
Abstract
Service-oriented manufacturing is a new manufacturing paradigm and it has appeared in large-scale enterprise clusters over the past few years. In this situation, the increasing service demands from production processes have led to more enterprise collaborations. And the more collaborations among different enterprises have led to the generation of a service-oriented enterprise collaboration network. The purpose of this article is to investigate the clustering characteristics of a service-oriented enterprise collaboration network through an integrating analytic hierarchy process and complex network theory. First, the concept of service-oriented manufacturing is introduced and a logical architecture for implementing the modeling and analyzing of a service-oriented enterprise collaboration network is put forward. Then, the authors establish a topology model of a service-oriented enterprise collaboration network and use an analytic hierarchy process method to estimate the network weights among different manufacturing or service enterprises. Next, service-oriented manufacturing blocks are illustrated and an improved genetic algorithm is adopted to find the optimal blocks. To verify the feasibility and rationality of the proposed method, finally, a case study is presented. It is expected that a reasonable decision of cross-enterprise collaborations and layout would be provided in the present study.
Introduction
In recent years, service-oriented manufacturing 1 has drawn much attention in both academic and industrial areas owing to its active roles in designing, machining, assembling, distributing, selling, maintaining and recycling of mechanical and electrical products. Traditionally, the production activities involved in the above product life cycle are completed in one single enterprise. With the development of service-oriented manufacturing, more and more enterprises join together, virtually and geographically, to shape an enterprise cluster to complete all kinds of production activities. 2 For example, an interesting phenomenon has appeared in China’s Pearl River Delta and industrial parks around the world. Surrounded with a core enterprise, numerous co-enterprises were established to provide different productive services, such as non-traditional machining, tool management, warehouse and logistics, etc. Actually, this detailed division of labor is in accordance with the idea of an industrial product service system (iPSS). 3 The basic idea of an iPSS is a systematic package in which intangible services are attached to tangible products to finish various industrial activities in the whole product life cycle.4,5 As is well known, the purpose of a core enterprise purchasing an advanced computer numerically controlled (CNC) machine is mainly to gain its prominent machining capabilities. Therefore, the co-enterprises could provide the product service system based on machine tools instead of physical products and then generate the machining capabilities for meeting the core enterprise’s demands. In this way, the core enterprise and its co-enterprises could reduce their respective production cost, enhance core manufacturing or service capabilities and finally achieve a win–win situation.
Obviously, the collaborations among enterprises are becoming ever more frequent because of the drastic increase of service provision, including manufacturing tasks outsourcing, CNC-machine iPSS, cutting-tool iPSS, third-party logistics, public warehouse, etc. Different from the traditional manufacturing enterprises, there are two obvious changes in modern enterprises. One is that manufacturing enterprises are divided into two kinds of different and independent companies: manufacturing sectors and service sectors. The other one is that third-party service providers have been established to implement all kinds of productive services for different industrial users. Therefore, production activities of one complex product are not limited in one enterprise or one region. Instead, the configuration of production resources should be optimized in a multi-regional scope. As a result, the cross-enterprise resource configurations integrate the enterprises around different regions into a productive service group. In this group, each enterprise plays a positive role in producing the products with lower cost, shorter lead time, higher quality and more excellent services.
Based on the above background, a service-oriented enterprise collaboration network (so-ECN) is established in the present article. In this so-ECN, the manufacturing or service enterprises are abstracted as the network nodes; the actual or potential collaboration relationships among different enterprise nodes are abstracted as the network edges; the collaboration probabilities among different enterprise nodes are abstracted as the network weights. Furthermore, the collaboration and clustering characteristics among different enterprise nodes in the so-ECN are investigated. Especially, the concept of a service-oriented manufacturing block (so-MB) is introduced and an approach to finding an optimal so-MBs solution in the so-ECN is presented. It is expected that this study will provide a theoretical basis for intelligent enterprise layout and cross-enterprise collaboration decision-making.
The rest of this article is organized as follows. First, a brief review of the collaboration and clustering analysis among different enterprises is given. A logic architecture for implementing the modeling and analysis of so-ECN is given in ‘So-ECN clarification’. Additionally, the topology model and weight estimation of so-ECN are illustrated in this section. This is followed by a description of the modeling of so-MB. A genetic algorithm (GA)-based solution is then provided to find the optimal blocks. ‘A simple example’ provides a case study to verify the feasibility of the proposed method. Finally, discussion and conclusions are summarized, respectively.
Brief review
With the development of service-oriented manufacturing enterprises, there has been a steady increase in the outsourcing of production and services. This leads to numerous enterprises that have to take advantage of any opportunity to improve their production or service capabilities. To reach this aim, academics and practitioners have come to the same conclusion: one enterprise that intends to keep its competitiveness has to deeply cooperate with other service partners to improve their respective performance. Therefore, the first problem for the enterprises is how to evaluate and select the appropriate partners. This selection result will play an important role in improving enterprises’ manufacturing or service capabilities. In the past few decades, much attention has been focused on the evaluation and selection of potential suppliers. For example, Chen et al. 6 used gray relational analysis to select right partners in virtual enterprises. Taking the machine tool industry as an example, an integrated performance evaluation model, using multiple indices to construct a suppliers’ integrated evaluation chart (SIEC), is presented in Yu et al. 7 In addition, the fuzzy technique for order preference by similarity to ideal solution (TOPSIS) method is deployed to deal with the problem of ranking and supplier selection under uncertainties of both quantitative and qualitative evaluation criteria. 8 In short, the widely applied methods mentioned in related literature include an analytic hierarchy process (AHP), analytic network process, case-based reasoning, data envelopment analysis, fuzzy set theory, gray relational analysis, genetic algorithm, mathematical programming, simple multi-attribute rating technique, TOPSIS and their hybrids. 9 It should be noted that all the above approaches have their respective advantages and disadvantages when analyzing and evaluating the optimal partners. However, an AHP-based evaluation method is much more popular owing to its simplicity, ease of use and great flexibility.
On the one hand, the clustering behavior among enterprises becomes apparent with the rapid growth of cross-enterprise collaborations. Owing to the fact that collaboration relationships among enterprises may be short-term or long-term, how to define and analyze the coupling strength among different enterprises is an important research topic. This is also the second problem that we need to solve. As an effective tool for analyzing the performance of complex system, complex network theory (CNT)10,11 could be used to investigate the clustering characteristics among enterprises. In the past few years, CNT has been widely applied to different fields, such as social networks, information networks, technological networks, biological networks and sensor networks,12 –14 etc. Furthermore, the identification and finding of community structure in the above network is one of its important research directions. This research topic has been drawing attention of investigators from computer science, physics and sociology. At present, the approaches to detecting community structure could be divided into two categories. One is the spectral graph partitioning in computer science. From a mathematical perspective, the characteristics (eigenvalue and eigenvectors) of the adjacency matrix could be used to find the community,15,16 such as the Kemighan–Lin and spectral bisection method. The other one is the hierarchical clustering in social networks, such as agglomerative 17 and divisive methods. 18 The advantage of hierarchical clustering algorithms is that they would work much better when there is no prior knowledge on the number of communities. As is well known, the spectral graph partitioning and hierarchical clustering mainly focus on the theoretical feasibility of applying community structure in different networks. Owing to solving community structure is a NP-hard (non-deterministic polynomial-time hard) problem, the complexity of calculating eigenvalue/eigenvectors or clustering coefficients in a real network is very high. Therefore, many heuristic algorithms, including a genetic algorithm (GA) 19 and simulated annealing, 20 could be applied to detect the communities.
In summary, little work has been devoted to enterprise collaboration analysis from the perspective of network topology. However, the review mentioned above shows such an attractive potential that the concept of community structure could be introduced to analyze the collaboration and clustering characteristics of a so-ECN. This is also one of our research motivations.
So-ECN clarification
Service-oriented manufacturing
Service-oriented manufacturing has attracted substantial attention lately owing to its advantages over the conventional manufacturing paradigm. Its purpose is to provide a systematic solution for users by means of integrating products with service to realize the add-value of production activities. In general, the life cycle activities of one product include designing, machining, assembling, distributing, selling, maintaining and recycling. Here, we take productive service outsourcing in production processes as an example to illustrate the collaboration relationships among enterprises. As shown in Figure 1, the significant characteristics in a service-oriented manufacturing workshop are outlined as follows.
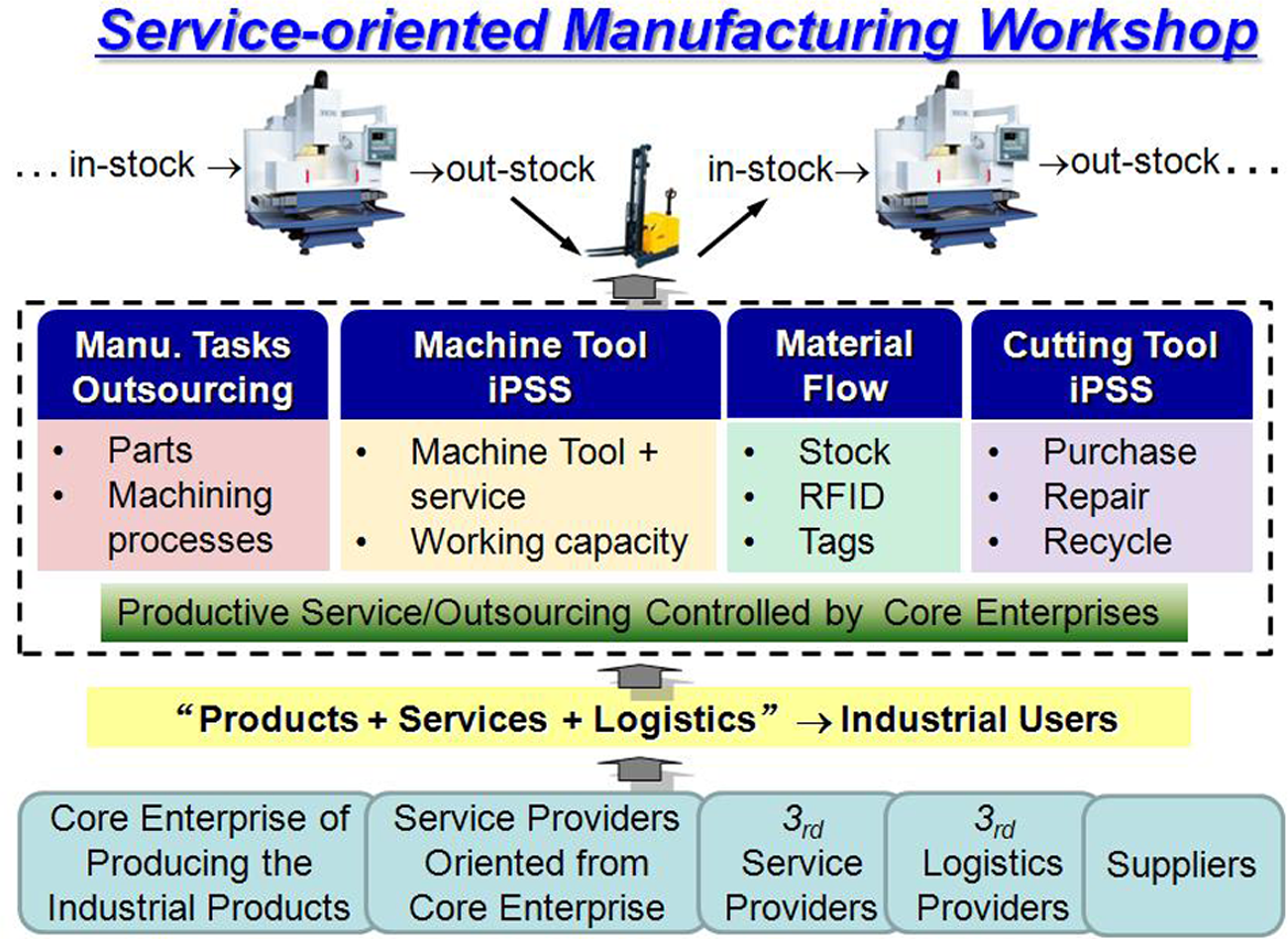
The productive service activities in a service-oriented manufacturing workshop.
Manufacturing tasks outsourcing
Traditionally, the machining task is arranged by enterprises’ production planning department. In modern manufacturing industries, enterprise clusters demand that core enterprises organize a group of co-enterprises to produce products together. For example, Boeing outsources lots of parts of its commercial airliners to those who have greater skills in specialized areas. In these circumstances, much more attention has been paid to exploring its customers’ needs and new products development. What’s more, the important machining processes could also be outsourced to other manufacturing workshops. For example, non-traditional machining tasks, such as precision forging, are finished by professional equipments of its co-enterprises.
Machine-tool iPSS
Advanced numerically controlled (NC) machining equipments have such characteristics as high investment, operation and maintenance cost. One solution for an industrial firm is to introduce the concept of iPSS into manufacturing to finish different production tasks. For example, the Siemens’ industry sector is the worldwide leading supplier of production and transportation. Integrating hardware and software technologies as well as comprehensive industry-specific solutions, Siemens increases the productivity, flexibility and efficiency of its industrial users. Therefore, the purpose of implementing machine-tool iPSS is to make both industrial users and service providers cut down production costs and enhance their respective core competences.
Cutting-tool iPSS
Cutting tool plays an important role in the whole manufacturing process. As a kind of consumable product, there is a great demand in manufacturing workshops. At present, many professional cutting-tool suppliers have been set up to provide a systematic package by integrating the above-mentioned industrial services with tools to finish various machining tasks. Fette Company of Germany, Kennametal Company of the United States and TCM Company of Austria are the professional tool suppliers. The services provided include purchasing, monitoring, grinding, scrapping and recycling of cutting tools. For example, as one of the important partners of Volkswagen, Guhring Company helps Chemnitz engine plant to finish a series of production activities by means of tool iPSS. According to the production requirement of Chemnitz factory, Guhring Company has set up a small tool service station near Chemnitz engine plant. It provides such services as grinding, maintenance and selection of various types of tools. The service cost for cutting-tool iPSS is charged according to the number of finished products of the Chemnitz engine plant.
Material flows
The costs of material flows in a manufacturing workshop take up a great proportion in the whole production costs. Along with the development of modern manufacturing, an increasing number of enterprises would choose to outsource their material flows to third-party logistics (TPL). The major goal is to reduce the overall logistics costs; besides, the management level of material flows could be improved. For example, TPL could adopt a radio frequency identification (RFID) technique to track and monitor the state changes of work pieces and vehicles in a workshop to implement their visual management.
The related practice has showed such an attractive potential that this service-oriented manufacturing mode, including the outsourcing, iPSS and TPL, could guide and power numerous enterprises to plan and fulfill their production activities much better.
Logical architecture
Under this service-oriented manufacturing mode, establishing short-term or long-term business relationship has become the consensus of numerous enterprises. Therefore, we must attach much importance to the collaborations among manufacturers and service providers. According to the above characteristics of service-oriented manufacturing, a logical architecture for implementing the modeling and analyzing of enterprise collaboration network is presented in Figure 2. Focusing on clarifying the collaboration mechanism among different enterprises, a specific procedure is outlined as follows.
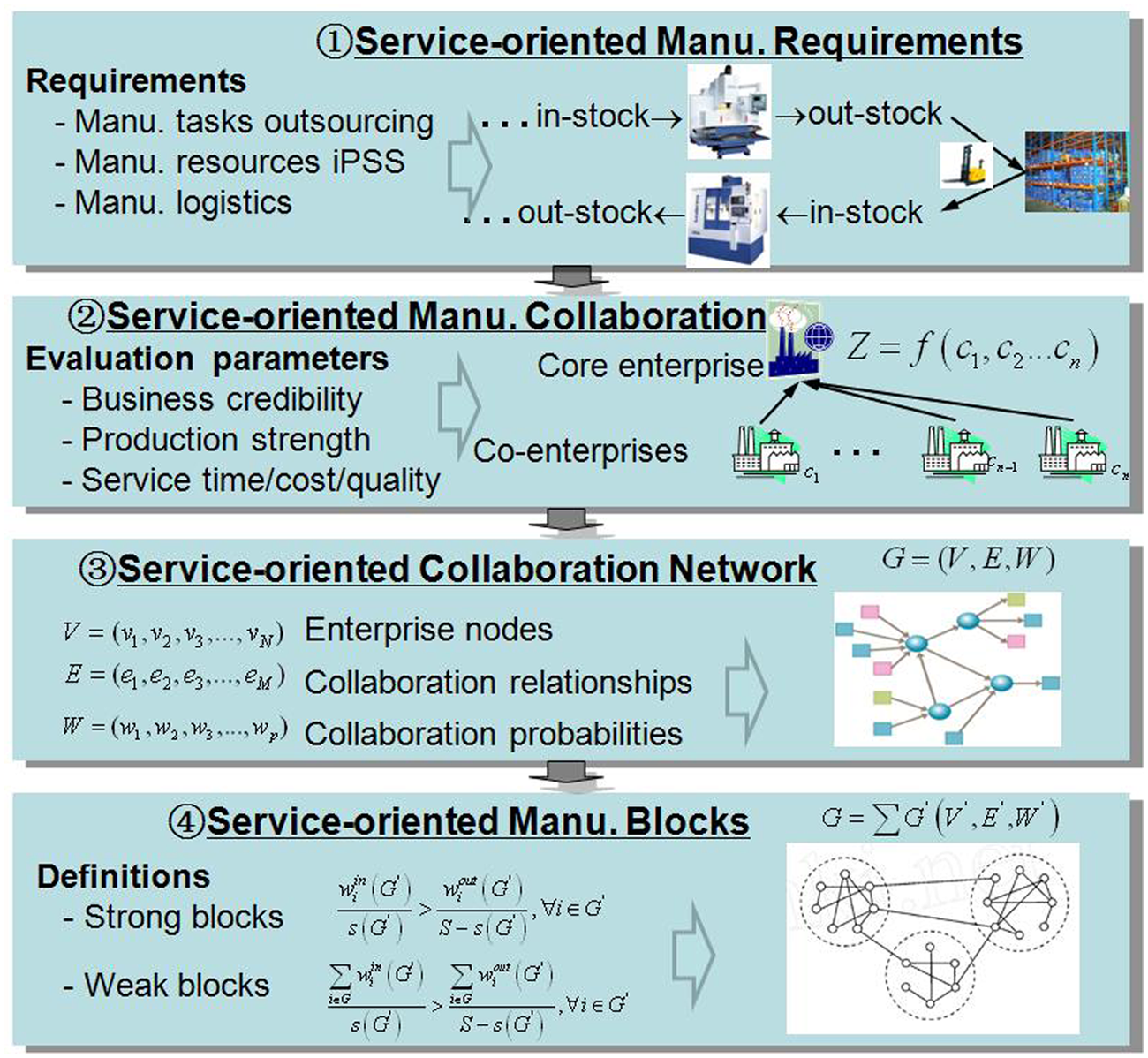
A logical architecture for implementing the modeling and analyzing of the so-ECN.
Identifying service-oriented manufacturing requirements from different enterprises
On the one hand, core enterprises must make a strategic decision to outsource which production activities. For example, the manufacturing tasks of less important parts could be finished by their co-enterprises owing to the limitation on production resources of core enterprises. On the other hand, service providers pay more attention to exploring the potential demands of their industrial users. As a result, a systematic solution in the form of “products + services + logistics” would be provided.
Evaluating the potential partners based on various criteria
It is a multi-criterion decision problem that includes both qualitative and quantitative criteria. For example, the business credibility and comprehensive strength for one enterprise are difficult to quantify; while the service time and cost for a specific manufacturing task could be quantitatively analyzed. Studies have shown that evaluating the potential partners is one of the most significant variables, which has a direct impact on the performance of the whole production.
Establishing a so-ECN network
According to the characteristics of service-oriented manufacturing, a weighted and undirected topology model could be built. The manufacturing or service enterprises are abstracted as the network nodes; the actual or potential collaboration relationships among enterprise nodes are abstracted as the network edges; and the collaboration probabilities among enterprise nodes are mapped into the network weights.
Dividing so-MBs in the so-ECN
In the established so-ECN, the weights between different enterprise nodes denote their collaboration probabilities. Nevertheless, the collaboration probabilities among enterprises may be different. Similarly, this phenomenon has also been discovered in the so-MBs. There are different manufacturing blocks, in which enterprise nodes are joined together tightly and between which there are only looser connections.
Modeling of the so-ECN
In order to extract and build the so-ECN, here, manufacturing enterprises, machine-tool iPSS providers, tool iPSS providers and TPL providers are abstracted as the network nodes. The actual and potential collaboration relationships among enterprise nodes are mapped into the network edges. As a result, the topology model of so-ECN could be established and formatted as G = (E, V, W), where V = {v1, v2, v3, …, v N } denotes a node set and v i (i = 1, 2, …, N) denotes the manufacturing or service enterprise; E = {e1, e2, e3, …, e M } denotes an edge set and e i (i = 1, 2, …, M) denotes the actual and potential collaboration relationships among enterprise nodes; W = {w1, w2, w3, …, w M } denotes the collaboration probabilities among enterprise nodes. The adjacency matrix A = (a ij )n×n is shown in equation (1). It is noted that the established so-ECN is a weighted and undirected network derived from the adjacency matrix

To be specific, the definition of the network weight could be explained as follows. For enterprise nodes v i and v j , if v i and v j have collaborated before, its weight w ij is set as 1; if v i and v j have probably collaborated, the maximum collaboration possibility is set as network weight; if v i and v j have probably never collaborated, the weight w ij is set as 0. For example, core enterprise u has one machining task needed to be outsourced, and the potential enterprises {c1, c2, …ci, …, c n } are selected as candidate partners. Therefore, the enterprises u and these potential enterprises have probably collaborated to complete this machining task. The method for estimating their collaboration probabilities is described in the next section. It needs to point out that the established so-ECN is a network including both actual and potential collaboration relationships among enterprise nodes.
Determining the weight of the so-ECN
According to the above so-ECN model, its weight values are defined as the collaboration probabilities among different enterprise nodes. How to determine the weight of so-ECN is described in this section, which mainly includes two phases.
A rough decision-making phase
With the production tasks released by core enterprises, a rough decision-making phase is used to select the potential candidates from numerous manufacturing and service enterprises. As a result, the competent, powerful and creditable enterprises are chosen to take part in the next detailed evaluation phase; on the contrary, the unqualified enterprises are eliminated and lose the collaboration opportunities with core enterprises. Thus, the potential candidates and core enterprises have the probable collaboration relationship after the rough decision-making phase. Obviously, if the enterprise node is not satisfied with the candidate criteria proposed by the core enterprise, their weight values are set as 0.
A detailed evaluation phase
Based on the result of the candidate enterprises, the AHP, developed by Thomas L. Saaty in the 1970s, 21 is used to evaluate different candidate enterprises. An AHP is a structured technique for organizing and analyzing complex decisions based on mathematics and psychology, which has been extensively studied and refined by lots of experts in different fields. Therefore, it is feasible to adopt an AHP method to estimate the collaboration possibilities between core enterprise and candidate enterprises. The detailed evaluation phase is presented below.
Application of the AHP method
Figure 3 shows the specific procedure of applying the AHP. In general, it includes the hierarchy structure model, judgments and comparisons, calculation and consistency check for the single-level and total-level sorting.
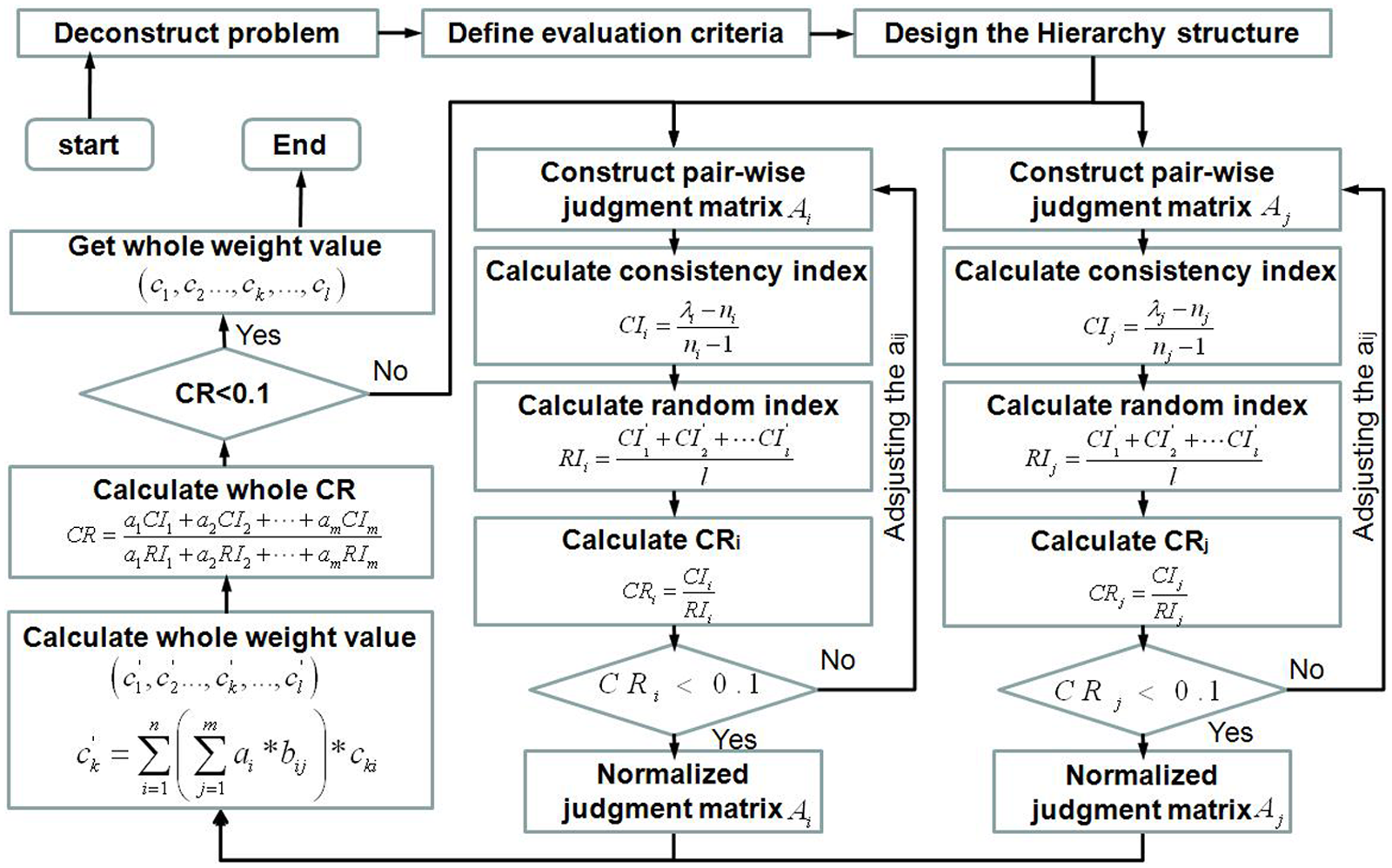
The specific procedure for using the AHP method to estimate collaboration possibilities.
Step 1. Hierarchy structure model
Generally, the evaluation criteria for candidate enterprises are not unique, and the focal point of development may be various for different enterprises. For example, small and medium enterprises pay more attention to less investment cost and more flexible production configuration so as to improve their competitiveness. Instead, large enterprises pay more attention to enhance the comprehensive strength and provide value-added services to improve the overall service advantage. Here, a hierarchy structure model for evaluating candidate partners is presented. As shown in Figure 4, a four-layer structure model F = f(Z, A, B, C) is established. The overall goal Z denotes the optimal partner; criteria A = (A1, A2, A3) includes credibility, power and service of one enterprise; B = (B1, B2, …, B7) is the subcriteria of criteria A. For example, service A3 could be subdivided as time B5, quality B6 and cost B7. Alternatively, C = (C1, C2, …, C n ) is the candidate enterprises set after the rough decision-making phase.
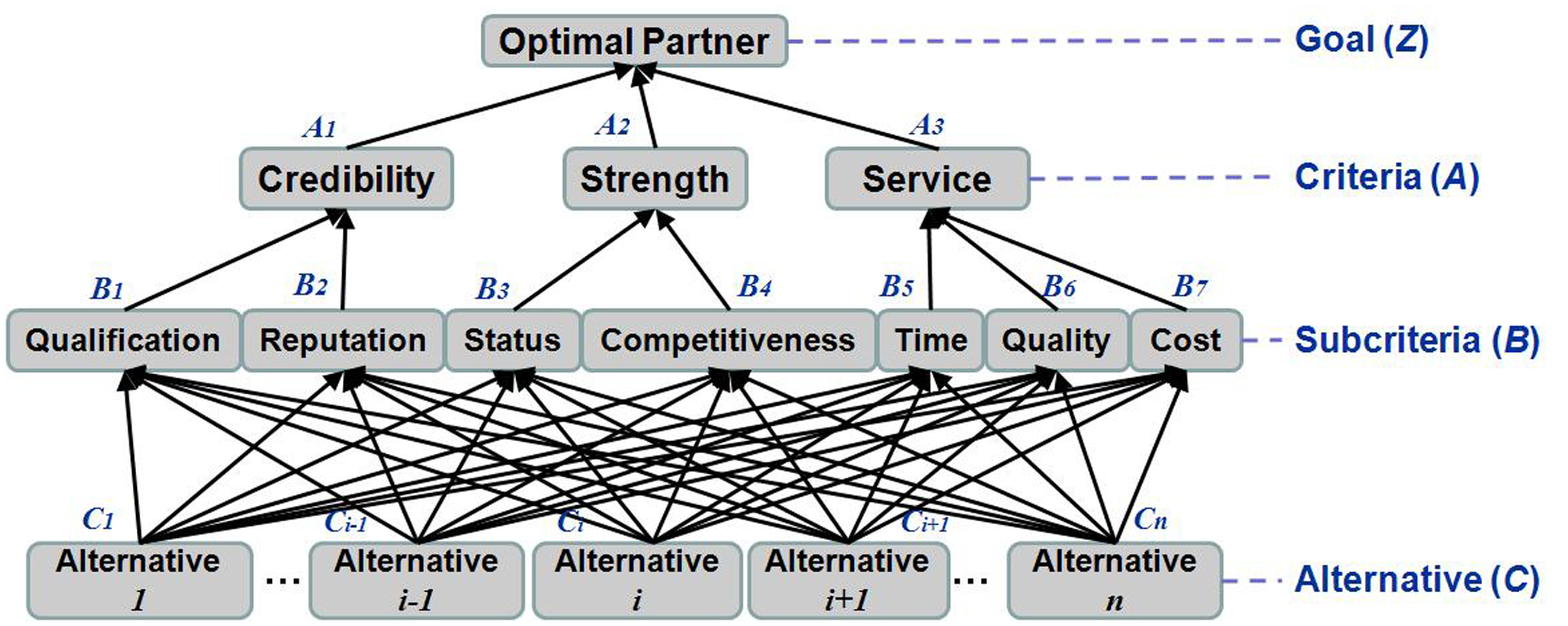
The hierarchy structure model for evaluating candidate partners.
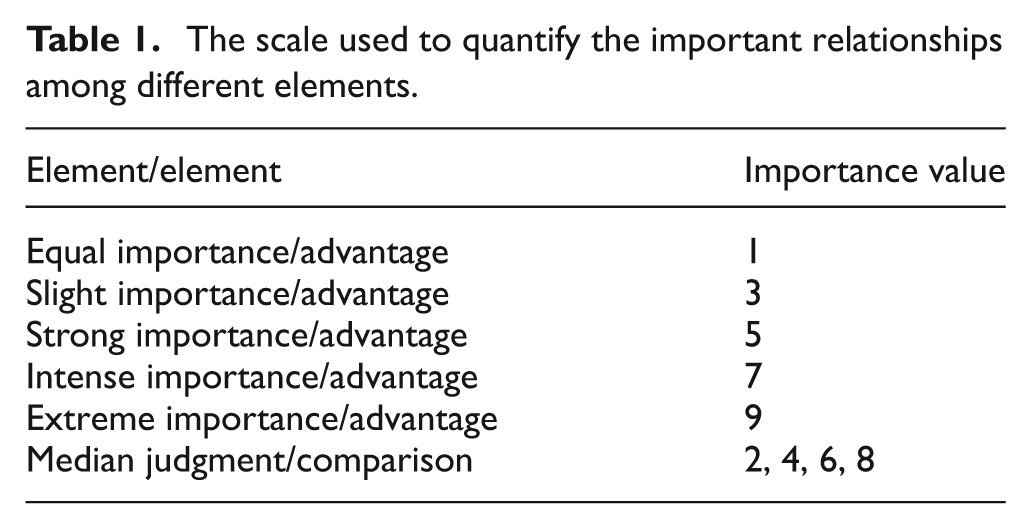
Step 2. Judgments and comparisons
A judgment or comparison is the numerical representation of a relationship between two elements that share a common parent. As shown in Table 1, a 1–9 scale is used to quantify the important relationships among different elements. It is noted that 2, 4, 6 and 8 are set as the median value of judgment or comparison. For example, for power A2, if the status of B3 is equally important with respect to the optimal partner than competitiveness B4, the value is set as 1; if the status B3 is extremely important with respect to the optimal partner than competitiveness B4, the value is set as 9. Supposing there are n elements X = {x
1
, x
2
, …, x
n
} in some level, the importance value of X
i
and X
j
with respect to the parent element Y is set as
The scale used to quantify the important relationships among different elements.
Step 3. Single-level sorting and consistency check
First, the principal eigenvalue λ and normalized eigenvector w of judgment matrix R are calculated, and they can be formulated as Rw = λw. But judgment matrix R may not be consistent. The consistency index CI = (λ – n)/(n – 1) is used to describe the consistency of matrix R. The closer λ approaches judgment elements n, the better consistency of matrix R. In order to make the check result more reliable, the consistency ratio (CR) is proposed CR = CI/RI, where RI denotes the random consistency index. If CR < 0.1, the consistent conclusion for judgment matrix R could be drawn. Otherwise, it is necessary to readjust the r ij of judgment matrix R.
Step 4. Calculating the total-level sorting
Suppose that the sorting of criteria A{A1, A2, A3} with respect to the optimal partner Z is {a1, a2, a3} and the single sorting of subcriteria (B1, B2, …, B7) with respect to parent element A j (j = 1,2,3) is {b1j, B2j, …, B7j}.Then, the total-level sorting of subcriteria-B is shown as

Step 5. Consistency check for the total-level sorting
Suppose that the consistent index of subcriteria (B1, B2, …, B7) with respect to criteria A j (j = 1,2,3) is CI j and the random consistent index is RI j . Then, the consistent ratio of the total-level sorting is
If CR < 0.1, the total-level sorting meets a consistent requirement; otherwise, it is necessary to adjust the r ij of judgments matrix R.
According to the above application of the AHP method, the final sorting result {c1, c2, …, cl} of candidate enterprises with respect to the optimal partner could be acquired.
Estimation of network weight
In the established so-ECN, w ij denotes the collaboration probability between enterprise nodes v i and v j ; c ij denotes the comprehensive evaluation parameters of nodes v i and v j

where, cmin = min(c1j, c2j, …, c nj ); cmax = max(c1j, c2j, …, c nj ); (c1j, c2j, …, c nj ) is the total sorting result of candidate enterprises nodes {v1, v2, …, v n } with respect to the core enterprise v j .
Obviously, the collaboration probability between enterprise nodes vi and vj is proportional to the value of comprehensive evaluation parameters cij. Therefore, if service enterprise node vi is not satisfied with the candidate criteria of enterprise node vj, wij is set as 0; if service enterprise node vi has the largest comprehensive evaluation parameters cmax, wij is set as 1.
Modeling of so-MB in the so-ECN
In practice, there is a phenomenon that lots of co-enterprises located around a core enterprise form into an industrial cluster. There are different enterprise clusters in distributed industrial parks, within which connections are dense, and between which connections are sparser. This empirical evidence is consistent with the community structure in CNT, therefore, the investigation about the clustering characteristic of service-oriented manufacturing enterprises in the so-ECN has great theoretical and realistic significance.
Definition of manufacturing blocks
Similar to the concept of community structure, the so-MBs are defined as groups of enterprise nodes within which collaborations are denser, and between which collaborations are sparser. Based on the comparison of the edge density among nodes, an intuitive definition was put forward by Radicchi. 3 For the established topology model of so-ECN G = (E, V, W), a manufacturing block is a group G′ = (V’, E’), G′ G. If enterprise node i belongs to block G′, the weighted degree w i consists of the internal and external links

where,
Manufacturing blocks in a strong sense
The group G′ is a manufacturing block in a strong sense if each enterprise node has more average links within this group than the rest of so-ECN

Manufacturing blocks in a weak sense
The group G′ is a manufacturing block in a weak sense if the sum of all weighted average degrees within G′ is larger than the sum of all weighted degrees toward the rest of the so-ECN

Where,
It is noted that a manufacturing block in a strong sense is also a manufacturing block in a weak sense, but the opposite is not true.
Evaluation function
According to the coupling strength among enterprise nodes, the so-ECN could be divided into different manufacturing blocks. Here, the weighted modularity Q w (Newman et al. 22 ) is used to evaluate the division quality. As shown in equation (7), Q w is defined as the fraction of weighted edges that fall within so-MB minus the expected value of the same size. This stochastic network and divided so-ECN have the same vertices, edges and so-MB numbers

where,
GA-based solution
In the process of finding the manufacturing blocks, there are two uncertain factors influencing the division quality. One is the size of the manufacturing blocks; the other is the enterprise nodes belonging to which specified blocks. As a result, there is a huge solution space for finding appropriate manufacturing blocks. Different from the traditional agglomerative and divisive approaches, an improved GA is used to obtain a better solution. As one of the optimization algorithms based on swarm intelligence, a GA demonstrates a very great advantage on global searching and solving a non-linear combinatorial optimization problem. The specific solving procedure is illustrated in Figure 5.
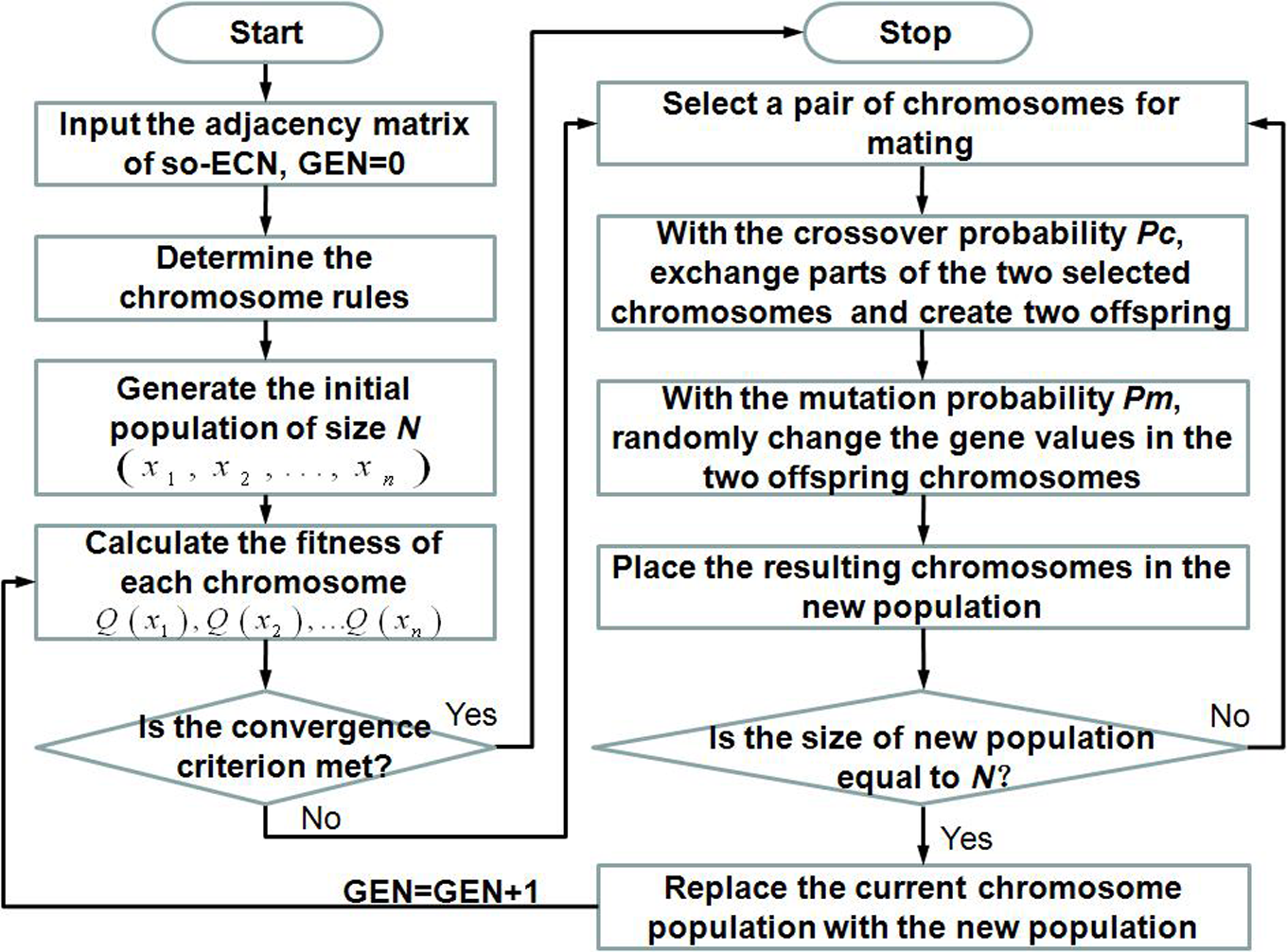
The solving procedure for finding appropriate manufacturing blocks.
Determine rules of chromosome encoding
Here, a chromosome encoding rule based on binary strings is put forward. If there are n enterprise nodes in the established so-ECN, the chromosome includes (n + 1) segments. The first segment denotes the size of so-MBs; other segments are in accordance with the enterprise nodes. For example, as shown in Figure 6, the size of generating blocks is 1100; the first enterprise node belongs to block 0101; the second enterprise node belongs to block 1000. In order to avoid generating invalid genes, it is necessary to add some restrictions. The chromosome value of enterprise nodes should be less than the size of the generating blocks. Related experience suggests that the maximum size of the blocks should be usually set as n/3 and the minimum size of blocks should be set as 2.
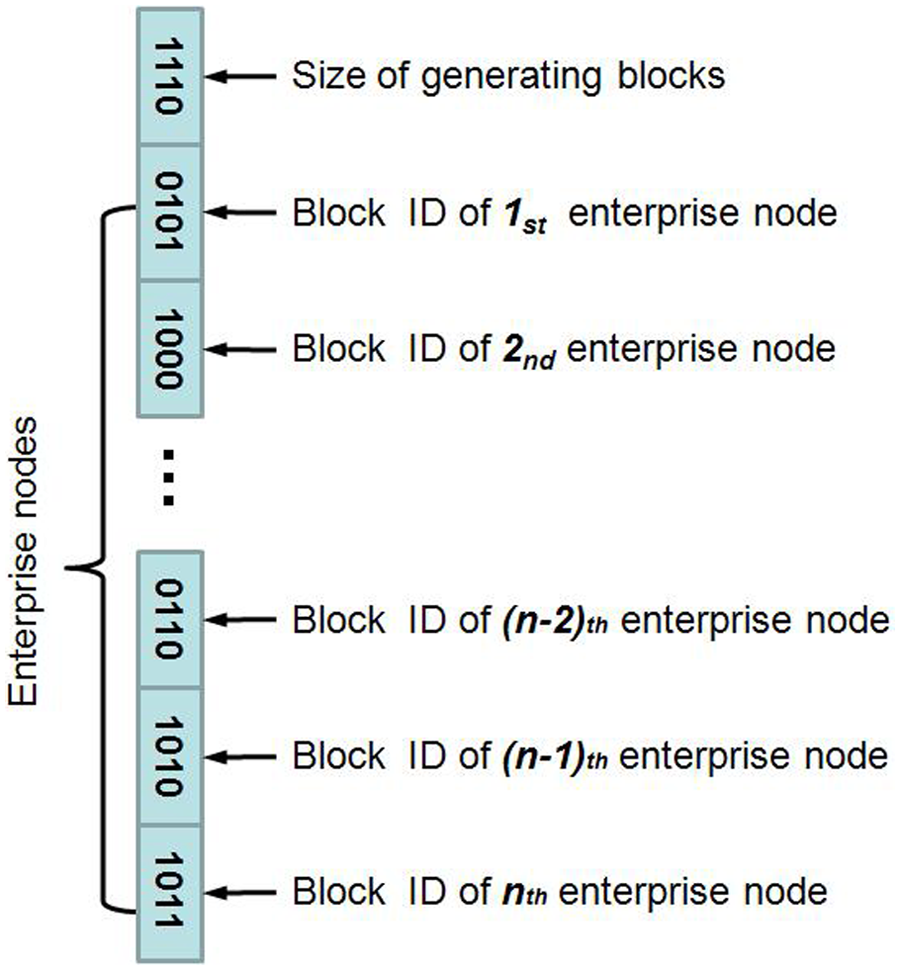
The rules of chromosome encoding.
Build the fitness function
As previously mentioned, the weighted modularity Q w is used to evaluate the quality of dividing the manufacturing blocks. In order to obtain reasonable genetic results, a punishing function is led into the modularity function to restrict the corresponding value of the fitness function, which is described as


where Q w denotes the weighted modularity; R denotes the generating blocks; r i denotes the specific block identification generated from enterprise nodes; n denotes the enterprise nodes in the so-ECN; and p e denotes the penalization function formulated as

where D denotes the predetermined maximum iteration times; and d denotes the current iteration times.
Reproduction strategy
For each population, the next generation is created by means of the processes of replication, crossover and mutation. At first, roulette-wheel strategy is adopted as the selection procedure, which belongs to the fitness-proportional selection and can select a new population with respect to the probability distribution based on fitness values of the individuals in the previous generation. After replication, the crossover of chromosomes and mutation of some randomly chosen genes are performed. 23 The two-point crossover and non-uniform mutation operator are applied to improve the precision for local search and to preserve the convergence for the solutions. Additionally, a kind of dynamic adjusting strategy is introduced to determine the crossover rate P c and mutation rate P m according to the fitness value. They are formulated as


where,

denotes the average fitness value in current population;
Termination condition
During the reproduction process, the termination conditions for the GA are very important. Here, we consider two kinds of cases. If current iteration times exceeds the predetermined maximum iteration times, the evolution is terminated; if the maximum fitness value is maintained at a relatively stable state in 0.05*D generations, the evolution is terminated.
A simple example
In order to verify the proposed method, here, a simulation example is used to illustrate its feasibility and effectiveness. The authors compose a scenario that uses 106 industrial enterprises to establish a manufacturing and service collaboration network. In this established so-ECN, there are 10 core manufacturing enterprises, 29 supporting manufacturing enterprises, 41 suppliers/vendors, 8 logistics enterprises, 6 cutting-tool iPSS enterprises, 9 machine-tool iPSS enterprises and 3 public warehouses. In particular, the core manufacturing enterprises are responsible for assembly and quality inspection of finished products; the supporting manufacturing enterprises are responsible for manufacturing parts or components outsourced by other manufacturing enterprises; the suppliers/vendors are responsible for providing raw materials or standard parts (i.e. screws, washers, etc.); the logistics enterprises are responsible for providing transport and dispatching service for different manufacturing or service enterprises; the machine-tool and cutting-tool iPSS enterprises are responsible for providing “industrial product + service” for different manufacturing enterprises and the public warehouses are responsible for real-time products storage of all manufacturing or service enterprises.
Step 1. 106 enterprise nodes are considered in this so-ECN. Figure 7 shows the initial topology relationships among manufacturing and service enterprises. The CoreMExx nodes denote the core manufacturing enterprises; the SupMExx nodes denote the supporting manufacturing enterprises; the Logisticsxx nodes denote the logistics enterprises; the CTPSSxx nodes denote the cutting-tool iPSS enterprises; the MTPSSxx nodes denote the machine-tool iPSS enterprises; the Supplierxx nodes denote the suppliers/vendors; and the PublicWarehousexx nodes denote the public warehouses. It can be seen from Figure 7 that the collaboration relationships among different manufacturing or service enterprise nodes are anfractuous and complicated. For example, the CoreME01 has the actual or potential collaboration relationships with the enterprises (SupME01, SupME02, SupME04, SupME05, SupME08 SupME09 SupME10, SupME15, SupME20, SupME22, SupME26, SupME27 SupME28, Supplier06, Supplier08, Supplier14, Supplier19, Supplier22 Supplier27 Supplier37, Logistics02, Logistics07, Logistics08, CTPSS03, CTPSS05, MTPSS01 andPublicWareHouse3). What is more, there are mutual collaborations among these enterprises.
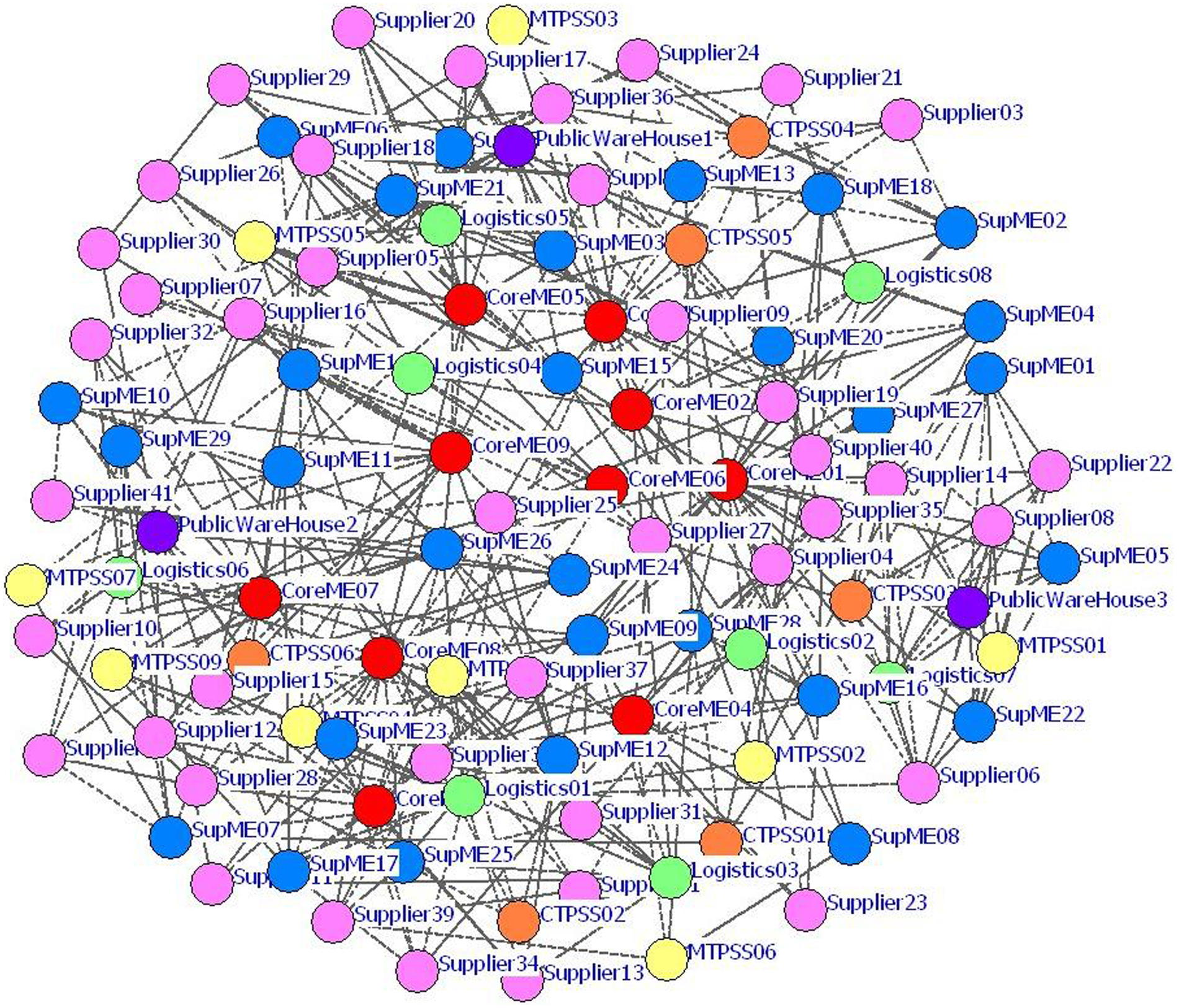
The initial topology model for a specific so-ECN with 106 enterprise nodes.
Step 2. Take the manufacturing tasks outsourced by CoreME01 as an instance to illustrate the application of the AHP method. Considering the production capabilities and advantages, it is necessary for CoreME01 to outsource related manufacturing tasks of parts to other manufacturing enterprises. Here, SupME01, SupME02, SupME05, SupME08 and SupME10 are selected as the candidate partners to fulfill these manufacturing tasks. According to the procedure previously described, the final partition coefficients of related elements are shown in Figure 8. The final consistent ratio of the total sorting CR is 0.046 < 0.1 and this result meets the consistent requirement. Similarly, the collaboration coefficients among different manufacturing or service enterprise nodes could be obtained by means of this approach.
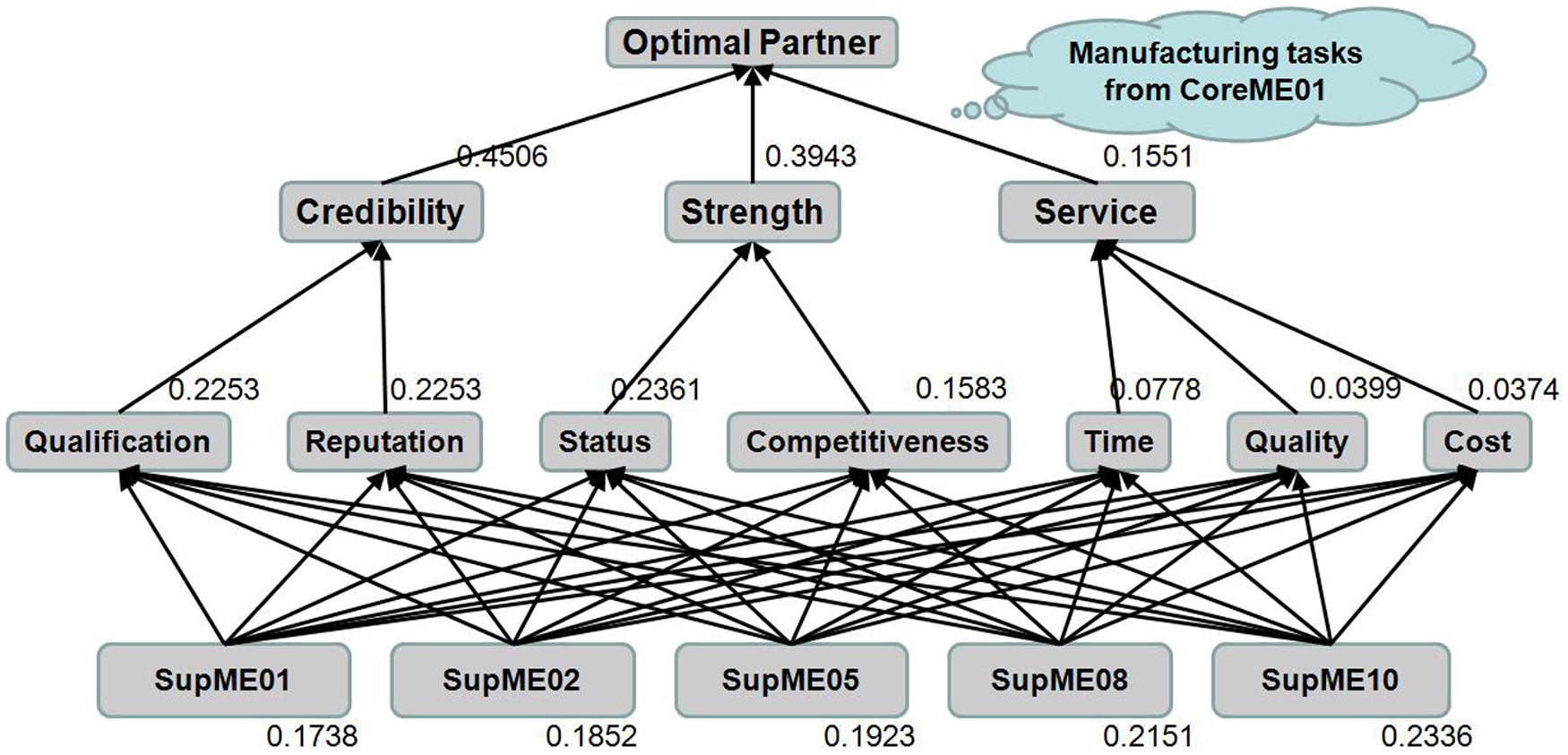
The partition coefficients of related elements for the manufacturing tasks outsourced by CoreME01.
Step 3. According to the result of Step 2, we could estimate the weight values among different enterprise nodes. The links in Figure 9 denotes the actual or potential collaboration relationships among enterprise nodes. The line thickness is proportional to the collaboration possibilities among enterprise nodes. As shown in Figure 9, there is not a link between CoreME01 and SupME05, which means that there is no actual or potential collaboration relationship between the two enterprises. Instead, there is a thicker link between CoreME01 and SupME27, which means that there is a stronger or more stable collaboration relationship between the two enterprises.
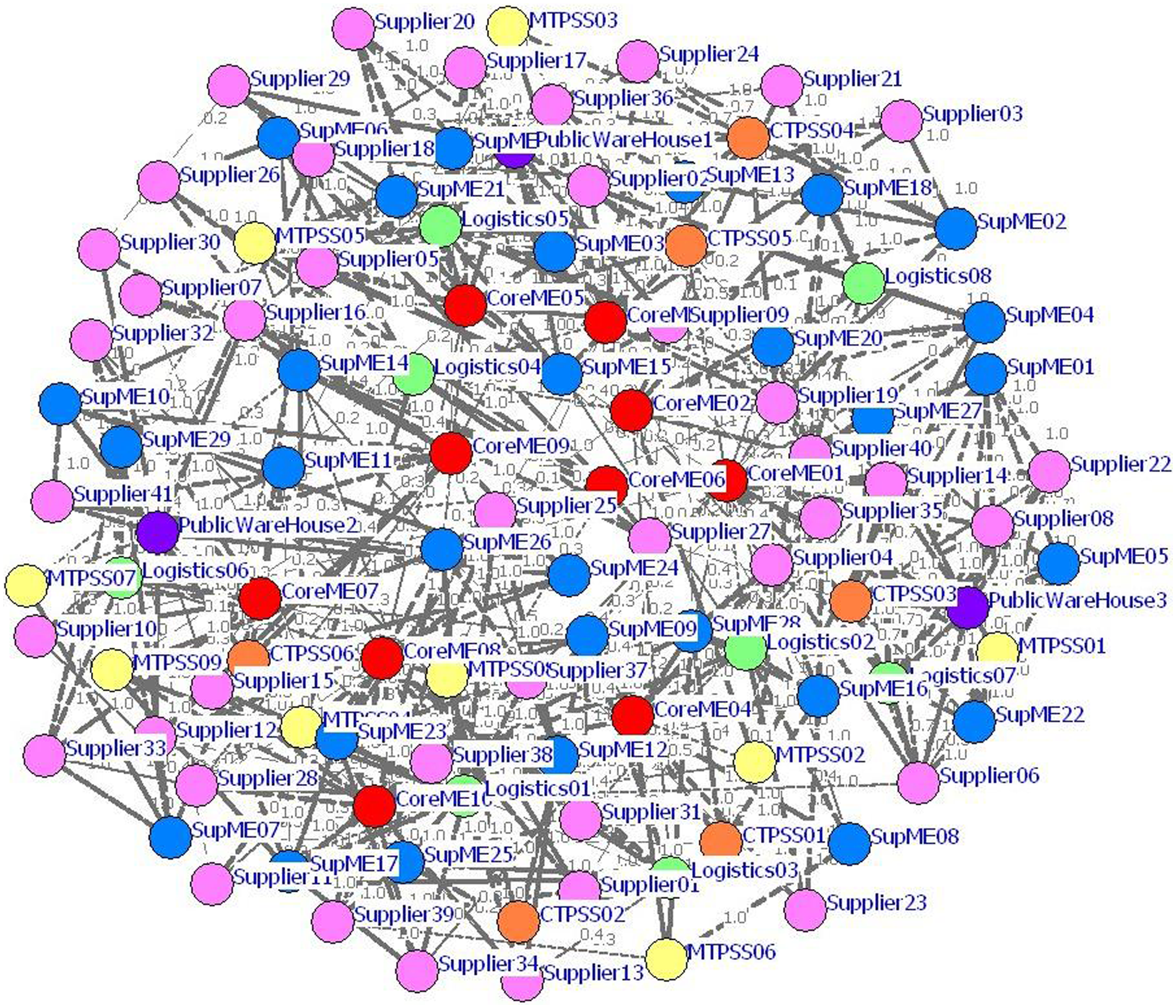
The weighted and undirected so-ECN with 106 enterprise nodes.
Step 4. Using the GA method, we could get the result of dividing so-MBs. The parameters used in this solution are set basically by experience and experiment. Specifically, the population size is set as 100; chromosome length is set as 642; the maximum iteration is set as 1500. Figure 10 shows the convergence curve of using GA to find optimal manufacturing blocks. After 846 iterations, the curve is maintained at a relatively stable state. Until the iteration time is 921, an optimal scheme is obtained and the solving procedure is terminated. In the final dividing result, there are ten manufacturing blocks, which is shown in Figure 11.
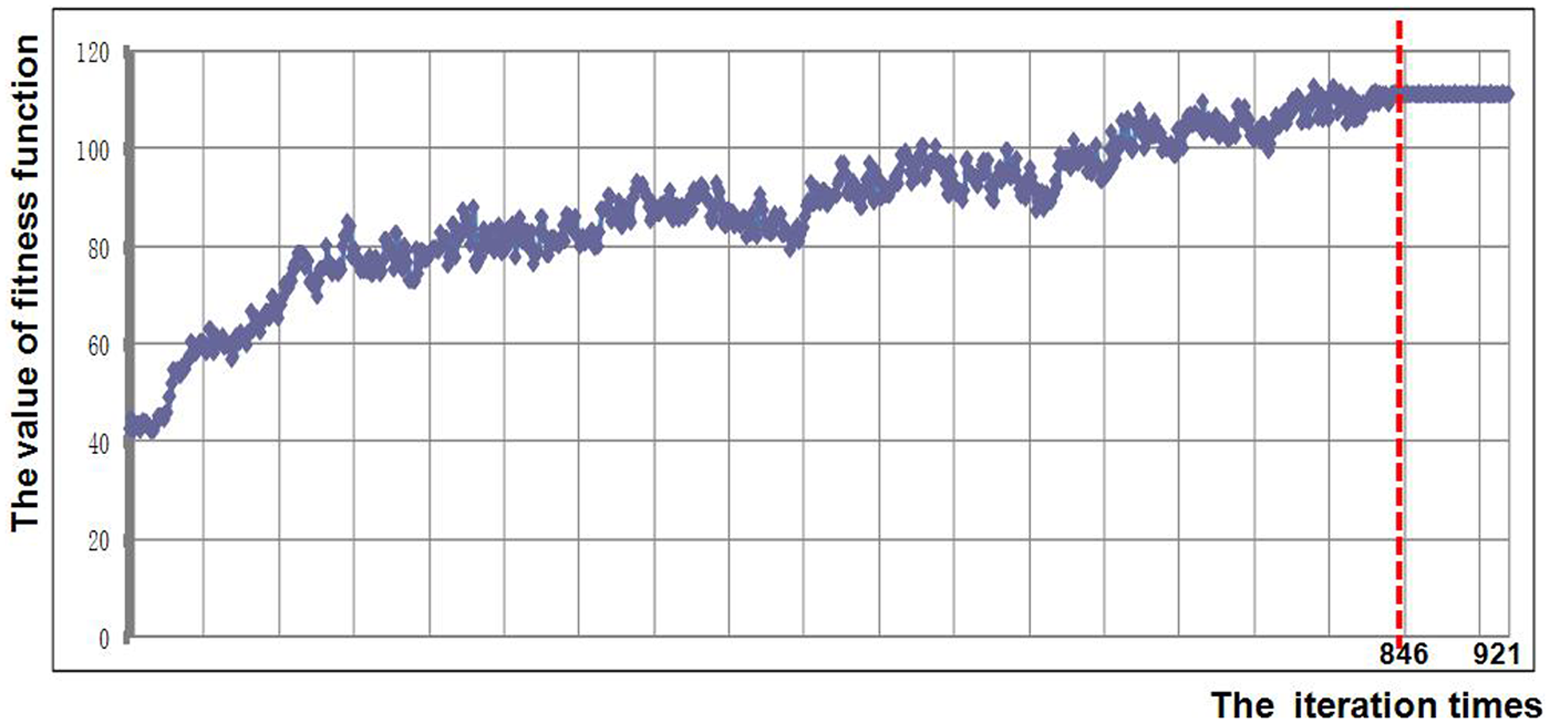
The convergence curve of using GA to find optimal manufacturing blocks.
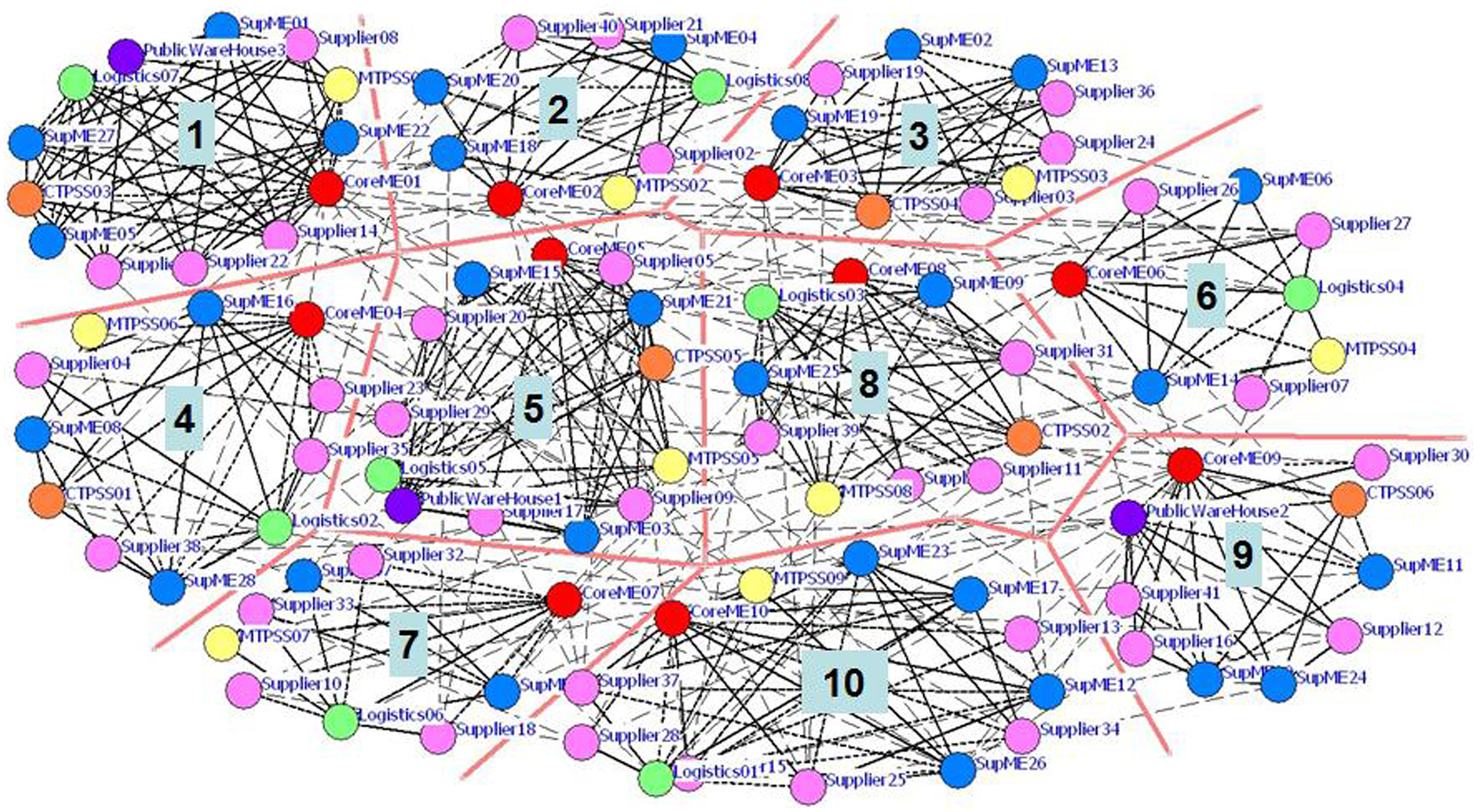
The so-MBs solved by GA.
Step 5. According to the definition of manufacturing blocks in a strong sense, each enterprise node has more average links within this block
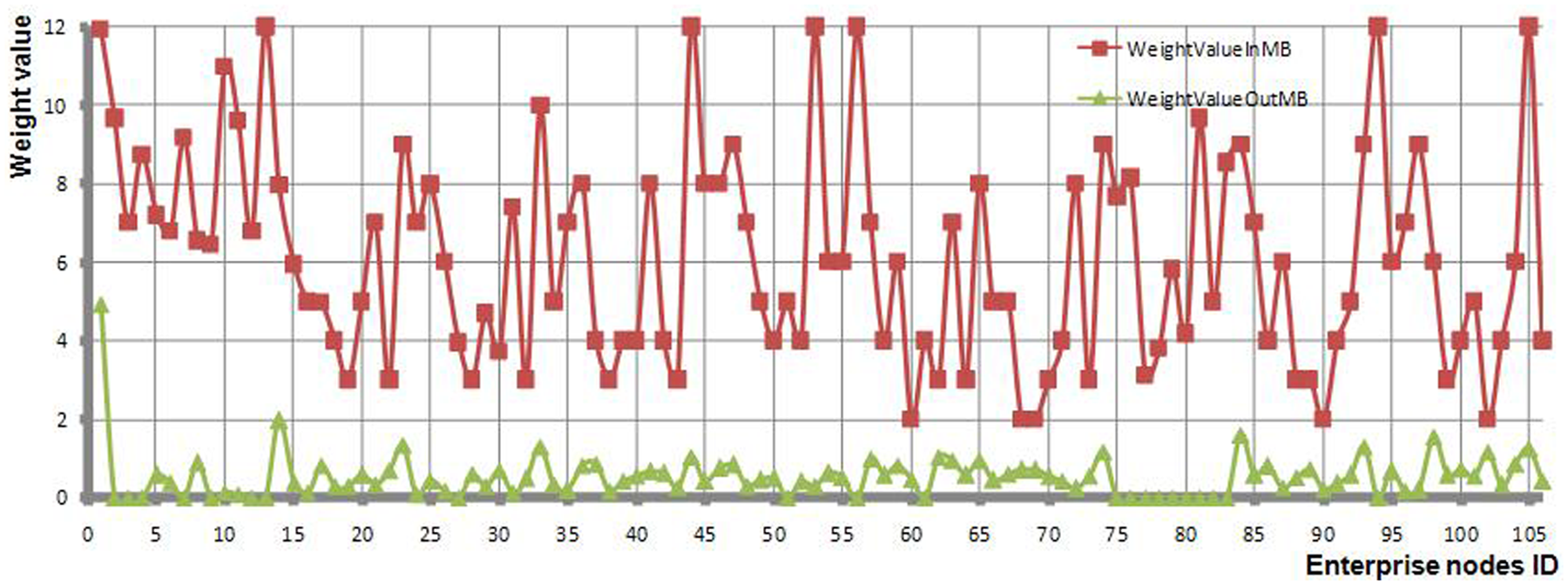
The distribution curves of weight value within the so-MBs.
Discussion
The studies reported in this article have sought to investigate the collaboration and clustering characteristics of service-oriented manufacturing enterprises. From the perspective of a topology network, the authors established a so-ECN. The AHP method was used to estimate the network weight; and an improved GA was used to solve optimal manufacturing blocks. On the one hand, the AHP method is simple and effective to deal with the collaboration evaluation issue among different enterprises. On the other hand, the GA method has a great advantage to solve the NP-hard problem for obtaining optimal blocks. The results show that this method is of a good convergence. During iterations from 1 to 846, there is a steady uptrend with some fluctuation for the fitness value. One reason is that the best individual sequences are designed to avoid missing the best value, and another reason is that the improved crossover and mutation operators are designed to avoid the local optimum. After 846 iterations, the curve is maintained at a relatively stable state. Until the iteration time is 921, an optimal scheme is obtained and the solving procedure is terminated. Therefore, the GA method has higher practicality in comparison with the spectral graph partitioning and hierarchical clustering for finding optimal blocks. Indeed, it should be pointed out that this study has some limitations. For example, consistency in application of the AHP is a critical issue. The determination of initial parameters (such as population size) plays an important role in the final optimal result. In further work, corresponding solutions would be provided to improve the effectiveness of the AHP and GA methods.
The above study has demonstrated the application of these approaches in a simulation case. By means of the simulation result, we could conclude that usually a core manufacturing enterprise and the related supporting enterprises belong to the same manufacturing block. Actually, these findings are in accordance with practice. In order to seek more collaboration opportunities and reduce the production cost, the supporting enterprises are located around the core enterprise geographically. In addition, more attentions should be paid to the logistics nodes, which provide a professional logistics service for different manufacturing or service enterprises. In order to meet the user’s real-time delivery requirements and reduce transportation costs, these logistic enterprises should be located at the geometric center of industrial parks. These results may not only help enterprise managers make more wise decision, but also provide foundation for the design and optimization of industrial parks.
Conclusions
The purpose of this article is to put forward an effective method for evaluating the collaboration and clustering characteristics among different enterprises. After introducing the concept of service-oriented manufacturing, the authors investigated the modeling and analyzing of the enterprise collaboration network. The following conclusions may be made.
A so-ECN has been established. In this so-ECN, the manufacturing or service enterprises were abstracted as network nodes; the actual and potential collaboration relationships among different enterprise nodes were abstracted as network edges; the collaboration probabilities among different enterprise nodes were mapped into network weights. Using the AHP method, the collaboration possibilities among enterprise nodes could be estimated.
A concept of so-MBs in the so-ECN was introduced to describe the clustering characteristic of enterprise nodes. The enterprise nodes in the same manufacturing block have more collaborations; while the enterprise nodes in different manufacturing blocks have less collaborations. This theoretical description is consistent with the empirical experience.
An improved GA method was used to identify different manufacturing blocks. The weighted modularity Q w was used to evaluate the quality of dividing manufacturing blocks; binary strings were used to encode the enterprise-IDs and block-IDs; a kind of dynamic adjusting plan was introduced to determine the reproduction strategy of each population.
A case study was presented to verify the feasibility and rationality of the proposed methods. The results suggested that the AHP evaluation is effective and the GA-based solution has a good convergence. Moreover, the optimal result of dividing manufacturing blocks is reasonable, which would provide a reasonable decision for cross-enterprise collaborations.
Footnotes
Acknowledgements
The authors hereby thank NSFC and MOST for the financial aids. In addition, the authors also would like to thank the anonymous reviewers who gave valuable suggestions that have helped to improve the quality of the manuscript.
Funding
The research was supported by the NSFC [Grant No. 50875204] and National 863 Key R&D Project [Grant No. 2011AA040505].