
Abstract
The waviness errors on the machined surfaces have significant impact on the performance of optical components. Mid-spatial frequency errors (amplitude near 10 nm, wavelength about 1 mm) are found on the machined surfaces along feeding direction, and the oil pressure fluctuations of the hydrostatic slide are confirmed to be the main source which produces such waviness errors. In this article, the influence of oil pressure fluctuations on the machined surface is studied quantitatively for the first time, and the corresponding experiments are carried out. Besides, the three-dimensional surface profile simulations of workpieces considering the oil pressure fluctuations are achieved. The simulation results have been verified by the experiments on an ultra-precision flycutting machine.
Keywords
Introduction
The single-point diamond turning (SPDT) allows the direct obtainment of submicrometric form accuracy with nanometric roughness without complementary operations such as lapping or polishing, 1 so it is widely used in processing high-quality optical elements. An excellent example of SPDT is the production of potassium dihydrogen phosphate (KDP) crystals for the National Ignition Facility laser fusion system. In this system, the KDP crystals are widely used as harmonic frequency converters in the optical path, which can implement frequency multiplication and optical switching. 2 Because of the special structure of the SPDT machine tool, the machining is very sensitive to the vibration between the cutter tool and the workpiece, which causes the waviness on the machined surface.
Many researchers studied the vibrations in the machining process and its effects on the machined surface, such as the dynamic vibration of the machine tool structure and the dynamic characteristics of the spindle.3–6 For the waviness on the machined surface of KDP crystal by SPDT, An et al. 7 studied the reason for mid-spatial frequency errors (amplitude 0.1 µm, wavelength about 100 nm) in the machined surfaces along feeding direction, and pointed out that it is caused by the dynamic characteristic of the aerostatic bearing spindle in the ultra-precision flycutting machine tool. Li and colleagues8,9 studied the influence of micro-waviness (amplitude about 0.2 µm, wavelength about 100 µm) on the damage threshold of the KDP crystal machined by flycutting and the main sources introducing the micro-waviness based on the combination of the Fourier modal theory and power spectrum density method. Liang and colleagues10,11 analyzed the waviness (amplitude 0.4 µm, wavelength about 30 mm) in the KDP crystal surface by the finite element (FE) method; furthermore, an appropriate range of the stiffness for dominant resonant frequency was given. These studies provided the theoretical basis for increasing the optical performance, and guided the KDP processing and machine structure improvement.
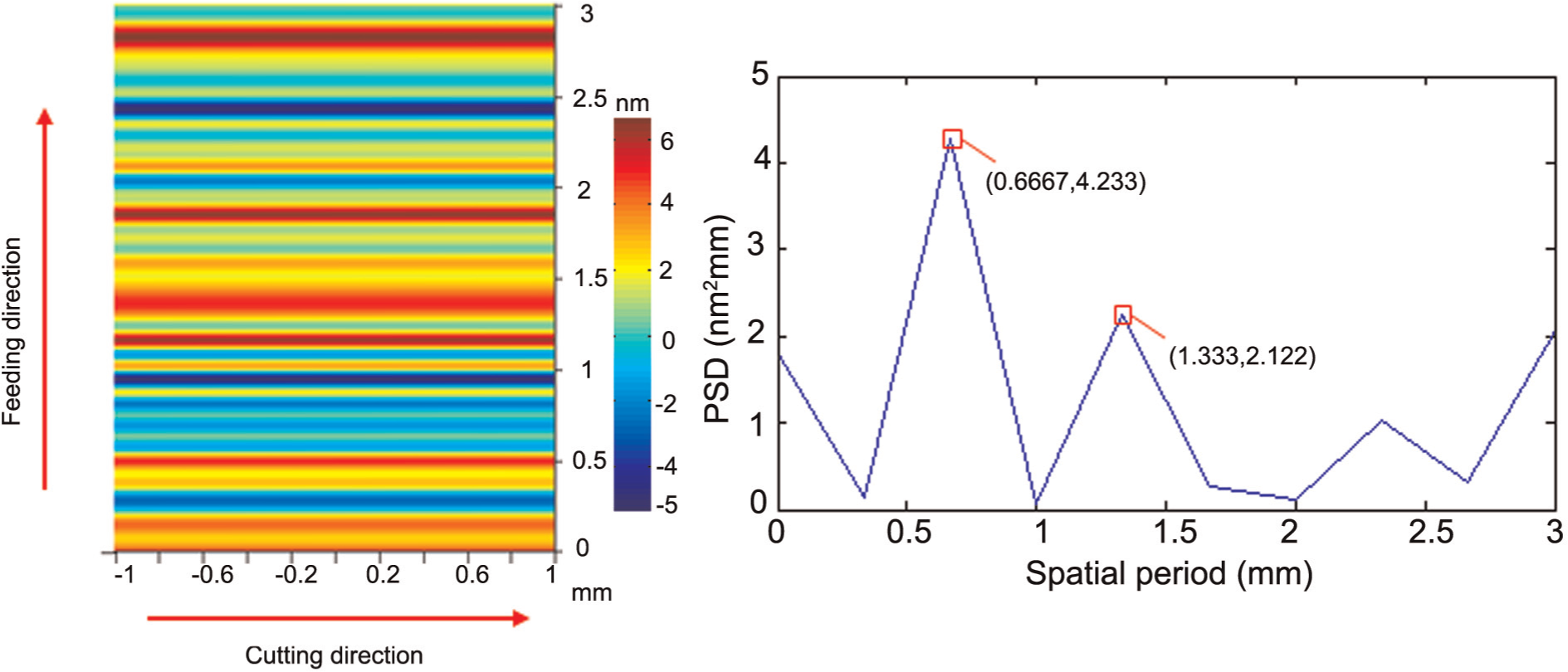
While in recent optical experiments, some new waviness errors (amplitude of 10 nm, wavelength about 1 mm) are found in the machined surfaces as shown in Figure 1. These waviness errors cause the distortion and initiate the changes of the incident angle and refractive index of the laser, inducing the phase mismatch and ultimately reducing the frequency conversion efficiency, which attracts the attention of the researchers.12–14Figure 1(a) shows the three-dimensional (3D) morphology on the machined surface, Figure 1(b) shows the power spectral density (PSD) analysis of the morphology. It can be noted that the waviness is distributed mainly along the feeding direction and presented at regular periods. Figure 1(c) and (d) shows that the waviness mainly gathered in 0.5–1.5 mm, the amplitude about 6.5 nm. The generation reason of this waviness could not be explained by the previous researches. Therefore, studying the reason of this waviness on the KDP crystals’ optical performance and finding the main sources which lead to them can provide the theoretical basis for increasing the optical performance.
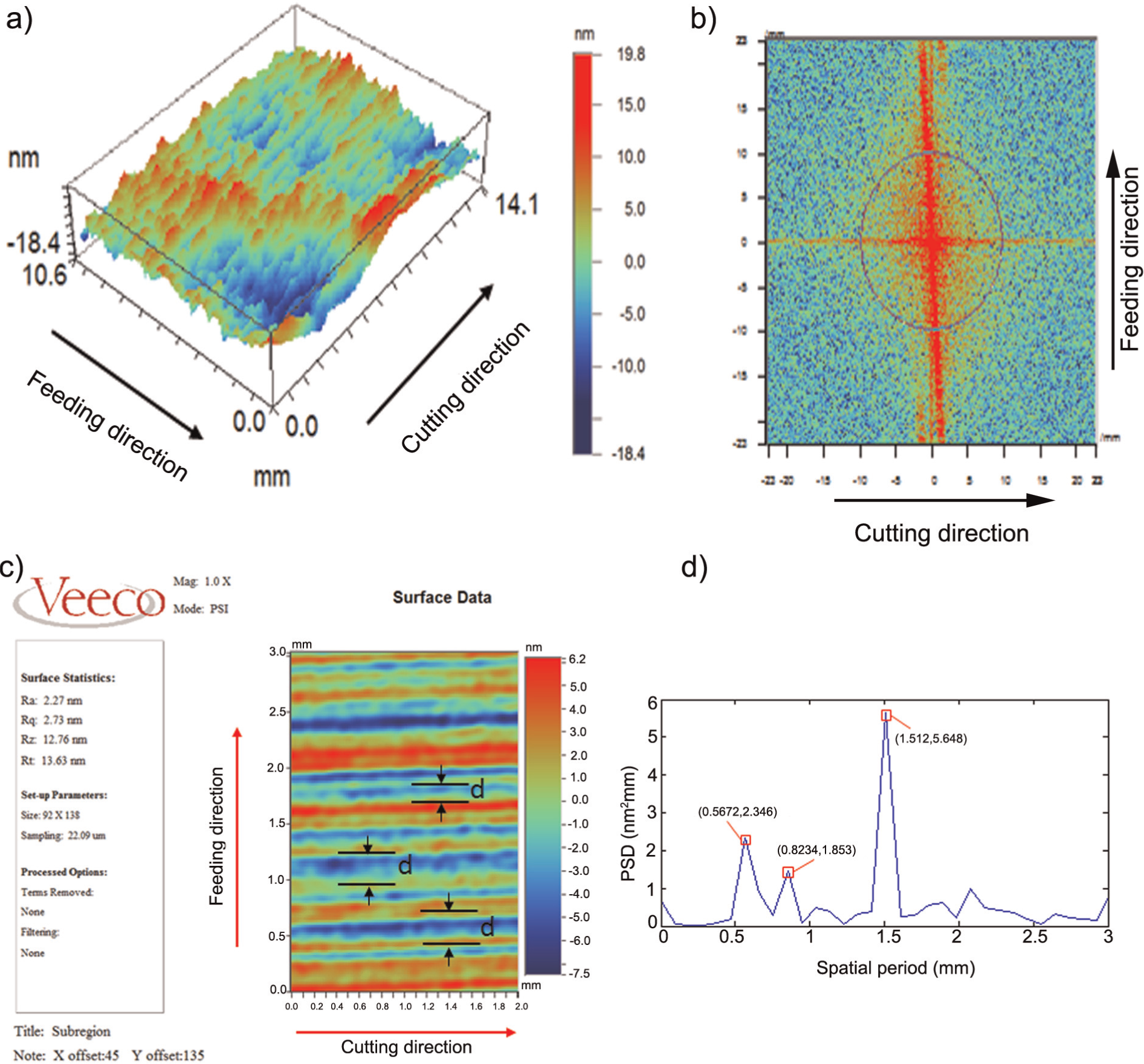
The test result of the machined surface: (a) the 3D morphology on the machined surface, (b) 2D PSD analysis of the morphology, (c) 2D morphology on the machined surface and (d) PSD analysis in feeding direction.
After a detailed analysis, the machined surfaces imply that the oil supply pressure fluctuations (OSPF) have an important effect on the machined surface. Therefore, the OSPF of the hydraulic oil supply system is suspected to be the main source which produced the waviness errors mentioned above. The vibration caused by the hydraulic oil supply system and its effect on the machined surface are rarely discussed in the previous researches. Therefore, in this article, the influence of OSPF on the machined surface is studied. The experimental and the theoretical investigation of the oil pressure fluctuations and its influence upon the waviness generation in flycutting are studied in the following to confirm this hypothesis.
Experiments of the OSPF
In this study, the KDP crystals are machined by a homemade ultra-precision flycutting machine tool.15,16Figure 2 shows the schematic diagram of this machine tool. It adopts a vertical architecture, the main spindle is supported by externally pressurized ultra-precision cylindrical air bearings, and is driven by a direct current (DC) motor which can be rotated 400 r/min. A large disk is fixed on the bottom of the principle axis, and the diamond tool is fixed at the edge of the big disk. The worktable is supported by a hydrostatic slide which is driven by a linear motor with excellent slow feeding performance. The hydrostatic slide system is composed of an oil tank, a pump, a check valve, a motor, a valve block, a pipe pressure regulating valve, a energy accumulator, a pressure fluctuations recorder, a wind cooler, a slide and a worktable. It is used to provide stable pressure, abundant flow rate and clean working medium to the hydrostatic slide. The machining tests are carried out under the cutting conditions—depth of cut 15 µm, feed rate of 60 µm/s, a spindle rotational speed of 300 r/min and the oil supply pressure is set as 0.42 MPa—and with the tool parameters—tool nose radius of 5 mm, tool rake angle of −25° and front clearance angle of 8°.
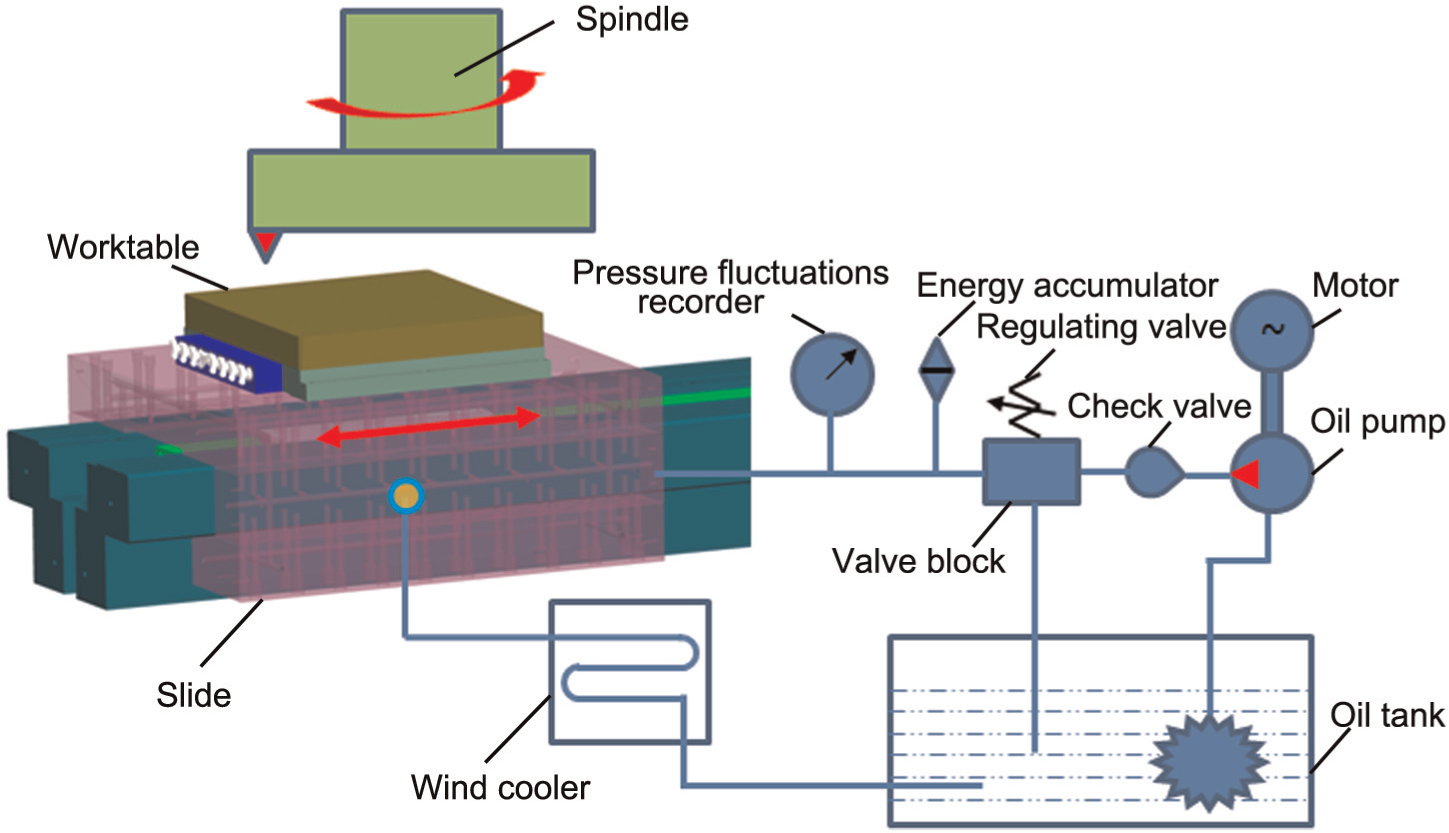
Schematic diagram of ultra-precision flycutting machine tool.
In order to investigate the influence of the oil pressure fluctuations on the machined surface, a pressure fluctuations recorder is used to record the pressure fluctuations of the slide. To identify that the pressure fluctuations of oil is the only variable in the whole system, the experiment is carried out with the following conditions: the rotation speed of spindle is zero, the slide is fixed by the linear motor in the feed direction and the oil supply system is working. The test results of the pressure fluctuations of the oil are shown in Figure 3(a); it can be found that though the constant pressure 0.42 MPa is set for the hydraulic oil supply system, the OSPF goes up to several kilopascals, which is caused by the mechanical structure of the oil supply system. According to the hydrostatic principle, the relationship between the pressure fluctuations and the slide displacement can be obtained by 17

and

where
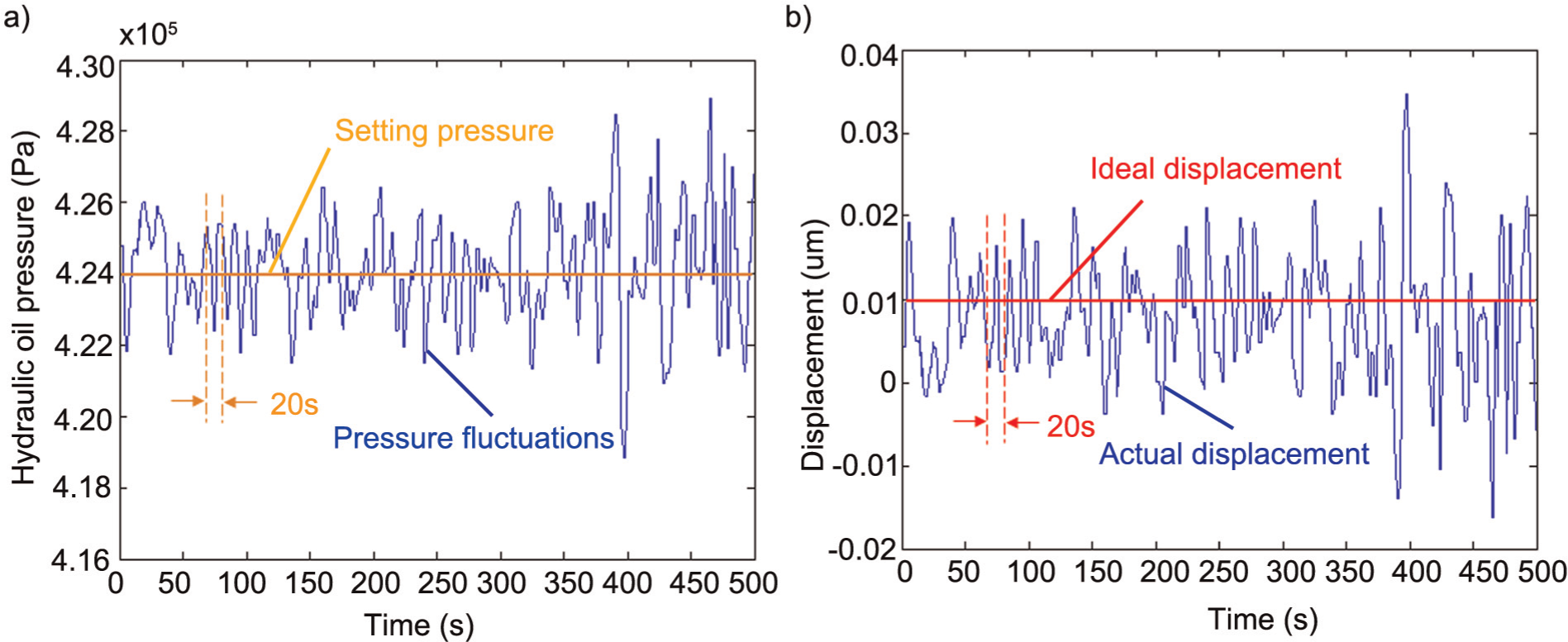
The OSPF analysis: (a) Test results of the pressure fluctuations of the oil and (b) Slide displacement under the pressure fluctuations.
From equations (1) and (2), the slide displacement under the pressure fluctuations is obtained as shown in Figure 3(b). It can be found that the displacement of the slide is around 10 nm, which is close to the amplitude of the mid-spatial frequency errors. The period of fluctuations is about 20 s, which is also the same as the OSPF.
The surface simulation considering the displacement of the worktable caused by the oil pressure fluctuations is carried out. The 3D locus of the diamond cutting tool is given as
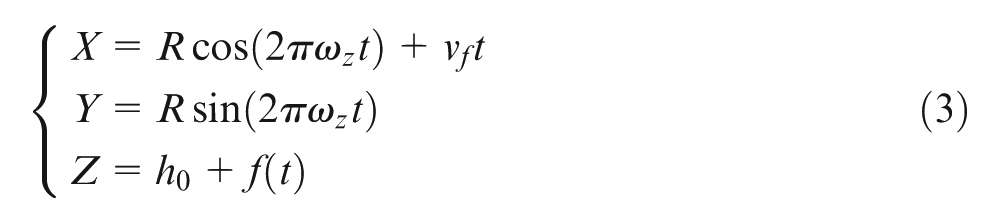
where R denotes the radius of cutting tool locus, wz denotes angular velocity component, vf denotes the feed rate of machine table, h0 denotes the desired cutting depth and f(t) denotes the displacement of the worktable caused by OSPF.
The simulation surface is shown in Figure 4(a), and its PSD analysis result shows that the waviness is caused by the OSPF mainly gathered in 0.6–1.4 mm, which agrees well with the experimental result. It demonstrates that the mid-spatial frequency errors in 0.5–1.5 mm on the machined surface are caused by the OSPF. Therefore, decreasing the OSPF is possible to reduce mid-spatial frequency errors of KDP. Furthermore, from equation (3), it is observed that the time frequencies correspond to the feed rate of machine table, so increasing the feed rate of the machine table could reduce mid-spatial frequency errors of KDP. However, as the roughness of the machined surface increases, the machining parameters must be optimized to obtain the high-quality machined surface.
The simulation result.
Conclusion
In this article, the reason of mid-spatial frequency errors are discussed, the major findings in this article are summarized as follows:
The OSPF has an important influence on the machined surface in ultra-precision machining. For the KDP crystal machining, the mid-spatial frequency errors in 0.5–1.5 mm in the feeding direction are introduced by the OSPF.
The surface model considering the OSPF is established; after PSD analysis, the simulation results agree well with the experiment results, which validate the effectiveness of the simulation model.
The machining parameters also have important influence on the mid-spatial frequency errors, and the high-quality machined surface could be obtained by machining parameter optimization.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The authors gratefully acknowledge financial support of the Major Project of High-end CNC Machine Tool and Basic Manufacturing Equipment of China (2013ZX64006011-102-001).