
Abstract
The hybrid micro-machining process employs simultaneous or ensuing action of two or more machining processes or takes aid of some energy assistance in material removal to enhance advantages and minimize potential disadvantages found in individual material removal techniques. There are various examples, such as abrasive electro-discharge grinding, electrochemical discharge machining, laser-assisted turning, and jet-assisted machining. This article presents a novel classification of and reviews the past and present research and applications of the hybrid micro-machining process, highlighting its effects on response variables such as material removal rate, tool wear, and surface roughness. Although hybrid micro-machining has been an active research area in non-conventional and critical machining since few years, insufficient knowledge about capabilities in sizes, materials, machinery, and manipulating devices is still a major constraint in the development of these processes. In the near future, there is ample scope for the hybrid micro-machining process in exploring issues in material removal at micro-scale, effect of residual stresses, and environment.
Introduction
Over the past several years, there has been an increased interest in micro-machining technology that has captured the imagination of researchers and manufacturing engineers from industry segments, mainly aerospace, medical appliance, and the automotive world. Emerging miniaturization technologies are clearly driving developments in micro-scale processes, machines, metrology to meet needs related to part size, feature definition, accuracy and precision, and materials development. 1 Micro-manufacturing refers to the creation of high-precision three-dimensional (3D) products possessing features with sizes ranging from tens of micrometers to a few millimeters in a variety of materials. The need for product miniaturization continued to grow posing numerous technical constraints on individual precision machining processes that are not always feasible to individually machine a product meeting requirement in terms of machinability, shape complexity, surface integrity, and miniaturization. Also, the miniature size scales impact individual process on material structure and concomitant mechanical and physical properties and limit the use of independent machining process. For example, fabrication technologies of lithography-based micro-electromechanical systems (MEMS) are the most popular micro-manufacturing techniques that are capable of producing micro- and sub-micrometer size features. However, restricted choice of work materials, high capital investment, and incapability to fabricate complex 3D geometries and unavoidable clean room environments limit the use of MEMS techniques in micro-manufacturing domain. 2
In response to challenges in micro-machining domain and limitations of individual machining processes, researchers were attracted toward developing hybrid micro-machining processes (HMMPs), in which two or more processes were combined together for machining to enhance the advantages of constituent processes, while at the same time minimizing their adverse effects when they are applied individually. 3 The performance characteristics of a hybrid process are considerably different from those of the single-phase processes in terms of productivity, accuracy, and surface quality. 4
Rajurkar et al. 5 described “hybrid machining” as a combination of two or more machining processes to remove material. Kozak and Rajurkar 6 highlighted that “the performance characteristics of hybrid machining processes must be considerably different from those that are characteristic for the component processes when performed separately.” Menzies and Koshy 7 used the “hybrid machining process” to represent the combination of two or more machining processes with “distinct mechanisms of material removal (MR).” HMMP is a process in which MR is due to simultaneous or ensuing action of two or more machining processes or takes aid of some energy assistance such that the performance of the process improved significantly, which is otherwise not possible when the processes are used individually.
This article attempts to classify current HMMPs into relevant category and clarify different techniques and terms used by researchers. The purpose of this article is to provide a review on the various researches reported in the area of HMMPs to understand the state of the art of hybrid machining processes. Previous review articles8–13 presented limited types of hybrid machining processes together, and none of them tried to include most of the HMMPs at the same platform. This article attempts to cover most of the hybrid processes in the area of micro-machining domain. At last, challenges in HMMPs are discussed.
Classification of HMMPs
Based on the use of process mechanisms and/or energy sources/tools, a classification of HMMPs is attempted. As shown in Figure 1, hybridization of micro-machining processes could be based on the following:
Controlled combination of two or more processes into a compound process in which MR occurs due to simultaneous or ensuing action of involved processes;
Aid of different energy sources in MR to enhance performance of preliminary machining process;
Use of specially designed hybrid tool that can machine two or more surfaces at a time.
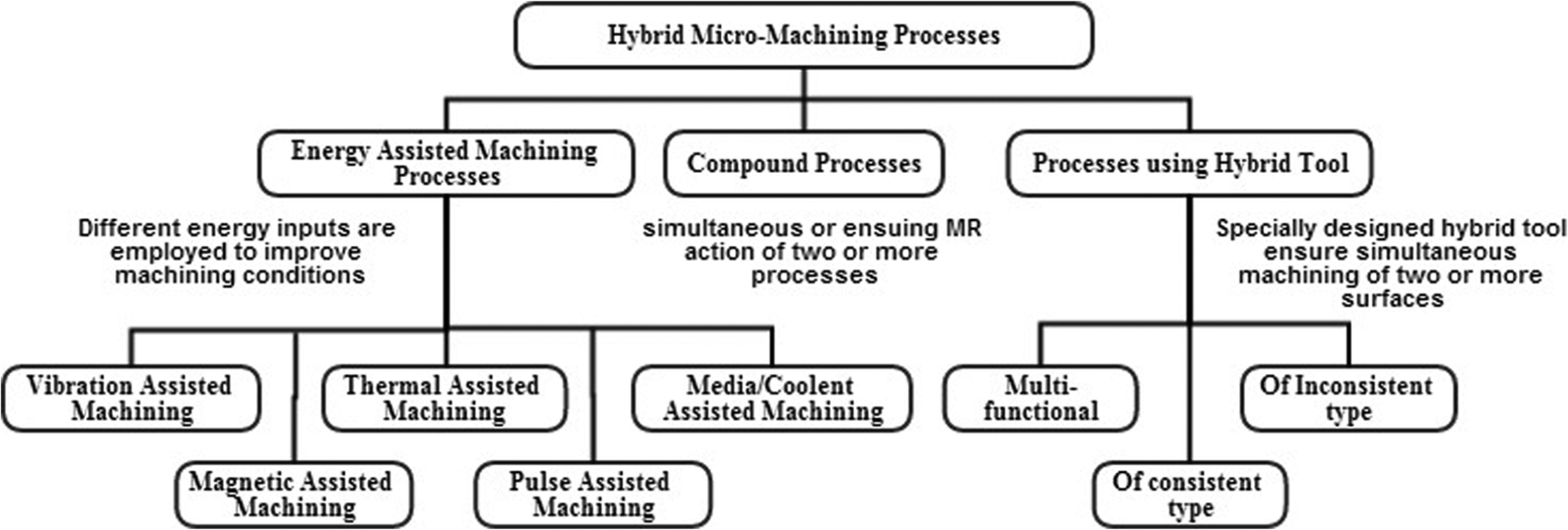
Classification of hybrid micro-machining processes.
The first category, compound type, contains processes in which there is a controlled combination of two or more processes employing simultaneous or ensuing MR action such that significant changes in process performance can be achieved. For example, electro-discharge grinding (EDG) in which MR due to electro-discharge phase and abrasion due to grinding phase caused effective flushing and thus improved material removal rate (MRR) as compared to the electro-discharge machining (EDM) process. In energy-assisted processes, the MR is due to primary machining process, only while some energy assistance is used to improve machining conditions. For example, in laser-assisted milling, the laser source first heats the material to be removed, improving the MR ability of the milling process. With the use of laser for preheating workpiece, the difficult-to-cut materials can be machined easily. The third category uses a special hybrid tool that ensures single-pass machining of two or more surfaces.
Processes assisted by different energy sources
Thermally assisted machining
The next-generation materials have wide applications in various fields such as aviation, auto industry, and medicine, and their demand has been increasing; however, they are very difficult to process due to their physical and mechanical properties such as high strength and low thermal conductivity resulting in high cutting temperature and cutting forces. Fabrication of accurate 3D geometries is facilitated by micro-machining and micro-milling. The material-specific cutting force at the micro-scale is much higher than that at the macro-scale, which makes micro-machining of difficult-to-machine materials even more difficult. 10 A catastrophic failure of the tool and poor finished surface can be due to the high specific cutting force. Thermally assisted micro-machining aids producing complex 3D and high-aspect-ratio micro-features in various difficult-to-machine materials. Thermally assisted machining (TAM) utilizes external heat sources to increase the temperature of the cutting area to facilitate the processing of the material as flow stress and strain hardening rate of materials decrease with increasing temperature. This process reduces the mechanical processing energy on the tool. The heat sources applicable to TAM need to have the following characteristics: (1) high heat energy density for rapid preheating of the material; (2) easy control of the size and location of the heated areas; and (3) safety, reasonable cost, and easy application to the conventional machines. Up to now, oxyacetylene torches, 14 induction coils,15,16 plasma,17,18 and laser19–31 have been applied. However, the features such as high degree of heat concentration and easy control of heat source make laser more favorite for TAM.
Laser-assisted machining (LAM) is a machining method that applies the instantaneous heating capability of laser with focused beam for the material difficult to process by mechanical machining alone. LAM has been highly attracted according to the development of high-power laser and increase in its applicability. 17 Laser beam has been used for assisting turning, milling, grinding, EDM, and electrochemical machining (ECM) processes to improve their performance.
In laser-assisted turning (LAT), both laser heating and MR occur simultaneously, 18 the approach of which is illustrated in Figure 2. LAT has been tried in many different forms on many different materials.19,20 It has proven successful in reducing forces and tool wear when used to cut materials such as Inconel, 22 silicon nitride, 23 titanium alloys,24,25 and Al2O3 particle–reinforced aluminum matrix composite. 26 Most of these studies were done using CO2 lasers, except a few by Wang et al. 26 who used a neodymium-doped yttrium aluminum garnet (Nd:YAG) laser. Most of these studies show that laser assistance in turning operation causes reduction in required cutting forces, improvement in tool life, and improvement in surface integrity.
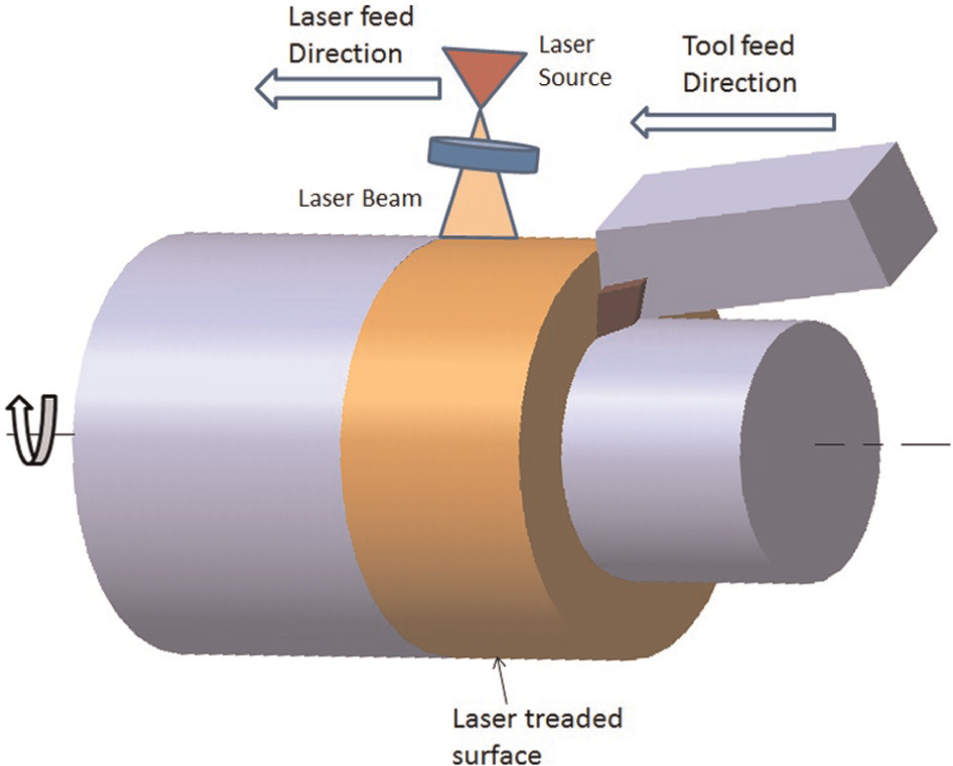
Laser-assisted turning.
In laser-assisted milling, integration of the laser beam with a milling machine as the tool is rotating is a complicated task.27–29 Laser-assisted micro-milling (LAMM) is one such process, which uses a low-power laser to locally preheat the material that is then removed by the tool immediately behind it. Melkote et al. 27 presented the experiments on LAMM using micro-ball end-milling tool on hardened A2 tool steel (62 HRC) and found a superior dimensional accuracy of microgroove, a lower tool wear rate, and a lower and more consistent surface roughness (Figure 3). They also observed that in LAMM, due to the presence of laser heating, as the cutting speed increases the surface roughness increases, whereas groove depth accuracy improves, which is not seen while machining without the assistance of laser. Kumar and Melkote 28 further showed that compared to without laser assistance, the LAMM causes 69% reduction in peak resultant force. Although better machining quality can be achieved, TAM development of more reliable, safer, convenient, and economic LAM equipment is a requirement for industrial processing.
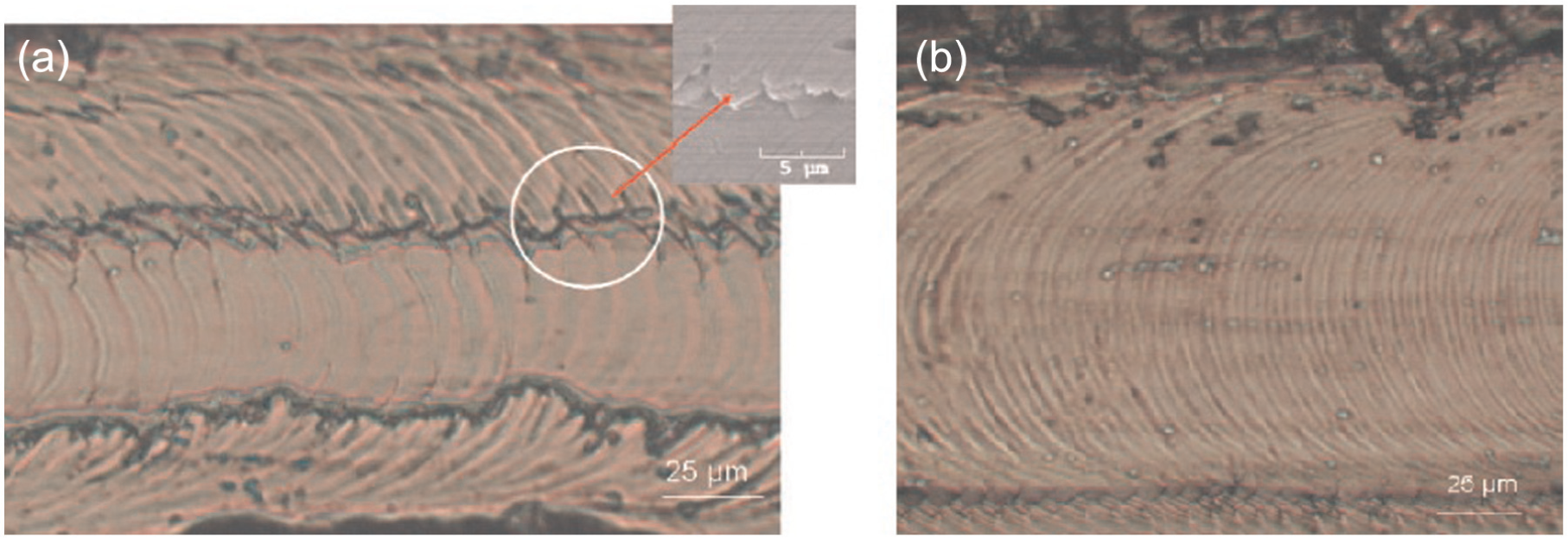
Microscopic image of the microgroove created 27 (a) without laser heating and (b) with laser heating.
Media-assisted machining
In media-assisted machining, thermal and mechanical properties of a high-pressure jet of water or emulsion are directed into the cutting zone to ameliorate conventional machining of difficult-to-cut materials such as advanced Ni and Ti alloys for aerospace. High-pressure coolant can provide benefits such as efficient chip breakability and reduction in cutting forces, especially in difficult-to-cut materials. It can also improve lubrication and reduce thermal loads on the cutting tool. 32
Sanz et al. 33 compared turning assisted with high-pressure coolant (140 bar) and with conventional pressure of 2 bar in roughing and finishing machining tests carried out on Ti6Al4V, Inconel 718, and Steel MSRR6503 EAK. The application of cutting fluid with this technique causes a hydraulic pressure between the chip and the rake face of the tool, reducing the chip size and cutting forces and lowering tool wear. More insights into the influence of the cutting process on chip breakability, cutting forces, contact length, surface finish, tool temperature, and high pressure in jet-assisted turning of Inconel 718 are presented by Courbon et al. 32 Figure 4 shows the effect of high-pressure media on chip breakage for different materials.
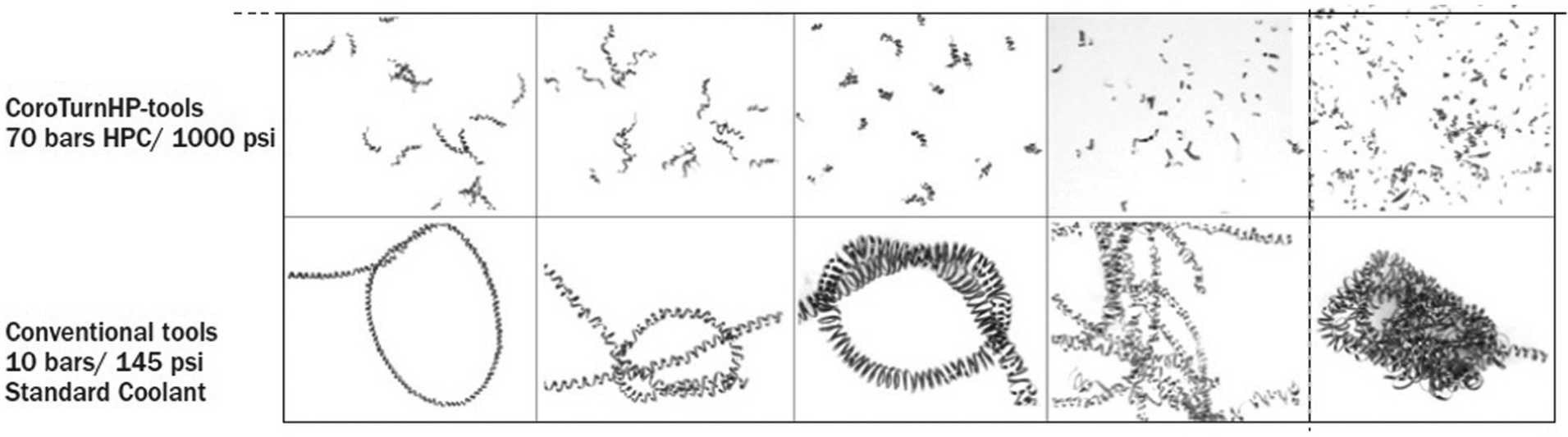
Media-assisted machining—application of high-pressure cooling and its effect on chip breakage. 34
Çolak 35 experimentally investigated machinability of Inconel 718 in conventional and alternative high-pressure cooling conditions. The experiment result shows that the tool flank wear and cutting forces considerably decrease with the delivery of high-pressure coolant to the cutting zone. Cryogenic machining, in which cryogenic coolant is used to influence machining, is carried out to lower the cutting temperature and enhance the chemical stability of the workpiece and cutting tool and is expected to improve the productivity level in the machining of difficult-to-cut materials.36–39
Vibration-assisted machining
Vibration-assisted machining (VAM), applied to a number of processes from turning to drilling to grinding, combines precision machining with small-amplitude, high-frequency tool vibration to improve the machining process. In VAM, the tool tip is driven in either a small reciprocating (one-dimensional (ID) VAM) or elliptical motion (two-dimensional (2D) VAM) whose centroid moves in the direction of the cutting velocity. The tool can periodically lose contact with the chip for appropriate combinations of cutting velocity, tool amplitude, and frequency. As a consequence, machining forces can be reduced and thinner chips can be generated. This in turn leads to improved surface finishes, better form of accuracy, and near-zero burr compared to conventional machining. 9
A stable flow of debris helps the stability of the machining in micro-EDM due to the use of cylindrical workpiece or tool electrode. However, in the manufacturing of rectangular holes or rectangular shafts, where a rotating spindle cannot be used, indecorous flow of debris causes adhesion of the workpiece and tool electrode. 40 A fair amount of research has focused on Ultrasonically-assisted micro-electro-discharge machining (UMEDM) 41 to investigate the effects of high-frequency vibration of the tool or workpiece on MRR, machining efficiency, surface quality, subsurface damages, and so on. The employment of vibration is mainly attributed to enhanced dielectric circulation and pumping action, resulting in effective removal of molten metal from craters, evacuation of debris, and thus improving discharge characteristics,42–44 resulting in minimum micro-cracks and micro-structure modifications on workpiece at higher MRR and fatigue life. 45 Cao and Liu 41 reported that the workpiece vibration induced by ultrasonic action has a significant effect on the performance of the micro-EDM process, and the efficiency of the ultrasonically aided micro-EDM is up to eight times greater than micro-EDM.
Jahan et al. 46 found that the effects of ultrasonic vibration in micro-EDM for deep-hole drilling on tungsten carbide was founded to provide high-aspect-ratio micro-holes compared to those without vibration. They reported that workpiece vibrations significantly increase MRR, decrease electrode wear rate, and improve surface quality and dimensional accuracy of the micro-holes. Also, high-aspect-ratio micro-holes with a smooth and defect-free rim are reported as compared to holes obtained without vibrations, as shown in Figure 5.
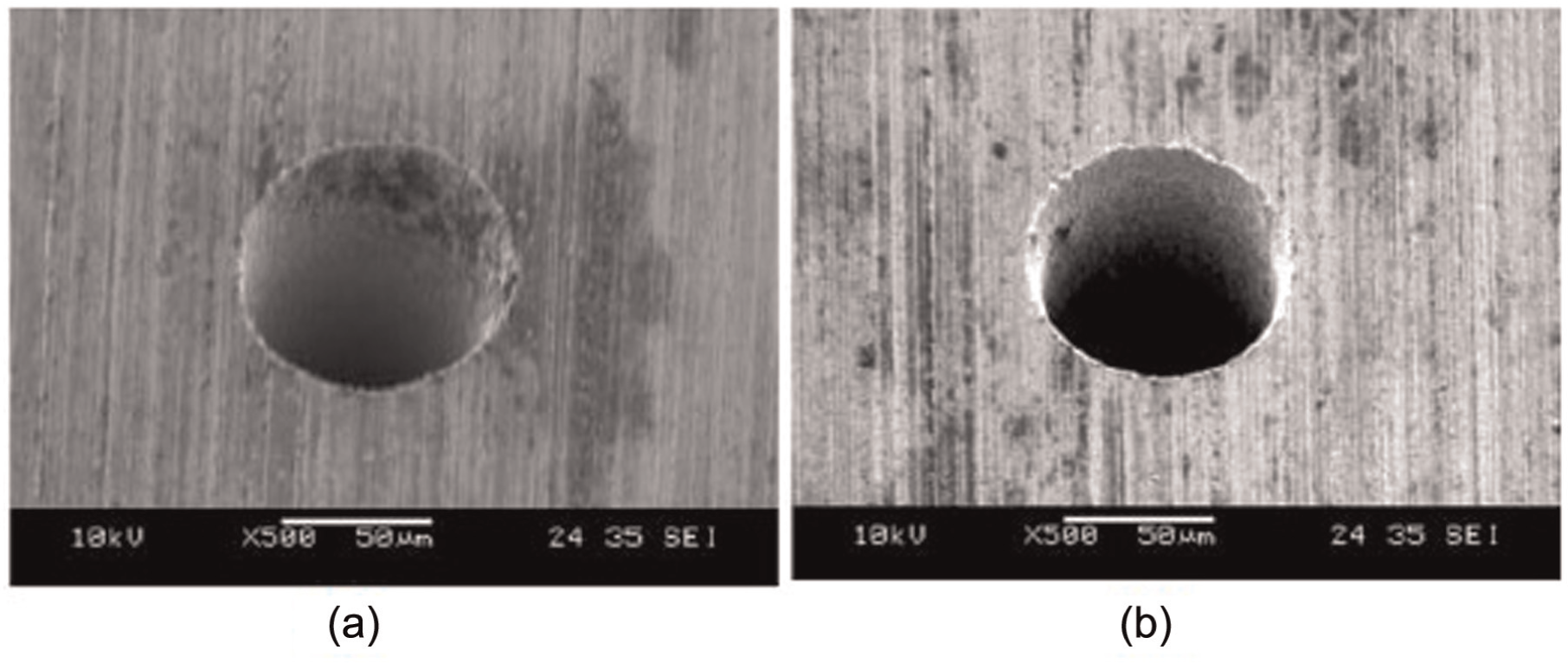
Micro-hole drilling using micro-EDM: (a) without vibration in 0.5-mm-thick WC and (b) with vibration in 1-mm-thick Tungsten Carbide (WC). 46
Ultrasonic vibration-assisted grinding (UVAG), also called rotary ultrasonic machining (RUM), investigated steels,47,48 ceramics, 49 nickel-based super alloys, 50 and titanium, 51 and most studies reported that at higher vibration frequencies and lower feed rates, better surface finish and improved tool life can be achieved. Mulik and Pandey 52 presented experimental investigations and modeling of finishing force and torque in ultrasonic-assisted magnetic abrasive finishing (UAMAF).
Pulse-assisted machining
Pulse-assisted electrochemical machining (PECM)53–55 provides an economical and effective method for machining high-strength, heat-resistant materials into complex shapes such as turbine blades, die, molds, and micro-cavities. Kozak et al. 54 compared PECM with ECM, showing improved machining accuracy and surface finish due to a voltage pulse at high current density in PECM.
Electromagnetic-assisted machining
Several researchers focused their efforts on magnetic force applications to promote the manufacturing technique recently and presented the beneficial effects of magnetic force assistance in MR process. The feasibility and reliability of the magnetic abrasive media for finishing machined surface have been investigated. The magnetic abrasive media could be applied in various fields of surface finishing; Khairy 56 used the magnetic abrasive finishing method to refine the machined surface of silver steel. Improved quality of EDM-machined surface resulted due to magnetic abrasive finishing reported by Lin and Lee. 57 Singh and Shan 58 employed a magnetic field around workpiece in the abrasive flow machining (AFM) process to improve the machining performance.
The application of magnetic fields for gap cleaning in EDM was first suggested by De Bruijn et al. 59 Introduction of the magnetic field causes improved debris circulation in EDM. Applying magnetic force perpendicular to the electrode’s rotational force produces a resultant force that pulls debris out of the hole during machining. Lin and Lee57–61 concluded increased MRR as a result of enhanced debris removal from gap in assistance of magnetic fields. Magnetic field–assisted micro-EDM can produce high-aspect-ratio holes compared with the conventional micro-EDM process under similar working conditions.
Compound processes
Micro-machining of miniature parts can be achieved with distinctive benefits with the aid of electro-physical and chemical (EPC) processes as there is no direct interaction of tool with workpiece in these processes. Compounding these processes to form hybrid process further offers novel advantages over individual processes due to their collegial effects. 2
In compound-type hybrid processes, there is simultaneous or ensuing action of two or more machining processes that directly involve in MR. Considerable work has been reported by researchers in EPC processes combining different processes through various approaches; some of them are discussed in this section.
In EDM, discharge pulse energy significantly affects surface integrity. With increase in current and voltage, the surface roughness of the material increases. The thermal action in EDM may cause micro-cracks, induce residual stresses, and change the micro-hardness of the subsurface and surface layer. To overcome these issues, various studies have been reported in the field of hybrid electro-discharge machining (H-EDM) since last few years. In compound HMMPs, EDM can be hybridized with other processes such as EDG, abrasive electro-discharge grinding (AEDG), electrochemical discharge grinding (ECDG), and electrochemical discharge machining (ECDM), which are discussed below. Table 1 summarizes some H-EDM compound-type HMMPs with mechanism of MR, process parameters and capabilities, and work materials reported in past studies.
Compound-type hybrid EDM processes.
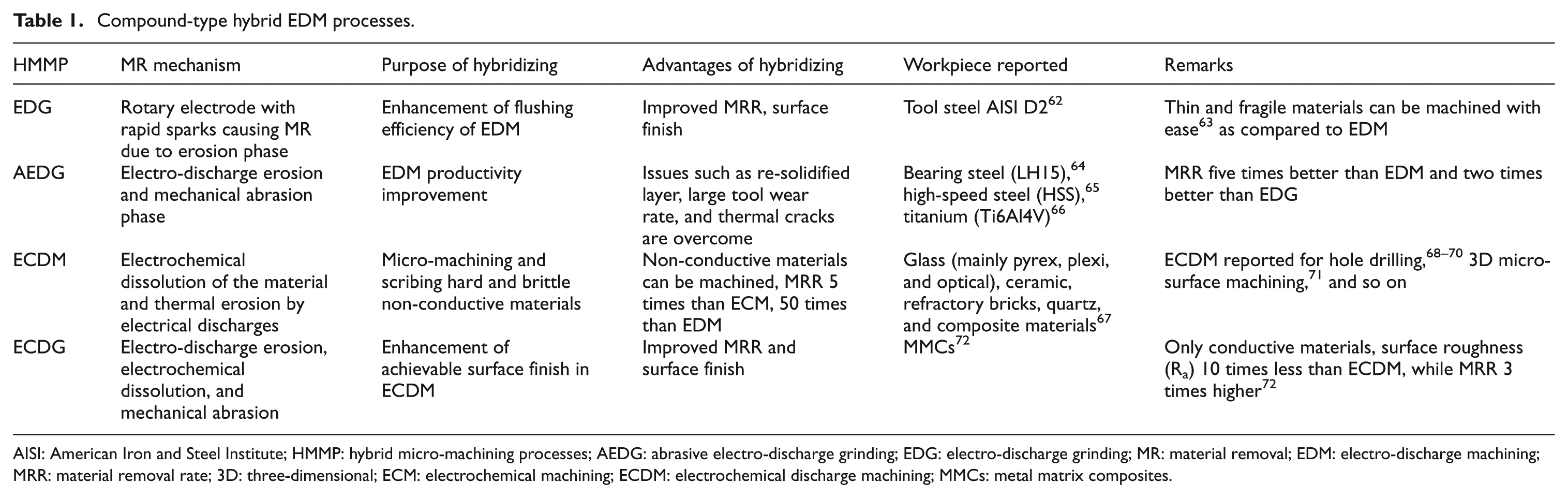
AISI: American Iron and Steel Institute; HMMP: hybrid micro-machining processes; AEDG: abrasive electro-discharge grinding; EDG: electro-discharge grinding; MR: material removal; EDM: electro-discharge machining; MRR: material removal rate; 3D: three-dimensional; ECM: electrochemical machining; ECDM: electrochemical discharge machining; MMCs: metal matrix composites.
EDG removes conductive materials by rapid spark discharges between a rotating tool and workpiece that are separated by a flowing dielectric fluid, as shown in Figure 6. Unlike EDM, EDG uses a rotary electrode, resulting in enhanced flushing efficiency of process. Therefore, the molten material is effectively ejected from gap and no debris accumulation takes place in the gap, while in EDM debris accumulation is a major problem with adverse effect on performances of process.
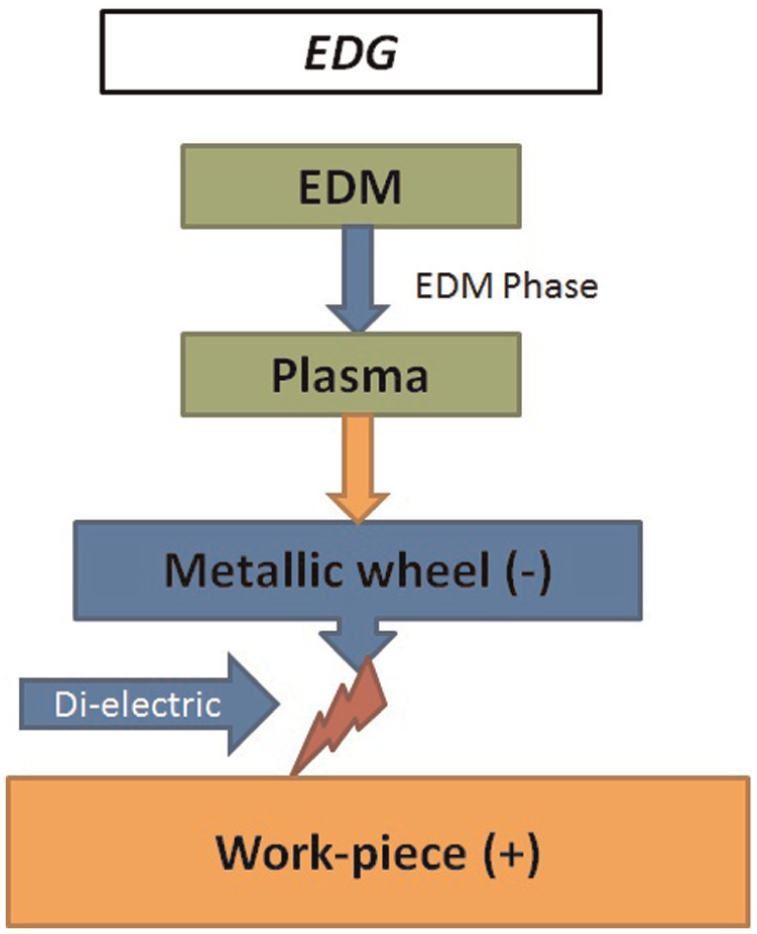
Elements of EDG.
Many researchers have made effort to identify the factors that affect the performance of the EDG process. MRR and surface quality can be improved by properly selecting process parameters. To obtain high MR, higher peak current and longer pulse duration with positive polarity of electrode are suggested by Shih and Shu. 62 Researchers focused on EDG for machining of thin and fragile material because there are no mechanical forces exerted on workpiece during machining and it gives better performances than EDM due to the rotating speed of wheel. 63
AEDG is a process in which synergistic interactive effect of the combination of EDM and grinding process is employed to increase machining productivity. 73 In the AEDG process, the metallic or graphite electrode used in EDG is replaced by a metallic bonded grinding wheel. Therefore, electro-discharge erosion (EDE) in addition to the mechanical abrasion (MA) action occurs as shown in Figure 7. AEDG is also referred as electro-discharge diamond grinding (EDDG) and electro-discharge abrasive grinding (EDAG) in some research articles. The AEDG process becomes evident when machining superhard materials, engineering ceramics, sintered carbides, and metal composites. 73
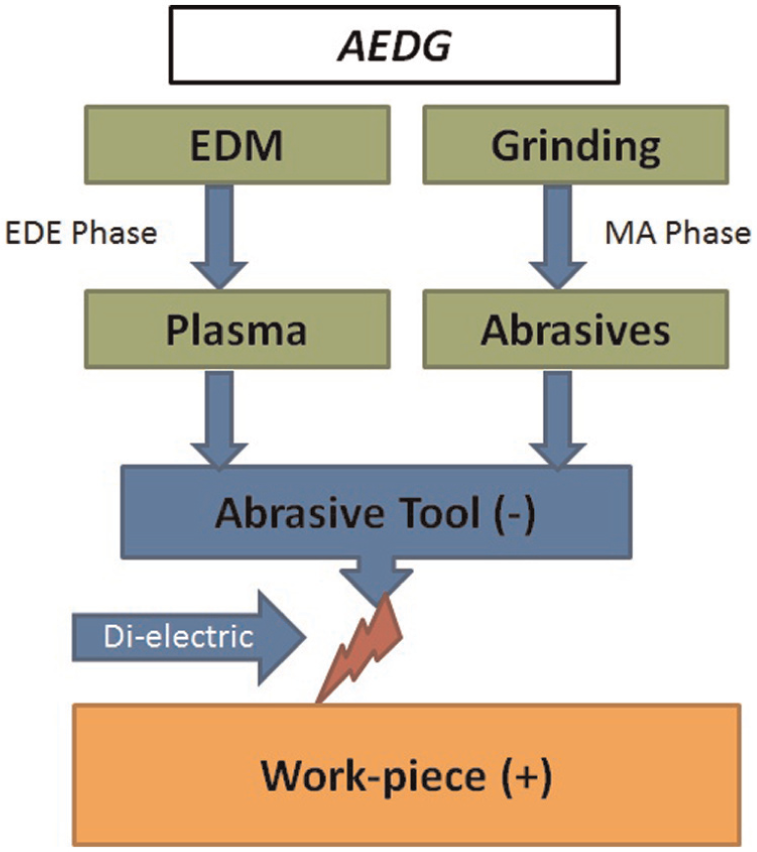
Elements of AEDG.
Dąbrowski and Marciniak 64 compared roughness height Ra min values after three types of machining, including conventional grinding, electro-erosion grinding, and hybrid grinding (AEDG) using identical cubic boron nitride (CBN) grinding wheels on bearing steel (LH15). Result confirmed prevalence of hybrid machining over both conventional grinding and EDM. Titanium (Ti6Al4V) grinding in a computer numerical control (CNC)–controlled AEDG process was done, 66 and the surface geometrical texture (SGT) was compared with conventional grinding, and it was found that rough peaks in the micrometer level were more in AEDG than in a conventional grinding process.
ECDM (Figure 8) is considered to be a hybrid machining method in which MR is based on two phenomena: electrochemical dissolution of the material and thermal erosion by electrical discharges that occur between the electrodes. ECDM is mainly used for micro-machining and scribing hard and brittle non-conductive materials such as glass (mainly pyrex, plexi, and optical), ceramic, refractory bricks, quartz, and composite materials. 67
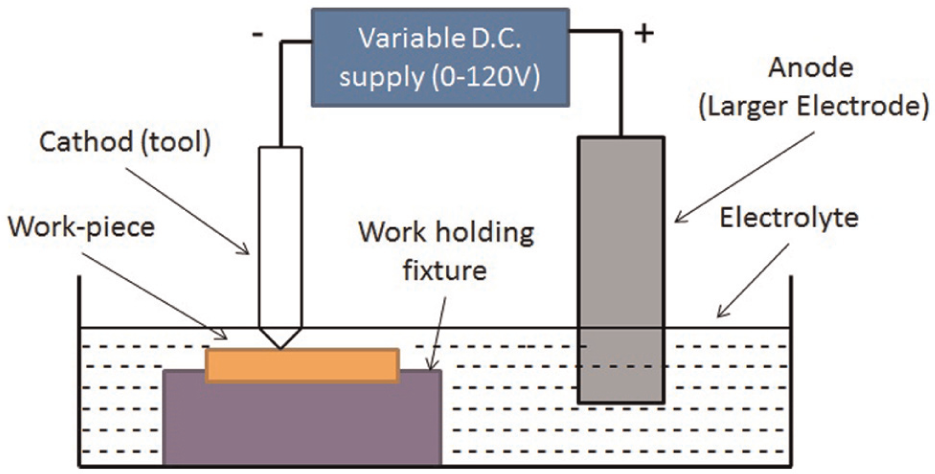
Schematic of ECDM set-up.
The ECDM process yields rates of MR that can be as much as 5–50 times greater than ECM and EDM. Application in which a combined form of both processes has been used in hole drilling68–70 is 3D micro-surface machining. 71 The ECDM processes are especially effective when dealing with materials with tensile strength higher than 1500 N/mm2 and heat-resistant alloys. Machining capacity of the order 104 mm3/min, accuracy of 0.02–0.2 mm, and surface roughness Ra up to 1.25–2.5 µm are obtained.
Cao et al. 74 used micro-grinding to finish the rough surface caused by the ECDM process in glass-type material (Figure 9). They have experimentally shown that the grinding process under polycrystalline diamond (PCD) tools reduces the surface roughness of ECDM structures from a few tens of a micrometer to 0.05 µm Ra and reduces the total machining time of the hybrid process compared to that under a conventional grinding process.
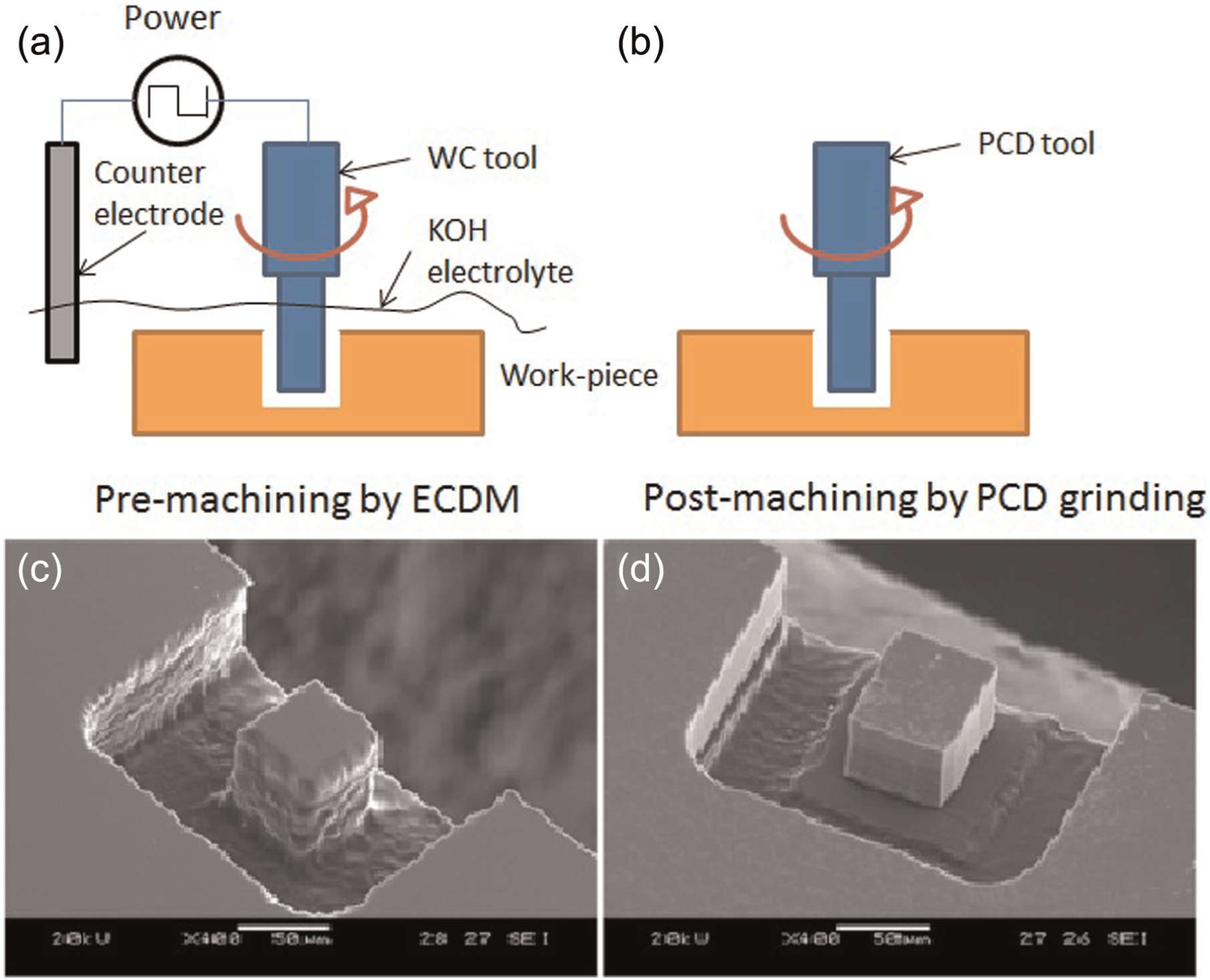
Hybrid machining PCD grinding of ECDM surfaces: (a) pre-machining by ECDM, (b) post-machining by PCD grinding, and micro-structure machined by (c) ECDM and then followed by (d) PCD grinding. 74
ECDG is a hybrid process of ECM and EDG (Figure 10), which combines the EDE, electrochemical dissolution (ECD), and the MA of the grinding process. Surplus material is removed from the workpiece surface by the anodic dissolution ECD phase, the MA action of abrasives or diamond grains, and the erosion phase due to the spark discharges. It is used for the machining of electrically conductive materials. ECDG can grind brittle and fragile materials having high hardness. The surface finish produced will be around 0.13–0.75 µm, and the accuracy obtained can be up to ±0.0013 mm. 13 Figure 8 shows the main MR mechanisms involved in the ECDG process.
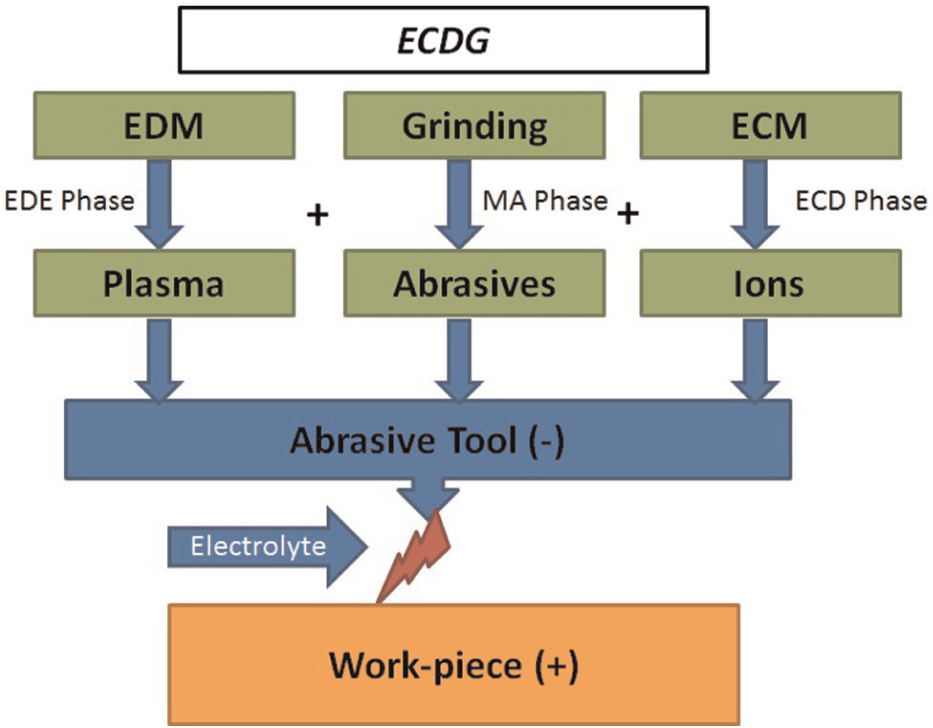
Material removal mechanisms in ECDG.
Liu et al. 72 had experimentally examined the performance of grinding-assisted ECDM on machining of metal matrix composites (MMCs) and confirmed that Ra measured for the grinding-aided electrochemical discharge machining (G-ECDM) specimen was 10 times smaller than that of the specimen machined without grinding aid (i.e. ECDM alone). Different micro-EDM–based compound and energy-assisted EDM processes and their innovative applications are listed in Table 2.
Hybrid micro-EDM processes and their applications.
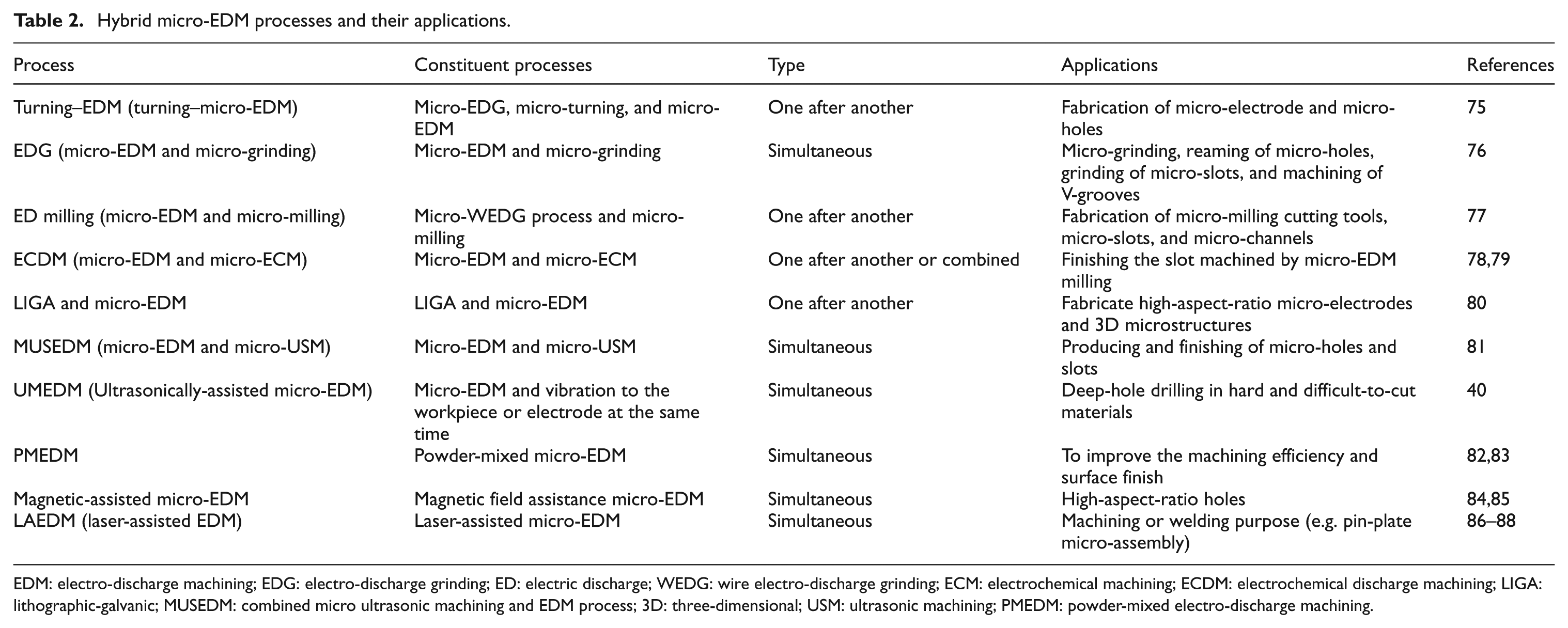
EDM: electro-discharge machining; EDG: electro-discharge grinding; ED: electric discharge; WEDG: wire electro-discharge grinding; ECM: electrochemical machining; ECDM: electrochemical discharge machining; LIGA: lithographic-galvanic; MUSEDM: combined micro ultrasonic machining and EDM process; 3D: three-dimensional; USM: ultrasonic machining; PMEDM: powder-mixed electro-discharge machining.
Other compound HMMPs
Besides the above-mentioned compound processes, other processes such as hard turning and subsequent finish abrasive machining, 89 laser and waterjet (LWJ), 90 electric discharge (ED) milling, 91 sequential laser mechanical micro-drilling, 92 end ED milling and mechanical grinding, 93 and Brush erosion-dissolution mechanical machining (BEDMM) 94 and hybrid processes such as electrochemical honing (ECH)95,96 and electrochemical buffing 97 are also some of the compound hybrid machining processes.
Processing using a hybrid tool
A hybrid tool ensures single-pass machining of two or more surfaces or high-quality machining of a single surface. We may distinguish between tools of consistent type, tools of inconsistent type, and multifunctional tools. They are more complex and more expensive than standard tools and may only be recommended for large-scale and mass production 11
Hybrid tools of consistent type;
Hybrid tools of inconsistent type;
Multifunctional hybrid tool.
Hybrid tools of inconsistent type consist of two or more universal tools. They are of great practical value since they considerably increase the productivity. Consistent tools are formed/developed by combination of two or more cutters of different types. They are usually composite tools, but one-piece construction is possible. These hybrid instruments perform two different types of machining, cutting and deformation in various sequences.
Challenges in HMMPs
Need for development of precision equipment capable of machining highly accurate 3D micro-parts
Micro-machining technologies are clearly advancing toward fabrication of complex 3D parts. Highly accurate precision equipment development is very critical to meet needs of productivity in terms of efficiency (volumes, speed, process capability), flexibility, robustness, and accuracy. Machine tool with precision motion transfer with negligible backlash, low deformation, and negligible vibration will provide highly precise and accurate products. Accurate control over the machining factors is crucial since small change will cause high end effect on machining performance. Studies on environmental changes impacting process accuracy and repeatability are important.
Development of precise actuators and positioning mechanism
Actuators and drivers featuring large range (a few millimeter) and high repeatability (nanometer scale) are very critical. Effective modeling, analysis, and design methods for precise high-speed actuator and positioning should be investigated. Piezoelectric actuators capable of precise actuation and positioning and their design in terms of reactive energy, temperature instability, and energy losses can be investigated. Furthermore, analysis of thermal effects on precision systems is critical. Development of responsive controller to meet high performance is critical. High-speed operation and communication of controller are responsible for generating smooth and accurate surfaces.
Development of multifunctional machine tool capable of meeting miniaturization needs and enriching research facilities
While machining complex 3D parts, customers continually demand increased precision with improved quality. To meet these demands, multifunctional tooling at reduced capital costs is essential. Handling and managing of micro-tools and micro-parts are difficult, and necessary facilities should be provided on machine tool.
On-machine fabrication of electrode for H-EDM operations
In micro-EDM, handling of micro-electrodes is a difficult task due to their size and significant chance of bending during placements. Moreover, accuracy of micro-features can be affected due to high electrode wear in EDM. Therefore, it is highly desirable that micro-electrodes are fabricated on machine for direct use in micro-EDM without any need to change the tool.
46
Development of multifunctional computer-assisted design tool assisting computer-aided HMMPs
Computer-assisted design (CAD) and computer-assisted machining (CAM) software facilitating manufacturing through HMMPs is important. For fabrication of complex 3D parts and structures, a specific CAD/CAM system is needed for generating tool path and related machining process. Tool wear compensation through evaluation of tool wear ratio or on-line measurement of tool wear is necessary.
Development of on-machine metrology technology for fabricated miniature parts
For simple micro-components and research works, 2D and two-and-a-half-dimensional (2.5D) slow and relatively expensive metrology systems are available. On-machine metrology of complex micro-parts imposes limits on the type of equipment used.
Conclusion
HMMPs have been one of the active research domains in machining and manufacturing of miniaturized components since last decade. This article presents a novel classification of HMMPs and reviews the past and present trends in each category, namely, compound hybrid processes, energy-assisted processes, and processes using a hybrid tool. In micro-manufacturing domain, HMMPs are emerging as key technology. HMMPs open new avenue of research for enhancing process capabilities, minimizing their weaknesses, and extending application areas.
The major constraint in the development of hybrid systems are insufficient knowledge about compatibilities in sizes, materials, machinery, and manipulating devices related to industrial products. Furthermore, the fundamental knowledge database on various possible combinations that will influence product quality on variable materials is still not sufficient, and there is ample scope in exploring issues in MR at micro-scale, effect of residual stresses, and environment in the near future.
Footnotes
Appendix 1
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.