
Abstract
Under special conditions, electrical discharge machining is prone to experiencing poor machining removal rate. This creates debris deposits that lead to decreased machining efficiency and poorer machining quality in the machining workpieces during machining operations. Thus, the present study investigated the use of slotted electrodes to improve machining debris removal and compared the machining capability of such electrodes with that of cylindrical, nonslotted electrodes. Concurrently, oscilloscopes were used to measure the machining voltage and current signals during the machining process, in which waveforms were analyzed to gain insight into the electrical discharge condition of the electrical discharge machining. Compared with general cylindrical, nonslotted electrodes, the deep slotted electrodes improved the material removal rate on large-scale and hemisphere electrical discharge machining result by 91% and 116.7%, respectively. The experiment results also show that slotted electrodes are inapplicable to finishing operations. Therefore, during roughing operations, slotted electrodes should be used to lower machining time; during finishing operations, cylindrical, nonslotted electrodes should be used to adjust machining precision.
Introduction
Electrical discharge machining (EDM) is an electrothermal energy conversion process in which high-frequency pulsed AC or DC current is applied through an electrode to a workpiece to melt and vaporize the workpiece material and thereby remove it. In EDM, the workpiece and electrode are separated by a dielectric fluid that provides insulation against premature discharge and cools the machined area; furthermore, vaporized dielectric fluids flush away the machining debris.1,2 Because the EDM is not affected by material hardness, has high precision, and enables the machining of materials with complex geometric shapes, it is widely used in the manufacturing metal molds and for the machining and production of precision components. 3 EDM generally requires a removal mechanism to clean the machining debris between the two electrodes; incomplete removal of the machining debris creates problems such as debris deposits, concentration of discharge, and secondary discharge.4,5 In large-scale machining, long machining debris removal paths regularly result in deposits, in turn reducing the material removal rates (MRRs). 6 Hemisphere EDM machining can be performed using hemispherical electrode. In this process, the cross section of arc surface changes during machining, but the features of large-scale machining are retained. However, this EDM process is relatively more difficult to conduct.
Generally, the following methods are used in EDM to remove debris deposits: Z-axis retraction, flushing, EDM parameter optimization, and electrode planetary motion.7–14 However, large-scale machining and hemisphere machining involve area effect as well as materials with special geometric shapes that hinder machining debris removal. Therefore, this study combined slotted electrodes with rotary machining to improve the debris removal effect, increase MRRs, obtain the optimal slotted electrode model, and analyze the electrical discharge waveforms.
Because large-scale EDM contains long debris removal paths, machining debris removal becomes difficult. As a result, deposits build up, in turn creating problem of concentrated discharge and low MRRs.15,16 To solve such problems, different improvement methods have been proposed. Examples include adding aluminum powder to machining dielectric fluids to increase the gap between two poles and thereby the flow space,17–20 setting up a magnetic field control device to the two sides of a workpiece and using the magnetic force to accelerate the machining debris removal process, 21 and combining EDM with ultrasonic vibrations to improve the machining efficiency.22,23 Although these methods improve the machining debris removal ability, they require greater space and create practical operation problems.
Wang and Han 24 proposed a simulations model for a flow field with liquid, gas, and solid phases in the EDM machining gap to observe bubbles created in the gap between two electrodes and the movements of machining debris. They claimed the bubble expansion is the main path through which bubbles escape the machining gap. Because the bubbles drastically expanded as the discharge current and spark-on time increased, Wang and Han inferred that an increase in the discharge current and spark-on time increase the ability of bubbles to remove machining gap debris.
Nastasi and Koshy 25 used computational fluid dynamics (CFD) method to simulate the ability of slotted electrodes to improve debris removal and conducted experiments to verify the simulation results. By combining the slotted electrodes with z-axis rotary machining, they obtained the following results: the dielectric fluids exhibited an asymmetric flow in the slots; clean dielectric fluids flowed into the vertical slots from the side walls; and contaminated deposit debris flowed out of the slots from the other side, forming a cycle. The simulations and experiments thus confirmed the effect of slotted electrodes on improving the debris removal rate.
Huang 26 found φ50 mm copper electrodes using the Taguchi method and optimized the electrical discharge parameters of SKD11 tool steel in large-scale machining. In addition, Huang indicated that the high-frequency EDM can effectively lower surface roughness, and that by reducing the number of micro cracks and white layers during roughing operations, machining times can be effectively reduced during finishing operations.
Behrens and colleagues27–29 proposed testing the gap conditions of the electrodes in EDM. They studied machining voltage and discharge current between the electrode and workpiece. To detect the operation discharge stability from machining voltage waveforms, they set up a reference voltage (
In this study, slotted electrodes were combined with the rotary machining method to realize an improved debris removal effect and enhanced MRRs. In addition, the electrodes with and without slotted were applied to large-scale EDM and hemisphere EDM. The machining effects of the different electrode types were compared in terms of MRR and electrode wear rate (EWR).
Experiment methods
Design of the experiment materials and electrodes
Large-scale EDM and hemisphere EDM experiments were conducted. SKD11 tool steel and S45C medium carbon steel were used as the machining material in the respective experiments; details of these materials are presented in Table 1. Both these materials are widely used for manufacturing molds and tools. Both machining materials were hardened and tempered using heat treatment. All EDMs used copper electrodes. The experiments were performed using the Charmilles Roboform 200 EDM machine.
Composition of SKD11 and S45C.

The large-scale EDM experiments were conducted to explore the long-term effect of slotted electrodes on the movement path of machining debris. Figure 1 presents a large-scale EDM electrode with an outside diameter of 50.0 mm. Three types of slotted electrodes were used: slotted electrodes with deep slotted (DS) width of 1.0 and 2.0 mm, and slotted electrodes with two side slotted (SS) width of 2.0 mm. Electrodes used for large-scale EDM experiments have a small rounded corner at the front surface to reduce corner wear of the electrodes.
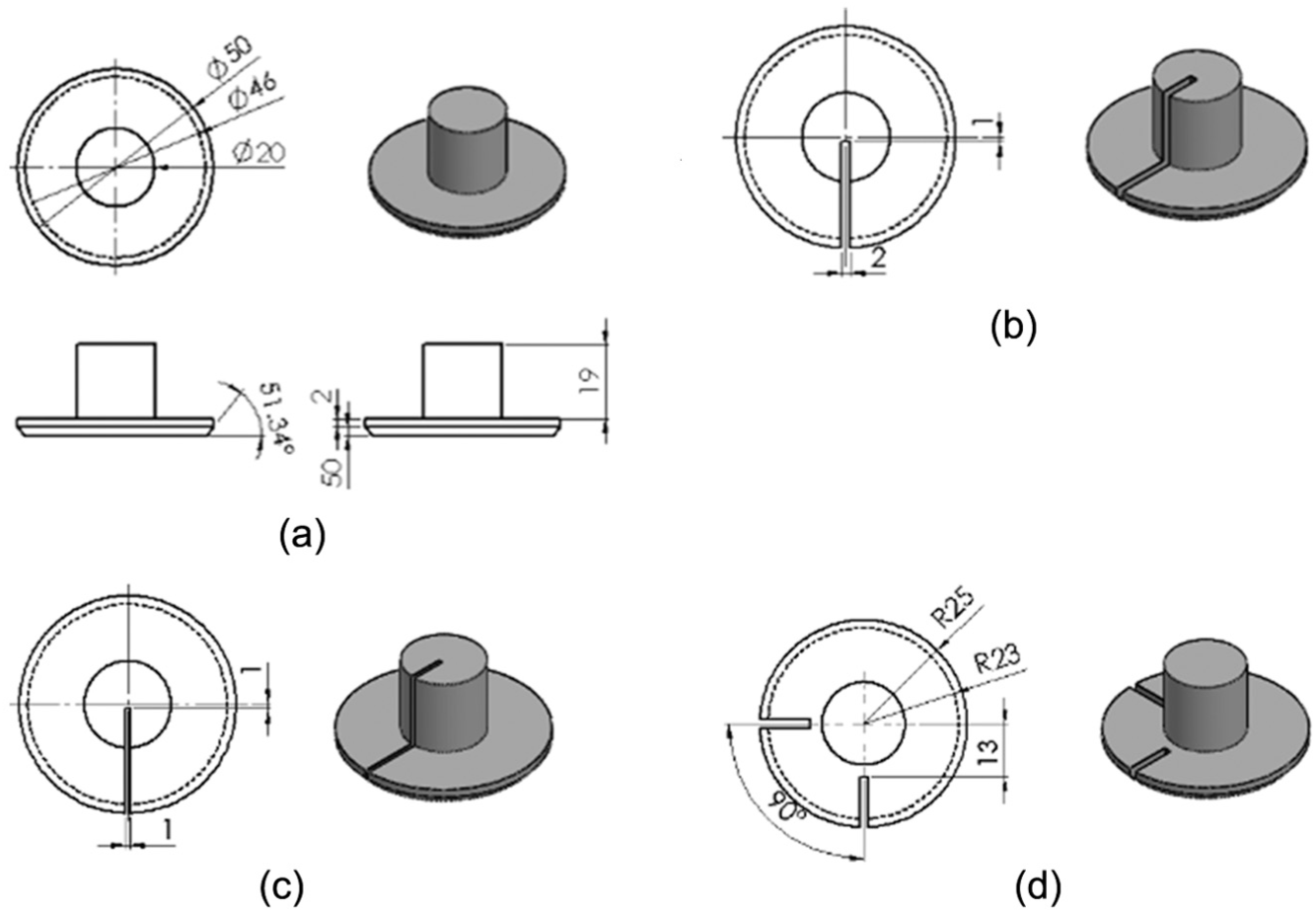
Cylindrical, nonslotted, and slotted electrodes: (a) cylindrical electrode; (b) deep slot, width of 2 mm; (c) deep slot, width of 1 mm; and (d) side slot, two slots with width of 2 mm.
For the hemisphere EDM, both roughing and finishing operation electrodes were examined to determine the effect of rotary machining on roughing and finishing operation. Figure 2 shows the hemispherical electrode design for roughing and finishing operation. The target hemisphere radius was 17.0 mm, and the roughing and finishing operation electrodes had a hemisphere radius of 16.73 and 16.8 mm, respectively. A CNC lathe was used to machine the profile of the hemispherical electrodes. All slotted electrodes were cut using CNC wire-EDM machining.
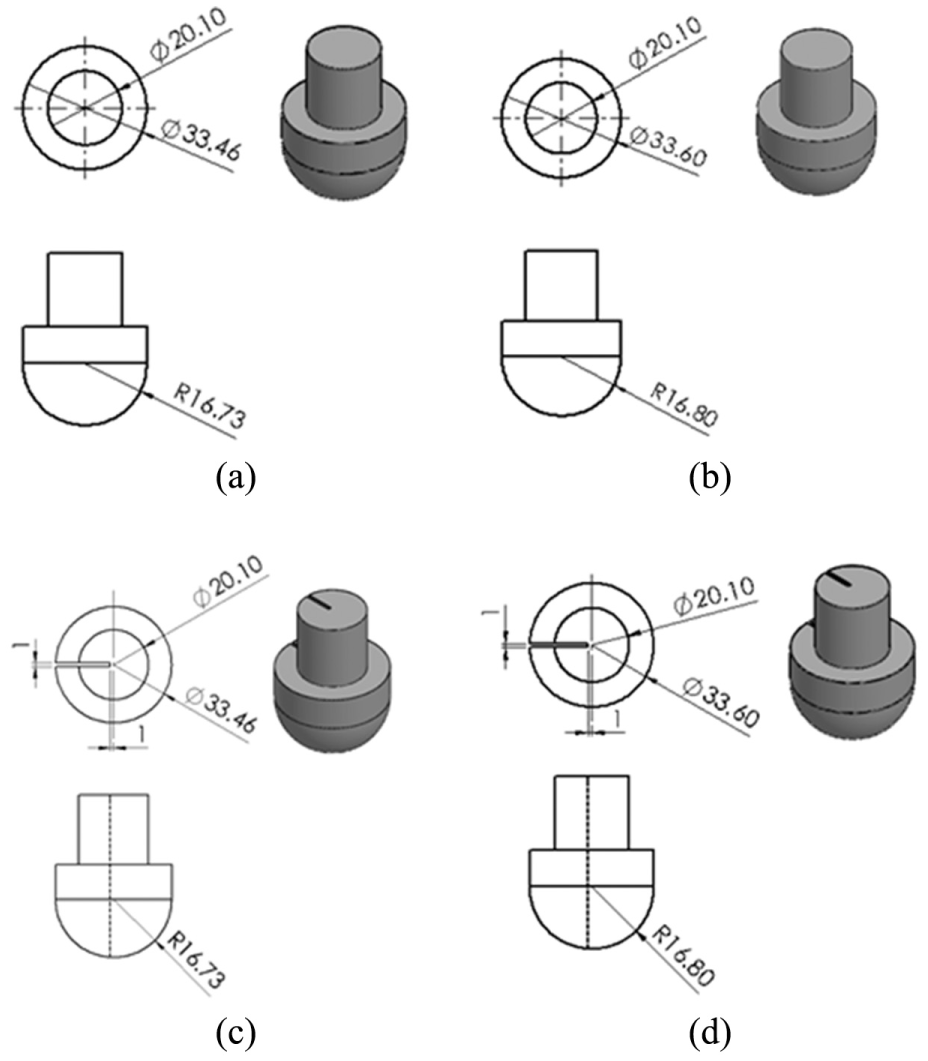
Normal, hemispherical electrode and hemispherical, slotted electrode: (a) normal spherical electrode, coarse machining; (b) normal spherical electrode, fine machining; (c) slot spherical electrode, coarse machining; and (d) slot spherical electrode, fine machining.
Experimental planning for large-scale machining process
For the large-scale machining experiment, Huang’s 26 results were used as a reference. In that study, the EDM parameters were adjusted using Taguchi’s method, and EDM parameter optimization analysis was conducted; the results revealed that the high-frequency electrical discharge method improved machining efficiency, as shown in Table 2, wherein the notation Down denoted plunge-on EDM mode and ORB indicated the orbital EDM mode.
EDM operation parameters for large-scale machining. 26
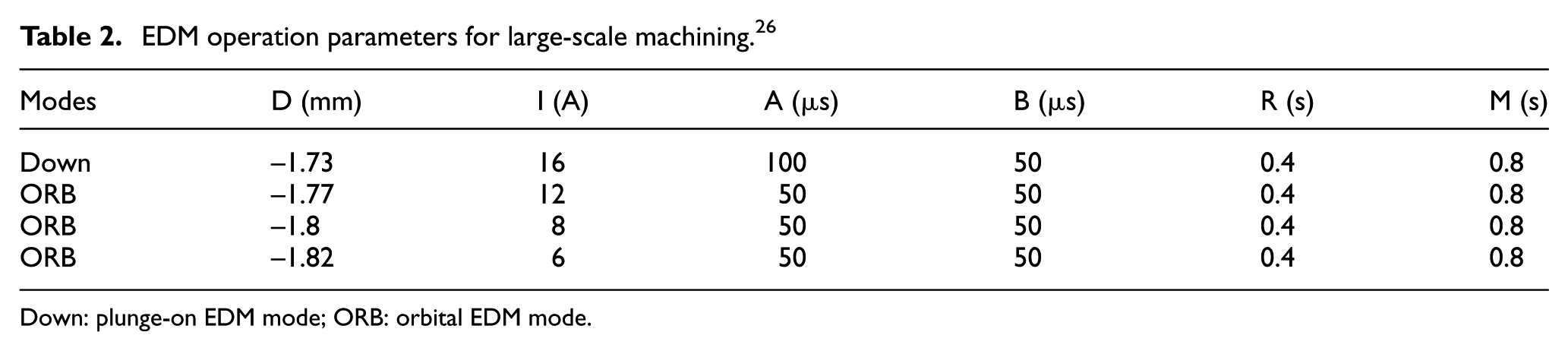
Down: plunge-on EDM mode; ORB: orbital EDM mode.
In Table 2, the minus sign of machining depth of D indicated downward direction with respect to Z-axis, and the zero point of the Z-axis set at the top surface of the workpiece. To effectively enhance the machining debris removal effect during EDM operation, electrode retracted to create a pumping effect between workpiece and electrode is commonly used. In addition, to compare the different results obtained using different combinations of electrode jump conditions and slotted electrode machining efficiencies, this study designed two sets of jump modes according to the jump conditions of the EDM machines. The jump modes are described as follows: (a) normal jump (the mode used by Huang 26 ), which set the jump time R = 0.4 s and machining time M = 0.8 s; (b) minimum jump, which set R = 0.1 s and M = 12.8 s. In this study, the minimum jump time and maximum machining time for the minimum jump mode were used in the EDM machines. The Roboform 200 EDM machine used in this study had a retract speed of 4 mm/s. The jump time and jump speed defined the jump height of the jump mode.
For simplicity, DS electrode with slot width of 1 and 2 mm is denoted as DS1 and DS2, respectively. In this study, large-scale machining experiments were performed by combining different slotted electrode types and changing the electrode jump mode operation parameters (Table 3), where C denotes the Z-axis revolutions per minute.
All EDM conditions/parameters for the large-scale.
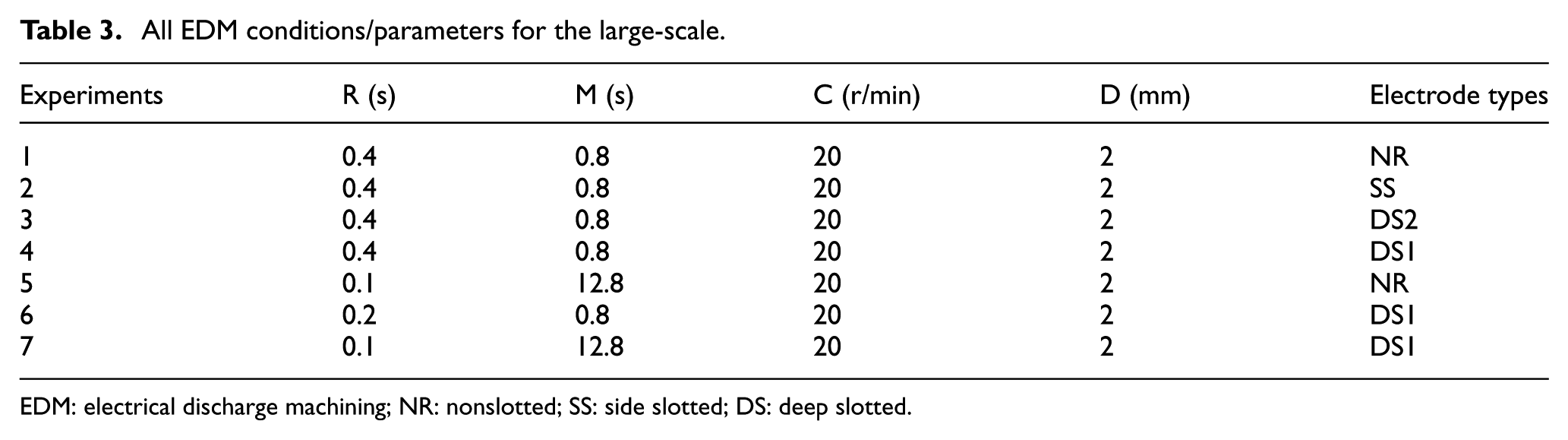
EDM: electrical discharge machining; NR: nonslotted; SS: side slotted; DS: deep slotted.
Experimental planning for the hemisphere machining process
The experiments compared the roughing and finishing operation machining efficiencies when DS and nonslotted (NR) hemisphere electrodes were used in the EDM. This process involved machining and deepening the center vertices of the hemisphere electrodes to increase their surface areas. Accordingly, the discharge energies in roughing operations were gradually increased. This machining method was used to prevent overly large current densities from consuming a significant amount of energy and damaging the top of the electrodes. Table 4 presents the correlation between Z-axis machining feed and hemisphere surface area.
Correlation between Z-axis machining feed and hemisphere surface area.

In general, copper electrode limited the current density per unit surface area to less than
Hemispherical nonslotted electrode roughing operation parameters.
Down: plunge-on EDM mode; ORB: orbital EDM mode.
Hemispherical nonslotted electrode finishing operation parameters.
Down: plunge-on EDM mode; ORB: orbital EDM mode.
For simplicity, the notations NRF and NRC denoted the electrode without slot (NR) used in roughing and finishing operation, respectively. Similarly, the notions DSC and DSF indicated the DS electrode used in roughing and finishing operation. To compare the machining efficiencies between the hemispherical NS electrodes and the hemispherical DS electrodes, different jump modes (i.e. normal jump with R: 0.4 s, M: 0.8 s, and minimum jump with R: 0.1 s, M: 12.8 s) were investigated. Table 7 presents the electrical discharge conditions/parameters in the hemisphere machining experiments. It should be noted that experiment 3 and 4 in Table 7 failed because of poor debris removal ability due to a concentrated discharge.
All EDM conditions/parameters in hemisphere machining experiment.
Waveform measurements and analyses
The main focus of this step of experiments was to measure the machining voltages and discharge currents. A Tektronix TPS2012 electronic oscilloscope was used to monitor the operations and measure the discharge currents and machining voltages. Next, waveform signals were used to analyze the current electrical discharge situation. Figure 3 shows the configuration of the electronic oscilloscope, the differential probe, and the current probes.
Setup configuration for waveform measurement.
Measured waveforms were used to describe the waveform analysis, as shown in Figure 4. During EDM, an open-circuit voltage is applied to the electrode and to the workpiece across the sparking gap, and dielectric ionization occurs. At the point of ionization, the voltage is reduced to machining voltage and discharge current flows between the electrode and workpiece in the form of a spark. Based on the theory proposed by Behrens and colleagues,27–29 a machining voltage lower and higher than the reference voltage indicates a short-circuit and favorable electrical discharge, respectively. The recorded waveform was input into the analysis program to count the number of short-circuit and favorable electrical discharges, and the arcing ratio was calculated for subsequent comparisons.
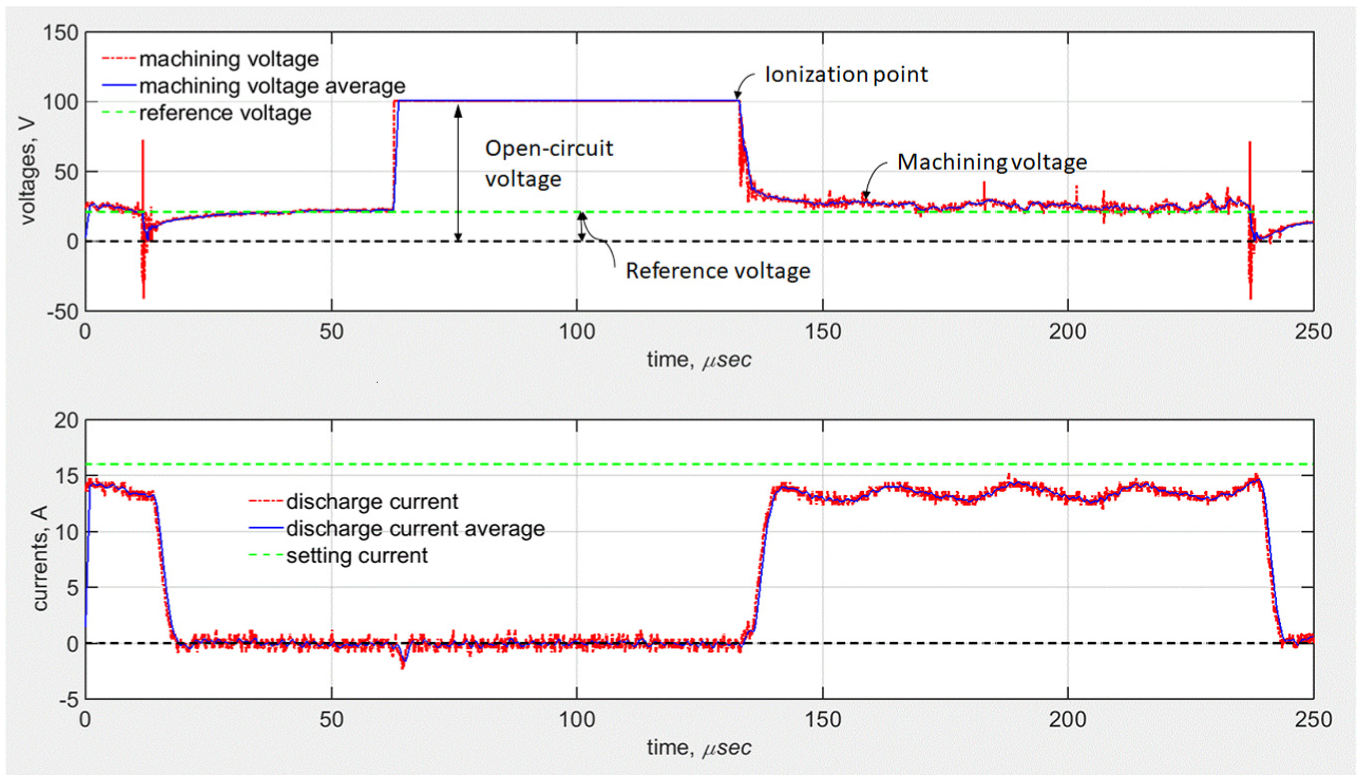
A discharge waveform to describe electrical discharge analysis.
The reference voltage was selected on the basis of the empirical values proposed by Behrens and colleagues.27–29 According to the results obtained from numerous experiments with copper (positive) to steel (negative) electrodes, the optimal reference voltage is
Assessments during slotted electrode machining experiments
This study compared the electrical discharge efficiencies between slotted and NS electrodes in terms of the MRR, EWR, and electrode consumption ratio (ECR).
MRR
MRR is the amount of material that can be removed per minute

EWR
EWR is the amount of electrode consumed per minute

ECR
ECR is the amount of material removed for each gram of electrode consumed

Results and discussions
Comparisons of results between different slot types used in large-scale machining
Table 8 presents the results obtained from Experiments 1–4 (conditions shows in Table 3). Cylindrical NR electrodes exhibited the highest MRR (i.e. 119.422 mg/min) in the large-scale machining experiments. Huang 26 optimized experimental EDM parameters for this NS electrode using Taguchi’s method. This provided sufficient Z-axis jump heights to enable the removal of machining debris. However, this optimized condition does not improve the machining efficiencies for the DS electrodes. Comparisons between slots of different types revealed that DS1 exhibited the best MRR performance but lower than NR, then DS2, and SS. Accordingly, DS1 is selected for use in subsequent experiments to reduce jump height and enhance machining efficiency.
Experimental results of different slot-type electrodes.
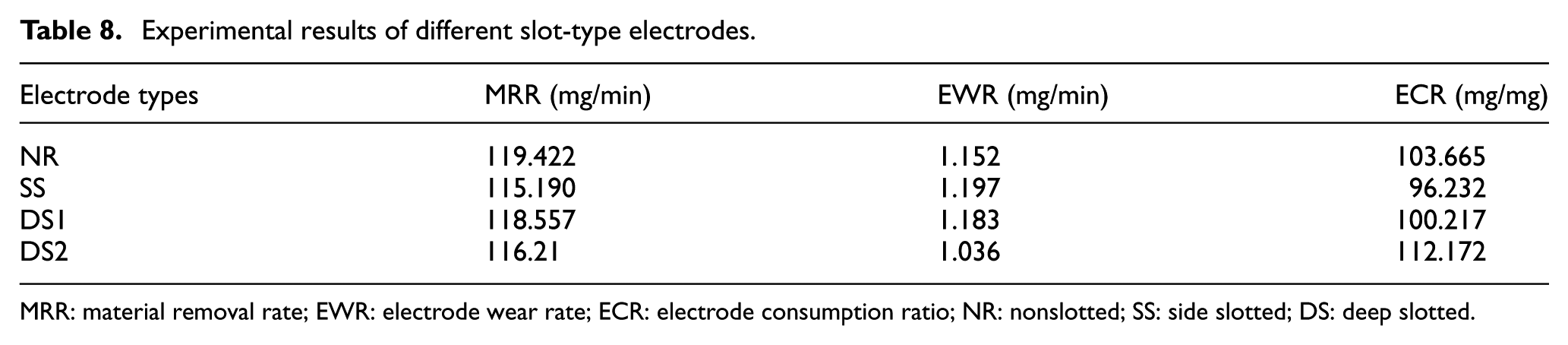
MRR: material removal rate; EWR: electrode wear rate; ECR: electrode consumption ratio; NR: nonslotted; SS: side slotted; DS: deep slotted.
Regarding the ECR of the different slot types used in the large-scale machining experiments, DS2 exhibited the most favorable ECR, followed by the cylindrical NR and DS1. Figure 5 presents the arcing percentage for the different slot types used in the large-scale machining experiments. Because the EDM parameters were optimized during the experiments, the jump heights provided were sufficient to enable the removal of machining debris. Figure 5 shows no significant changes in the discharge short-circuit situation between normal electrodes and DS electrodes. The SS electrodes exhibited the highest arcing percentage, indicating poorer debris removal ability.
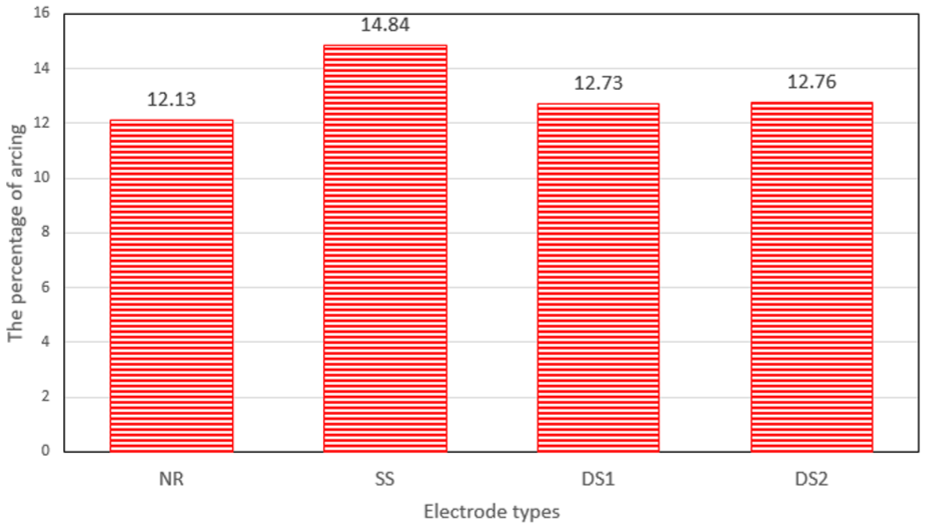
Arcing percentages for different types of electrodes in large-scale machining experiments.
Effect of lowering jump parameters on large-scale EDM
Z-axis jump determined by the parameters “Z-axis jump time, R” and “Z-axis electrical machining time, M” is an important parameters for EDM process. Insufficient jump height leads to ineffective machining debris removal, creating debris deposits; by contract, excessive jump height increases machining time and reduces the machining efficiency.
Although Huang 26 realized a jump height that could eliminate machining debris effectively, the electrode jump time can also be reduced to increase machining efficient. Therefore, we experimentally compared the machining performance of normal jump and minimum jump; the results are shown in Table 9.
Results of normal jump and minimum jump in large-scale machining experiments.
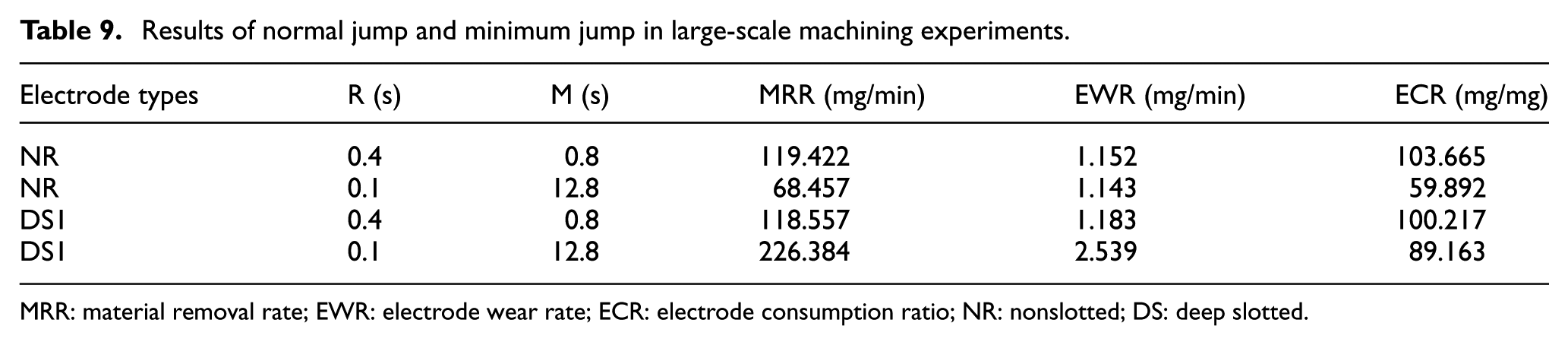
MRR: material removal rate; EWR: electrode wear rate; ECR: electrode consumption ratio; NR: nonslotted; DS: deep slotted.
Figure 6 presents the effect of normal jump and minimum jump on the MRR in large-scale machining experiments. Cylindrical NR and DS electrodes at normal jump showed no obvious difference in MRR, with MRR of DS electrodes being lesser than that of NR electrodes. At minimum jump, the MRR of NR electrodes reduced to 68.457 mg/min. NR electrodes at minimum jump deteriorated the machining debris removal ability and led to a concentrated discharge between the electrode and the workpiece, thereby increasing the machining time and greatly reducing the machining efficiency and machining precision. The MRR of DS electrodes increased to 226.384 mg/min. The experiments reveal that the use of slotted electrodes improved the debris removal ability effectively, thereby reducing the jump height and machining time. For DS electrodes, MRR with minimum jump was 91% higher than that with normal jump.
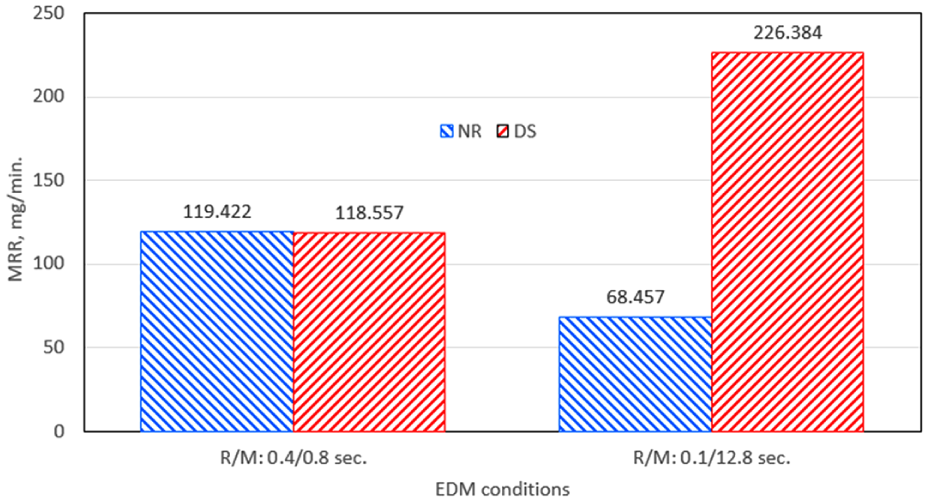
Effect of different jump modes on MRRs in large-scale machining experiments.
Table 9 presents the EWR for normal jump and minimum jump. For minimum jump, DS electrodes exhibited the highest MRR and EWR, whereas cylindrical NR electrodes exhibited the lowest MRR and EWR. For minimum jump, DS electrodes exhibited favorable debris removal ability, with higher machining efficiency accompanied by higher electrode consumption. By contrast, cylindrical NR electrodes exhibited reduced MRR and a very poor machining efficiency, with longer machining time and the lowest electrode consumption.
Figure 7 presents the arcing percentage for the different jump modes used in the large-scale machining experiments. Because cylindrical NR electrodes with minimum jump cannot effectively remove machining debris, the gaps become contaminated, resulting in the highest arcing percentage of 21.36%. DS electrodes with minimum jump exhibited 4.21% higher arcing percentage compared with that of the normal jump; however, this percentage remained 4.42% lower than that of NR electrodes.
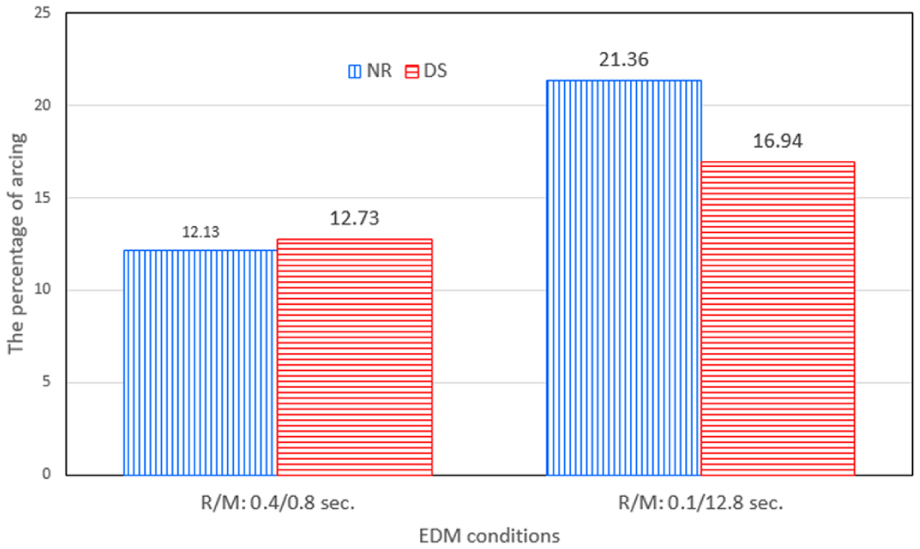
Arcing percentage for different jump modes in large-scale machining experiments.
Effect of electrode type on hemisphere EDM
Table 10 presents the results of roughing and finishing operations using slotted and NR electrodes. NR electrodes with minimum jump failed to complete the roughing and finishing operations due to their poor debris removal ability that caused the deposition of considerable debris as well as concentrated discharge.
Hemisphere machining experimental results.
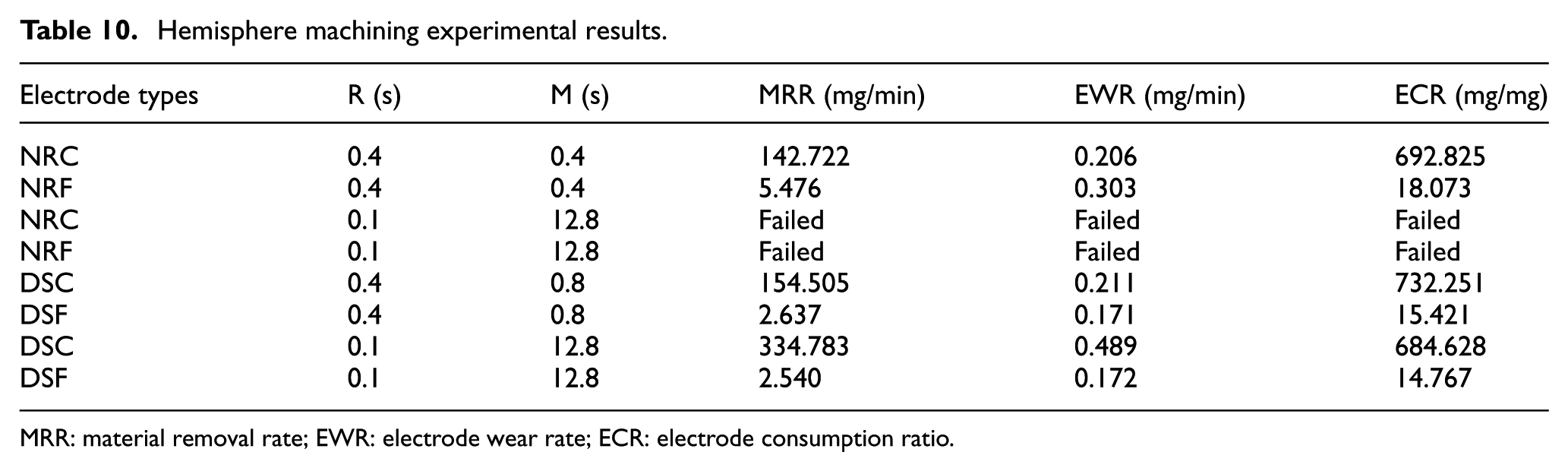
MRR: material removal rate; EWR: electrode wear rate; ECR: electrode consumption ratio.
Figure 8 shows the MRRs obtained from roughing operation experiments. DSC electrodes with minimum jump exhibited the highest MRR of 334.783 mg/min, followed by DSC electrodes with reduced jump (154.505 mg/min) and cylindrical NRC (142.722 mg/min); furthermore, DSC electrodes with minimum jump exhibited a 116.7% higher MRR than those with normal jump. For normal jump, DSC electrodes exhibited 4.6% higher MRR than NR electrodes.
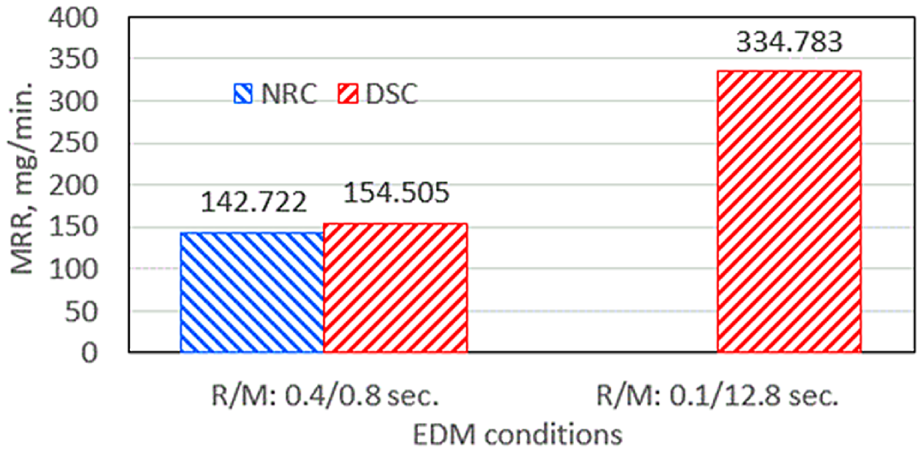
MRRs obtained from roughing operation in hemisphere machining experiments.
In roughing operation experiments, in Table 10, DSC electrodes with minimum jump exhibited the highest EWR of 0.489 mg/min, followed by DSC electrodes with normal jump (0.211 mg/min) and NRC electrodes with normal jump (0.206 mg/min). Significantly, DSC electrodes with minimum jump exhibited an improved MRR; however, ECR also increased accordingly.
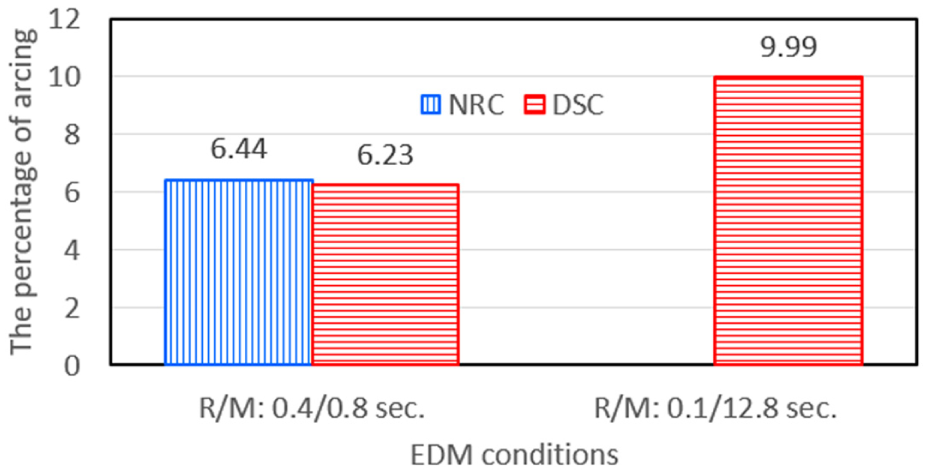
Arcing percentage obtained from the roughing operation in hemisphere machining experiments.
Figure 9 presents the arcing percentage observed in the roughing operation experiments; all values were 10% or less. For normal jump, NRC and DSC electrodes demonstrated satisfactory debris removal ability with arcing percentages of 6.44% and 6.23%, respectively. DSC with minimum jump exhibited an increased arcing percentage of 9.99%.
Figure 10 presents the MRRs obtained from finishing operation experiments. Unlike the roughing operation experiments, the use of DS electrodes does not increase the MRR during finishing operations. NRF electrodes with normal jump exhibited the highest MRR of 5.476 mg/min; DSF electrodes exhibited substantially lower MRR with normal jump (2.637 mg/min) and minimum jump (2.54 mg/min) as a result of their machining time being double that of NRF electrodes. NRF electrodes with normal jump exhibited the highest EWR of 0.303 mg/min, followed by DSF electrodes with normal jump (0.171 mg/min) and minimum jump (0.172 mg/min).
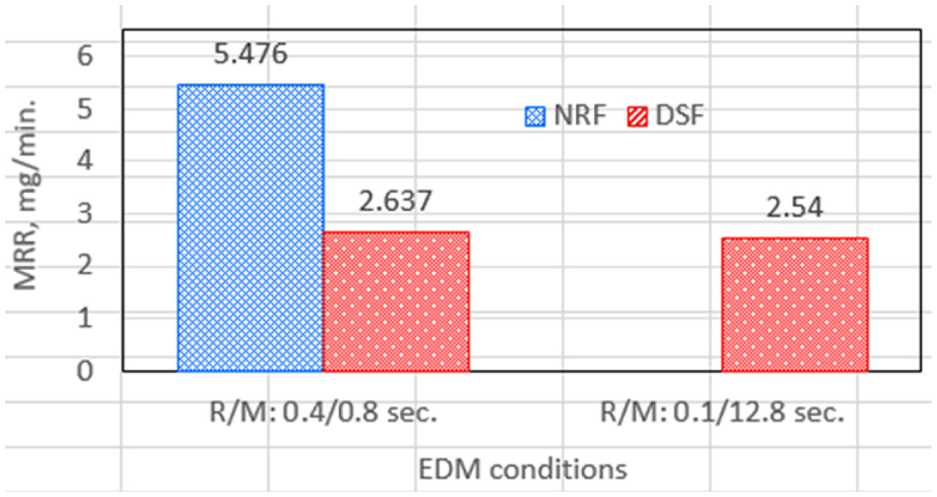
MRRs obtained from the finishing operation in hemisphere machining experiments.
Conclusion
Experimental results revealed that the use of slotted electrodes in EDM afforded excellent debris removal ability and could shorten the machining time by reducing or even eliminating the jump height, thereby improving the MRR. In addition, the EWR increased as the EDM MRR increased. In large-scale EDM machining, DS electrodes exhibited 91% higher MRRs with minimum jump than with normal jump. Furthermore, in hemisphere machining, the MRR for the roughing operation with minimum jump was 116.7% more favorable than that with normal jump.
During hemispherical finishing operations, slotted electrodes did not improve the MRR and performed poorer than NS electrodes did. Therefore, slotted electrodes should be used during hemisphere roughing operations. By contrast, NS electrodes should be used during hemispherical finishing operations to adjust the machining precision.
Because of EDM limitations, the experiments in this study were performed using only a Z-axis revolutions per minute of 20. The experimental results reveal that slotted electrodes effectively improved the efficiency of circular large-scale and hemisphere EDM. Studies in the future should perform related experiments using a higher Z-axis revolutions per minute and higher jump speed to fully identify the relationships between z-axis motion and slotted electrodes.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.