
Abstract
Under the circumstance of servitization in industry, the increasing service demands of manufacturing processes promote more service-oriented collaborations. Many small and medium enterprises start to provide professional manufacturing services for the product manufacturers, but the disorganization of these distributed enterprises has obstructed the collaboration decision making and led them to inferior positions when bargaining with the core product manufacturers. In this article, a new networked manufacturing mode called social manufacturing is proposed to solve this problem. Its concept and implementary architecture are discussed. Furthermore, a social manufacturing-oriented enterprise relationship network is built to well organize plenty of distributed enterprises. The topology model of the proposed social manufacturing-oriented enterprise relationship network is discussed, and an improved clustering algorithm is proposed to implement the clustering of enterprises based on the enterprise similarity, which would aggregate enterprises into horizontal manufacturing communities for improving their bargaining power, collaborating efficiently and analyzing the manufacturing service industry from a macro view. The core product manufacturers negotiate to select proper enterprises from different horizontal manufacturing communities to form an e-production chain where all the enterprises collaborate to complete the product manufacturing tasks with higher efficiency and minor cost. Moreover, the topological and physical characteristics of social manufacturing-oriented enterprise relationship network are discussed to analyze the enterprise collaborations from a micro view. Finally, an exemplary case is studied to verify the proposed model. It is expected that our work would be beneficial to the research of enterprise organizing and socialized manufacturing resources configuration under social manufacturing environment.
Keywords
Introduction
In light of today’s global distributed manufacturing industries, outsourced manufacturing services (OMS) are appearing to be increasing, and explosive, small and medium service-oriented enterprises (SMSEs) with socialized manufacturing resources (SMRs) and techniques are flourishing to provide manufacturing services. 1 Meanwhile, for core product manufacturers, the values and return on investment (ROI) of some manufacturing processes become narrow. To reduce their operation cost and improve their profits, they tend to outsource the low added-value tasks and then focus on their core competencies on the front-end product design innovation and back-end after-sale service quality improvement, which are the high profit parts of the value chain. Therefore, the traditional giant product manufacturers are becoming dumbbell shaped. They build transient outsourcing relationships with SMSEs. Thus, the manufacturing activities of a product are not limited only to the core product manufacturers but also include multiple SMSEs, forming a product-oriented production chain. Unfortunately, limited by the lack of an effective service platform that integrates SMRs and shares machining information and capabilities through a sophisticated trust mechanism, 2 the overwhelming majority of manufacturing enterprises are suffering from the dilemma that only manufacturing services provided by few dependable partners in the same area can be obtained without trembling. 3 In this context, a new service-oriented manufacturing mode called social manufacturing4–7 is brought into being and becoming increasingly attractive. It integrates and virtualizes plenty of SMRs, aggregates SMSEs into manufacturing communities (MCs) by recommendation and self-organization to provide manufacturing services and promotes intelligent business and all-around order management by using social networking tools. For example, Kenandy 8 has built a social platform for cloud-based social manufacturing management and collaboration, integrating globally distributed companies to work together to produce a product. And in many online technical crowdsourcing communities like InnoCentive, 9 companies even individuals could undertake the outsourcing tasks freely. Communities of this kind organize social technical resources to accomplish a product design or manufacturing task. The difference between social manufacturing and other advanced manufacturing modes is that under social manufacturing mode, SMRs could be efficiently and balanced utilized, SMSEs own higher bargaining powers through MCs organizing when providing manufacturing services and enterprises can collaborate sufficiently via social networking tools, which could also enhance the analysis of big data and unstructured knowledge arisen by interoperability of SMSEs.
To achieve this goal, massive SMSEs need to be well organized to find the optimal one for outsourced manufacturing tasks. Furthermore, different kinds of SMSEs take active part in the overall production activities to realize higher quality, lower cost and make fast reacts to the dynamic market. Actually, some geographically agglomerated SMSEs have already composed local communities in the real production chain,10,11 providing unified manufacturing services to promote collaborations and improve common profits, like industry associations in Yangtze River Delta of China. Enterprises in these communities form long-term and relatively stable collaboration relationships with the core product manufacturers, which do not vanish when the tasks have terminated. However, these enterprises in industry associations are always in inferior positions. They do not own the higher bargaining power and are always dominated by the core product manufacturers unconditionally. Another example is the injection molding communities in Dongguan, China, where different kinds of mobile phone cases and other plastic products are made for customized requirements; enterprises maintain relatively stable cooperation with others in the community but establish transient collaborations with their customers. It unfolds a rudiment of enterprise organizing structure under social manufacturing environment. The enterprises could be geographically agglomerated or not (actually all distributed in the Internet). Their manufacturing service capabilities are encapsulated, and they gather around to form MCs to enlarge their core competencies and bargaining powers. The enterprise organization mode has turned to a networked and visualized one.
In this article, a new networked manufacturing (NM) mode called social manufacturing is proposed. The relevant definitions, implementary architecture and enterprise organizing are discussed further. After this, a two-level social manufacturing-oriented enterprise relationship network (SMERN) is proposed to facilitate the organizing of SMSEs. Based on the complex network theory, SMERN is a theoretical model where enterprises are abstracted as network nodes and the relationships between enterprises are abstracted as network edges. The generation rule and formal description of the SMERN are defined based on ontology and relation algebra. Furthermore, an enterprise classification model together with the improved clustering algorithm is proposed to aggregate enterprises into MCs for initial recommendation. On the basis of this, the topological and physical characteristics of SMERN are discussed to discover the features of enterprise organizing and enterprise collaborations.
The rest of this article is organized as follows: After a brief review about the advanced manufacturing mode, enterprise network, network clustering and analysis in section “Literature review,” the social manufacturing mode and the corresponding enterprise organizing method are discussed in section “Social manufacturing clarification.” In section “SMERN,” the modeling of SMERN and the enterprise classification model is discussed. Besides, several characteristics of SMERN are discussed in this section. Section “An example” gives an example to verify the proposed methods. The discussions and the conclusions are presented in section “Discussions” and section “Conclusion,” respectively.
Literature review
Advanced manufacturing mode
Many advanced manufacturing modes have been proposed in recent years. Among them, NM is a most widely applied manufacturing mode which mainly realizes the integration of SMRs and enterprise collaboration through information technology.12,13 Based on a review of state-of-the-art technology and an analysis of the requirements for enterprise collaboration, Fan et al. 14 presented the definition and basic features of NM, together with the architecture, main functions and related technologies of the NM system. Poler et al. 15 proposed an overall model of collaborative forecasting for NM enterprises to solve the problem of managing all sources of relevant information and of eliminating analysis islands. Tian et al. 3 reviewed recent trends and major developments in Internet-based (networked) manufacturing and identified broad categories of distributed information management based on the development of computer-integrated manufacturing. Montreuil et al. 16 introduced a strategic framework for designing and operating agile NM mode, enabling to collaboratively plan, control and manage day-to-day contingencies in a dynamic environment. To integrate the overall business organization and to coordinate the business processes involved in achieving the overall organization goals, Cloutier et al. 17 proposed a commitment-oriented coordination framework for business integration within NM. But NM mainly deals with the information sharing of the SMRs distributed inside an enterprise together with the interactions with external communities. 18 Virtual enterprise (VE) allows a number of enterprises/organizations to rapidly develop a common working environment and managing a collection of resources provided by them.19–21 But the organization and selection of enterprises is difficult for VE. The manufacturing grid (MGrid) technology provides the possibility of using and sharing widely distributed computing resources in manufacturing field, 22 but other resources such as SMRs are difficult to share in MGrid. Additionally, the product service systems (PSS) integrate products and on-demand services into a package and provide this package to customers. 23 PSS providers try to establish long-term cooperative relationships with their customers; 24 however, PSS deal with the product services in the usage phase from view of the product providers but not the manufacturing services in the production phase from view of SMSEs. Based on the theory of Cloud Computing, cloud manufacturing (CM) aims at “distributed resources are integrated to be used, and integrated resources are distributed to be serviced.” 25 CM imagines that enterprises can use manufacturing resources like the way people use tap water, but it is considered to be an ideal manufacturing mode because there are no effective security and credit mechanisms for CM platform administrator to schedule all resources owned by different enterprises like its own.
It is shown that these manufacturing modes could not better tackle the problem of enterprise organizing, bargaining power improvement of SMSEs and efficient collaborative production control among them.
Enterprise relationship network
As to the enterprise network, much research has been done on the network structure, functional analysis, network dynamics and so on. The scientific discipline of the collaboration network, including virtual organizations, VEs and dynamic supply chains are studied. 26 Thoben and Jagdev 27 discussed the behavior, the structure and the lifecycle of the network. Jagdev and Thoben 28 discussed the bilateral enterprise collaborations back through the supplier chain and forward into the distribution and customer chain from the perspective of core enterprise itself. Mun et al. proposed a trust evaluation method of supporting enterprise collaboration and maximizing the satisfaction of cooperation. The planning and scheduling problems were also considered along with the trust-based partner selection for collaboration among manufacturing enterprises. 29 Zhang et al. established a service-oriented enterprise collaboration network through an integrating analytic hierarchy process and complex network theory. Besides, the manufacturing blocks are illustrated and an improved genetic algorithm is adopted to find the optimal blocks. 30
From the above literature, it can be seen that little work has been devoted to the distributed enterprises organizing from the perspective of layered network topology, inherent connections (e.g. the similarity) of enterprises, especially the SMSEs.
Network clustering and analysis
Since Watts and Strogatz 31 proposed the complex network model to solve the real-world problems, much research has been devoted to the real-world network, especially the network community structure discovery, which is fundamentally important for both theoretical researches and practical applications to find the topological features and discover the interaction mechanism between network nodes. 32 To reveal the network community structure, the network clustering algorithm, such as spectral partition method,33,34 G-N algorithm and its improvement,35–37 clique percolation method 38 and so on, is implemented. Referring to the naturally different community structures, Gregory 35 proposed a CONGA algorithm by extending the G-N algorithm based on the betweenness centrality measure and nodes splitting to discover the overlapping communities. Lancichinetti et al. 39 proposed the first algorithm to find both the hierarchical communities and overlapping communities based on the local optimization of a fitness function. Shen et al. 40 proposed an EAGLE algorithm dealing with the set of maximal cliques and extended quality function to detect both the hierarchical and overlapping properties of complex community structure.
The review mentioned above shows that such an attractive potential that the concept of community clustering could be introduced to analyze the characteristics of enterprise network. Due to the specificity of SMERN, an improved clustering algorithm is proposed, extending EAGLE algorithm in line with the industrial reality.
Social manufacturing clarification
Definitions
Definition 1: OMS
OMS are defined as the service encapsulation of SMRs and production capability that SMSEs provide for product manufacturers to accomplish the parts or processes manufacturing tasks. They help achieve value-added services and rapid dynamic responses to market.
Definition 2: SMR
SMRs are defined as all kinds of the core manufacturing equipments (e.g. lathe, milling machine and boring machine) with its auxiliary device suits (e.g. cutting tools and measuring tools). They are geographically distributed across the enterprises and could support the manufacturing activities of product by providing manufacturing services.
Definition 3: MC
MC is defined as an association where enterprises collaborate for unified OMSs to improve their common profits and bargaining powers. There are two kinds of MCs, horizontal MC and vertical MC. Horizontal MCs consist of enterprises specializing at one kind of OMS in the certain phase of a product’s production chain and are formed through initial clustering and afterward self-organization. There is a committee elected in each horizontal MC to represent the rights and profits of its member enterprises. While vertical MCs consist of enterprises during all the phases of a certain product’s production chain. Additionally, there are social spaces with social networking tools in both horizontal MCs and vertical MCs to support enterprise interactions and industry trends analysis.
Definition 4: social manufacturing
Social manufacturing is defined as a new kind of NM mode which integrates plenty of distributed SMRs and aggregates enterprises into MCs through initial clustering and self-organization. It provides enterprise interaction, production monitoring and OMS knowledge sharing to accomplish the product manufacturing tasks efficiently and innovatively.
Definition 5: social manufacturing platform
Social manufacturing platform is a software application that provides function modules of (1) SMRs, OMS requirements and OMS capabilities releasing; (2) intelligent matchmaking; (3) production monitoring and (4) SMRs/collaboration management. Also, the social space integrated with social networking tools provides the marketing channel for enterprise collaboration.
The linkages between these concepts are described as follows: under social manufacturing environment, product manufacturers release OMS requirements in the social manufacturing platform, while SMSEs release their SMRs and OMS capabilities in the platform. Through initial clustering and self-organization, SMSEs aggregate into different kinds of horizontal MCs to enlarge their bargain power and common profits.
Comparative analysis
The differences between social manufacturing and other concepts such as business clusters, collaborative networks, enterprise alliances and so on are listed as follows:
Business clusters are geographically concentrated economic structures assuring the often tenuous link between efficient national industrial policy efforts and regional planning and branding issues. 41 The target of business clusters is to promote regional attractiveness and place branding. But social manufacturing integrates global enterprises to form virtual MCs online for synergy in today’s fast-globalizing world;
Collaborative network is constituted by a variety of entities (e.g. organizations and people) that are largely autonomous, geographically distributed and heterogeneous in terms of their disciplines. 26 It focuses on the sharing of technological knowledge and skills for novel product innovations. 42 It manifests in a large variety of forms, including virtual organizations, dynamic supply chains, professional virtual communities, network companies, vertical networks and so on. But social manufacturing focuses on the fulfillment of outsourced parts or processes machining tasks around a certain product, the sharing of knowledge and skills is just one part of the synergy.
Enterprise alliances consist of manufacturers, suppliers, engineers and other specialized service functions. The main objective of an enterprise alliance is to allow a number of organizations to rapidly develop a common working environment, hence managing a collection of interdisciplinary resources toward the attainment of some common goals. 19 The enterprise alliances are highly dynamic, and they vanish when the tasks are terminated. But in social manufacturing, the horizontal MCs are made up of similar or relevant enterprises with relatively stable collaborations, which would improve their bargain power with other enterprises. Horizontal MCs will not vanish with the task termination. However, since vertical MCs (i.e. e-production chains) are constituted by different enterprises that core enterprises select from the horizontal MCs, vertical MCs would vanish with the tasks. In a sense, the two-level structure of social manufacturing could be viewed as the extension of enterprise alliance.
CM integrates SMRs into the cloud-based platform where the platform administrator uniformly allocates optimal SMRs to the manufacturing requirements.25,43 But in social manufacturing, enterprises could undertake tasks autonomously but not directly dominated by the platform administrator, which evades the risk caused by the social manufacturing platform and improves the credit level of the encapsulated SMRs.
Thus, to some extent, social manufacturing is the extension or improvement of business clusters, collaborative networks, enterprise alliances and CM. Based on the comparative analysis, the advantages of social manufacturing are summarized as follows:
Integrate global enterprises and massive SMRs for OMS tasks, knowledge sharing and SMR efficiency improvement;
Enterprises aggregate into stable horizontal MCs and dominate their SMRs and production capabilities autonomously to improve their core competencies and bargain power;
Common social spaces of vertical MCs provide efficient production control and order monitoring among SMSEs by integrating social networking tools;
The characteristic analysis of SMERN could reveal the industry trends, key collaborations, potential business opportunities and so on from a broader view.
The implementary architecture
The architecture for implementing social manufacturing is shown in Figure 1. Massive SMRs of enterprises are virtualized and encapsulated into the SMRs pool of the social manufacturing platform, and enterprises could release their OMS requirements and capabilities through the platform. Through recommendation and self-organization according to their similarities in profession area, SMR attributes and production capabilities, the enterprises aggregate into different horizontal MCs. Then, the horizontal MCs come to run dynamically. The OMS requirements are formalized into a queue. Through retrieval and matchmaking, the core product manufacturers negotiate with the MC committee to reach an agreement. After this, the horizontal MC allocates its proper enterprise members with SMRs to form a virtual dynamic workshop to execute the task. From the view of a core product manufacturer, these supplying enterprises in different horizontal MCs form a vertical MC where they collaborate to provide different kinds of manufacturing services during the whole manufacturing phase of the products. Whether in horizontal MCs or in vertical MCs, enterprises need to build business relations and interact with others to improve production efficiency and business opportunities. Social networking tools like instant messaging (IM) tools, LinkedIn, Facebook, Twitter, QQ and so on, could provide these functions. In aspect of realization, they all provide open application programming interfaces (APIs) for other application platform to invoke and get access to their authorized data information. The information data are stored in the platform database for sharing and analyzing. Apart from the above social networking tools, other “QQ-like” or “Facebook-like” auxiliary tools could also support the philosophy of social manufacturing, that is, using social tools to assist maintaining business relations, building a collaborative environment and tracing the task executing processes/states. These tools are integrated to a common social space module of the social manufacturing platform. Through invoking these tools, enterprises seamlessly interact with each other across the entire product manufacturing processes in their common social space, share common business information and OMS knowledge, allocate their SMRs uniformly and manage the OMS orders through status feedback tools to achieve high efficiency.
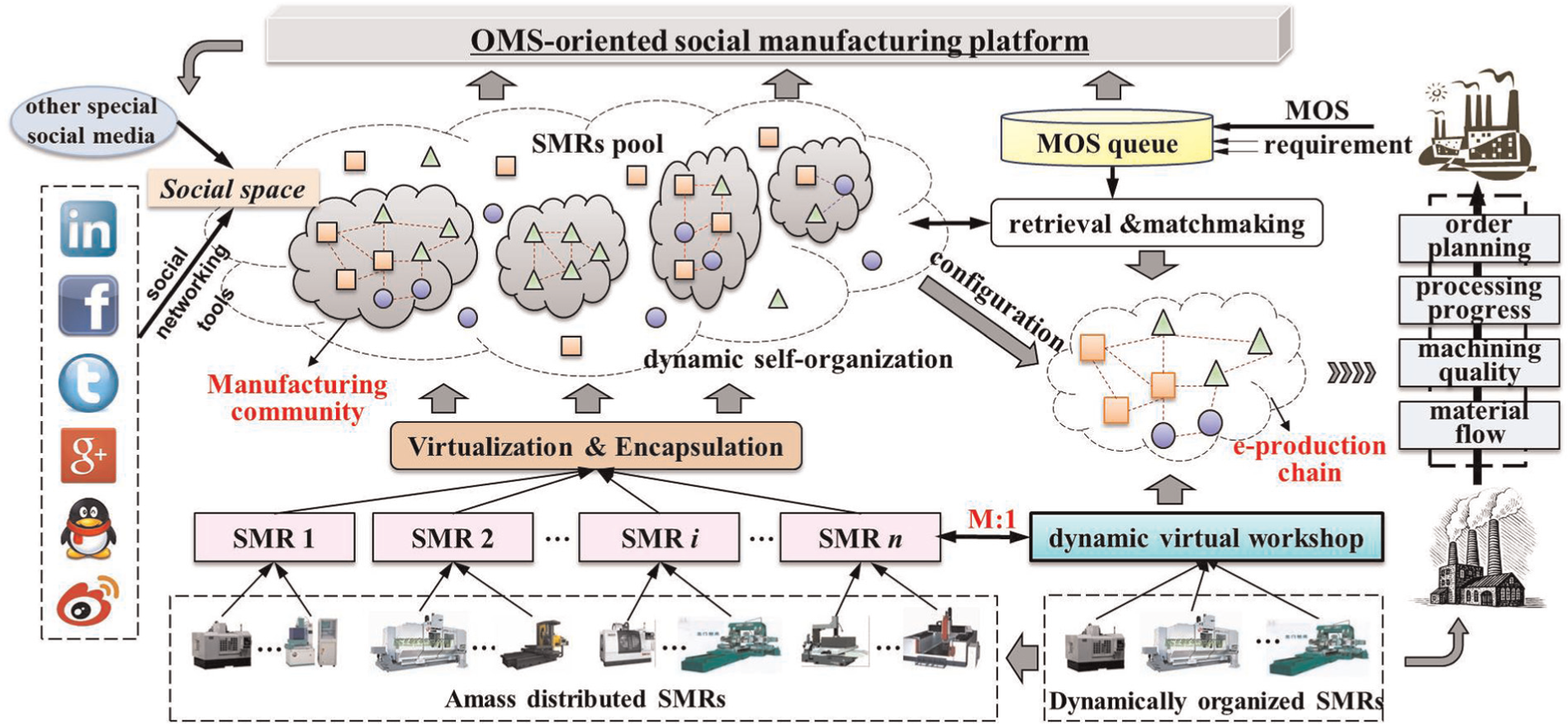
The architecture for implementing social manufacturing.
The introduction of social networking tools provides an active atmosphere for enterprise interaction and a rapid reaction to the dynamic market requirements. Besides, the big data analysis of information and knowledge (especially the unstructured knowledge) generated during the interaction and collaboration of enterprises also reflects its influence degree, partners’ interests and industry index, which would help find the top issues, industrial trends and potential business opportunities.
Enterprise organizing under social manufacturing
To realize the social manufacturing, plenty of distributed enterprises with SMRs need to be well organized to improve their bargaining power and SMR utilization efficiency. The organizing of enterprises is beneficial for also enterprises’ collaboration decision making. In this article, a two-level SMERN is built to organize and classify enterprises. The framework of SMERN is illustrated in Figure 2. The first level builds an enterprise similarity network where enterprises aggregate into horizontal MCs. Note that enterprises may belong to multiple MCs because of their diversity in types of provided manufacturing services (e.g. the red nodes in Figure 2). Enterprises collaborate with each other in their common social space through social networking tools. Thereafter, horizontal MCs start to undertake OMS tasks. Once a task comes, the MC with proper SMRs and production capability is selected through two-side bargaining. Then, the MC committee allocates the task to its members considering their dynamic production capabilities and balance of their profits and further gathers information such as production progress, processing quality, material flow and so on during the order execution phase to respond to the requirements of order tracking/monitoring, which are presented by core product manufacturers. In the second level, vertical MCs (i.e. e-production chains, for example, lines colored in red in Figure 2) are formed.
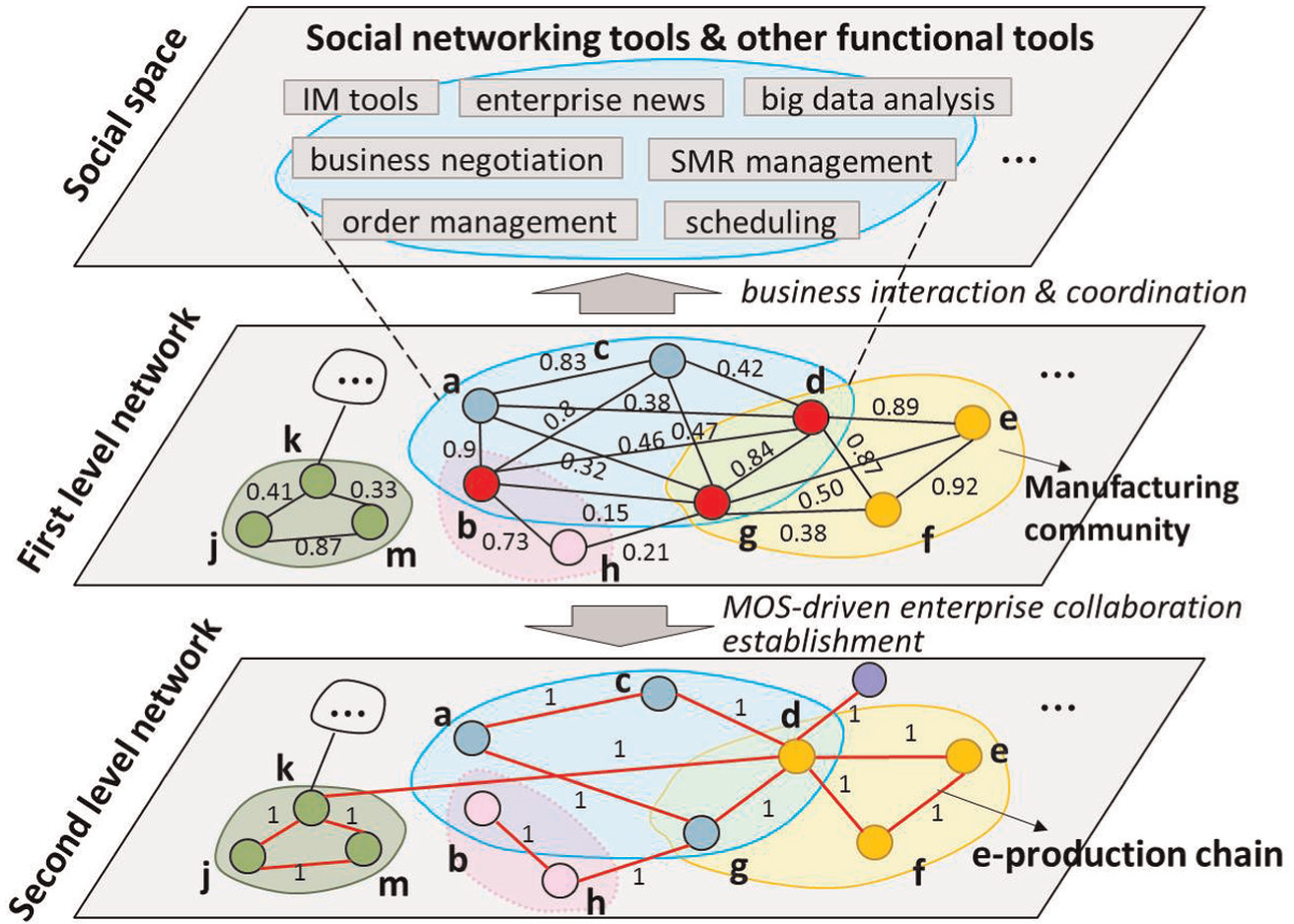
Enterprise organizing under social manufacturing.
The two-level SMERN provides a more realistic description with a deeper insight for the analysis of enterprise organizing method and collaboration relationships in the real world. The investigation of the MCs has great theoretical and also realistic significance.
SMERN
To realize efficiently organizing many enterprises under social manufacturing environment, a SMERN is proposed by applying complex network theory. A complex network is a large set of interconnected nodes, in which a node and an edge are the fundamental units. 44 Examples of complex networks include the Internet, electric power grids, cellular and neural networks and so on. 45 There are two main theoretical basics in complex network theory, that is, network modeling methods and network statistical characteristic analysis. Relation algebra and graph methods are often used to model the network, while statistical mathematics is always applied to analyze network characteristics. 46 The network model visualization is realized by NetDraw software, and the network characteristic analysis is executed by UCINET software. 47
In this section, the modeling method of SMERN is first introduced and then an enterprise classification/clustering model is discussed in detail. Finally, the indices of network characteristic analysis are proposed.
Modeling of SMERN
Formalization
In order to organize the distributed enterprises and analyze the characteristics of enterprise relationships under social manufacturing, the complex network theory is applied to build the SMERN. Enterprises are abstracted as the network nodes, and the relationship between enterprises are denoted as the network edges. On this basis, the network topology model could be formulated as
Weight definition: enterprise similarity
For enterprises undertaking OMS tasks, most of them specialize at the universal types (e.g. case machining and shaft machining) or the special types (e.g. blade processing, deep hole processing, precision mold processing, and complex-shaped parts processing) of tasks. The quantity and quality of their SMRs are the most important parameters to measure its machining capability. 48 For simplicity, we focus on the similarity of the following two parts to represent the enterprise similarity:
Manufacturing equipment (
Production capability (
The enterprise similarity is calculated according to the following formula

Weight definition: enterprise collaboration relationship
Core product manufacturers establish collaborations with enterprises through their MC committee. We define the collaboration relationships as follows

where
Enterprise classification model
For subsequent enterprise organizing and SMERN characteristic analysis, the enterprises should be classified into different horizontal MCs. The enterprise classification model is illustrated in Figure 3, which has three main steps:
First, the SMR ontology is described to form the ontological basis of the semantic matchmaking;
Second, the enterprise similarity is calculated from perspective of SMR similarity and production capability similarity;
Finally, a clustering algorithm is proposed to classify the enterprises into MCs.
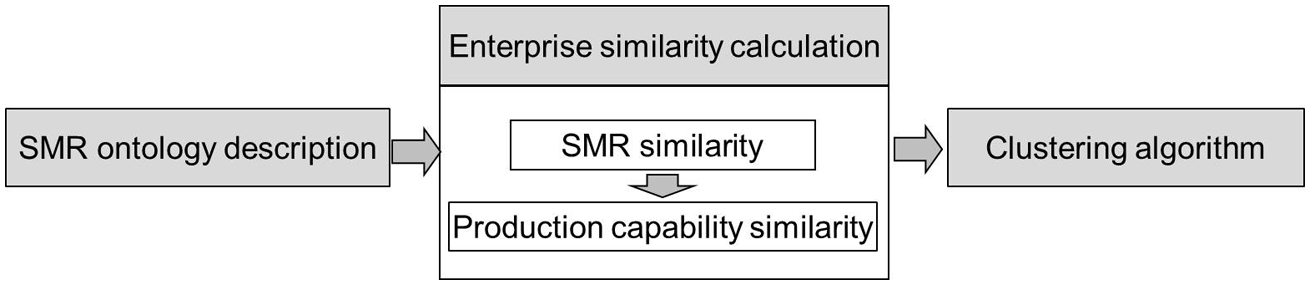
The enterprise classification model.
Ontology-based description of SMRs
The formalization and classification of SMRs are covered using ontology method. The SMR entity is depicted as

where
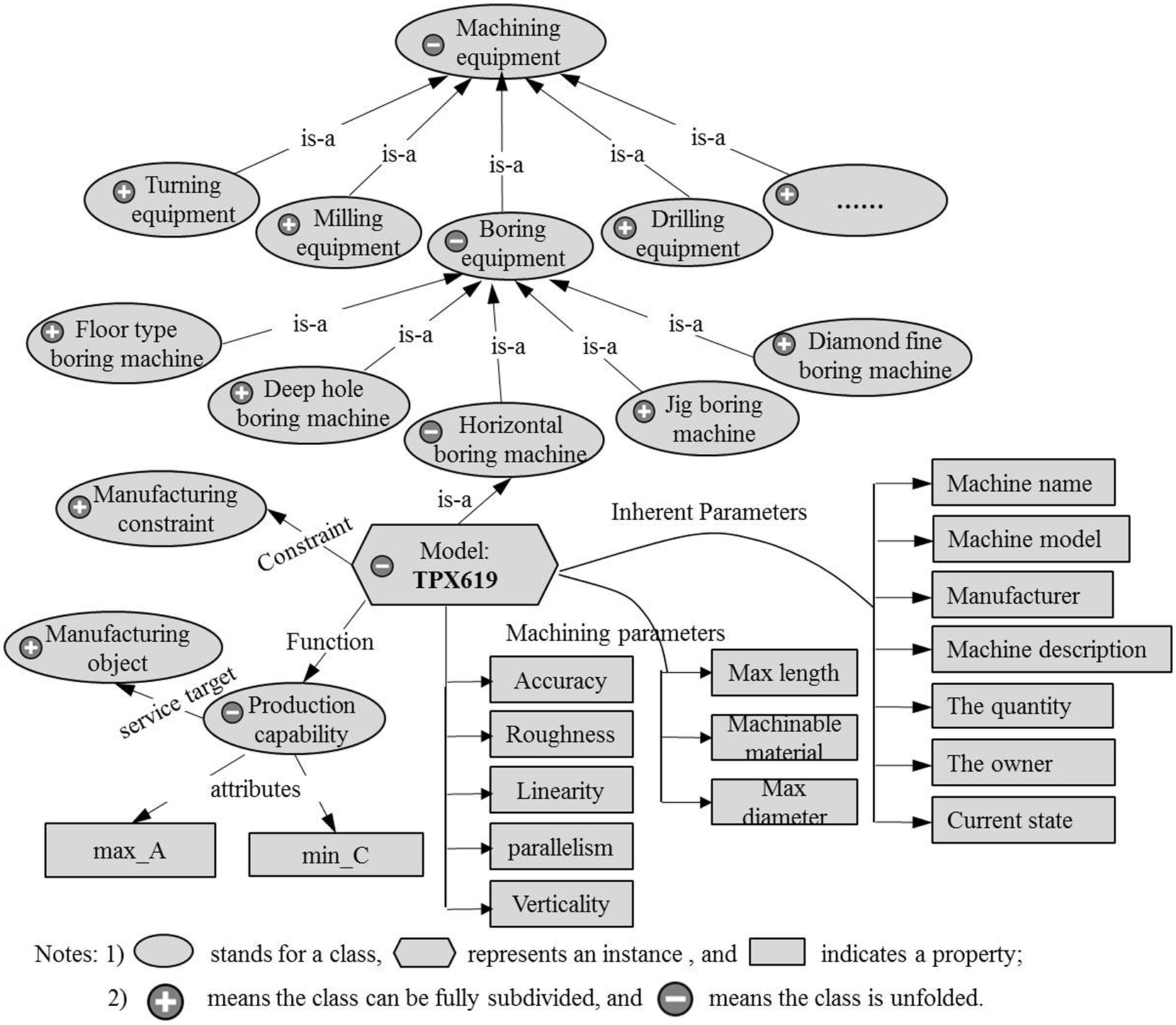
SMRs ontology with its
Enterprise similarity calculation
SMR similarity
After the formalization, the SMR ontology is built to form the ontological basis of the semantic matchmaking. We extend Cai’s algorithm 49 by a more comprehensive similar match between ontology concepts under an incompletely shared inherent and machining parameters ontology to classify the SMRs that each SMSE owns. Similarity of concepts X and Y is the composite outcome of three basic similarities and can be calculated as follows




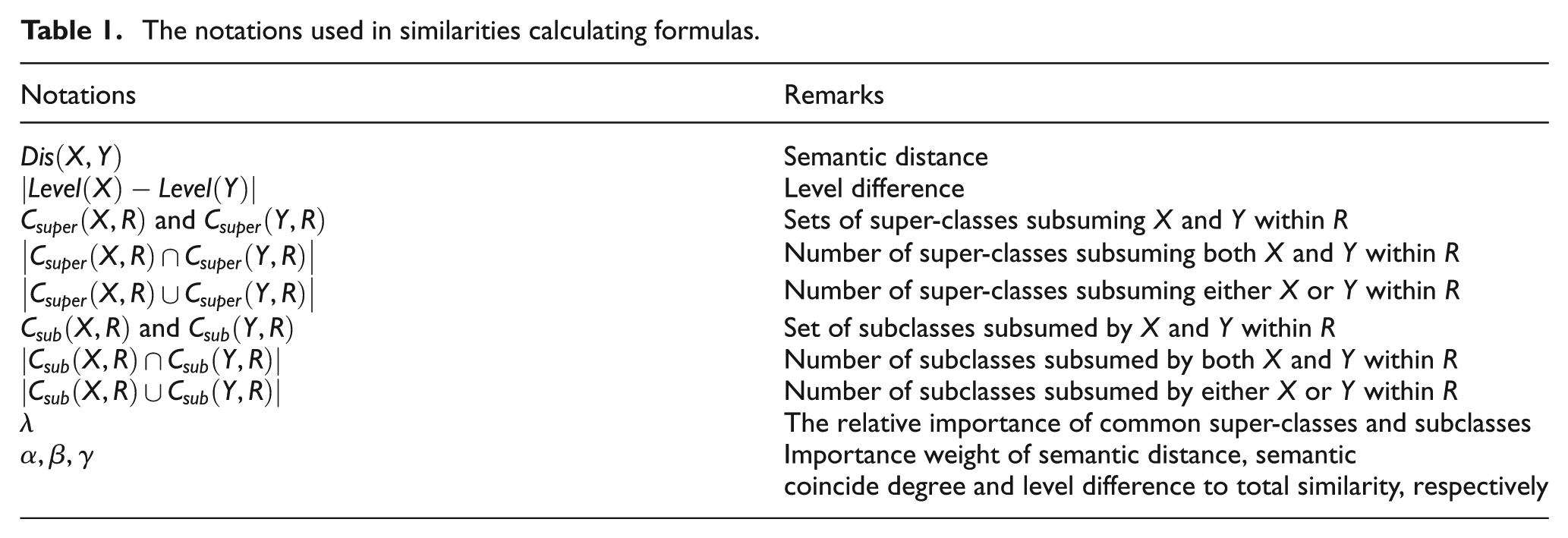
where equation (4) represents the influence of semantic distance between X and Y, equation (5) is the result obtained from semantic coincide degree between X and Y which depends on both inherent and machining parameters, equation (6) stands for the influence of level difference and equation (7) is the final similarity between X and Y. Other details are illustrated in Table 1.
The notations used in similarities calculating formulas.
Production capability similarity
According to the definition of production capability in section “Weight definition: enterprise similarity,” the formation of production capability could be described as

Clustering algorithm
To give a recommended MC structure, the social manufacturing platform aggregates these registered enterprises to generate the default horizontal MCs according to their similarities. Based on this, enterprises decide to join in or quit from an MC autonomously to form the real dynamic MC structure. From the perspective of enterprise similarity, an improved hierarchical and overlapping clustering algorithm based on EAGLE algorithm 40 is built. Hierarchical means the communities at the lower modular level could always build the bigger communities. Overlapping means that one enterprise could belong to multiple communities. Based on the calculation of enterprise similarity (SMR similarity and production capabilities similarity), SMERN is divided into different horizontal MCs. Within an MC, the trust level between enterprises is relatively high, and the division of work is explicit. The modularity denoted as M is defined to measure the quality of a given horizontal MC structure of the network and can be used automatically to select the optimal number of MCs according to the maximum modularity value. 50 Here, we consider both the topological structure of network and the practical production capability of enterprises to calculate the modularity. Figure 5 illustrates the formation of a dendrogram generated by the clustering algorithm, and any cut through the dendrogram would form a classification of the horizontal MC. The bigger the modularity, the better the classification with significant and optimal MC structure.
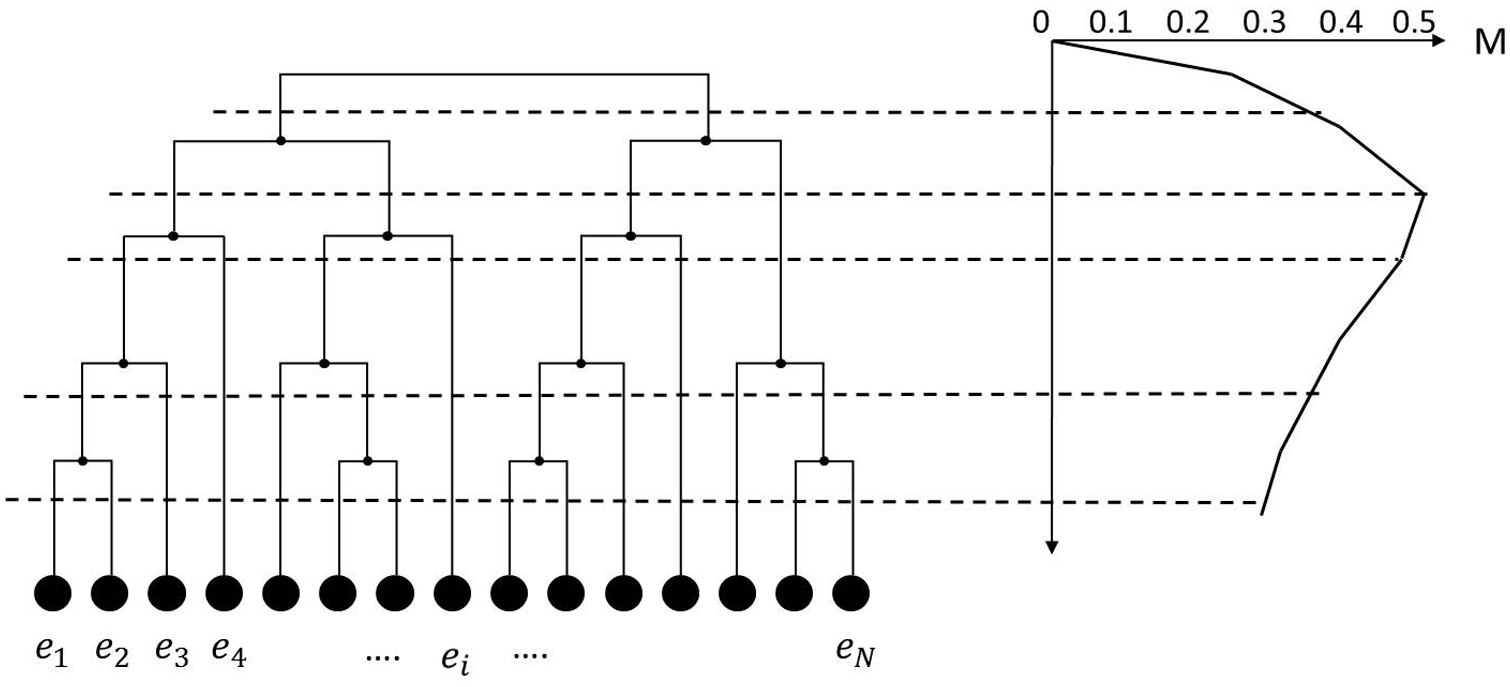
An example of the selection of cut through the dendrogram.
Based on the definitions above, the algorithm is described as follows:
Step 1. Calculate the modularity

where

where
Step 2. Select the pair of MCs with the maximum value of modularity, incorporate them into a new one and measure the modularity between the new MC and other MCs according to the formula listed in step 1, the strength of the new MC is calculated by
Step 3. Repeat steps 2 and 3 until only one MC remains, generating a dendrogram.
Step 4. Cut through the dendrogram to form a cover and judge the quality of the cover according to the following extension of modularity

where
Step 5. Form the best cover of the network.
Formation of enterprise collaborations
Obviously, the clustering of enterprises facilitates the formation of OMS collaborations. The collaboration of enterprises consists of two kinds, that is, intra-MC collaboration and inter-MC collaboration. Enterprises in the same MC form intra-MC collaborations and others establish inter-MC collaborations with product manufacturers or other enterprises. The intra-MC collaborations are relatively stable, perennial and have high-credit value and explicit division of work except that an enterprise secedes from the MC or the MC break up. But the inter-MC collaborations are transient, and they vanish as the tasks are completed.
When receiving an OMS task, the optimal MC would be selected to undertake the task through two-side bargaining. Then the MC committee allocates the task to its members according to their SMRs and dynamic production capabilities. Different enterprises in this MC form intra-MC collaborations with others dynamically. To measure the enterprise collaborations, the collaboration values are calculated according to equation (2). The intra-MC and inter-MC collaboration promote the formation of e-production chain in the second-level network.
Characteristic analysis
After building the network model, some characteristics of SMERN should be discussed to evaluate the organizing result of enterprises and the network performance. Each complex network presents specific topological features which characterize its connectivity and highly influence the dynamics of processes executed on the network. They are measured by some indices such as node degree, degree distribution, average distance, clustering coefficient, centrality, vulnerability and so on. 51 These indices could reveal some important features and phenomena of the existing network. We build a series of characteristic indices from view of both network topological structure and its physical meanings to measure the SMERN.
Topological characteristics
Definition 6: the strength of enterprise node
The strength of enterprise

where
Definition 7: enterprise node betweenness
Enterprise node betweenness is one of the standard measures of node centrality and usually represents the importance of an enterprise in the whole network. The betweenness of enterprise

where
Definition 8: clustering coefficient
Clustering coefficient

where

Physical characteristics
To better understand the special physical meanings, several indicators are proposed, which is helpful for analyzing and optimizing the network performance.
Definition 10: the extending range
Extending range (ER) of enterprise

It should be noted that
Definition 11: the inter-MC correlation coefficient
The inter-MC correlation coefficient (

where
Definition 12: the collaboration importance
In the e-production chain, enterprises share and spread production information and collaborate for their common goals and interests. We define collaboration importance (CI) to describe the collaboration importance when subjected to the removal of enterprises (i.e. cancel the certain collaboration)

where
Definition 13: collaboration stability
The collaboration stability (CS) is defined to depict the stability and orderliness of enterprise collaborations, which is derived from the concept of entropy in thermodynamics discipline. The

where
An example
Preliminary
We take 151 SMSEs specialized at different types of OMS tasks to form the SMERN and analyze the network characteristics. For simplicity of gathering data, these enterprises are mostly from the Weinan National High-Tech Industrial Development Zone and Xi’an Economic & Technological Development Zone of China, which play the most important role in China’s northwest region industrial revitalization. First, the formal description of enterprises is implemented, and all the SMSEs registered their SMRs and production capabilities in the social manufacturing platform. Then they aggregate to join in different MCs. For example, Dadong Machinery Company, Zhengqi Printing Machinery Company, Qinya Printing Machinery Company and so on form a horizontal MC to undertake the guide roller machining tasks. Thus, the first-level network of SMERN is formed, and the characteristics are analyzed. After this, according to the manufacturing tasks, proper enterprises are selected to reach collaborations through matchmaking. Around a certain product’s manufacturing tasks, a vertical MC is built and enterprises in this vertical MC collaborate with each other to satisfy the production control of the certain product. For example, around the FR300 printing machinery’s manufacturing tasks, Shaanxi Beiren Printing Machinery Company forms a vertical MC with other 29 SMSEs, and each of them will undertake a certain kind of manufacturing task. The relationship matrix of enterprises is set, and the second-level network of SMERN is formed. Note that the second-level network composes of all the vertical MCs formed in the social manufacturing platform. The characteristic analysis of the second-level network could indicate the key enterprises, collaboration importance and stability. The implementation of social manufacturing platform is shown in Figure 6.
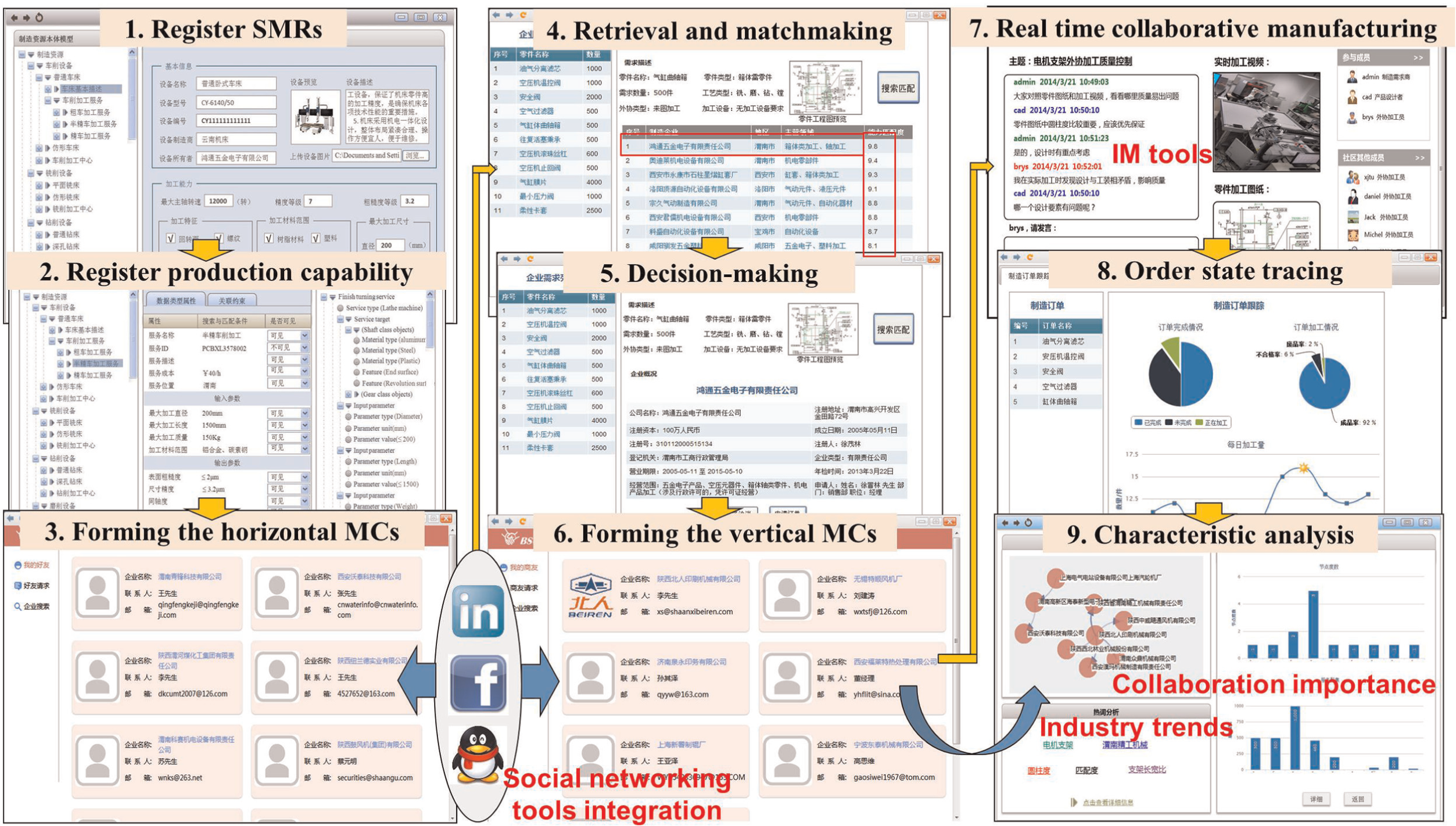
The implementation of social manufacturing platform.
The first-level network
Forming the network
To form the first-level network, the enterprise similarity should be calculated and then the clustering algorithm is implemented. Take Juying Machinery Company and Sailong Machinery Company which are specialized at shell class part machining as an example. The data for similarity calculation are listed in Table 2. There are three kinds of SMRs, and the similarities between them are calculated based on the SMR ontology similarity calculation in section “Enterprise similarity calculation”:
The data for similarity calculation.
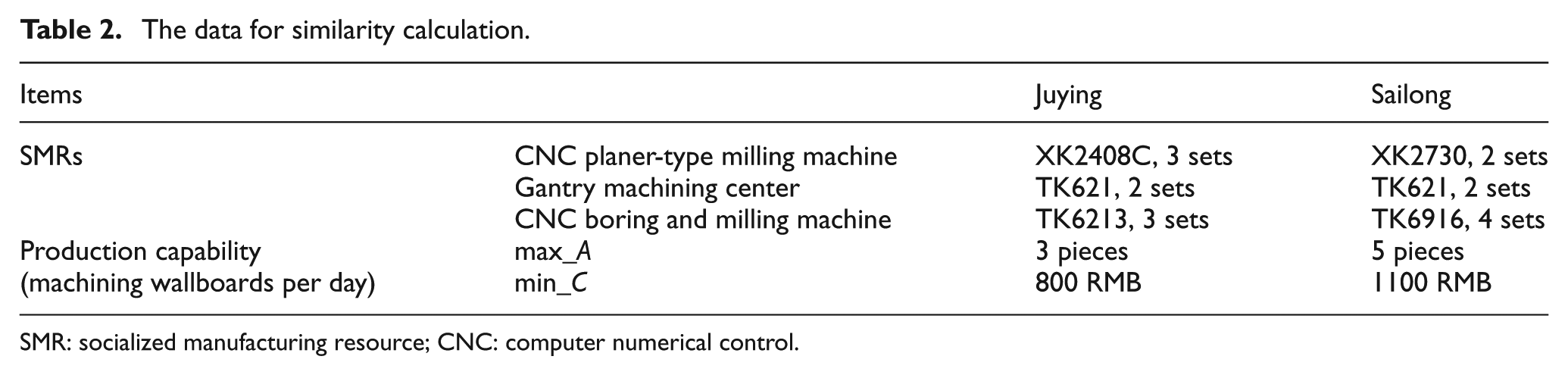
SMR: socialized manufacturing resource; CNC: computer numerical control.
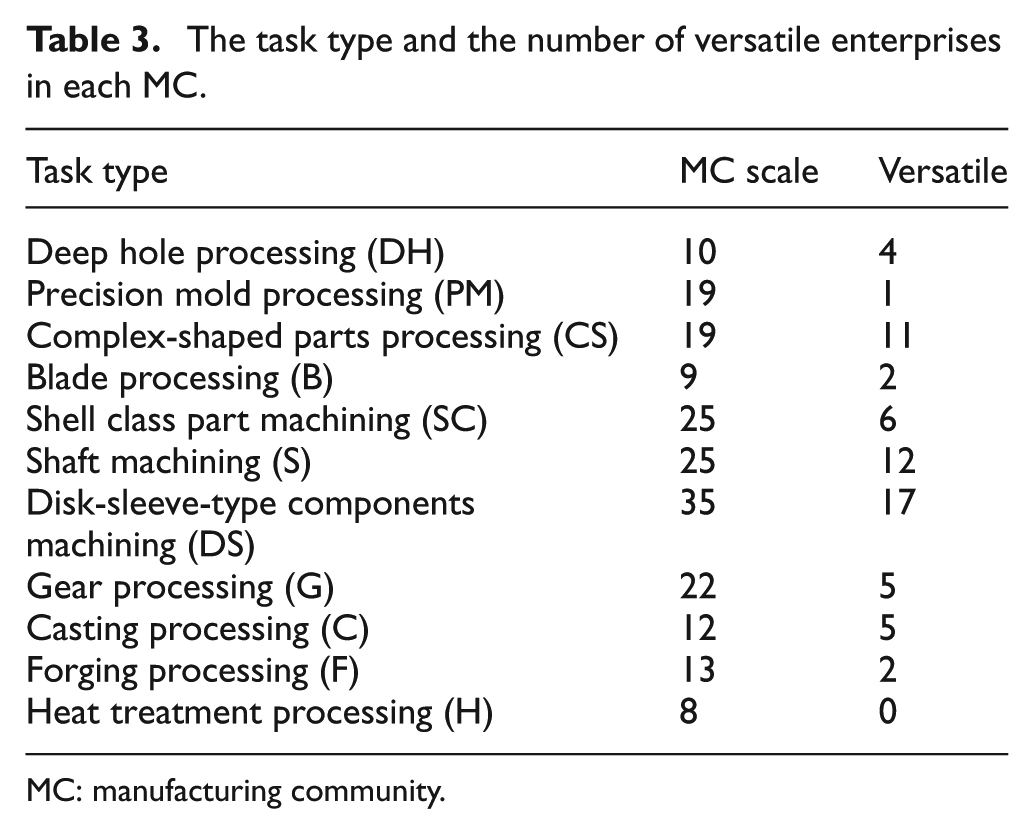
Accordingly, the similarities between other enterprises are calculated in the same way. Based on the enterprise similarity, the adjacency matrix is built, and the clustering algorithm is implemented. Based on this, the first-level network with 11 kinds of MCs is established in Figure 7. The task type that the MC could undertake and its scale are listed in Table 3. Note that the above results are recommended by the platform as the default MC structure. In reality, SMSEs could dynamically join in or quit from an MC autonomously during the operation phase of the platform based on the recommended results. Here, we omit the self-organization process for simplicity.
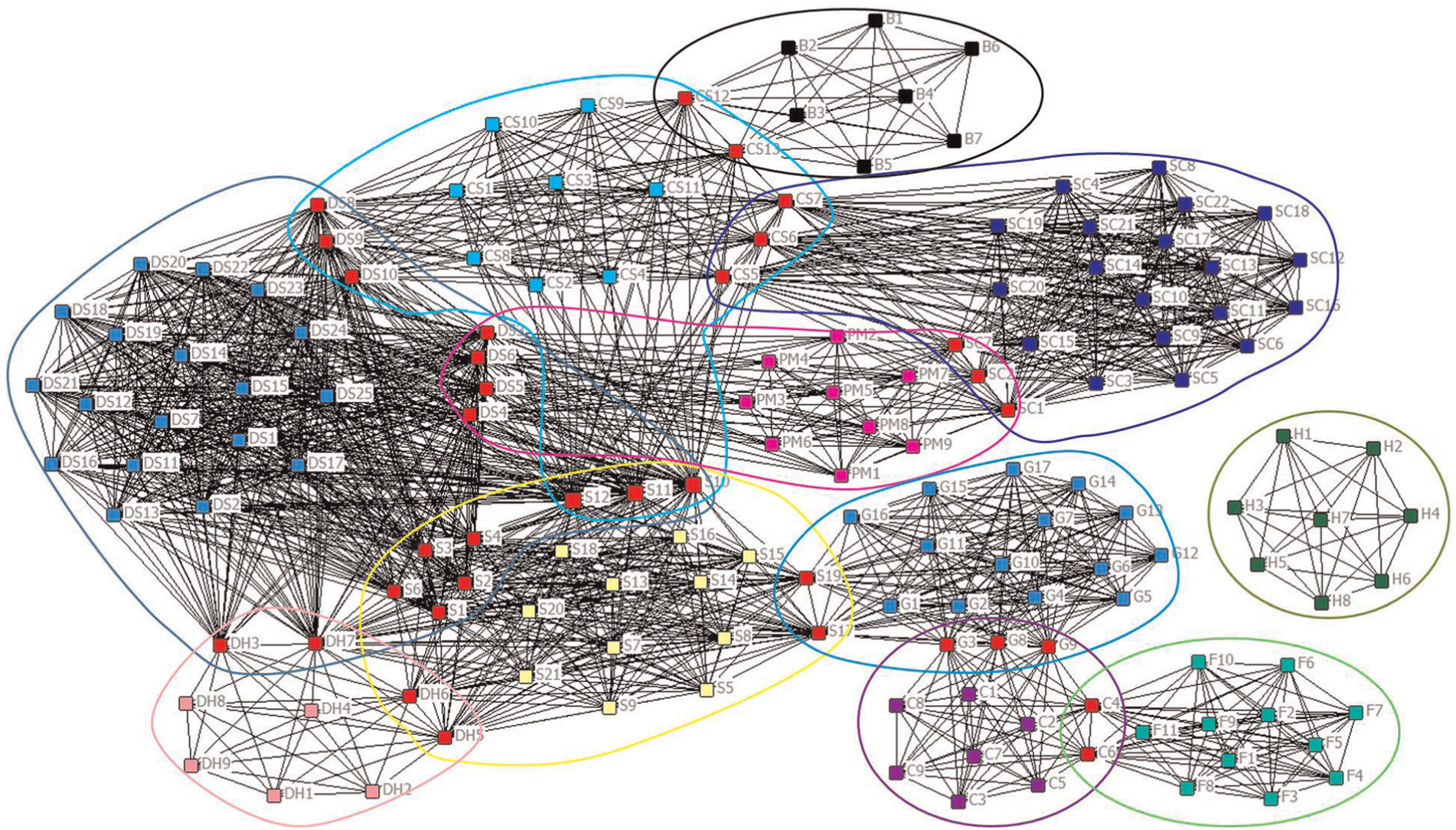
The first-level network (with MCs).
The task type and the number of versatile enterprises in each MC.
MC: manufacturing community.
From the results, we find the MC specialized at disk-sleeve-type components machining (DS) is the largest one in the network. From above, we infer that the demand of this kind of OMS is huge, the threshold to get into this industry is relatively low, but in the meantime, the profits may be low and the competition may be fierce. The minor scale MCs are deep hole processing, blade processing and heat treatment processing, which means the competition in these MCs may not be fierce, or the threshold to get into this industry may be relative high. The distribution of task types also reflects the industry structure of the two industrial parks.
Characteristic analysis
After forming the network, the clustering coefficient, node strength, node betweenness, intra-MC correlation coefficient and ER are calculated. The average clustering coefficient of network is 0.713, which means the network could be easily clustered. Enterprises S10–S12 have the biggest strength
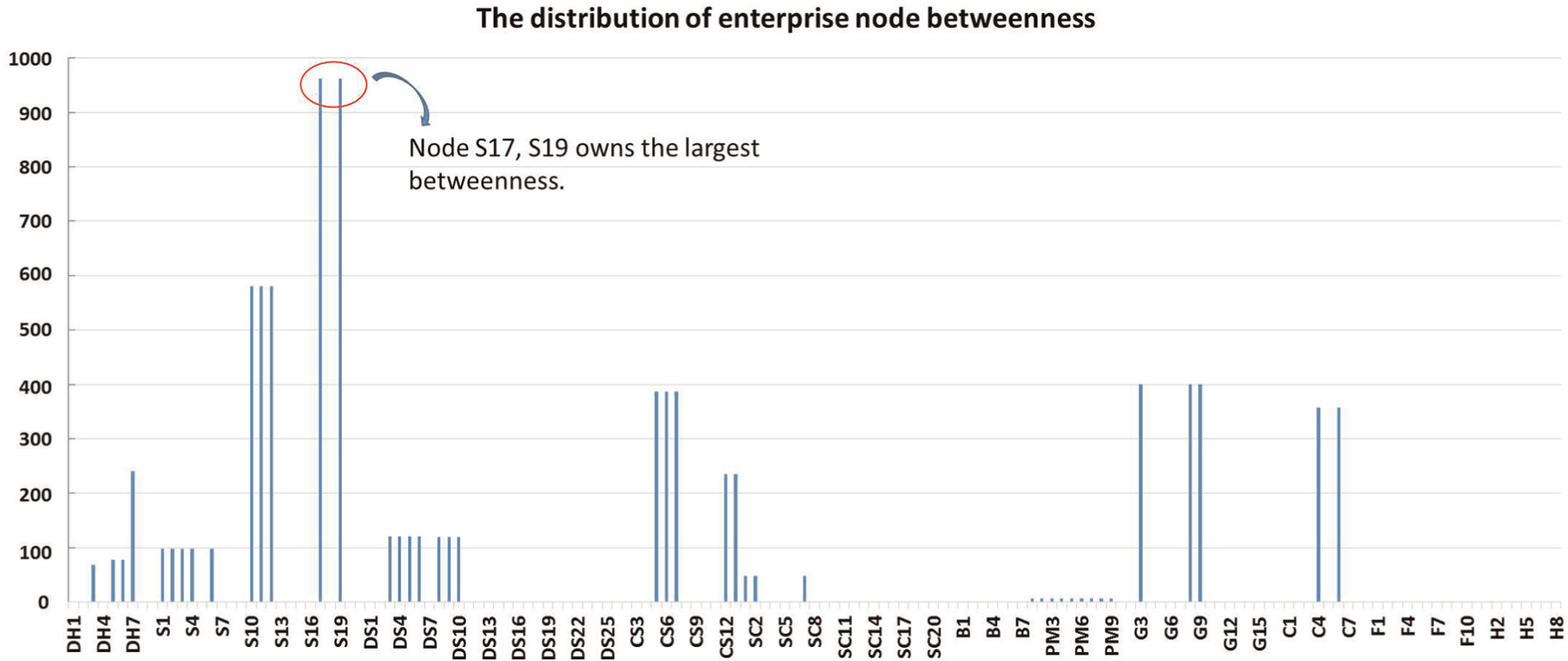
The distribution of node betweenness.
As for the versatile enterprises, we take the MC specialized at shaft machining for example. In Figure 9, the
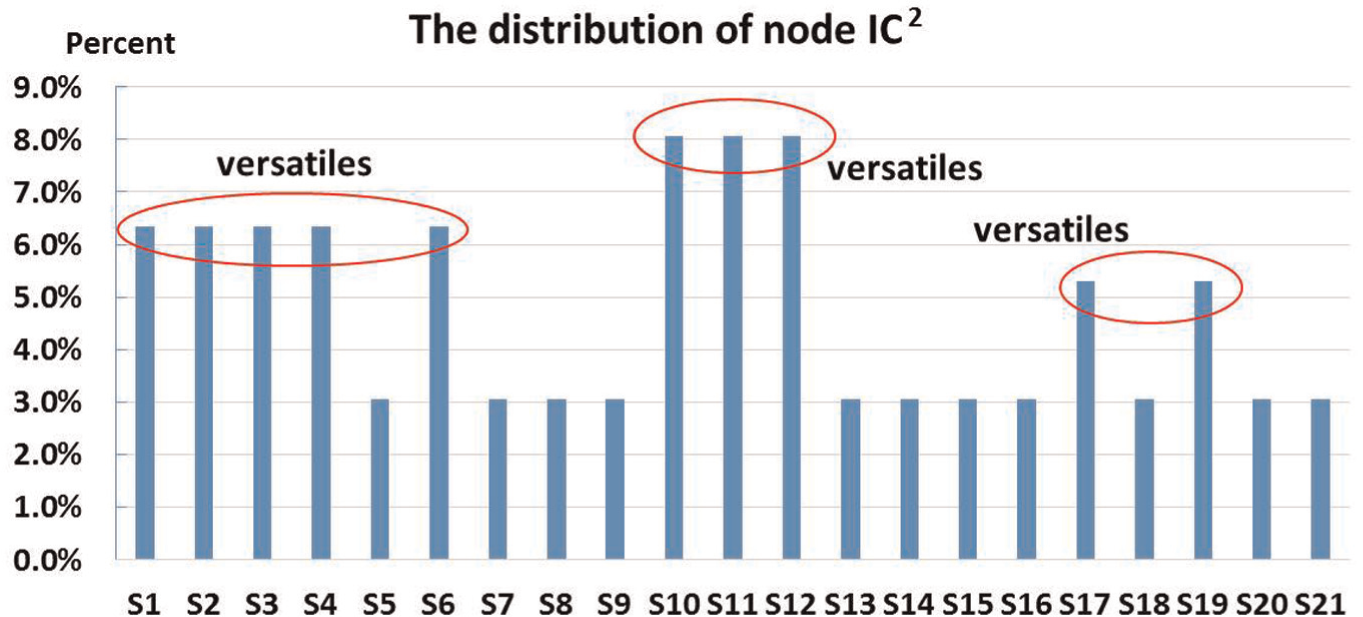
The distribution of node
The second-level network
In this section, we build the second-level network based on the OMS tasks from four different core product manufacturers, whose products are FR300 printing machine, FX90L2 textile motor, ZD160-3 bulldozer and ZE150E excavator, respectively. There are 100 SMSEs from different MCs undertaking some of the OMS tasks.
Building the collaboration
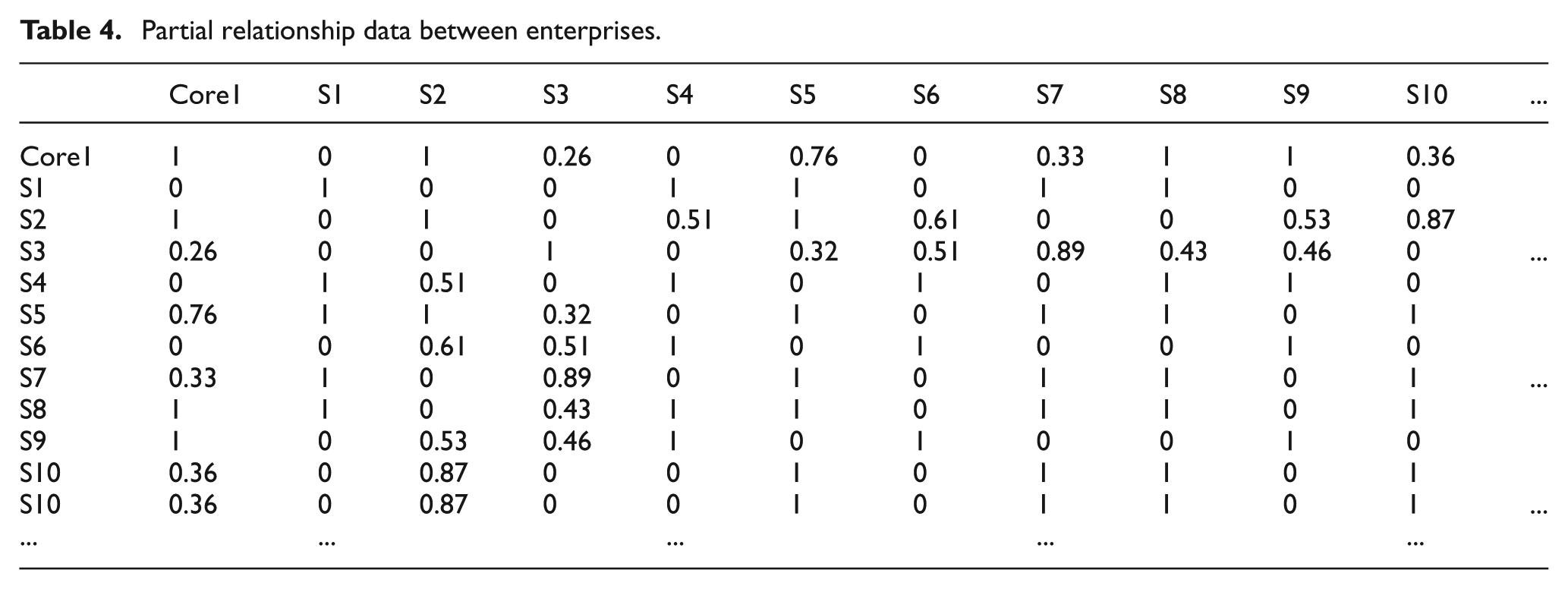
First, four core product manufacturers negotiate with different MCs according to the task type they need to outsource, the SMRs each MC can provide and so on. Note that the MCs could neglect to undertake the tasks if the payment or negotiation do not meet their expectation because they manage their SMRs by themselves. Here, we take the Shaanxi Beiren Printing Machinery Company as an example. The OMS tasks are from its FR300 printing machine. There are 7 kinds of OMS tasks, and 24 SMSEs from 7 MCs are selected, forming an e-production chain (No. 1 in Figure 10). There are not only inter-MC collaborations between core enterprise and SMSEs but also intra-MC collaborations among SMSEs. The data of outsourcing relationships was get from the social manufacturing platform. Table 4 gives partial relationship data between these enterprises. If relationship
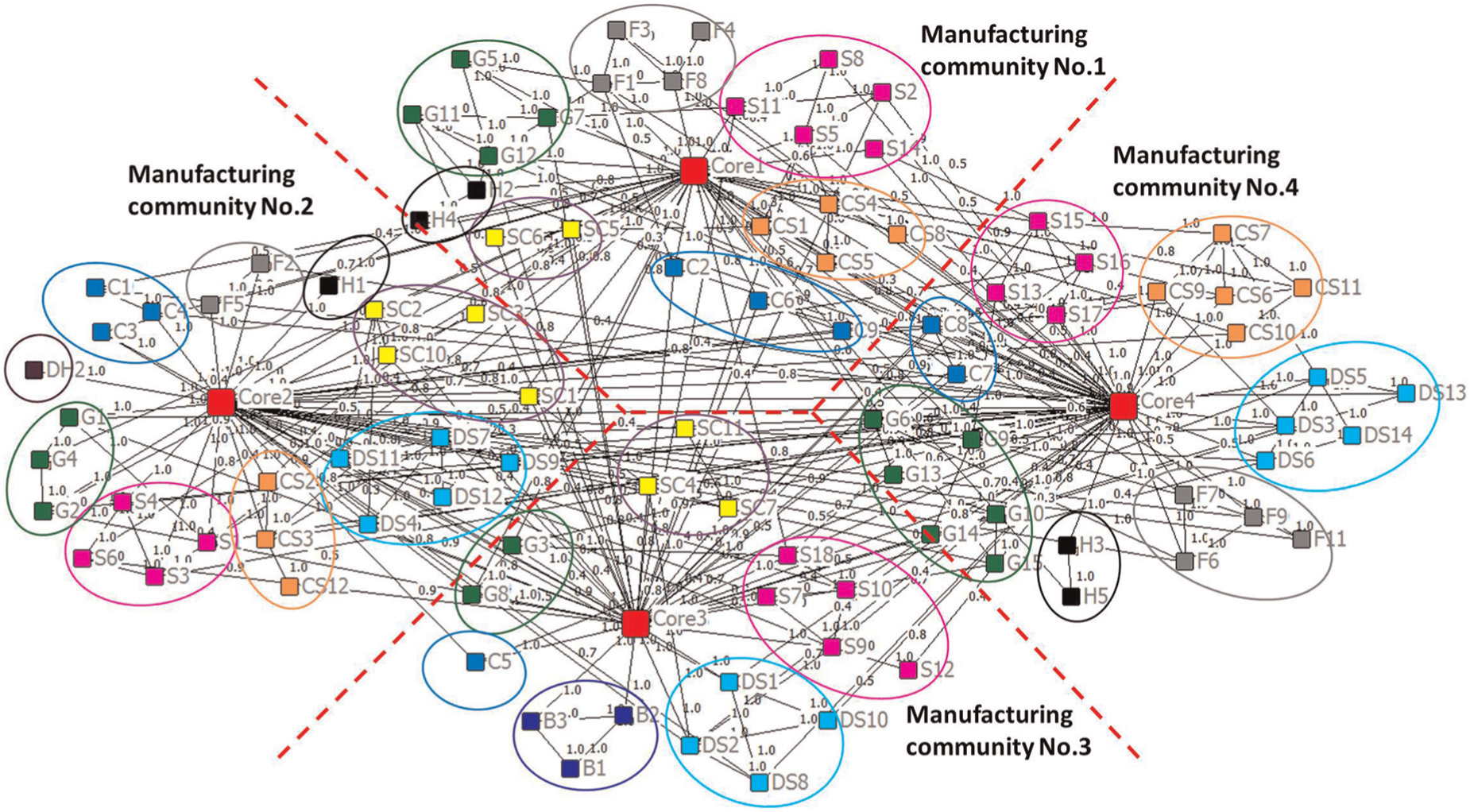
Forming the ECN and manufacturing communities.
Partial relationship data between enterprises.
Forming the network
Based on the initialization of collaborations around the four core product manufacturers, the second-level network is formed. Note that the formed network is a weighted undirected network. As shown in Figure 10, the red nodes are the core product manufacturers, others in different colors represent enterprises from different MCs. Around the core product manufacturers, four e-production chains are established where enterprises interact with each other through social media, sharing the production progress and material flow information to finish the production tasks under proper makespan and cost. Based on this, core product manufacturers could adjust the production chain planning dynamically and make benefit decisions to react to the dynamic market proactively.
Characteristic analysis
Some characteristics of the second-level network are discussed in this section. The distribution of enterprise node strength is shown in Figure 11, which does not display a power law distribution. Therefore, the second-level network does not have the scale-free property. However, the network has both a smaller shortest path (2.307) and a higher clustering coefficient (0.36). Therefore, the network has the small-world property. The collaboration importance
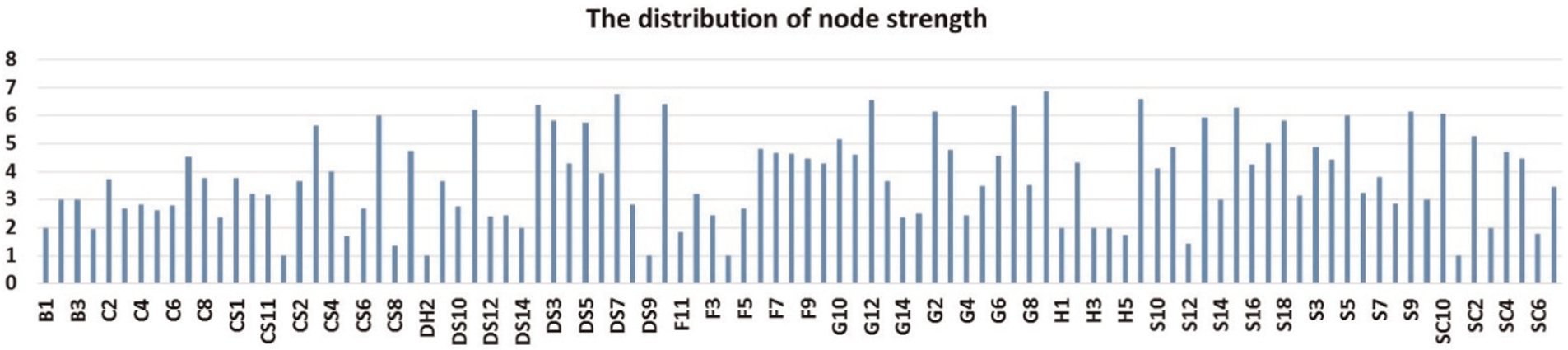
The distribution of enterprise node strength.
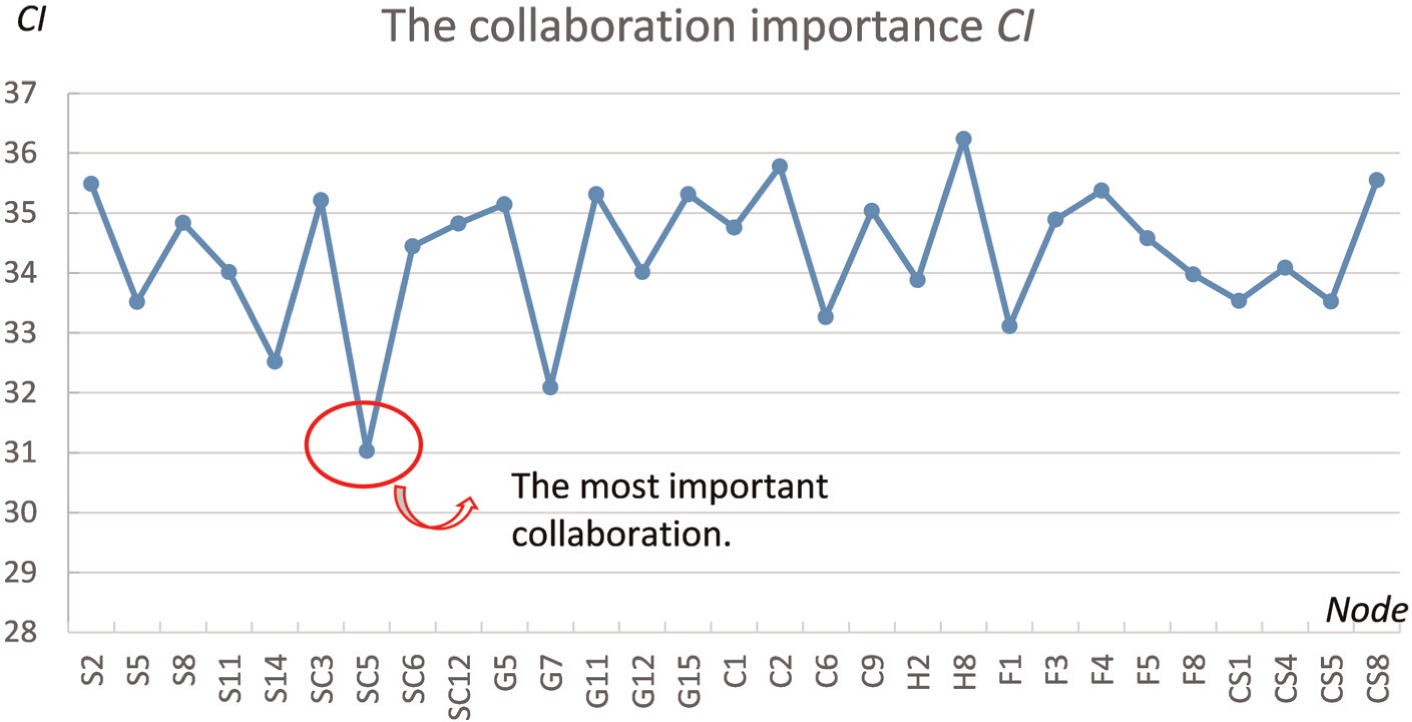
The CI value of the Beiren-centered e-production chain.
Note that the second-level network is dynamic and self-organizational. The collaborations that already exist may finish and vanish, and new collaborations may emerge from the potential enterprises.
Discussions
The above study has demonstrated the enterprise organizing under social manufacturing. According to the clustering algorithm, 151 SMSEs in the northwest China are aggregated into 11 MCs according to the enterprise similarities; each specializes at a certain type of OMS task. There are overlaps between MCs because of the existing of versatile enterprises. The scale of MCs indicates the competition degree and get-in threshold for enterprises. The versatile enterprises take multiple types of OMS tasks to create more added value, but it is noticeable that blindly launched OMS diversification without considering their SMRs and production capabilities may cause bad situations. Based on this, core product manufacturers could easily find and negotiate with the optimal MCs with proper SMRs and production capabilities to form the e-production chains. The collaboration importance reveals the key enterprises in the network. The CS indicates the enterprises whose collaborations with others are relatively stable and long termed.
Through the simulation result, we conclude that this organizing method of enterprises promote the selection of SMSEs for collaboration efficiently and improve the collaboration status of SMSEs. However, it must be pointed out that our research has some limitations. For example, more distributed SMSEs should be included through the OMS-oriented social manufacturing platform, which would enlarge the network scale and increase the practicability of network analysis, and more characteristics from the view of the whole network should be analyzed. They deserve our future research.
Conclusion
The studies reported in this article have sought to investigate the social manufacturing mode and the organizing method of SMSEs. The concept and implementary architecture of social manufacturing is discussed first. Based on the enterprise similarity and collaboration relationship, a two-level SMERN is proposed. This model tackles the complicated problem of enterprise organizing, which makes the SMSEs march toward order. To give a recommendation to classify enterprises into horizontal MCs, an enterprise classification model together with an improved clustering algorithm is studied to generate the default horizontal MC structure. The optimal MCs with proper SMRs and production capabilities are selected through two-side bargaining; the MC committee allocates the tasks to its members to ensure a balance of interests. All the selected horizontal MCs along with its members form vertical MCs around the core product manufacturers, interacting to share the production progress, material flow information and so on to improve the production control and service quality. An exemplary case is studied to verify the feasibility of the proposed method. The analysis of topological and physical characteristics reveals the industry scale and enterprise collaboration status. The results indicate that the proposed SMERN has practical significance, the clustering algorithm is effective and SMSEs are well organized for collaborations by the MCs.
Our future work would continue to focus on the theoretical exploration on social manufacturing and the improvement of SMERN, including (1) study the enterprise collaboration estimation and selection mechanism and (2) discuss the enterprise interaction and information sharing and analysis in the social space.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research was financially supported by the National Natural Science Foundation of China (No. 51275396) and the National Key Technology R&D Program (No. 2012BAH08F06).