
Abstract
The exponential growth of cross-enterprise collaboration in recent years has facilitated the emergency of a new manufacturing mode called social manufacturing, wherein order winning hinges mostly on their customer and demand-oriented manufacturing service capability rather than the traditional factors such as relationships and distances. Therefore, a manufacturing service capability estimation model is proposed in this article, which comprises two sub-models, that is, a machining service capability (M-capability) model and a production service capability (P-capability) model. The former explains what kinds of manufacturing service a manufacturing system can provide, while the latter estimates how much manufacturing service the manufacturing system can produce in a certain time period. Besides, each of the two sub-models is considered from both single-socialized manufacturing resources and multi-socialized manufacturing resources’ manufacturing system perspectives. First, an ontology and Semantic Web–based model is established for estimating the M-capability of a single-socialized manufacturing resource manufacturing system and further extended to multiple socialized manufacturing resources manufacturing systems. Then, P-capability evaluation model based on rough set–based propagation neural network is proposed for a single-socialized manufacturing resource manufacturing system. Afterward, the results of rough set–based propagation neural network are further utilized as the inputs of the latter particle swarm optimization–based P-capability estimation model for multiple socialized manufacturing resources manufacturing systems. Finally, a typical case is fully studied to illustrate the feasibility of the proposed models.
Keywords
Introduction
Recently, the exponential growth of cross-enterprise collaboration has redefined the way a manufacturing enterprise is operated. 1 Specifically, traditional large and all-inclusive organization structured enterprises have gradually been replaced by dumbbell-shaped ones. More and more enterprises prefer focusing on their core businesses and outsourcing most of the non-core manufacturing activities to other professional organizations or companies. More ideally, outsourcing manufacturing activities (especially part machining activities) in cross-region or even in cross-border environments are extraordinarily expected. Especially for most of the small- and medium-sized manufacturing enterprises (SMMEs), outsourcing part machining tasks is their life spring. But limited by the lack of an effective service platform that integrates the distributed and isomerous socialized manufacturing resources (SMRs), shares machining information and capabilities, and establishes a sophisticated trust mechanism, the overwhelming majority of manufacturers are suffering from the dilemma that only manufacturing services provided by few dependable partners nearby can be obtained. 2 It leads to that a large number of SMRs are idle, scattered everywhere in the society and unknown for other enterprises that need them.
Unfortunately, conventional manufacturing modes such as networked manufacturing (NM), virtual enterprise (VE), and collaborative network cannot deal with the newly emerged problem satisfactorily. Although some fairly new manufacturing modes, for example, manufacturing grid (MG) and cloud manufacturing (CM), have already made great contributions in this field since 2010, 3 carried out abundant cutting-edge research, and obtained plentiful valuable achievements, they are staying in theory and far from large-scale practical industry applications. In some sense, they can be considered future manufacturing modes and have a long way to go. Besides, both MG and CM are huge systems focusing on integrating all manufacturing resources such as computing resources, software resources, design resources, and manufacturing equipment resources, not specialized for part machining and outsourcing which is the economic lifeline of SMMEs. Furthermore, similar to cloud computing, the ideal Everything as a Service (XaaS) in CM tries to shield the direct connections between service demanders and resource owners through the resource integration4,5 and provides users (service demanders) with uniform service. In this way, CM can enable users to ubiquitous, convenient, on-demand access to a shared pool of configurable manufacturing resources, 6 and utilize these resources just like using tap water, gas, electricity, and so on. 7 Therefore, except for integrating the huge number of distributed and isomerous manufacturing resources, many other key enabling technologies related to security and trust issues, resource management and scheduling, cross-enterprise collaboration, logistics, and so on5,8,9 must be solved first. Most important, it is hard to let a conventional SMME outsource its machining tasks to a “cloud” if the deeply ingrained outsourcing idea has not been totally changed. So it can be foreseen that even in the near future, CM can hardly solve the contradictions between manufacturing resource shortages and overages for the traditional SMMEs.
Against this backdrop, a new type of network-based manufacturing mode called social manufacturing appears, which aims at sharing machining information, capabilities, and demands; establishing part machining outsourcing relationships; and so on, among loosely connected SMMEs in different regions. Social manufacturing can be defined as a kind of service-oriented manufacturing mode that configures, runs, and manages a huge number of distributed and isomerous SMRs, through both public and professional networked online platforms, to finish partial or the whole machining tasks for manufacturing enterprises based on outsourcing or crowdsourcing service mechanisms. 10 Similar to CM, abundant distributed SMRs can also be registered in the platform, but social manufacturing has totally different operational mechanisms. Those integrated SMRs can make up a social manufacturing network (SMR pool) from topology perspective, presenting the characteristic of manufacturing community. 11 There will be a lot of manufacturing communities in the social manufacturing network. Service demanders can search freely in the SMR pool for the most appropriate manufacturing community to outsource each of the registered tasks through comparing the manufacturing service capabilities and the demand. In this way, machining tasks can be distributed to these optional but capable communities for fulfilling them, rather than directly scheduled by social manufacturing itself. It can significantly decrease the outsourcing risks, increase creditworthiness, and it is more suitable for the current situation (e.g. outsourcing habits) of SMMEs. In some sense, social manufacturing can be considered as a light version of CM that mainly focuses on SMRs and demands for SMMEs. And technically, with SMRs and capabilities being aggregated in the form of service, descriptions of these services being published on Internet, they can both realize on-demand use and dynamic collaboration through searching and matchmaking.12–14 Considering from this aspect, estimating the manufacturing service capability (MSC) of a manufacturing system is the foundation for this service publication and matchmaking. Besides, there are at least three other motivations facilitating the evaluation of MSC as follows:
It can help service providers to evaluate the insufficient or surplus of their service capability, so as to adjust its strategic planning timely, increasing or decreasing their manufacturing resource investments.
It is the prerequisite for service providers to determine whether to accept an outsourcing order or not.
It is the most important factor of decision making for service demanders when choosing partners in social manufacturing systems. 15
This main objective of this article is to address the capability estimation problem for social manufacturing, and a powerful manufacturing service capability estimation model (MSC-EM) is established. Consequently, the rest of this article is arranged as follows. Section “MSC” reviews the related works about manufacturing service and its capability. The logic flow of MSC-EM is also discussed briefly in section “MSC” too. After that, sections “Modeling of M-capability” and “Estimation of P-capability” calculate the M-capability and P-capability, respectively, for both single-SMR and multi-SMR manufacturing systems. In section “A demonstrative case study,” a use case is studied to demonstrate the feasibility and applicability of the proposed models. Finally, some discussions and concluding remarks are drawn, respectively, in sections “Discussion” and “Conclusion.”
MSC
Traditional manufacturing capability
MSC is one of the most important and core service items in both social manufacturing and CM. 16 Manufacturing capability can be considered as the predecessor of MSC. A crucial role in the emerging of manufacturing capability should be attributed to Skinner, who first proposed manufacturing capability in 1990. 17 Early definitions about manufacturing capability can be found in Roth and Velde, 18 Corbett and Claridge, 19 and Nanda 20 wherein it was considered as a kind of very nonobjective strategic capability. The influence factors of manufacturing capability in traditional environment were deeply analyzed, such as environment, management, government regulations and dynamism, and animate market competition.21–24 Many approaches have already been proposed to measure this manufacturing capability in traditional manufacturing environment, e.g., questionnaire-based methods19,23 and simulation-based methods.25,26 But in the modern manufacturing environments, especially for CM. The modern MSC has a totally different implication because it functions very differently. It is an effective integration of related manufacturing resources in the process of achieving expected target task, 27 and one of the most significant applications is sharing and searching resources.28,29 Typically, the latest research about MSC mainly focuses on two aspects, that is, service modeling and capability evaluation.
Manufacturing service modeling
As the exponential growth of the Internet and the increasing globalization of manufacturing enterprises, the number of manufacturing services published on the open Internet is growing at a faster speed than ever before, 30 posing great challenges to the efficient and effective management of sharing manufacturing services. 31 The successful implementation of the promising service-oriented architecture (SOA) and Web services has laid a solid foundation for the emerging fields of service management in distributed manufacturing environments. A most famous and frequently used standard for Web service description and modeling is Web Service Description Language (WSDL), which promotes the wide development and application of SOA. For example, Schmidt et al. 32 adopted WSDL to construct an Enterprise Service Bus (ESB) infrastructure that underpins a fully integrated and flexible end-to-end SOA in 2005. Bai et al. 33 also presented the research to generate Web services test cases automatically based on WSDL. Except for WSDL, Universal Description, Discovery, and Integration (UDDI) is also a prevalent standard in SOA. 34 However, both WSDL and UDDI cannot deal with Web services at a semantic level of expressively properly representing and modeling manufacturing services, 30 which inhibits these required services from being automatically searched based on the semantic matchmaking of their capabilities.
Unlike WSDL, as a new technology called Semantic Web rises to popularity recently, it enables one to address such semantic weakness and searching difficulties. There are many existing Semantic Web service standards, for example, Ontology Web Language (OWL), 35 Web Service Modeling Ontology, 36 DARPA Agent Markup Language for Services (DAML-S), and Semantic Web Services Framework (SWSF),37,38 wherein OWL is one of the most expressive semantic markup languages up to date on the Semantic Web. 39 Cai et al. 30 established an ontology model of manufacturing service and proposed a prototype Semantic Web system call ManuHub using OWL. This ManuHub can be used to manage ontology-based manufacturing services in distributed manufacturing environment. Using OWL-S, Liu et al. 40 proposed a Semantic Web service–oriented framework to develop semantic interpretations related to business and manufacturing services to all value chain partners. Luo et al. 16 established an MSC description framework, in which OWL is used as a description carrier for the fuzzy concept ontology, fuzzy role relationship ontology, and so on in CM system. It can be found that OWL can provide an efficient access to modeling of manufacturing service, description of MSC, and web-based searching and matchmaking in semantic level.
MSC definition and evaluation
At present, the definition of MSC is not unique. Expect for those traditional definitions, the most typical and latest definitions can be attributed to the ones related to the newly emerged CM. Luo et al. reviewed some of the most important definitions and compared them from both macroscopic strategic and microscopic practice views. Consequently, they further defined MSC according to task demand and resource characteristics, as “a kind of ability to configure and integrate manufacturing resources, and reflects the level of the manufacture enterprises’ or manufacturing entities’ working results when completing a task.” 16 Wang et al. 13 defined MSC as “one of the essential requirement that are re-packaged and deployed in the manufacturing cloud as cloud service as a convenient feature, which can be rapidly provisioned and released by a cloud user.” In addition, many researchers believed that MSC in CM systems includes various forms of capabilities in the whole lifecycle of cloud-based manufacture, such as design capability, simulation capability, and production capability. 41
While traditional MSC models are mostly taxonomy-oriented,27,42 OWL can also be adopted, which will provide various ways to represent semantics, not only using taxonomy but also using conceptual definitions and properties. The semantics contained in the ontology can also be enriched further by expressing knowledge such as rules, constraints, and axioms. 43 The asserted knowledge not only provides additional semantics but also may be utilized by semantic reasoners to infer additional logical facts. For example, Chungoora et al. 44 presented an ontological approach to formally represent and share manufacturing services in the manufacturing domain. But these models are mainly used for qualitative or conceptual analysis, not for quantitative evaluation of MSC.
As the importance of the quantitative MSC is self-explanatory, many researchers have devoted to it and lots of useful methods and algorithms have been proposed too. For example, a quantitative description method of MSC in CM environments was proposed in Luo et al., 16 and it was systematically analyzed and formulated too. Yu et al. 45 established a manufacturing equipment capability model–based mapping relation between concepts in the ontology model, which can be explicitly and implicitly, reflected using the OWL, making it convenient to discover, share, and reuse the capability. Cai et al. 30 proposed an MSC evaluating method by computing the similarities between services and demands based on an MSC ontology. Nevertheless, these researches were focused on the static attributes of MSC. A practical manufacturing system is a dynamic system, wherein the available SMRs, current orders, scheduling, logistics, and so on are not always the same. Therefore, when evaluating the MSC of a manufacturing system, these dynamic factors must be considered.
It can be drawn from the literature that at present, most existing works are focused on the qualitative analysis of MSC. Although several quantitative models have already been proposed, they are focused on the static attributes of MSC. What is more, most of the latest works mainly deal with the comprehensive capability along the lifecycle of cloud-based manufacture in CM systems, not perfectly suitable for the MSC just related to the outsourcing/crowdsourcing machining tasks in social manufacturing environments. Considering these, this article proposed an MSC-EM model for social manufacturing systems, wherein the concept of MSC can be defined as a kind of service capability that can satisfy the needs of a manufacturing demand from a service demander with reasonable cost/price in the right time.
In this article, the established MSC-EM comprises two sub-models, that is, a machining service capability (M-capability) model and a production service capability (P-capability) model. The former describes what products a manufacturing system can produce, while the latter reveals how many products the manufacturing system can produce in a certain time period. Besides, both the M-capability and P-capability are modeled from two levels of manufacturing system, namely, single-SMR level and multi-SMR level. Generally, a single-SMR manufacturing system always deals with outsourced demands related to processes machining; but differently, a multi-SMR manufacturing system prefers to handle demands related to parts or finished products.
Modeling of M-capability
Ontology-based M-capability of a single-SMR manufacturing system
Ontology model
Definition 1
Machining service is a set that comprises all the machining operations of a manufacturing system, which can be provided to service demanders. It is determined by the physical properties of the manufacturing system, including turning service, milling service, and so on, and can be formalized as

where
In order to determine whether a manufacturing system can satisfy a specific demand, a rich body of a manufacturing service ontology model is very essential, in which structural knowledge of machining services is formalized using OWL. Furthermore, the manufacturing/machining constraint knowledge including inter-constraint and intra-constraint among the above structural knowledge is formalized through Semantic Web Rule Language (SWRL). Figure 1 reveals an ontology model of machining service capability from single-SMR manufacturing system’s perspective, which is partially inherited from the literature 30 and revised to fit for social manufacturing systems.
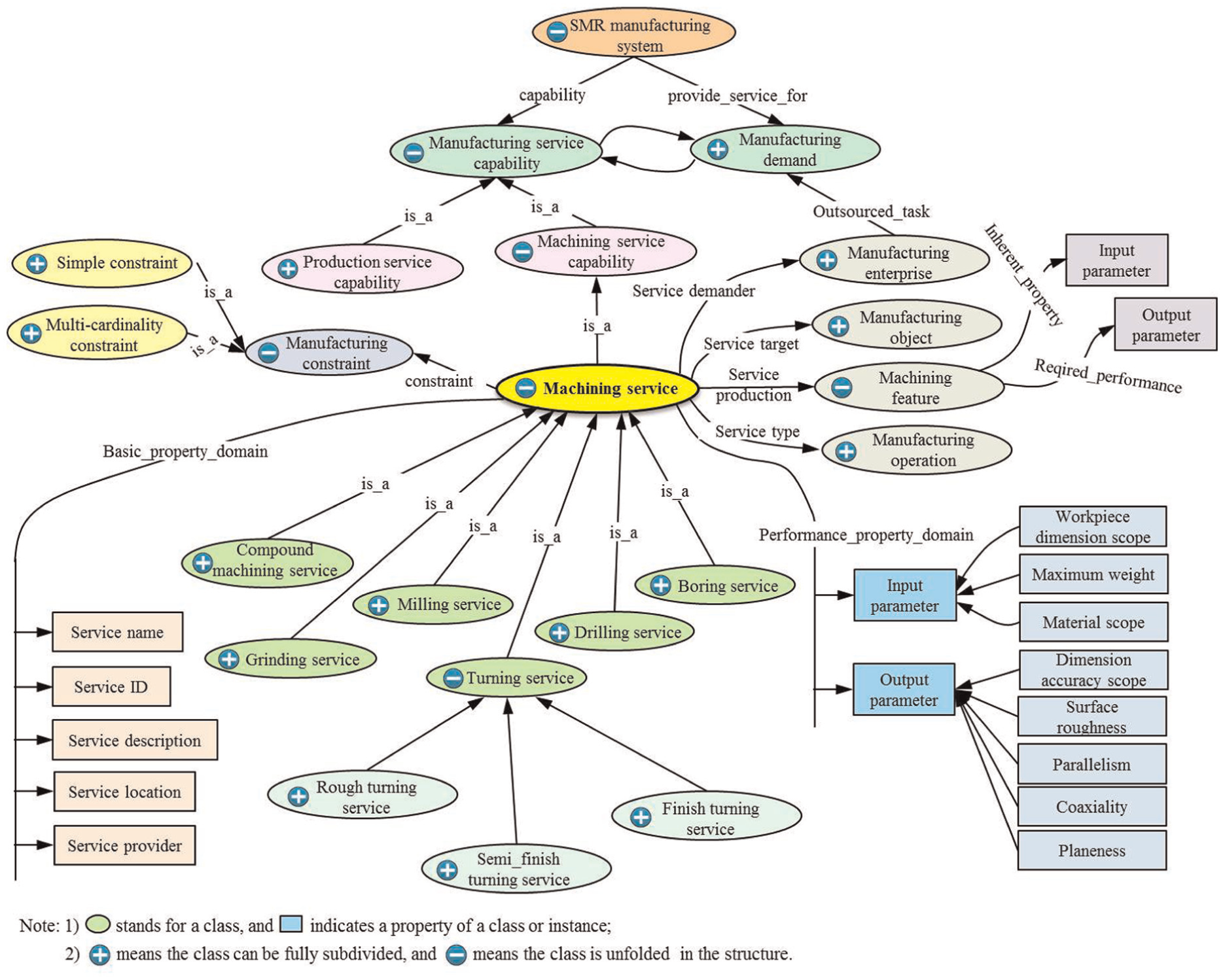
An ontology model of MSC.
Obviously, the M-capability of a single-SMR manufacturing system may have the ability to provide one or more machining services in
The superclass “machining service” has its own properties, which can be classified into three categories. The first one is a basic property domain, which reveals the basic information of the machining service, such as service name, service ID, and service description. The second one is a performance property domain, which directly represents its capability. It can be described through two aspects, that is, input parameters and output parameters. Input parameter determines what kind of features/processes can be machined, including workpiece dimension scope and so on, while the output parameter reveals how precise the features/processes can be machined, including the scopes of dimension accuracy, surface roughness, and so on. The third aspect is an extra property domain including manufacturing enterprise, manufacturing object, and so on. It a kind of interface to bridge the machining service ontology (from providers’ perspective) and the machining demand ontology (from demanders’ perspective). It must be pointed out that Figure 1 is just a partial model of the rich body of MSC ontology model. Some classes/concepts are unfolded in this figure as extra properties, yet can also be extended to an individual ontology model from their own perspectives.
In addition, some other concept should also be talked about, such as machining feature

where × is the Cartesian product of two sets in relational algebra. Based on the above concepts, M-capability can be defined.
Definition 2
M-capability of a single-SMR manufacturing system is a set of all the machining service that the system can provide to satisfy customers’ feature machining demands. So it is convenient to formalize M-capability as follows
where
Semantic Web–based matching for evaluating M-capability
According to Definition 2, it can be found that the core of evaluating the M-capability of a single-SMR manufacturing system can be attributed to whether this manufacturing system can satisfy a specific machining demand. Actually, there is an approximate one-to-one mapping between the properties of M-capability and machining demand as shown in Figure 2. Through this way, an M-capability can be connected to the corresponding demand easily.
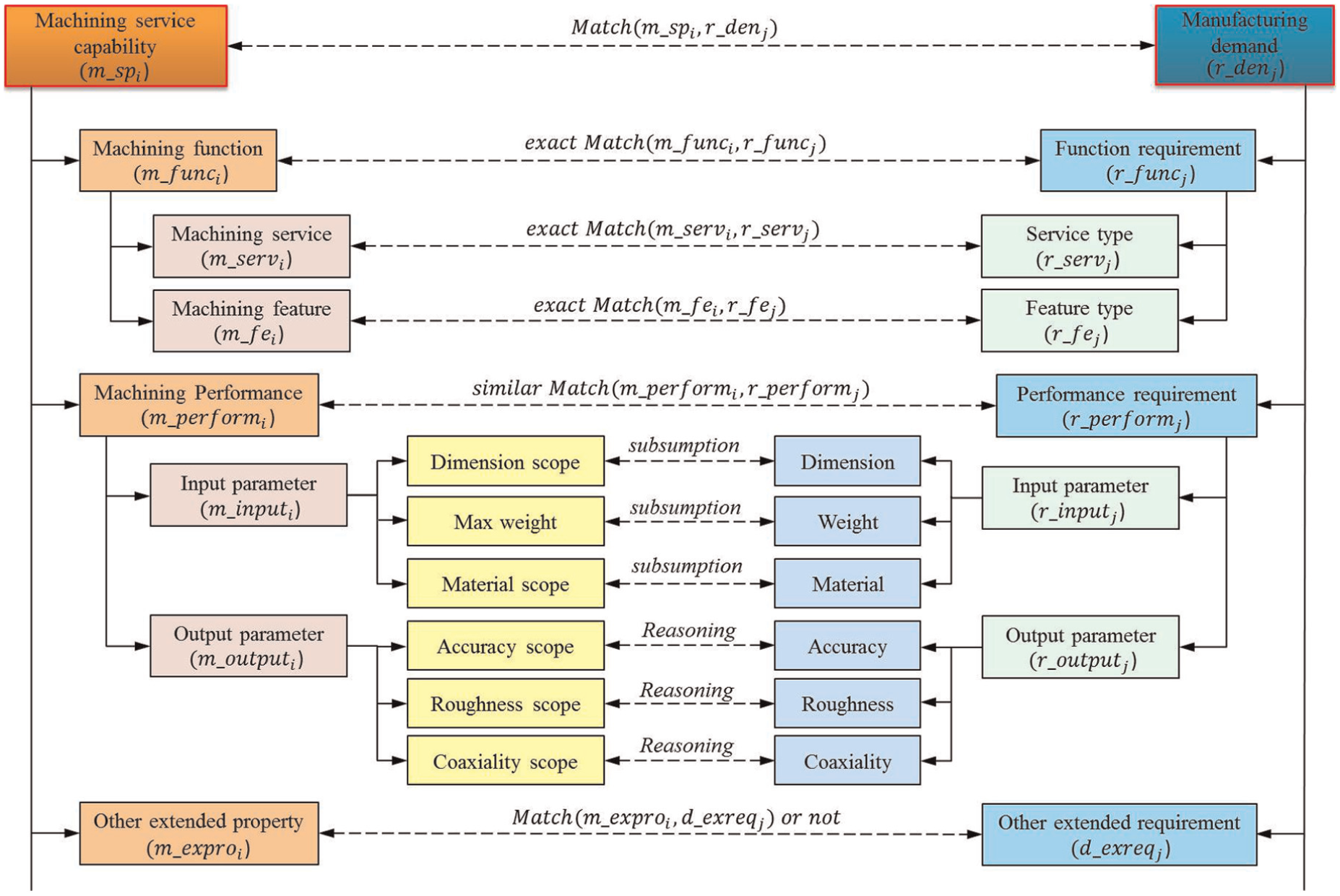
One-to-one mapping strategy.
The matching procedure must be carried out inevitably, to judge whether a manufacturing system can satisfy a specific demand, or in other word, to evaluate the M-capability of the system. The rich body of Figure 1 provides a formal and uniform description of both machining services and demands, enabling the automatic matching based on the semantic similarity calculating. As there might be many different concepts in a same ontology model, qualitative, quantitative, or even some constraint knowledge that cannot be shown directly in the form of concepts, it makes the matching become even more complicated. Therefore, different matching strategies should be established to deal with different concepts.
Three types of matching strategies are employed here, namely, exact match, similar match, and rule-based reasoning and match. They can also be considered as three steps to evaluate the M-capability:
Step 1: exact match. An exact match is to specify that both the M-capability and outsourced demand describe exactly the same or equivalent concepts about machining service functions, for example,
Step 2: similar match. A similar match is to indicate that both the M-capability and demand describe similar concepts about the performance. It must be pointed out that the similar match procedures are just carried out between their input parameter pairs. Similarity and subsumption judgments are the two key points in similar match. For example, a manufacturing system has the capability to provide finish turning service with the “part diameter” scope 10–100 mm, whereas a manufacturing demand describes its input parameter as “part semi-diameter” 25 mm. In this situation, two points should be judged: (a) similarity: although the concept “part diameter” does not exactly match the concepts “part semi-diameter,” these two concepts are similar because the later one can be converted to the former one as “part diameter” 50 mm and (b) subsumption: its self-explanatory that “part diameter” scope 10–100 mm contains “part diameter” 50 mm. In addition, an attribute-based similarity computing method is applied in this article to describe the similarity between the machining performance and the performance requirement as follows

where
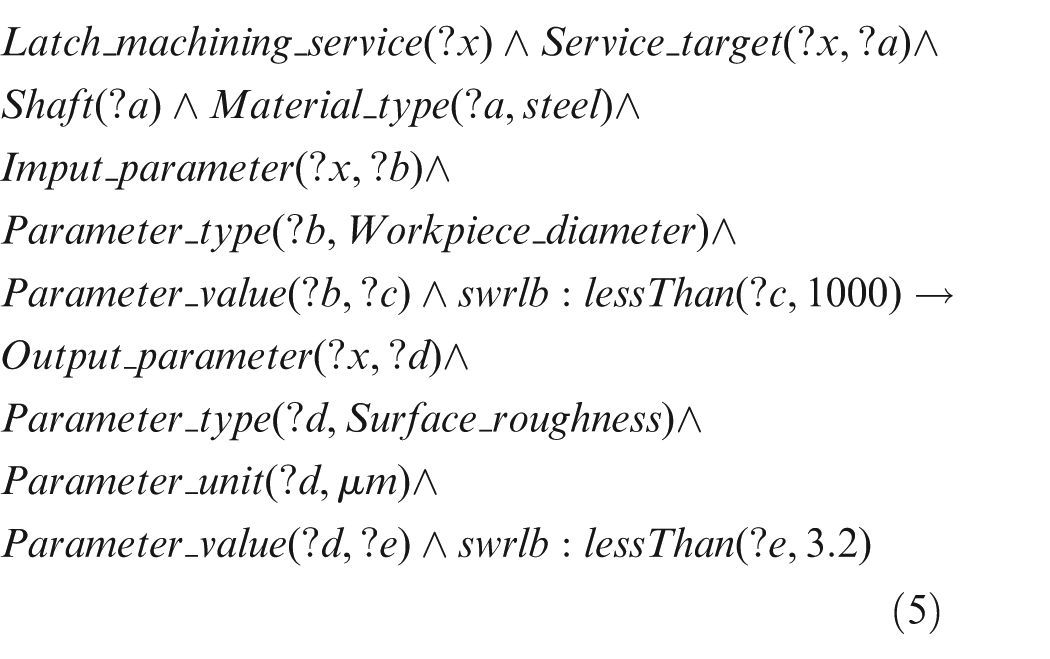
Step 3: rule-based reasoning and match. It is employed for estimating whether the constraints, which cannot be represented directly as concept notes in the ontology structure, meet the requirements of a demand. Actually, only some simple constraints that are imposed on just one single property can be expressed by OWL constructs (e.g. OWL:cardinality) and represented as concept notes in the ontology structure, such as dimension scope and maximum. Nevertheless, there are still some multi-cardinality constraints that cannot be expressed by OWL and represented as concept notes directly. Generally, they occur in IF-THEN format, for example, the output parameter “surface roughness” is not likely to show individually, and it usually demonstrates its constraint by combining several other concepts such as:
IF the “part diameter” of a steel shaft is less than 1000 mm,
THEN the turned out surface roughness of the “finish turning service” will be less than
Fortunately, another convenient method called SWRL remedies the shortage of OWL and allows users to express the multi-cardinality constraints. 30 In this way, Step 3 can be conducted through Java Expert Shell System (JESS) reasoning engine. 48 The above IF-THEN rule can be described by SWRL as follows
Based on the description of the three matching strategies, the work flow of the matching strategy can be established as shown in Figure 3. Furthermore, these three steps can also be considered as three levels of funnels, which filter the unmatchable M-capabilities of a manufacturing system and keep up the matchable ones.
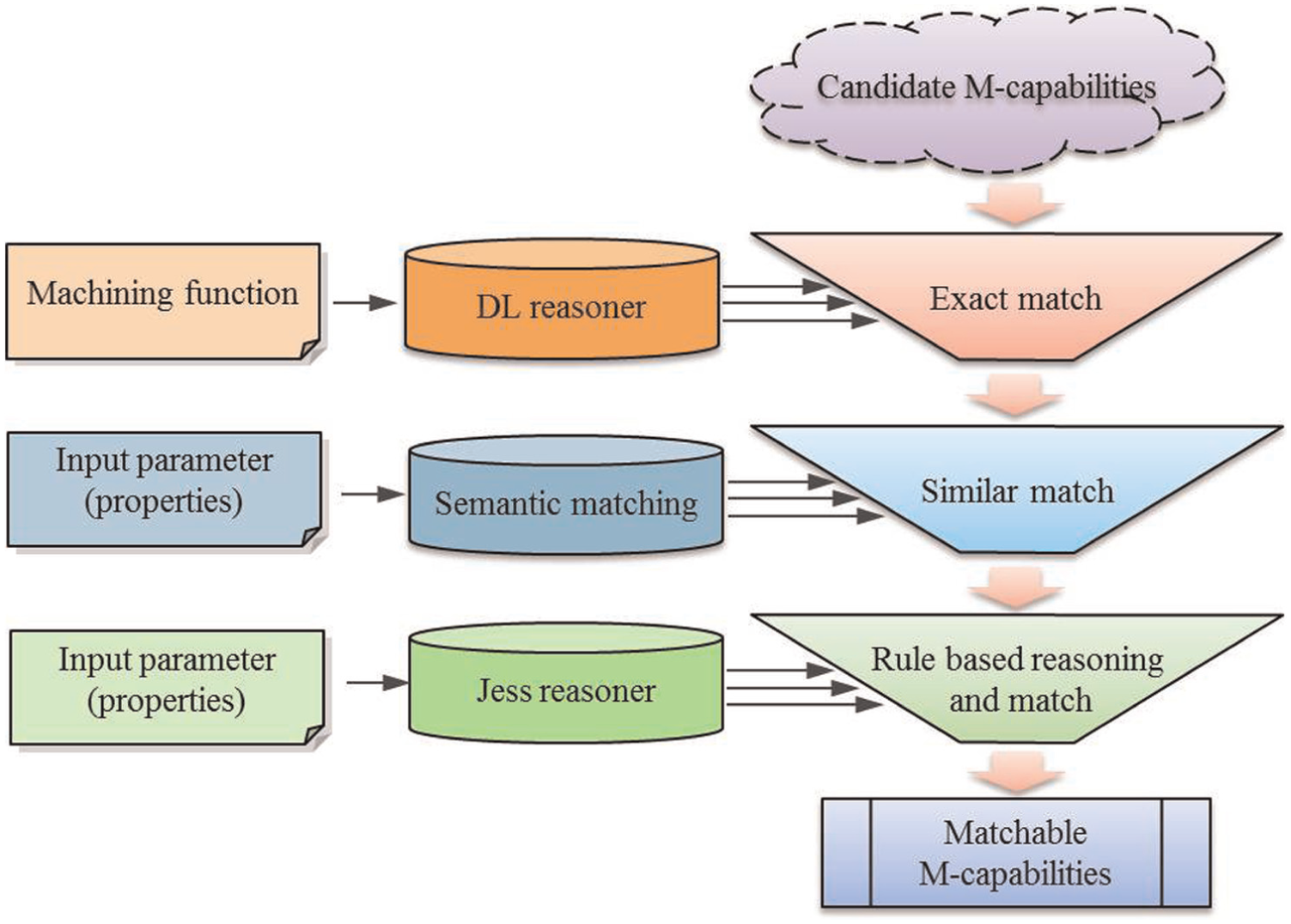
Work flow of the matching strategy.
M-capability for multi-SMR manufacturing systems
A multi-SMR manufacturing system, just as its name implies, is made up by several or more SMRs. Each of these SMRs can be considered as an aforementioned sub-system in section “Ontology-based M-capability of a single-SMR manufacturing system,” which inherits all the properties, characteristics, and even process-related M-capabilities. They work together to provide manufacturing services and fulfill outsourced manufacturing tasks. Moreover, different from single-SMR manufacturing systems, which mainly deal with outsourced tasks related to machining processes, a multi-SMR manufacturing system prefers to handle demands related to producing parts or finished products. Therefore, multi-SMR manufacturing systems can take charge of a series of machining processes, creating topological features and producing parts at last.
Obviously, manufacturing feature is a key concept in manufacturing demand domain that connects directly to M-capability. Similarly, the “machining feature” folded in Figure 1 can also be fully subdivided, forming a partial ontology model (Figure 4). It contains the inherent properties and the required performances (input and output parameters) too. Apparently, this partial ontology can be connected to Figure 1 easily.
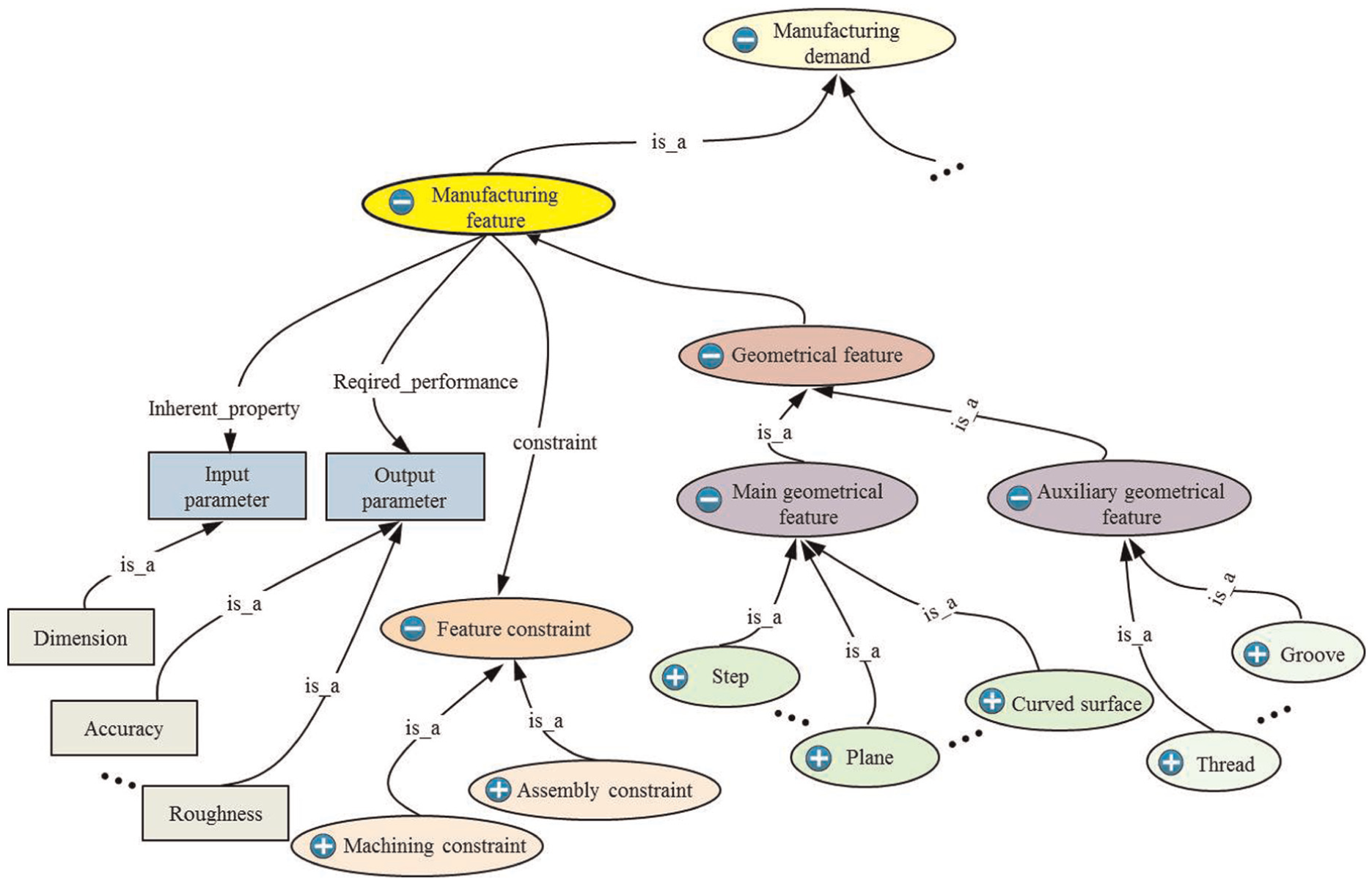
A partial ontology model about manufacturing feature.
Figure 5 reveals the evaluating procedures of the M-capability of a multi-SMR manufacturing system. First, when receiving the part’s computer-aided design (CAD) model of a demand, process planning should be implemented based on computer-aided process planning (CAPP) system, turning out the extracted machining features’ sequence. Considering each feature as a sub-demand, then, the match procedures proposed in section “Ontology-based M-capability of a single-SMR manufacturing system” can come in handy. When and only when all the sub-demands are matched, we can jump to a conclusion that the M-capability of the multi-SMR manufacturing system is competent to the demand.
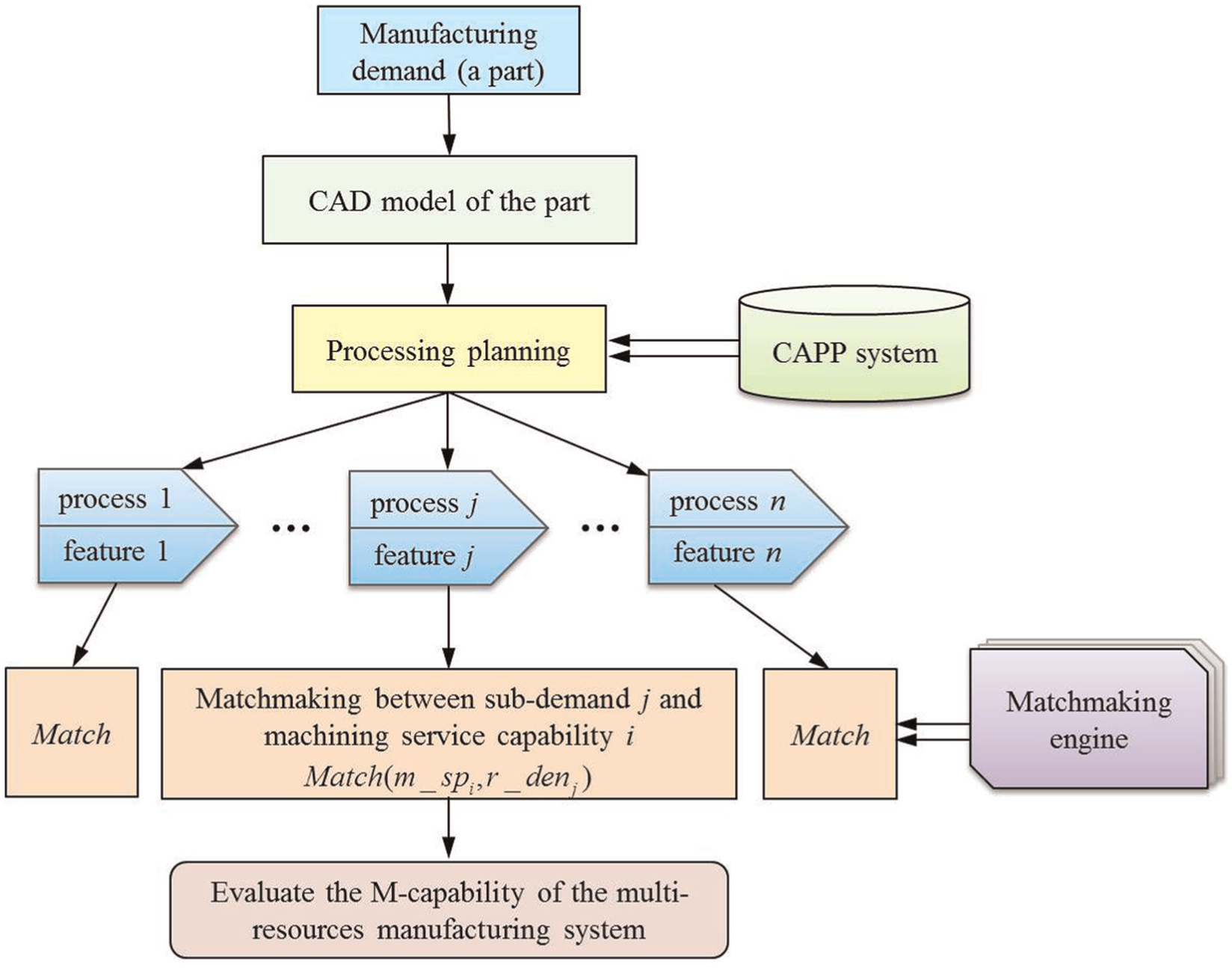
Work flow to evaluate the M-capability for a multi-SMR manufacturing system.
Definition 3
M-capability of a multi-SMR manufacturing system is defined as a set of machining service chains comprising a series of strictly ordered sub-services, and every service chain can be provided as an integrated machining service to satisfy customers’ part machining demands. The sub-services are inherited from its inner SMRs. The sequence of a service chain is strictly ordered according to the process planning of the corresponding demand.
Assume there are
where
Estimation of P-capability
In this section, P-capability determines whether a manufacturing system is competent to a demand with batches and divisions of process or parts within a prescribed delivery time constraint.
Rough set–based propagation neural network–based P-capability of a single-SMR manufacturing system
Definition and analysis
Definition 4
P-capability of a single-SMR manufacturing system is the ability that it can produce a certain amount of same features/processes in a time unit. A core of calculating how many features a single-SMR manufacturing system can produce in a time unit is to measure how much time it takes when machining just one feature. Therefore, the P-capability evaluation model can be imaged as when inputting feature name, size, and other influencing factors, it will output the wanted machining time. Here, a rough set–based propagation neural network (RS-NN) algorithm is proposed for this issue. Because P-capability is likely to be affected by a number of identifiable factors, 49 RS is employed for filtering non-core factors, simplifying training samples and extracting concise rules so as to build an NN model subsequently, which can generate the needed results. In some sense, RS is treated as a preprocess for the NN. The work flow of the RS-NN is shown in Figure 6.
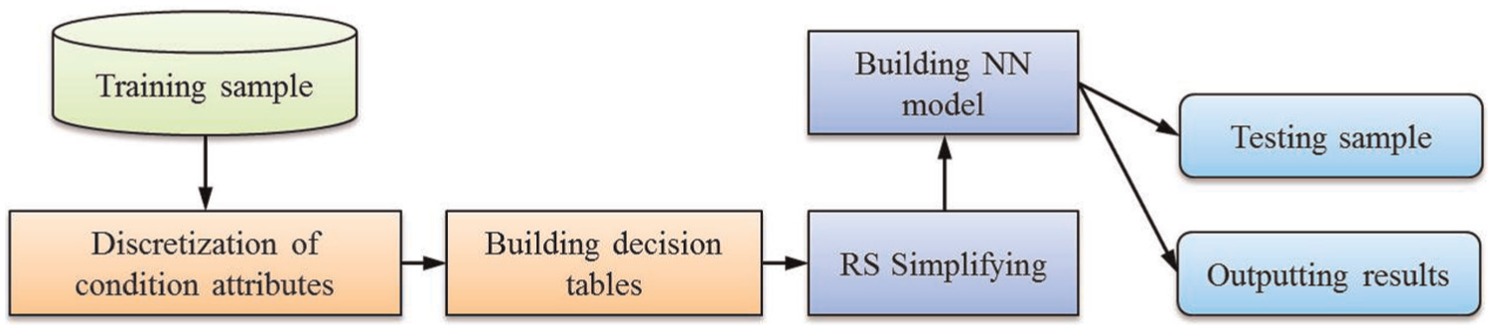
Work flow of the RS-NN model.
RS-based preprocess
Actually, there are some internal and indiscernible relationships among the aforementioned factors that may be related to P-capability. The changes in some factors will directly or indirectly affect the others, leading to a completely different result of P-capability. Normally, all these factors should be considered as inputs. Then the RS model can reduce the inessential factors and build up a simplified NN model. In order to apply RS theory, several steps should be followed:
Step 1: building up the decision-table information system. It is used for knowledge expression in RS, denoted with

where
Step 2: discretization of condition attributes. It aims at discretizing the continuous attributes in the condition attribute set

where
It must be pointed out that the smaller the value
Step 3: attribute reduction. It aims at reducing the inessential attributes of the decision-table without changing the knowledge representation of the initial information system. In other words, attribute reduction needs to delete redundant objects (samples), repetitive attributes, deal with incompatible objects, and deal with incompatible samples, and so on, without losing any information. Therefore, an information entropy–based algorithm is proposed and applied here, the running process of which is shown in Figure 7.
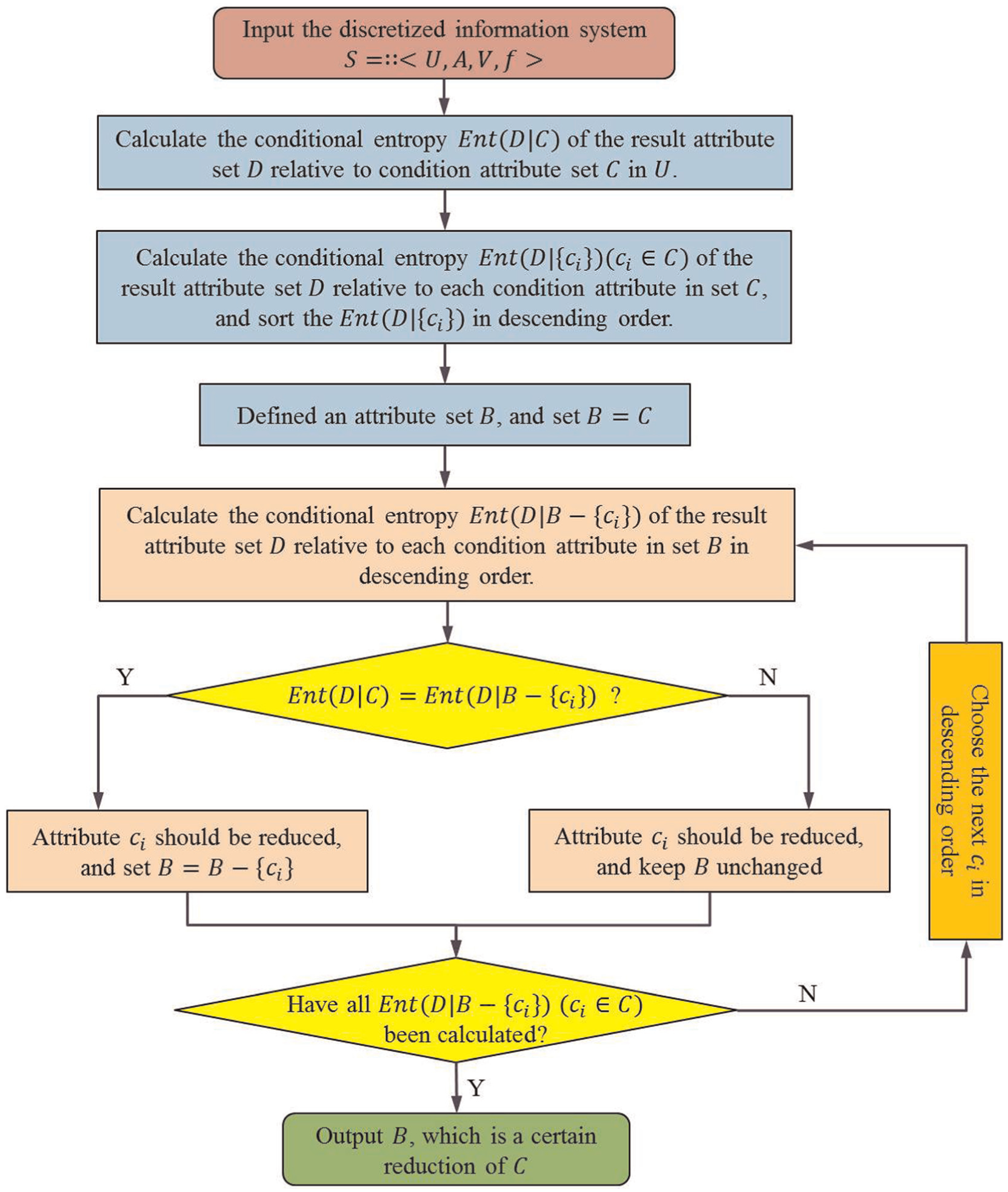
Work flow of the attribute reduction in RS.
NN-based P-capability evaluation
When the decision-table is processed with the aforementioned steps, the most refined rules remain. According to the number of the reduced condition attributes (influence factors) by RS, the input notes of the NN model are determined. Actually, there is a one-to-one correlation between condition attributes and the input notes. A four-layer NN model is chosen in this article as shown in Figure 8, including input layer, membership function layer, reasoning layer, and output layer 51 :
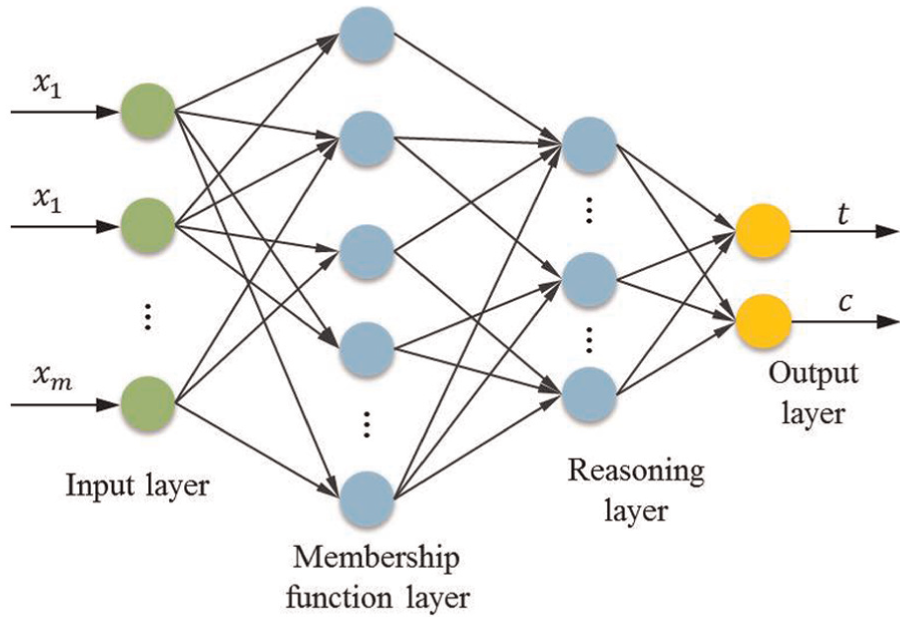
A four-layer NN model.
Input layer. The input of the NN is an m-domain vector
Membership function layer. Divide the ith input parameter into

where
Reasoning layer. Every note in this layer stands for a rule obtained by the RS model. Assume there are

Output layer. It is also called defuzzification layer. Every note in this layer represents an output variable. There are two outputs in the NN model, that is, the time and cost of machining a feature/process. The former represents the P-capability, and the latter will be utilized in the next section. Furthermore, when setting the initial weights, the outputs can be calculated as

where
In this article, a self-learning method without teacher is applied for training the NN model, wherein there are no error functions. And when the training samples are input into the NN, the weight of every network weight is adjusted automatically according to the predetermined rules. When all weights are determined after training, the trained NN can function. The learning rule of the weight can be calculated according to the following formula

where
Particle swarm optimization–based P-capability of multi-SMR manufacturing systems
Modeling
Definition 5
P-capability of a multi-SMR manufacturing system is the ability to produce a batch of same parts of a manufacturing demand within the required delivery time and acceptable cost/price.
This article considered it as a simple production scheduling problem. First, assume there are
where
Actually, a multi-SMR manufacturing system always deals with manufacturing orders with certain amount of parts. Suppose the total amount of parts is
The required delivery time is
where
In addition, not all the
where
Particle swarm optimization–based solution
Encoding and fitness function
Encoding is of great important to particle swarm optimization (PSO) because it directly determines the complexity and convergence efficiency of the algorithm. A sequential encoding method is applied in this article. Two l-domain
For instance, there is a simple case with six SMRs and three sub-tasks. Each sub-task has 10 same parts, and every part has three processes. The machining time matrix of the six SMRs is shown in Table 1. Thus, Table 2 reveals the encoded particle of a feasible solution. Therefore, the SMR-based vector can be represented as another form like

which means that process 2 of sub-task 1 is assigned to SMR 3, and this process will be complete second in SMR 2. In the same way, the fifth column in Table 2 can be represented as

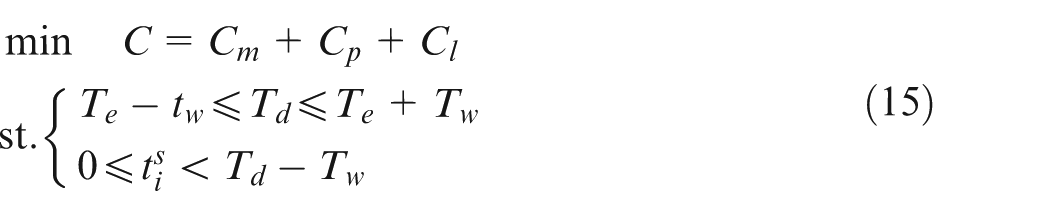
which means that process 2 of sub-task 2 is assigned to SMR 4, and this process will complete first in SMR 4. Then, referring to Table 1, the corresponding executing time of the above two processes can be found, that is, 7 and 10, respectively. Therefore, the Gantt chart of the feasible solution in Table 2 can be drawn and shown in Figure 9. It must be pointed out that some constraints should be complied with, such as process constraints of a sub-task and executing sequential constraints of an SMR, when arranging meaningful bars to SMRs in the Gantt chart.
MSC and PSC of the six SMRs in the example.

SMR: socialized manufacturing resource.
Two vectors of a feasible solution.

Gantt chart of the feasible solution shown in the example.
In addition, a cost-based fitness function is applied, the same as the objective function in equation (15).
Updating functions and work flow
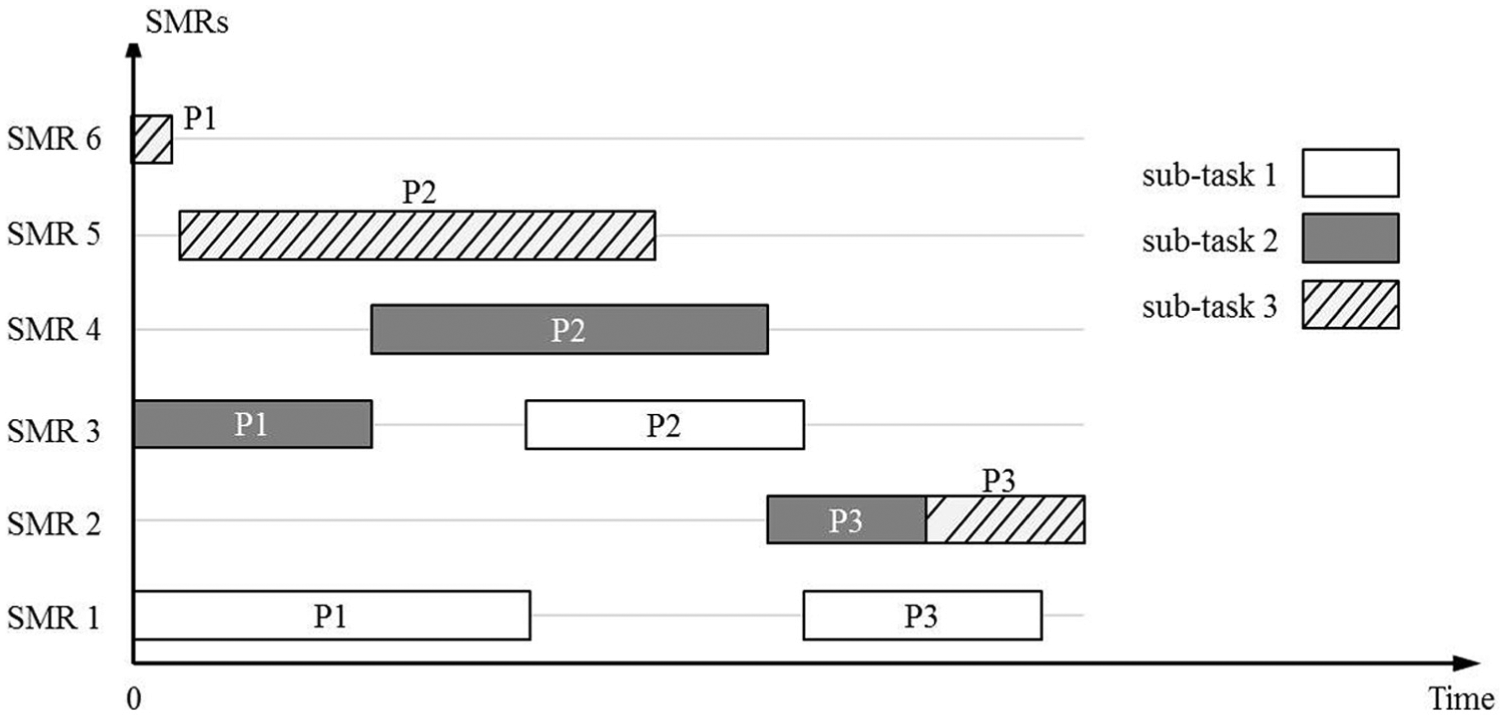
The updating functions are used to update the current position and flying speed of a particle during iteration as follows


where
Work flow of the proposed PSO algorithm.
A demonstrative case study
Case scenario
Based on the above models and methods, a prototype system of a social manufacturing platform (uncompleted) with partial function is developed through Java and Spring–Struts–Hibernate (SSH) framework. Dozens of hypothetical SMMEs are chosen and registered in the system to simulate distributed service providers and demanders, respectively. Taking a typical SMME with 27 SMRs (a service provider) for example, all the SMRs make up a multi-SMR manufacturing system to provide manufacturing services. Detailed information of the SMRs is listed in Table 3.
Detailed SMR information of the service provider.
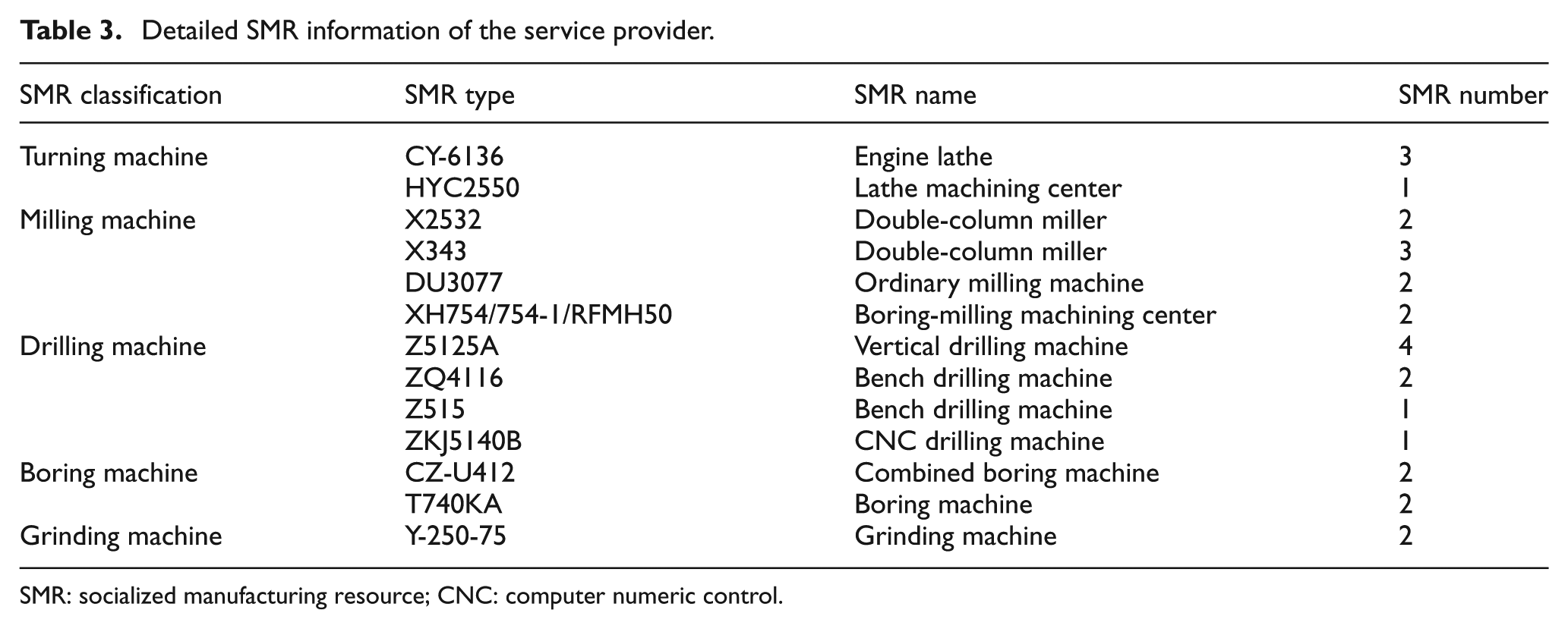
SMR: socialized manufacturing resource; CNC: computer numeric control.
As mentioned above, these SMRs should be registered into the platform first through a series of ontology-based description templates. Figure 11 shows using the template to register the double-column miller X343 in Table 3. The right column reveals the ontology model of M-capability. The center column shows the basic property domain, performance domain property, and constraints of the selected machining service “semi-finish milling.” Furthermore, this inputted information is automatically transformed into Semantic Web description, which is shown in the right column.
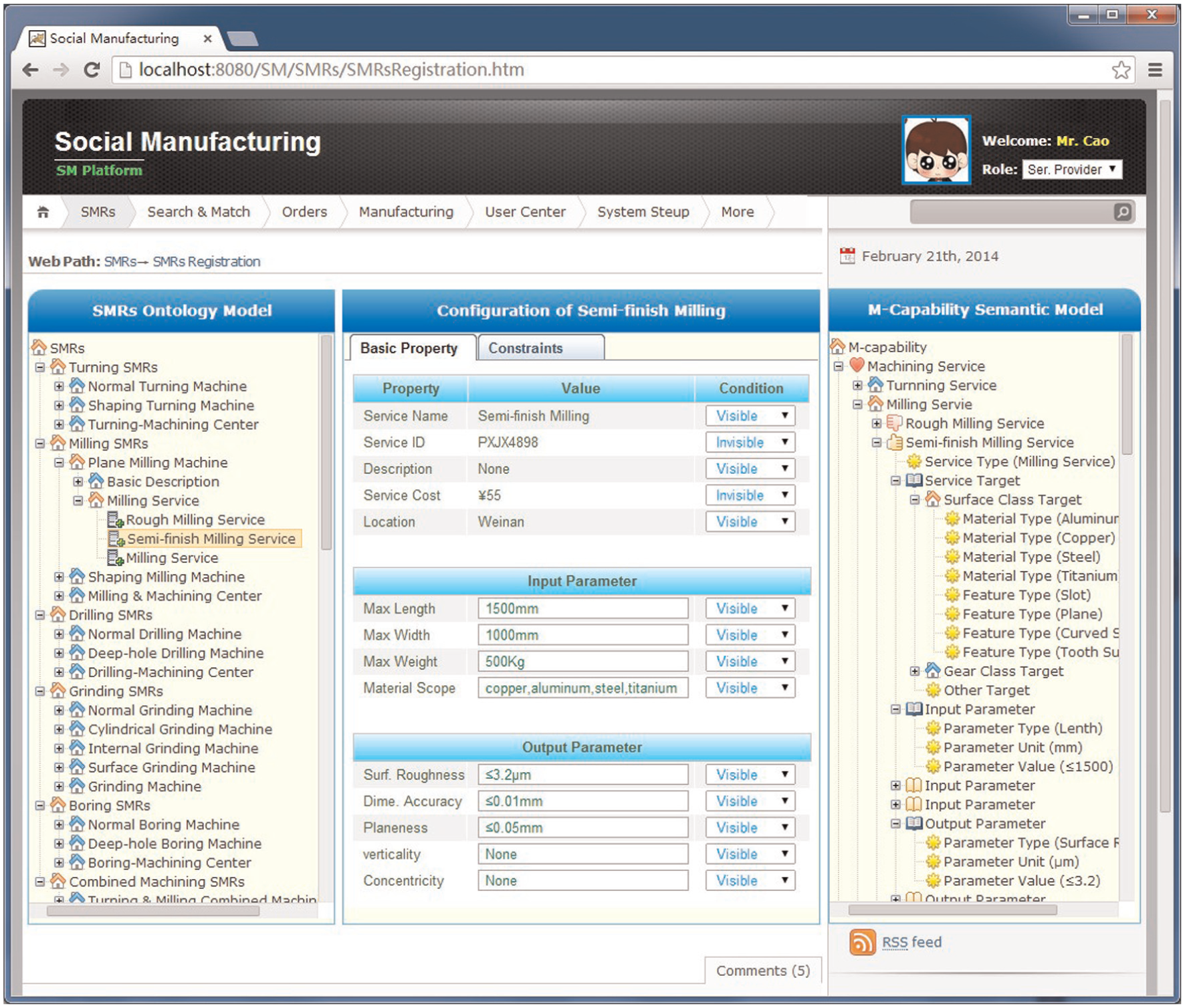
Ontology-based SMR registration.
On the other hand, a hypothetical manufacturer of air compressors is considered as a service demander in this case study. It intends to outsource a manufacturing task of 500 cylinder crankcases of a certain type of compressors. The engineering drawing of the crankcase is shown in Figure 12. The process planning of this crankcase output by CAPP is partially listed in Table 4.
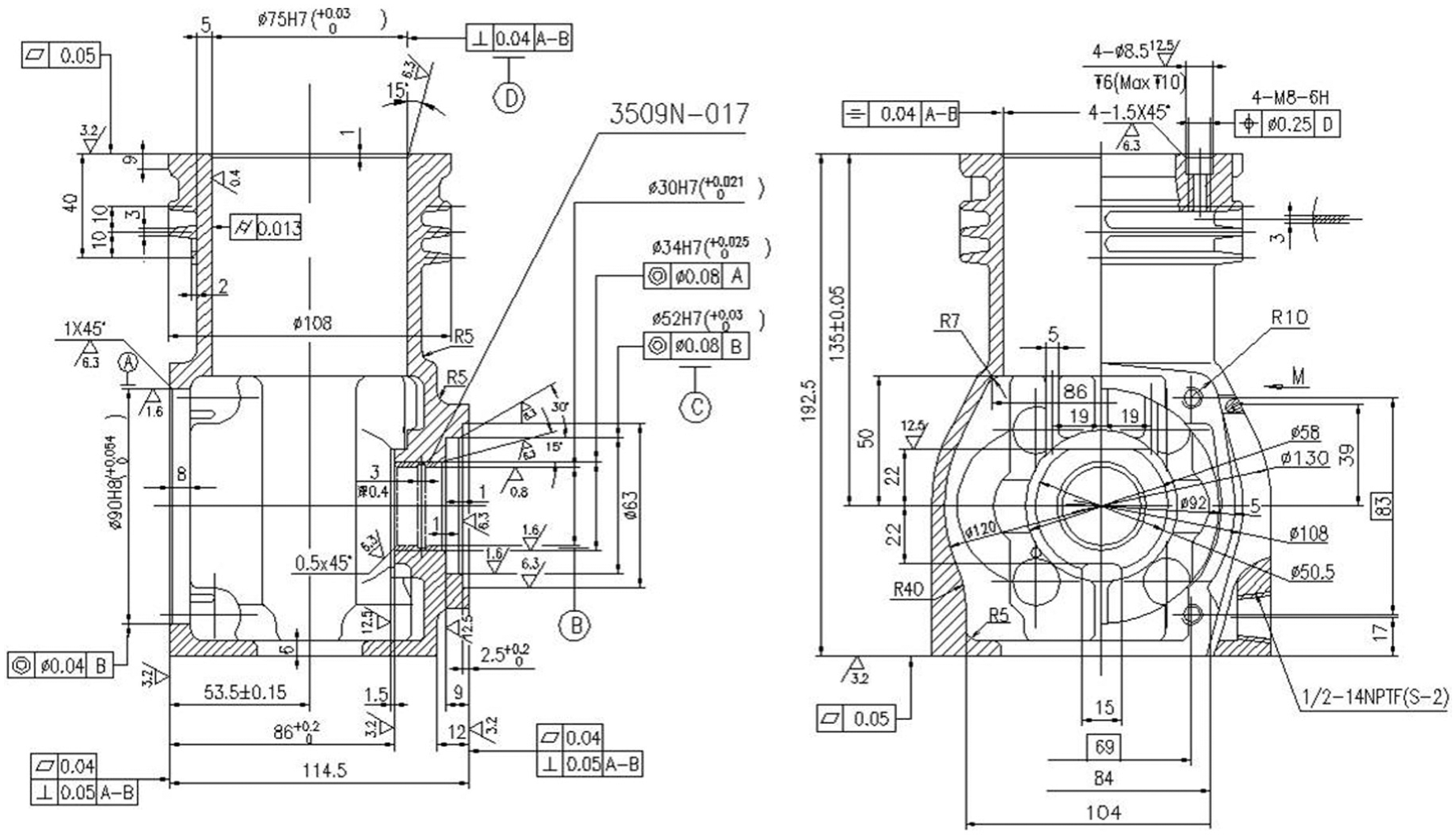
Engineering drawing of the crankcase.
Process planning of the crankcase from CAPP.
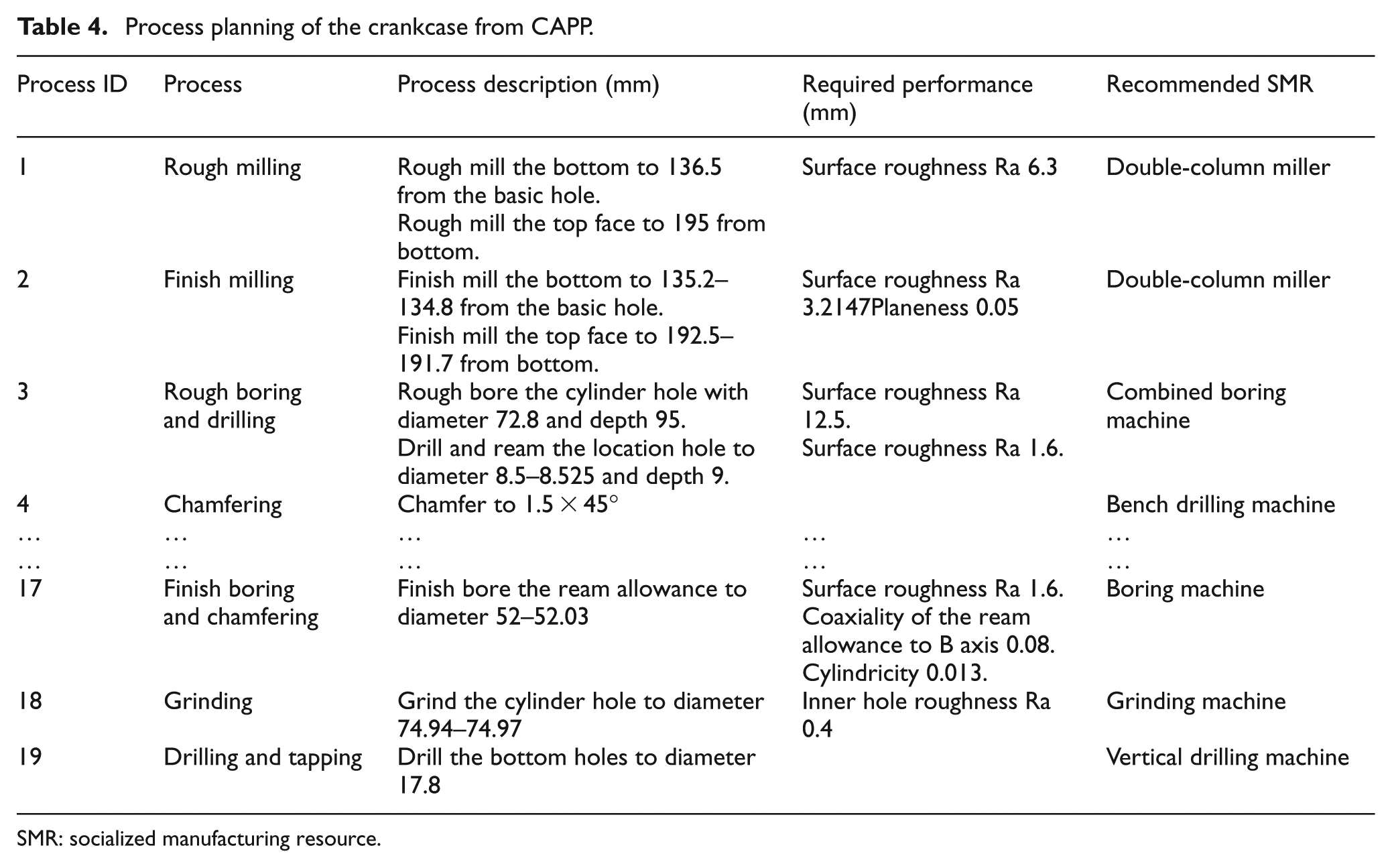
SMR: socialized manufacturing resource.
Taking the above two SMMEs as a manufacturing service provider and a demander, the target of this case study is to evaluate the demand-based MSC of the manufacturing system, or in other words, to judge whether the multi-SMR system of the service provider can meet the requirements of the demander in the prototype social manufacturing platform. The work flow of the case study is shown in Figure 13. Four sub-capabilities implied in the figure need to be evaluated, that is, the M-capabilities of a single-SMR and the multi-SMR system, and the P-capabilities of a single-SMR and the multi-SMR system.
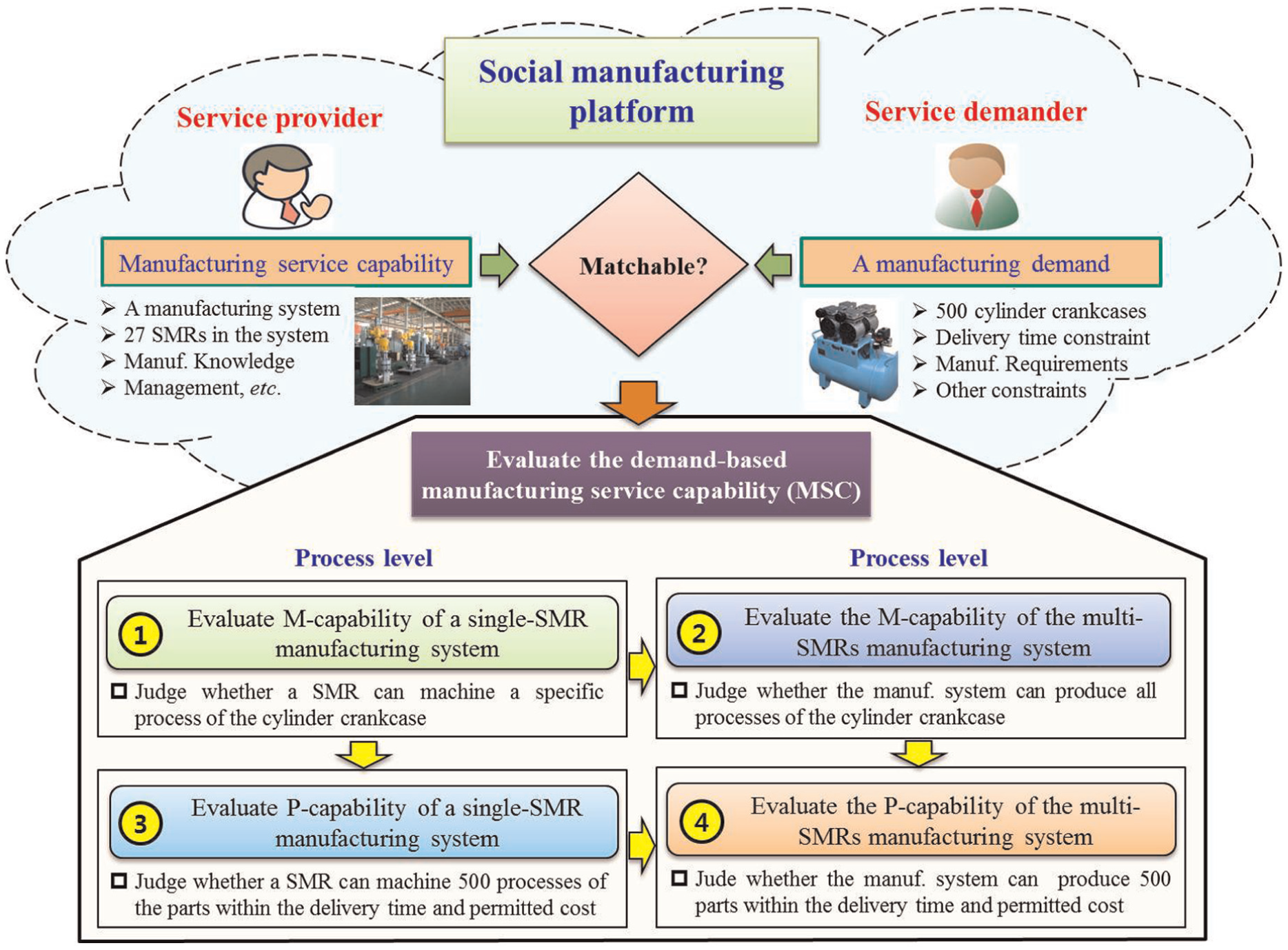
Work flow of the case study.
Evaluation of M-capability
It can be seen from Table 4 that there are 19 processes. In order to search and match a capable service provider for a manufacturing task, every process should be considered as a process machining demand. Taking process 2 “Finish mill the bottom and top face” in Table 4 as an example, it can be described as the following demand:
Service type: finish milling.
Machining feature: plane.
Input parameter: the machining dimension is
Output parameter: surface roughness
By analyzing the machining demand of this process, searching and matching in the SMR pool according to Figure 3, the system at last found the double-column miller X343 in Table 3 of this service provider (actually, other capable SMRs can also be found. Here, we just take X343 as an example). Specifically, the following machining service of X343 is found out:
Service type: finish milling service.
Machining feature: plane, hook face, groove, tooth, and so on.
Input parameter: maximum dimension scope
Output parameter: IF the machining dimension is smaller than
Obviously, the M-capability of X343 can satisfy the above machining demand. Similarly, other processes of the crankcase in Table 4 can also be matched with other SMRs of this service provider. It means that the multi-SMR manufacturing system has the M-capability to satisfy the demand of the crankcase machining order.
Evaluation of P-capability of a single-SMR manufacturing system
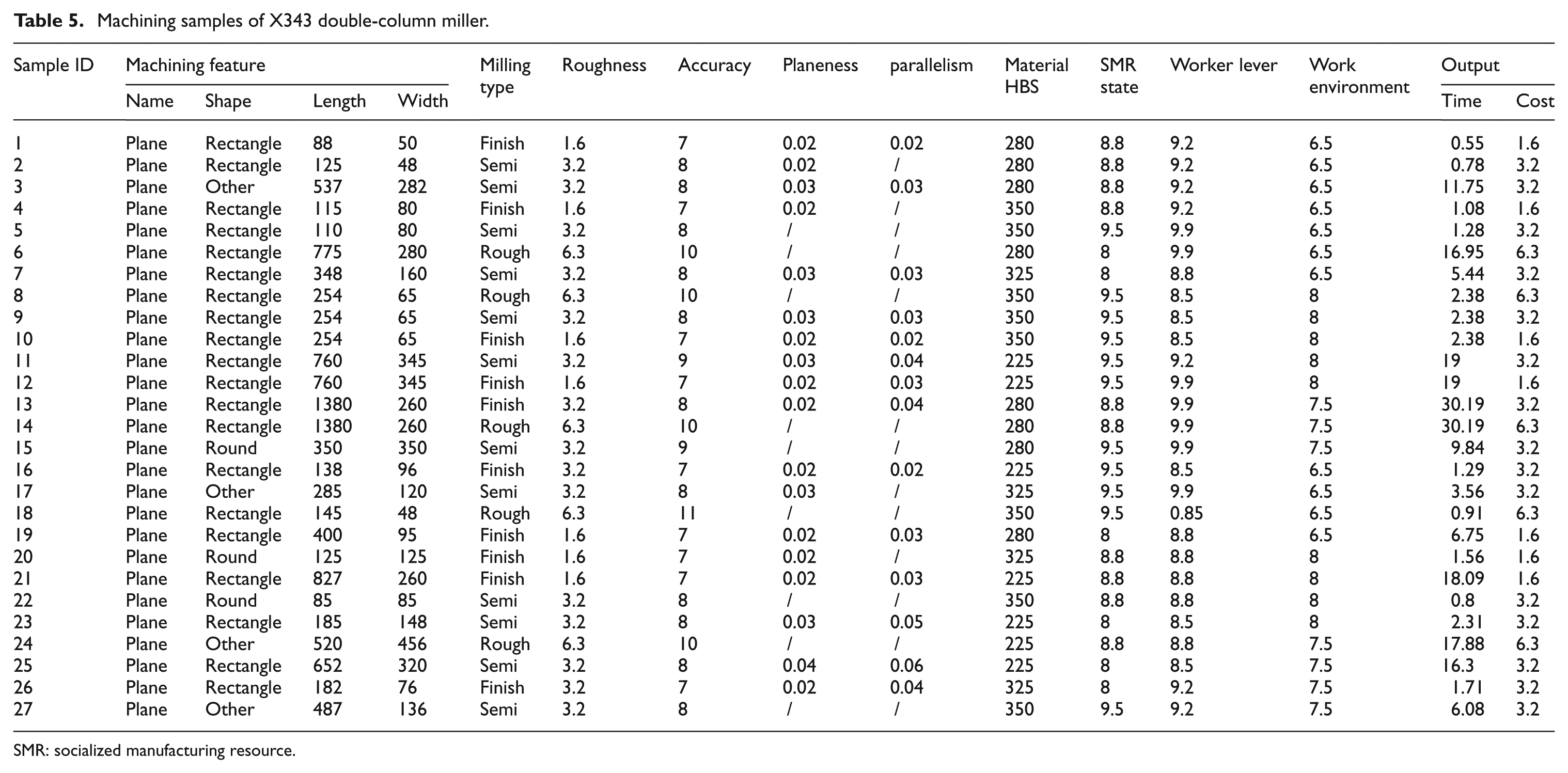
First, the P-capability of every SMR in the multi-SMR manufacturing system is evaluated. Here, X343 is still taken as an example. By investigating the corresponding actual SMME for a long time, a large machining sample set of X343 is obtained. But limited by the length of this article, here, only 27 samples dealing with plane are selected and listed in Table 5. Furthermore, an RS-NN model is established to estimate the P-capability of X343 (specifically, the machining time and cost of process 2).
Machining samples of X343 double-column miller.
SMR: socialized manufacturing resource.
Divide these 27 samples into two parts, wherein the first 15 samples are regarded as training samples and the last 12 samples are treated as testing samples. Before establishing the NN model, the training samples should be preprocessed through RS according to section “RS-based preprocess.”
Step 1: build up the information system
Step 2: discretize the condition attributes using information entropy technology.
Step 3: reduce the attributes. The result of RS shows that five attributes such as feature length, width, milling type, material HBS, and worker lever have great influence on the decision attributes for X343 machining plane. Therefore, other insignificant attributes can be removed. There are no redundant samples and incompatible samples in the 15 training samples.
Step 4: establish NN model, train it, and calculate P-capability. According to the results of RS, an NN model is established that has 5 notes in the input layer, 20 notes in the membership function layer, 10 notes in the reasoning layer, and 2 notes in the output layer. First, the first 15 samples after attribute reduction are used to train the NN model. The learning rate and expected error are both set as 0.01, and the result of NN is shown in Figure 14. It can be found that the NN algorithm converged at about 835 times iteration. Then the last 12 samples are used to test the established NN. The result reveals that it has an acceptable performance. Finally, through the trained NN model of X343, its machining time and cost of process 2 in Table 4 can be obtained, namely, 3.26 min and ¥2.92, respectively.
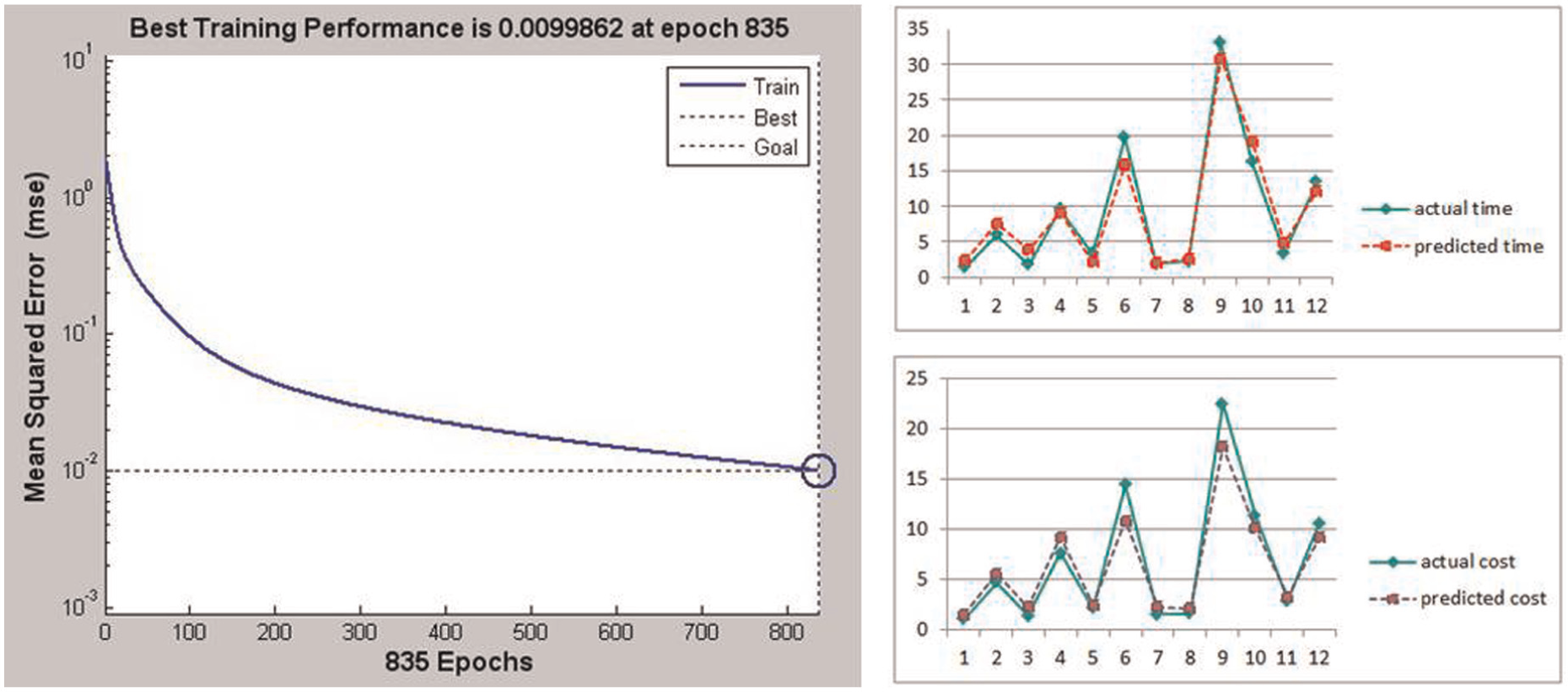
Training and testing results of the NN model.
Evaluation of P-capability of a multi-SMR manufacturing system
As mentioned above, the aforementioned multi-SMR manufacturing system has the M-capability to satisfy the demand of the crankcase machining. More specifically, the first four turning machines are irrelevant to this demand, and only the remaining 23 SMRs involve in the production. Therefore, when these 23 SMRs are numbered, their RS-NN models are established, respectively, to predict their machining time and cost about the 19 processes in Table 4. Then the machining time matrix
Machining time matrix
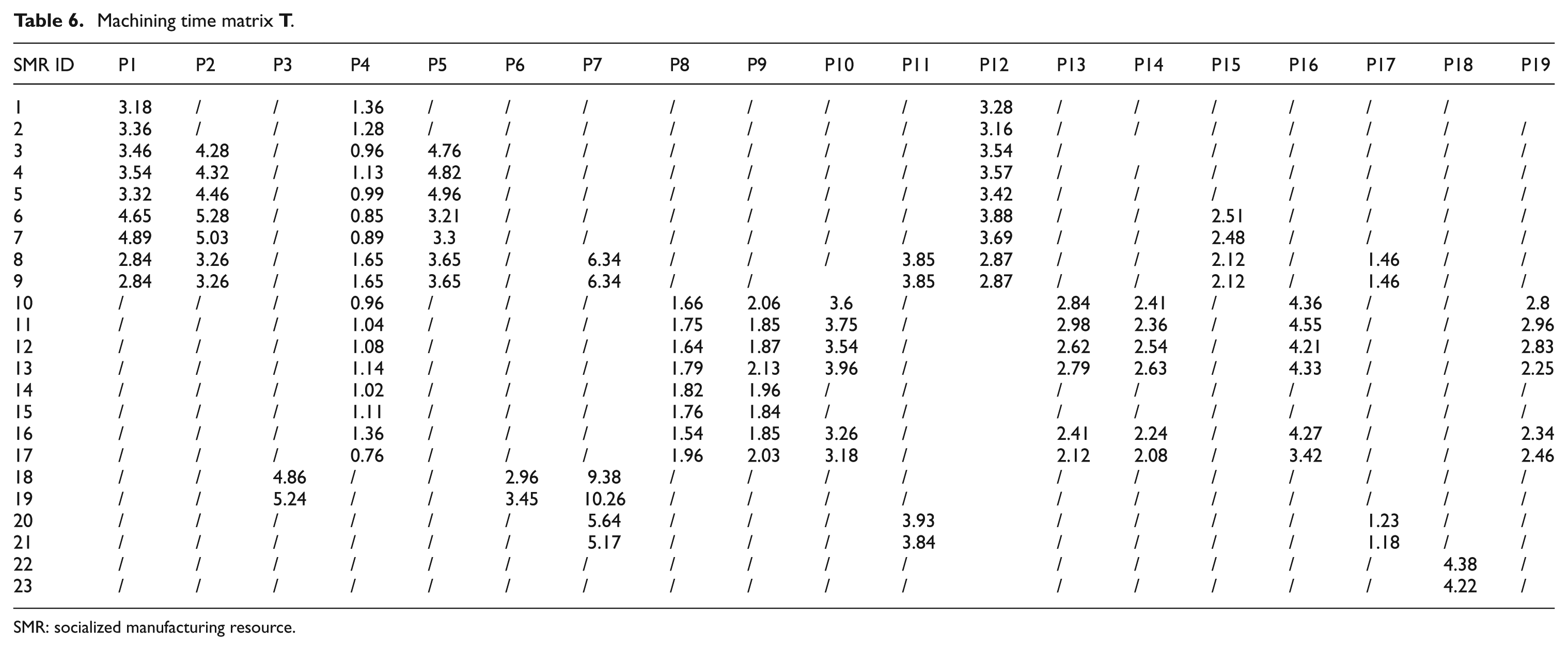
SMR: socialized manufacturing resource.
According to section “Particle swarm optimization–based P-capability of multi-SMR manufacturing systems,” here, the manufacturing task of 500 crankcases is divided into 10 batches (10 tasks from T1 to T10 as shown in Figure 15). Each task has 50 same parts with 19 processes. Furthermore, the related parameters are set in Table 7. Then the PSO-based P-capability evaluation model can be established. The aforementioned sequential encoding method is employed, forming a 380 domain solution space. The particle inertial coefficient
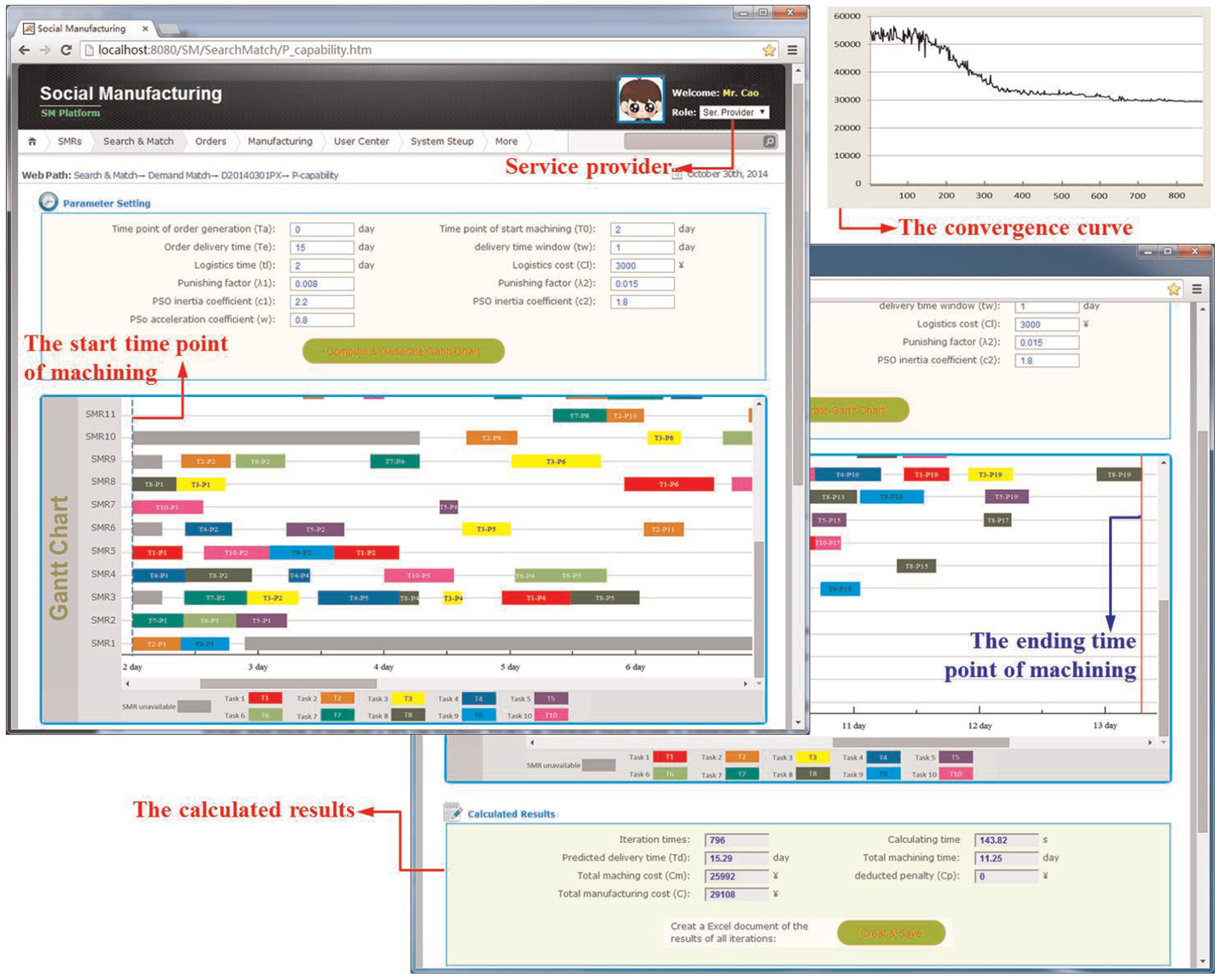
Results and Gantt chart worked out by PSO.
Related parameters involved in the PSO algorithm.

After iterating for 796 times and about 2.40 min, the PSO algorithm worked out its optimal solution. The results are shown in the form of a Gantt chart in Figure 15. It can be found that the total production time (from order creation to delivery) is 15.25 days, which is within the constraint of delivery window (14–16 days). It means that the multi-SMR manufacturing system of the 27 SMRs has the P-capability to satisfy the manufacturing demand. Meanwhile, the corresponding total cost can also be calculated, that is, ¥29,108.
Discussion
It can be seen from the case study that the four steps (four models actually) proposed in this article for measuring the MSC of a manufacturing system in social manufacturing environment are logical. Specifically, the outputs of the prior step are the inputs of the following one.
This article divides the MSC into two parts, namely, machining service capability (M-capability) and production service capability (P-capability). For the M-capability, it reveals what kinds of products a manufacturing system can machine. First, an ontology-based model is established, which not only can evaluate the M-capability of a single-SMR manufacturing system but also provide structured templates for SMR registration (as Figure 11) in social manufacturing system. The information (semantic info.) of the registered SMRs through these templates can be well organized and efficiently utilized. As mentioned in section “Rough set–based propagation neural network–based P-capability of a single-SMR manufacturing system,” this model is inspired by the literature 30 and partially inherited from it too; however, it has a bigger improvement in this article. The method proposed by Cai et al. seems to pay more attention on the similarity calculation and obtain a similarity value. But differently, the M-capability model here mainly focuses on the judgement flow and rules of whether an M-capability of single-SMR manufacturing system meets a manufacturing demand. Furthermore, this model is also used as the foundation of the following M-capability model of multiple SMR manufacturing systems.
As for the P-capability, it is another crucial assessment index besides M-capability for decision making when selecting partners. It is used to evaluate whether a manufacturing system can finish the manufacturing order in the required delivery time. But the existing methods in the literature at present do not take this aspect into consideration. Therefore, this article explores two methods for measuring the P-capability of different manufacturing systems, respectively. First, an RS-NN-based P-capability model is established for a single-SMR manufacturing system, wherein RS is employed for filtering non-core factors, simplifying training samples so as to build the NN model subsequently, and NN is used to calculate the results (process machining time and cost). From Figure 14, it can be seen that the RS-NN model is relatively accurate and the results turn out to be acceptable. But due to the space limitations, the samples listed in Table 5 are just related to “machining plane.” In fact, the samples of all capable machining features should be collected to establish a comprehensive NN model. Theoretically, abundant samples can make the comprehensive model accurate enough. In addition, the RS-NN only needs to be trained once and can be utilized for a long time.
Second, a PSO-based P-capability model is proposed for multiple SMR manufacturing systems. It is considered as a dynamic scheduling problem and a PSO algorithm is employed to solve it. But it seems that the processing time of the PSO algorithm is too long (2.40 min) for a web-based match. This is because the 500 parts (cylinder crankcases) are divided into 10 batches which have 19 processes, leading to a fairly large searching space (a 380 domain solution space) of the PSO and making the convergence time-consuming. In addition, from the case study, it can be found that the four steps in the case are considered from the service provider’s perspective. Specifically, when a service provider finds a registered manufacturing demand in the social manufacturing system, he can employ these four steps as evaluation criterions. Although the last step might take a little bit long time, it is acceptable because the results (Gantt chart) can directly guide its latter production if he gets the manufacturing order. However, the PSO algorithm still needs to be improved to enhance efficiency in future works.
When reconsidering the four steps from the service demander’s perspective, similar to the funnel model shown in Figure 3 in section “Semantic Web–based matching for evaluating M-capability,” they can also be used as an integrated searching and matching strategy for a manufacturing demand. When all the registered manufacturing systems in the SMR pool of social manufacturing platform are checked by the four steps one by one according to the demand, a lot of incapable manufacturing systems are filtered out, retaining the ones that meet the demand. It seems to be a perfectly logical and reasonable solution for demanders; however, some improvement should be executed too because the processing time of the PSO is too long and unacceptable. In addition, most of the results figured out by PSO are not imperative for a service demander, such as Gantt chart. What a demander really cares is whether the MSC of a service provider can satisfy his manufacturing demand. So some simplified methods or algorithms can be used here to replace the PSO. In that way, we might achieve an incredible enhancement of efficiency at the cost of losing a little bit allowable accuracy. It should also be thought over in the future works.
Conclusion
Manufacturers compete in a complex and uncertain social manufacturing environment with growing global competition, changing markets, and increasing levels of manufacturing technology. Order winning hinges mostly on their customer and demand-oriented MSC rather than the traditional factors such as relationships and distances because the cooperation relationships in social manufacturing are dynamic and the dropping logistics cost sharply narrows the distance. In this situation, an MSC-EM is proposed in this article for the decision making of choosing partners through a networked social manufacturing platform.
The proposed MSC-EM is divided into two sub-models, that is, an M-capability model explaining what kinds of manufacturing service a manufacturing system can provide and a P-capability model estimating how many manufacturing service the manufacturing system can produce in a certain time period and how much it will cost. Besides, each of the two sub-models is considered from both single-SMR and multi-SMR manufacturing systems’ perspectives. A single-SMR manufacturing system mainly deals with process/feature machining tasks, while a multiple SMR manufacturing system prefers tasks related to part manufacturing. First, an ontology and Semantic Web–based model is established for estimating the M-capability of a single-SMR manufacturing system, and further extended to multiple SMR manufacturing systems. Then, an RS-NN-based P-capability evaluation is proposed for single-SMR manufacturing systems, the results of which are, respectively, the processing time and cost of machining a process. Afterward, these results are further utilized as the input of the latter PSO-based P-capability estimation model for multi-SMR manufacturing systems. Finally, a typical case is fully studied to illustrate the feasibility of the proposed methods and models.
The proposed methods can help service providers to register their SMRs and evaluate their MSC for a specific manufacturing demand. Besides, it can also support service demanders for their searching and matching. Although there are some deficiencies about the proposed methods, the overall train of thought is feasible.
Further research in this area will include the improvement of the PSO algorithm to increase its efficiency for service providers and the exploration of a new lightweight algorithm to replace it for service demanders. In addition, only 27 samples are selected in the case study. So many more experiments and on-site investigations are still needed for obtaining more real machining data and establishing a more accurately RS-NN model.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflct of interest.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Key Technology R&D Program in the 12th Five-Year Plan (2012BAH08F06 and 2012BAF12B15).