its next process to the CPS nodes, each CPS node will judge whether it can satisfy the process or not. This step indicates that if the kth CPS node is available and its equipment type is satisfied, it will be a candidate to execute the current process (see equation (7)). Second, the CPS node candidates will communicate with each other to determine the final CPS node to execute the process. The principle of this step is that each CPS node candidate compares with its neighbor to decide the local optimum (see equation (8)). After all the candidates have finished the comparison, the final global optimum can be reached. The objective is to minimize the weighted evaluation index (WI) of cost, deadline, and distance between CPS nodes and SP. The index WI is calculated in equation (9)
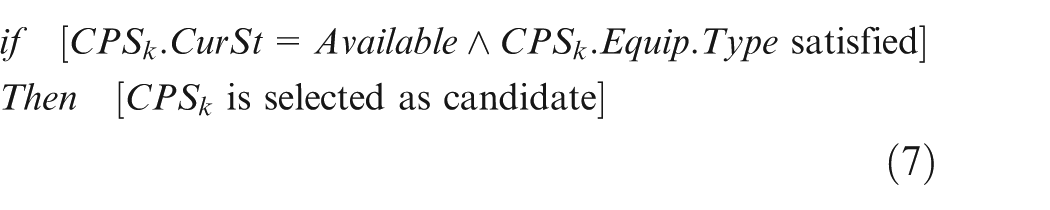
where
SP state updating rule
This rule triggers the state updating of SP. The principle is that the quality inspection is satisfied and SP leaves the former CPS node. Thus, the CPS node will become available, and the basic information BI of SP such as current status STA and current process CP will be updated
Except for the interactions between CPS nodes and SP, there are some other rules for interaction and coordination among S2ensors, CPS nodes, and SP. For example, customer sends a message querying the current production progress via S2ensors, maybe SP will response to it if socialized producer has set the data authorization for customer to access, and the feedback message from SP will be relayed through wired or wireless network.
Case study
Case description
We have developed a prototype of the CPSS platform for personalized product production. A job-shop in our lab is configured as a socialized producer (termed as XJTU_Lab) to undertake production tasks. As shown in the right part of Figure 8, three workstations are configured in the job-shop, that is, CPS nodes #1, #2, and #3. Along with the convey belt, they form an automated production line. Each workstation is deployed with RFID readers, sensors, actuators, and other facilities according to section “CPS nodes in the machine end.” For example, CPS node #1 is a milling workstation that consists of a EMCO Mill 55, a digital caliper (Mitutoyo ABSOLUTE 543-681), a digital roughometer (Mitutoyo Surftest SJ-201), a KUKA robot to load/unload workpiece, an energy sensor (Janitza UMG604), a temperature sensor (WF7002), and a Siemens RFID reader (RF340R). Every RF340R connects to PLC through Siemens MOBY ASM 475 RFID adapter. Active RFID tag (Siemens RF340T), together with an embedded system (Raspberry Pi) and a carrier, is attached to the workpiece to form the SP. Besides, wired and wireless network (e.g. RS232/485, Ethernet, WiFi, and Bluetooth) are configured to build a ubiquitous environment. The deployment of other CPS nodes is similar to CPS node #1. The CPSS platform is developed using Java/JavaScript, Jquery/Jquery Mobile plugins, and open APIs, which aggregates socialized producers and customers for anytime-and-anywhere interactions and collaborations. The functional applications of CPSS platform are embodied as mobile APPs and WebAPPs. Through graphical user interfaces (GUIs) of WebAPPs in the CPSS platform, XJTU_Lab manager can monitor the job-shop production status in real time. Through mobile Internet and mobile APPs in S2ensors, customer can interact with XJTU_Lab manager to monitor and participate in the production tasks. Social data are collected from their interactions for further analyzing. Industrial data are collected from the production processes in XJTU_Lab for production control. The personalized product to be produced is a desktop three-dimensional (3D) printer proposed by a specialized customer. Some of its parts are turned, milled, or 3D-printed in XJTU_Lab, and some others are purchased from suppliers. Customer needs to interact with XJTU_Lab to decide the product functions and computer-aided design/computer-aided manufacturing (CAD/CAM) models. Besides, customer wants to be informed of the production progress and machining quality of the key parts (e.g. motor holder, hot bed, and joint connector) together with the real-time assembly processes.
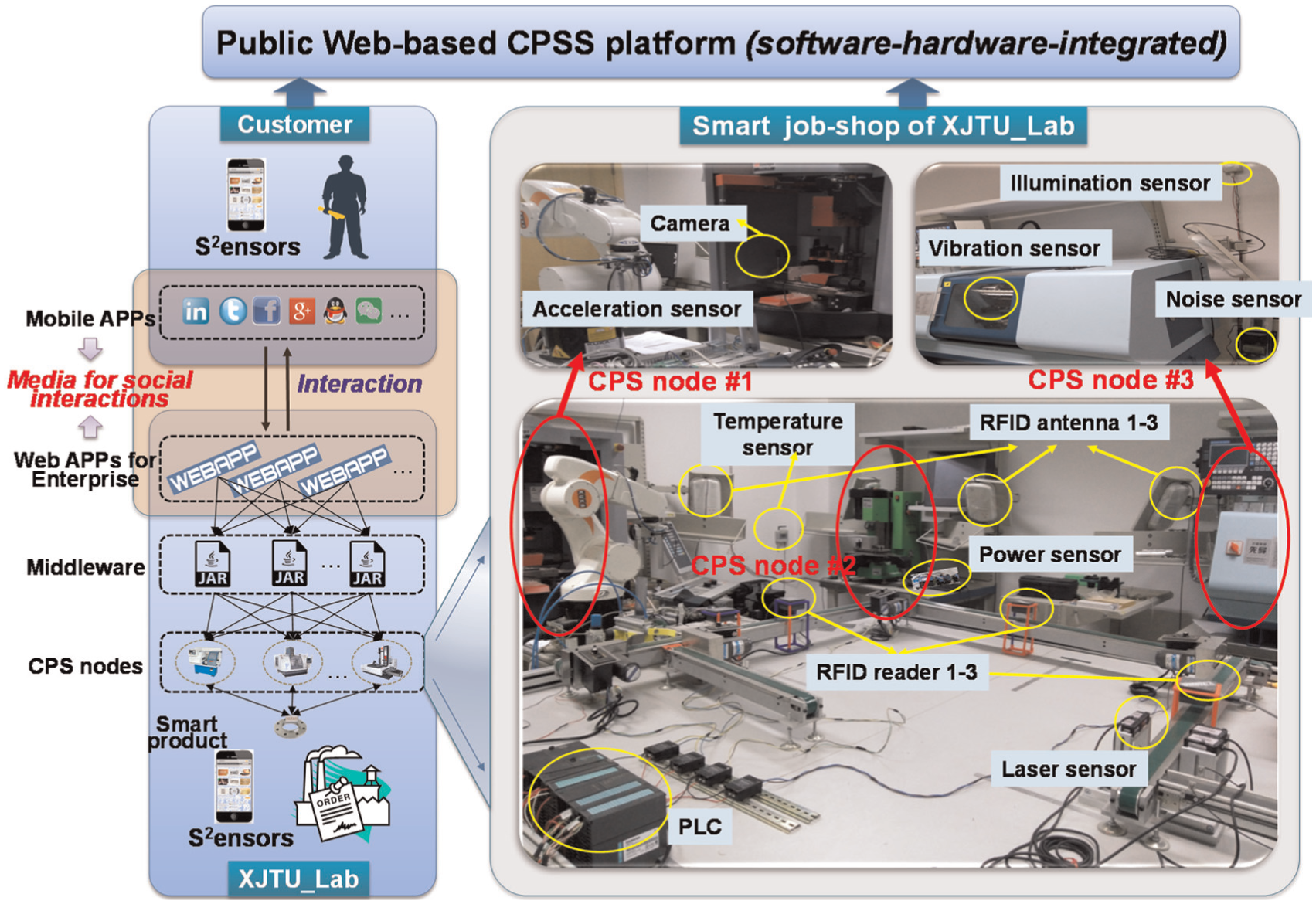
Implementation of the CPSS platform.
In this demonstrative case, we focus on the product manufacturing phase. First, customer releases a product order to XJTU_Lab and keeps in touch with XJTU_Lab manager to monitor the order state. XJTU_Lab manager decomposes the order into sequential production tasks, creates the SP and put it into the job-shop, and broadcasts its tasks to CPS nodes #1, #2, and #3. During the product production, CPS nodes #1, #2, and #3 interact with each other autonomously to execute the sequential production tasks and respond to the unexpected events. Customer interacts with CPS nodes and SP via S2ensors to get real-time order information on the promise of authorization.
Implementation and validation
As shown in the left part of Figure 8, customer interacts with XJTU_Lab manager via the mobile APPs installed in S2ensors. XJTU_Lab manager uses the WebAPPs to invoke middleware distributed in the job-shop to communicate with CPS nodes and SP and gather real-time data. Besides, CPS nodes interact with SP to implement integrated process planning and execute production plans. The following steps detail their interaction flow:
Step 1. Customer uses S2ensors to interact with XJTU_Lab manager at times and locations. S2ensors crawl their social contexts (both subjective and objective) and preprocess them into formatted social data periodically. These social data are stored in the public database and analyzed by the WebAPPs in the CPSS platform.
Step 2. XJTU_Lab’s WebAPPs invoke different middleware deployed in the job-shop server to collect real-time industrial data from CPS nodes and SP. These industrial data are stored in the private database, processed into engineered information (e.g. progress and quality), and further transformed to customer under certain authority and privacy.
Step 3. Customer participates in the production processes via S2ensors. For example, step-by-step live observance of a process and co-creation of process routing with XJTU_Lab manager, based on the product CAD/CAM model and the live-streaming of equipment’s in situ state.
Step 4. XJTU_Lab manager applies the WebAPPs in the CPSS platform to analyze the vast amount of historical data (both social and industrial), to make in-time adjustment of its production plans and predict market trends.
Figure 9 gives the snapshots of CPSS platform, which describes the implementation processes for personalized product production. Figure 9(a) shows the customer participation of checking the production progress and quality deviation and monitoring the process details. Figure 9(b) shows the messages received by XJTU_Lab manager to indicate the handling logs of production disturbances. Figure 9(c) shows the historical data mining results such as business relationships, key words, and market trends. Based on that, some managerial implications can be reached as follows:
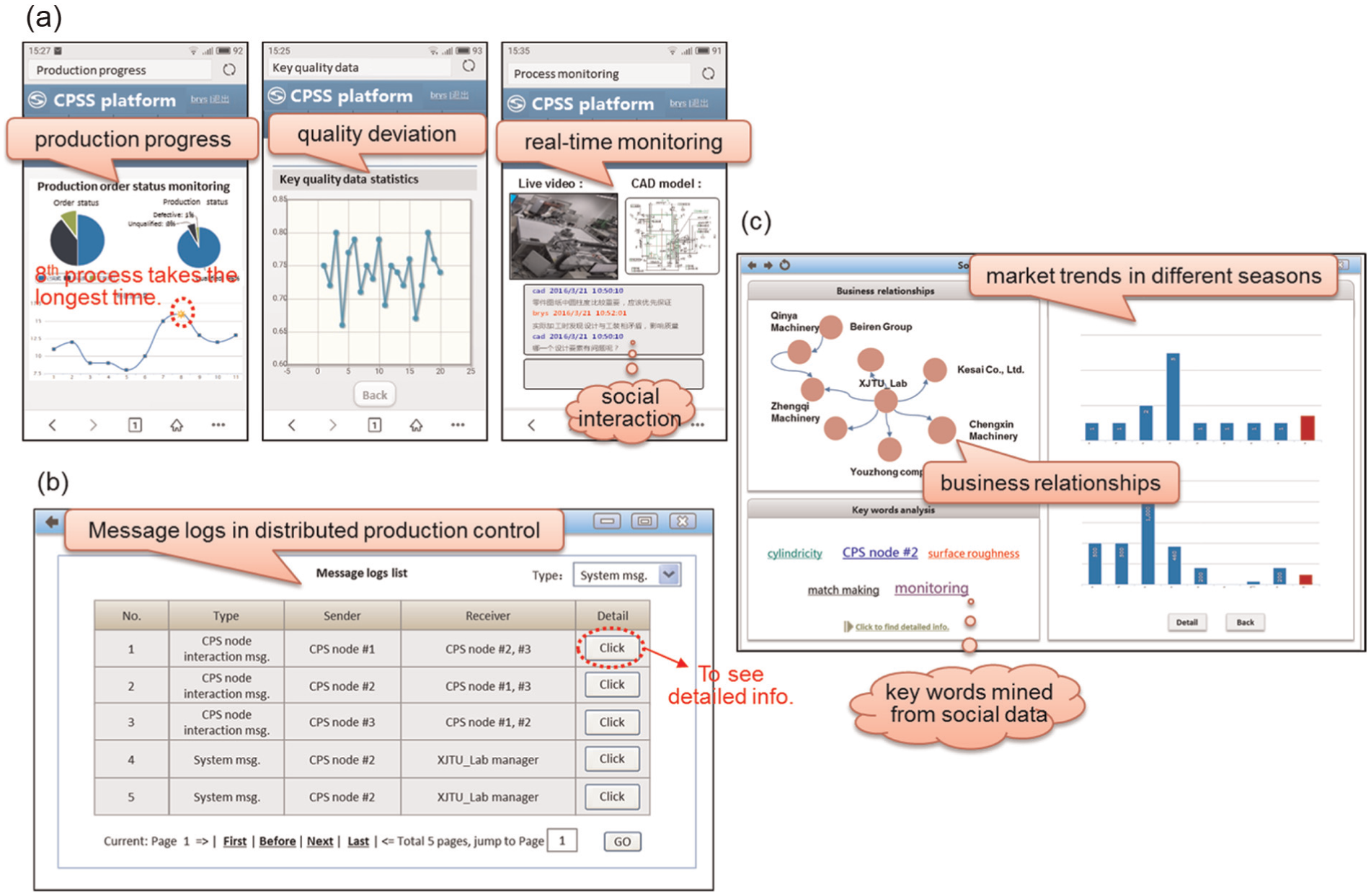
Snapshots of the CPSS platform: (a) customer participation, (b) message logs in distributed production control, and (c) historical data mining result.
Dynamic requirement handling
Customer makes requirements dynamically via mobile APPs in S2ensors at times and locations. For example, he or she may require the real-time progress and quality of the product order, or the real-time monitoring of the production process. Through social interactions, XJTU_Lab manager analyzes these personalized requirements and prepares for them the industrial data collected from the job-shop. The CPSS platform builds the bridge for handling dynamic customer requirements. From Figure 9(a), it can be seen that the current production progress reaches the 11th process, and the 8th process takes the longest time because it is the key process. The quality deviation of surface roughness (Ra) ranges from 0.65 to 0.80 µm, which meets with the requirements. As to the real-time monitoring, customer monitors the process through live-streaming camera and combines with the CAD drawing to participate in the process routing. Customer stresses the importance of keeping the cylindricity accuracy, which will be mainly considered by XJTU_Lab manager in the next process. Social data from their interactions are stored in the public database. Thus, seamless collaboration and customer’s value embodiment can be reached.
Distributed production control
Since SP enters the smart job-shop, distributed production control is implemented. Firstly, SP reports its first production process to the nearest CPS node #1. According to the production coordination rules described in section “Production coordination under the distributed control mode,” it reveals that #1 cannot perform this process. Then, #1 starts an auction to detect its nearest CPS node candidate for the process, by consulting its neighbors. Finally, #3 is selected as the winner to execute the first process because #3 is available and its equipment type satisfies the first process, while #2 is not available. To test the autonomy and robustness, we set an unexpected event on #3. After 2 h, the equipment (XianDao C56A) of #3 suddenly breaks down. At this time, #3 communicates with #1 and #2 autonomously to judge whether they can replace it to execute the process. The message sent to #1 and #2 contains the information of receiver, requirements of machine type, table size, deadline, quality, and others for the process. From the feedback message, it can be seen that #2 is not available and #1 cannot perform this process, thus #3 finally sends a message to XJTU_Lab manager and the production is temporarily stopped. During the distributed production control, industrial data is stored in the private database, and all the events are handled autonomously by the CPS nodes. Thus, the production in XJTU_Lab is self-controlled, self-configured, and self-monitored. Figure 9(b) records the message logs in the distributed production control.
Historical data mining and social sharing
Based on the social and industrial data generated from the personalized product production processes, data analysis tools in the CPSS platform are applied to exploit the value hidden inside these data. The steps to handle the data include: cleansing, integration, processing, and interpretation. Figure 9(c) describes the historical data mining results from the view of XJTU_Lab. It can be seen that XJTU_Lab has built several business relationships with its customers. The weight on their relationships show the frequency and closeness of their collaborations. Besides, during social interactions, XJTU_Lab discovers several key words from customer requirements using the contextual computing tools in the CPSS platform, for example, surface roughness, cylindricity, monitoring, match making, and CPS node #2. XJTU_Lab can share the information of the personalized products with their friends, customers and other followers, which promotes the product sales. Figure 9(c) shows the statistical graphs of shaft machining and cabinet machining tasks that XJTU_Lab undertake in the last 8 weeks. The neural network analysis tool is applied to predict the market trends. The last red bars indicates next week XJTU_Lab may undertake 4 to 5 shaft machining tasks and 2 to 3 cabinet machining tasks.
Based on the CPSS platform, customers can easily interact with socialized producers via S2ensors to exchange requirements. The interactions among CPS nodes facilitate distributed production control. Besides, the historical data mining and social sharing in the CPSS platform leverage the collected industrial and social data.
Discussion
A CPSS platform incorporating S2ensors, CPS nodes, and SPs is developed in this article. S2ensors, CPS nodes, and SPs communicate with each other to facilitate multi-role interactions in the personalized product production. From the case study, we can conclude that using the CPSS platform, customer can get real-time information of product order from CPS nodes or SPs. Besides, customer can interact with socialized producers to participate in production processes. Thus, multi-role collaborations become seamless, and the interactions among CPS nodes and SPs facilitates the distributed production control. CPS nodes make decisions independently based on their contextual perception, embedded intelligence, and communication with others.
However, limited to its scope, social interactions in the case above do not involve the whole manufacturing supply chain, where S2ensors, CPS nodes, and SPs will show their true capabilities. The large-scale interactions ensure the flexibility and rapid response of the manufacturing supply chain. It requires distributed and networked computing and communication capabilities of CPSS platform to handle large-scale interactions. Cloud computing and social computing will be the enabling technologies. For personalized product production, the amount of social and industrial data collected from the multi-role interactions is dramatically growing bigger. Thus, big data analytics should be exploited to seek the underlying value of the historical data and the real-time data streams, to identify patterns and relationships among discrete production processes and inputs, and to react in time to disturbances and unexpected events. Based on that, the personalized product production processes can be managed, and various factors in production can be optimized. In the CPSS platform, the cyber space bridges the gap between the physical space and social space, and all the multi-role interactions in the physical space and social spaces depends on the data/information/knowledge in the cyber space. Thus, cyber-security issues are critical and deserve more research attention, such as encryption-based partial sharing for collaboration36,37 and authentication–authorization–accounting (3A). Except for that, issues about manufacturing resource management 38 and scalability of social interactions in the CPSS platform, together with the big data analytics for social and industrial data mining and data-driven intelligent automation 39 should be further discussed.
Generally, in the CPSS platform, the interactions between CPS nodes and SPs can be viewed as machine-to-machine (M2M) communications. In a sense, social interactions between humans can be treated as another kind of M2M communication because they interact using S2ensors. Human with S2ensors can be viewed as a special kind of CPS nodes, following the loop of “sensing-computation-communication-control-feedback.” A ubiquitous environment to integrate humans with S2ensors, CPS nodes, and SPs should be built for different levels of M2M communications.
Concluding remarks
As personalized production has become the trend in manufacturing industry, more and more distributed manufacturing resources participate in product lifecycle activities. They need to be cyber-physical-social interconnected for mass collaboration. This article addresses the cyber-physical-social system (CPSS) platform for personalized product production, which incorporates S2ensors, CPS nodes, and SPs with business flow for social interaction and distributed control. The distributed production control mechanism illustrates the interaction flow and processing method when dealing with disturbances or unexpected events. Through multi-role interactions, the agility, flexibility, responsiveness, and coordination capability of CPSS-enabled personalized product production system are enhanced. Finally, the case study verifies that the proposed CPSS platform and distributed production control mechanism are feasible. It can be concluded that this article will give suggestions to the research areas of new emerging ICT-driven manufacturing mode innovation and intelligent production management under industry 4.0 perspectives.
Our future work will includes (1) mining social context generated from social interactions to excavate dynamic customer requirements and market trends for personalized product production, (2) handling large-scale in-network data for distributed control, and (3) addressing data authority, authorization, and access mechanisms for multi-role sharing and collaboration.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China with grant nos 71571142 and 51275396.