
Abstract
We report a new method for tool positioning in micro-electro-discharge machining with multiple electrodes for generating parallel spark employing a combination of stepper motor and piezoactuator-based co-actuation method. The stepper motor was used for coarse positioning and the inequality arising due to difference in the tool size of multiple tools used in micro-electro-discharge machining was equated employing piezoactuation followed by electrical continuity test. Simultaneous sparks for two different electrodes could be observed employing this method. The voltage waveforms across the tool–workpiece interface also confirm the generation of simultaneous and parallel sparks across both the electrodes.
Introduction
Micro-electro-discharge machining (µ-EDM) is a micro-scale material removal process employing electric spark between a tool/electrode and a workpiece.1,2 The material removal process is commendable in terms of accuracy in component fabrication at micro-scale3–5 and it can be used for various types of conducting workpiece ranging from soft metals to hard-to-machine materials.6–8 However, similar to conventional EDM process, the material removal rate (MRR) for µ-EDM process is very low which increases the machining time and energy required to machine materials drastically. 9 In order to enhance the MRR in EDM process, researchers have proposed a method known as parallel spark EDM where multiple number of electrodes act on a single workpiece generating sparks simultaneously at all the electrodes.10–12 However, similar approach of generating multiple spark at a number of electrodes for micro-scale EDM has never been reported. This is due to different limitations of µ-EDM which includes difficulty in tool positioning while using multiple electrodes, maintaining accurate spark gap, sensing the tool–workpiece distance during machining and unequal length of the electrodes (tool) which lead to sparks one after the other and not simultaneously.
Among all of these issues, we report the solution to the problem of unequal electrode length as it is the most crucial factor for generation of multiple sparks. In parallel spark µ-EDM, it is evident that no two electrodes are of equal length. So attempts to generate simultaneous multiple sparks typically fails as the longer electrode approaches the workpiece more than its counterpart, leading to spark generation only at the longer electrode. The problem can be visualized in Figure 1(a).
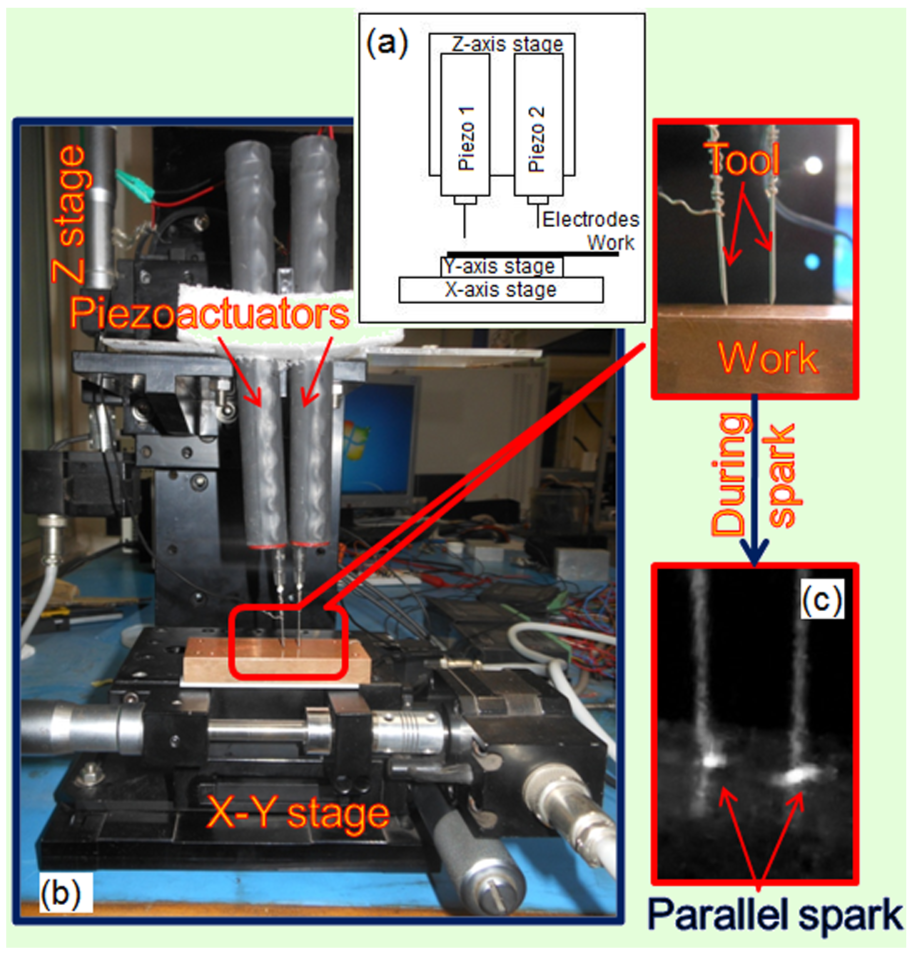
(a) Demonstration of unequal electrode length in multi-electrode EDM. (b) Experimental set-up for parallel spark µ-EDM employing two electrodes. (c) Simultaneous parallel spark generated in parallel spark µ-EDM.
The problem further aggravates due to extremely miniature size of the tool tip (typically a few hundred microns) which is difficult to be visualized. Although it has never been reported, employing precise vision sensors to detect this inequality of multiple tools could be a solution; however, using vision sensors for length measurements at micro-scale is very expensive and is in research stage till now. 13
In this work, we propose a method to equalize the electrode lengths during µ-EDM so that simultaneous sparks could be achieved at an affordable system cost and parallel spark µ-EDM attains its feasibility for tool-room applications. The method uses stepper-piezo-coupled actuation in which the stepper motor driven stage is used to position one tool and the other tool is positioned at the same level employing piezoactuation which ensures simultaneous sparks. The feasibility of positioning both electrodes to equal level/length has been tested by visualizing simultaneous sparks and voltage waveforms across the electrode–work for both the electrodes.
Materials and methods
The experimental set-up consists of three-axis stepper motor actuated precision motion stages with a resolution of 1 µm (Holmarc make Model No. TSV 75 Mu01-01). The stages along the X–Y direction were used to move the workpiece, whereas the stage along Z-axis was used intermittently for tool positioning. The workpiece was placed on the X–Y stage system. Two piezoactuators (Physik Instrument Model. M-22.xx DC-Mike drivers) were rigidly fixed to the Z-axis stage. The piezoactuators possess a sensitivity of 0.125 µm/V. The electrodes were attached to the piezoactuators as shown in Figure 1(b).
Thus, the combined motion of stepper motor–based stages and piezoactuators was used for electrode positioning. The paradigm for electrode positioning and equating the length of the two electrodes is explained next:
The two electrodes used for parallel spark µ-EDM are set to almost same level employing a level gauge. However, the electrode lengths are still different (electrodes are at different levels (Figure 3(a))).
Multimeters are connected across the tool and the work as shown in the Figure 2. This is done for continuity testing.
The Z-axis stage is now lowered slowly. The entire system attached to the Z-axis stage piezoactuators and electrode assembly also moves down along with the Z-axis stage.
Due to inequality in the lengths of the electrodes, one of the electrodes touches the workpiece first and electrical continuity could be found (Figure 3(b)).
Next, piezoactuators connected to the shorter electrode (the electrode which does not show continuity) is actuated in such a manner that the second electrode also shows continuity (Figure 3(c)).
The moment both the electrodes pass the continuity test, it could be said that the level of both the electrodes is now equal, provided that the workpiece is flat and does not have pre-machined features. In case the workpiece already has pre-machined features, a flat metallic piece could be used for the purpose of tool positioning.
The Z-axis motion stage is now shifted up without disturbing the voltage to the piezoactuators (Figure 3(d)).
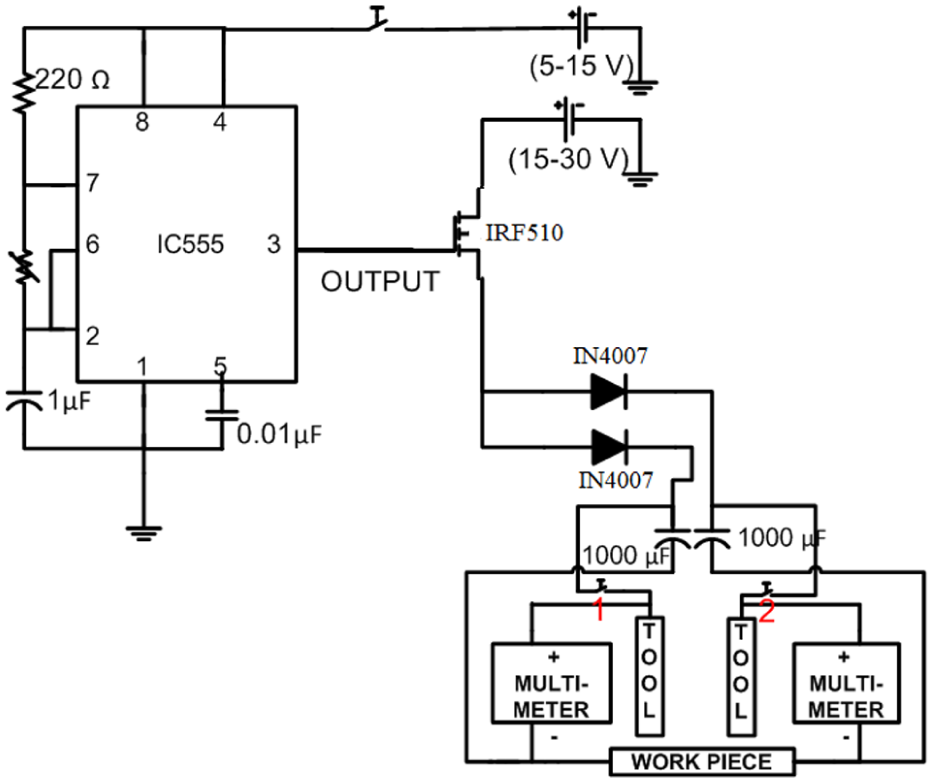
Circuit diagram for tool level positioning and spark generation.
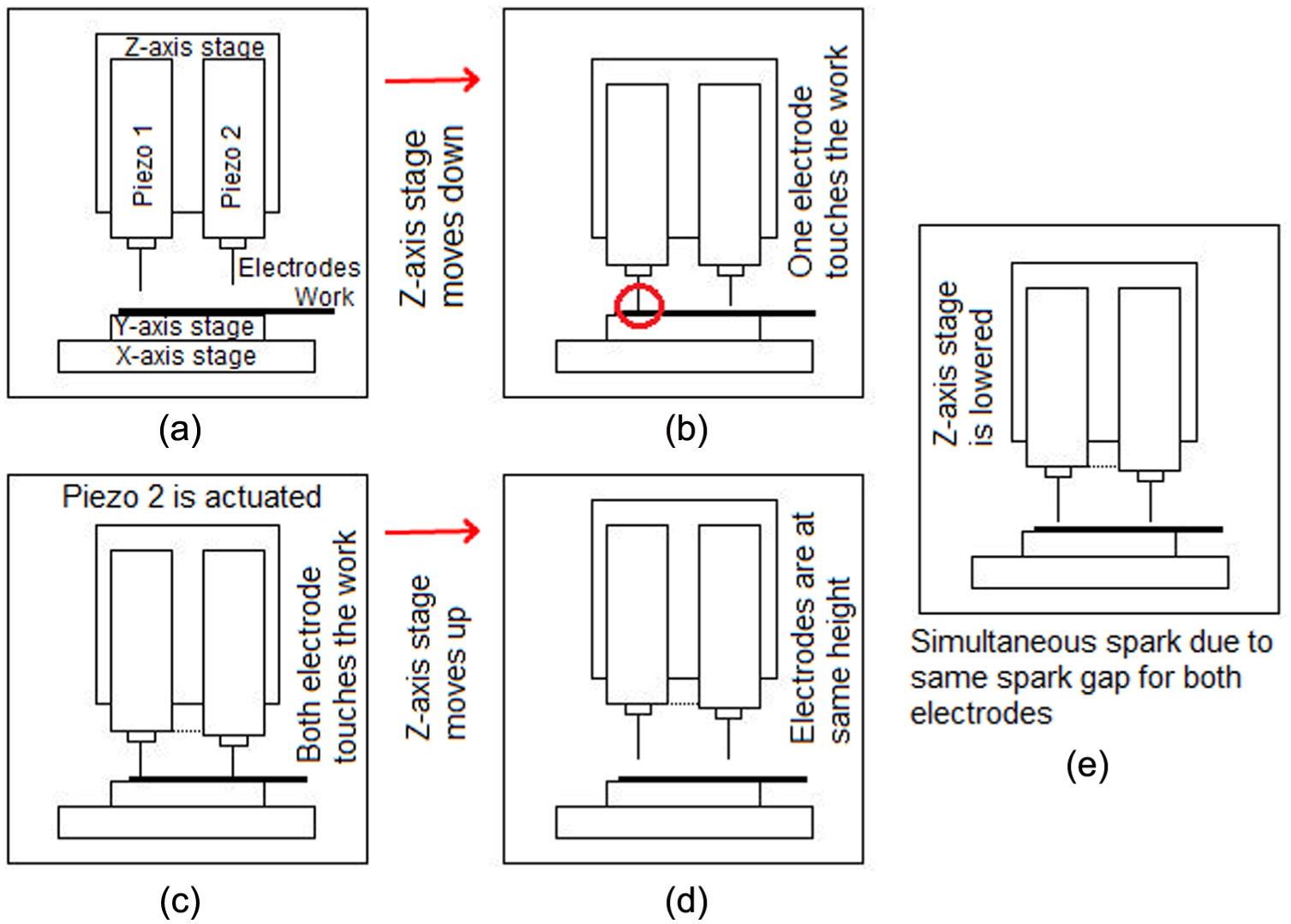
Sequence of events for equalizing the tool height and subsequent simultaneous spark generation. (a) Initial position of the electrodes. (b) Actuation of Z-axis stage. (c) Actuation of piezoactuator. (d) Electrodes at same height. (e) Simultaneous spark generation on lowering Z-axis stage.
Equal level electrodes would be capable of generating simultaneous sparks as the spark gap length for the electrodes is the same. The spark generator circuit is now activated by closing the switches 1 and 2 (Figure 2).
The Z-axis stage is now lowered till the spark gap is achieved (Figure 3(e)). The spark generator circuit used here is similar to those used for the conventional parallel spark EDM (Figure 2). The sequence for electrode positioning is shown in Figure 3.
Experimental results
The spark generated from the parallel spark µ-EDM set-up was captured using a high-speed camera (Casio-Exilim ZR-700) at 30 frames/s frame rate. The occurrence of two simultaneous parallel sparks is shown in Figure 1(c). In order to confirm the generation of multiple sparks, the voltages across the two electrodes were procured employing an oscilloscope (Tektronix DPO 7104 Digital Phosphor Oscilloscope). The voltage waveform at the moment of spark is shown in Figure 4. The inset in Figure 4 demonstrates the craters formed using simultaneous sparks. The diameter of the craters generated was in the order of 40 µm.
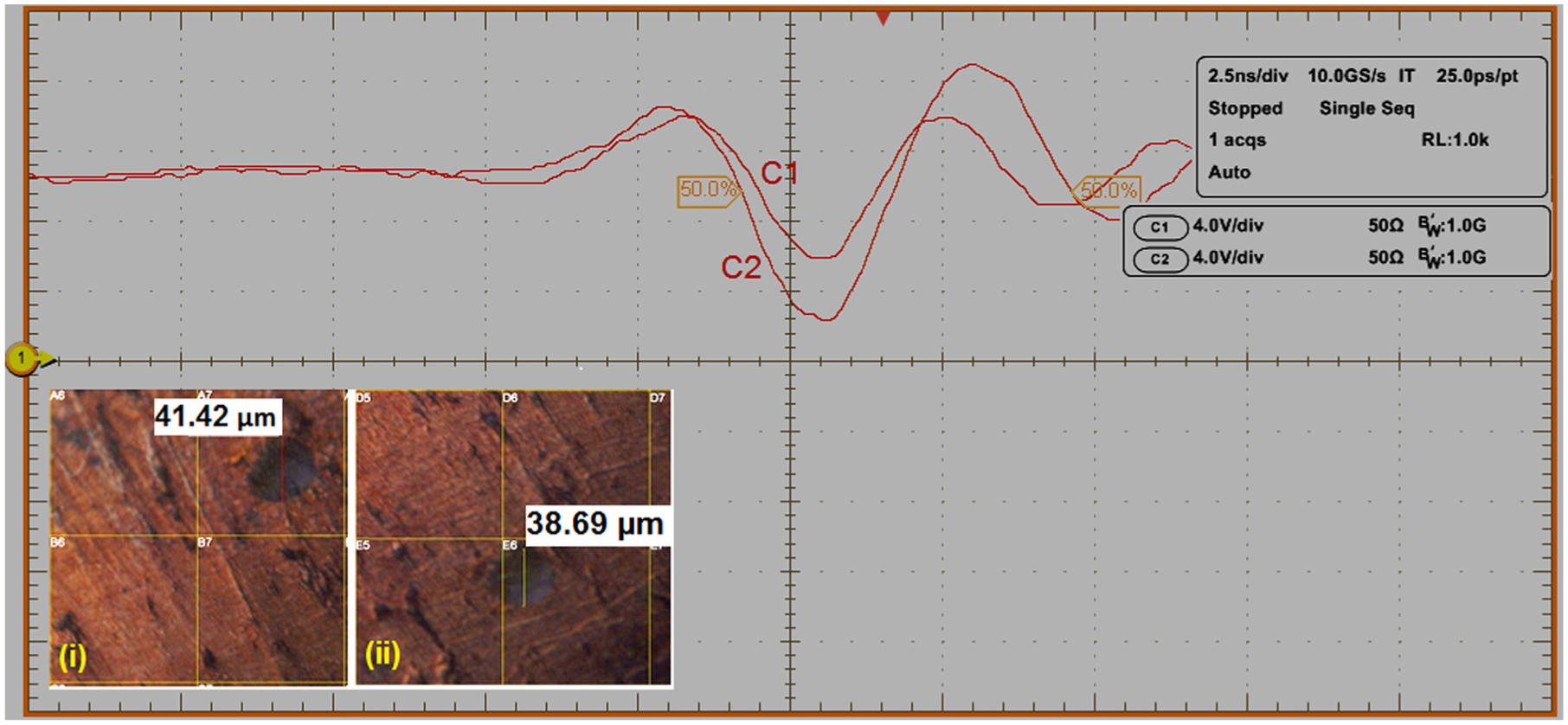
Waveforms across the electrodes during multiple spark generation.
Following inferences could be drawn on the basis of the experimental results:
The sparks at both the electrodes occur simultaneously without any time lag between them, thus satisfying the concept of parallel spark µ-EDM (Figures 1(c) and 4).
The intensity of both the sparks at a particular instant of time was different. One of the sparks is brighter than the other (Figure 1).
The higher intensity of one of the sparks can be explained from Figure 4. The voltage across the electrodes during the spark falls simultaneously, but their amplitudes are different. This may be due to the difference in diameter of the electrodes as the diameter of electrode is a deciding factor for the spark gap voltage. 14
Conclusion
In this work, we demonstrate a new method for electrode length equalization in order to establish the parallel spark µ-EDM process. Simultaneous and parallel spark could be seen employing the proposed method. This method is simple as it uses a stepper-piezo-based co-actuation method in conjugation with electrical continuity test for electrode level positioning. The method is robust as it does not need any sophisticated instruments for sensing electrode–work distance and hence is apt for shop floor applications.
Footnotes
Acknowledgements
The authors thank Dr Nagahanumaih, Mr Saurav Halder, Mr Kalyan Chatterjee, Mr Vijay and Mr Swapan Barman of CSIR-CMERI for their assistance in designing the experimental set-up.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was supported by CSIR-Central Mechanical Engineering Reseach Institute, India.