
Abstract
GH4169 is comparatively a new superalloy mainly used as turbine components because of its outstanding combination properties such as high-temperature strength, thermal stability and wear resistance. But these also make it hard to cut, and its machined surface quality and integrity are particularly sensitive to the manufacturing process employed. The existing researches on machining-induced surface integrity and machinability of hard-to-cut materials are briefly reviewed; the effects of processing parameters on surface integrity for GH4169 components are studied in detail via orthogonal-designed external grinding experiment. The single-factorial plain grinding experiment was designed to further investigate the influence of depth of cut on the surface integrity characteristics. The surface roughness, residual stress distribution, microhardness profile and microstructural alteration within the subsurface were obtained and analyzed. It was shown that the surface integrity is susceptible to the magnitude of depth of cut, and the components ground with low depth of cut are of more acceptable surface quality with less variation in residual stress and microhardness within the machining-affected layer than those obtained with high depth of cut. No severe microstructural alteration or adverse surface cracking was discerned when the depth of cut is reasonably set.
Introduction
Superalloys, also known as heat-resistant alloys or high-temperature alloys, usually have outstanding high-temperature strength, excellent thermal stability, good corrosion and wear resistance. Superalloys can withstand complex state of stress and perform reliably under the oxidation and gas corrosion environment even at 600 °C–1100 °C. So they are widely employed for the hot sections in the aeroengines. 1 GH4169, a representative Ni-based superalloy, has been mainly used as turbine discs, monoblock rotors, drive shafts, blisk and vane components in the aerospace industry because of its superior combination properties. 2 However, some of its properties such as high-temperature strength, low thermal conductivity and strong work-hardening also constitute its poor machinability. Besides, its surface integrity characteristics and service performance are especially susceptible to the variation of the machining parameters and conditions, all of which make GH4169 superalloy a typical difficult-to-machine material.
Surface integrity was first suggested by Field and Kahles 3 to describe the inherent or enhanced condition of a surface produced by machining or by other surface generating operations. It reflects the properties of a material after a series of manufacturing processes and closely correlates to the material’s performances such as fatigue or stress corrosion. Generally speaking, surface integrity includes two levels of basic components: the geometry-related topography on the surface and the property-related characteristics within the subsurface layer. They can be measured and analyzed using quantitatively described surface integrity characteristics such as surface roughness, residual stress, microhardness and microstructure. These characteristics actually offer an effective means for characterizing and assessing the surface and subsurface properties and related functionality. 4 Machinability may be defined as the relative ease with which the material can be removed in a machining process, such as cutting or grinding. The machinability of a material usually depends on its physical properties and cutting conditions. For a difficult-to-machine material, the poor machinability of a material normally leads to difficulties for meeting the surface integrity requirement, deterioration of the surface state, adverse stress concentration, initiation of surface cracks, speeding up the fatigue fracture and so on Meanwhile, different cutting parameters and tool conditions will also cause variations of the surface integrity characteristics and corresponding mechanical properties of the machined components, especially for some materials that are hard to cut. Guo et al. 5 reviewed the surface integrity characterization and machinability for the hardened steel, Ti-alloy and high-temperature alloy that are mainly used in the aerospace industry or other key fields of manufacturing. The correlations among residual stresses, microstructures and tool wear were analyzed, and the principles of developing multiscale simulation models for predicting residual stresses in machining were also discussed. Ezugwu et al. 6 summarized the machinability of difficult-to-machine materials such as aeroengine alloys, hardened steel and structural ceramics. Machining these materials raises a significant challenge to the cutting tool materials. It usually results in higher temperatures at the tool–workpiece interface during cutting, which strongly affects the final surface quality and integrity of machined components. Novovic et al. 7 compared conventional and nonconventional machining of titanium alloy and steel on the effects of surface topography and integrity on fatigue performance. Ulutan and Ozel 8 reviewed the machining-induced surface integrity in titanium and nickel alloys for both aerospace and biometrical components, and they concluded that further modeling studies are needed to create predictive physical-based models that are in good agreement with reliable experiment.
Considering that the surface integrity of a machined component will be mainly affected and could be controlled by its machining operational parameters when other machining conditions are fixed, many researches have been carried out to find their relationships under different manufacturing processes and for various materials. For instance, Jawahir et al. 9 categorized and analyzed the researches about surface texture effect on the surface integrity and corresponding functional performance during material removal processes published in recent years. Xu et al. 10 investigated the influence of machining-induced high temperatures on workpiece surface integrity in the surface grinding of a cast Ni-based superalloy K417 using different machining parameters for achieving the change in temperature. Zhao et al. 11 studied the variation of surface and subsurface integrity characteristics for diamond-ground optical glass materials by ultraprecision machining of fused silica and fused quartz assisted with electrolytic in-process dressing. Bushlya et al. 12 researched how the turning parameters and conditions will influence the machinability of Inconel 718 components with coated and uncoated polycrystalline cubic boron nitride (CBN) tools. Ding et al. 13 investigated the effect of creep feed grinding process on the grindability and surface integrity of Ni-based alloy when using brazed CBN wheels. Choi and Liu 14 investigated the effects of machining parameters on the surface integrity of hard machined AISI 1053 steel. The residual stress distribution and microhardness distribution of hard machined surfaces were studied, and they found that a higher cutting speed will induce a more softened layer. Arif et al. presented a qualitative approach for the rapid characterization of the machined surface integrity in high-speed milling of titanium alloy. It also pointed out that the chip morphology includes significant information about the machined surface integrity and hence can be considered as a reliable reflection of the machined surface quality. 15 Furthermore, many researches concerned with thermally induced machining damage, especially for the high-speed machining of superalloy, have also been carried out.16–18
As compared with other difficult-to-machine superalloys or ceramic materials, GH4169 is a comparatively new superalloy used for turbine blisk and shaft components. It has similar composition and mechanical properties with Inconel 718 (US designation) and NC19FeNb (France designation). Therefore, studies on surface integrity characteristics of machined GH4169 superalloy are relatively few. Kong et al. 19 researched the broaching performance and formation of saw-tooth chips during the high-speed machining of GH4169 using a finite element method (FEM) simulation technique. Xue and Chen 20 experimentally investigated the performance and the wear mechanisms of a physical vapor deposition (PVD)-TiAlN-coated carbide tool in turning of GH4169. Grinding is normally used as the final finishing process for the critical components, and it has been widely employed for the machining of superalloy used in the aerospace industry. When it comes to the machining-induced surface integrity aspects in the grinding of GH4169 superalloy, comprehensive studies focusing on both the grindability and related grinding-induced surface integrity characteristic effects are seldom found. During grinding with abrasive wheels, the excellent physical properties of GH4169 superalloy together with its poor thermal conductivity make it extremely difficult to be machined and usually lead to large grinding force and extra-high temperature at the grinding zone and consequent potential changes of the surface integrity characteristics within the machined surface layer. At present, it is still difficult to ensure the surface quality and integrity of the ground components of GH4169 superalloy, comparing to that for the components of common metallic materials during the mass production. In view of this, a systematic study of the grindability and the relationship between the machining parameters and the formation mechanism of the surface integrity characteristics for grinding of GH4169 superalloy is of practical engineering significance and urgency.
Material and experiment
Material
The nominal composition of GH4169 superalloy is given in Table 1.1,2 It contains around 55% of Ni, 5.5% of Nb, 21% of Cr and a small amount of 0.6% of Al and 1.25% of Ti to form its strengthening phases
Nominal composition of GH4169 superalloy (wt%). 1

The actual measured value of the microhardness of the workpiece material for the grinding experiment is around 480 HV. This workpiece for grinding experiments is supplied in two forms. One is a bar of size of φ30 × 100 mm (30 mm diameter and 100 mm length) for orthogonal design experiment of external grinding, while the second is a rectangular block of size of 30 × 25 × 10 mm for single-factorial experiment of plain grinding.
Equipment
A single alundum grinding wheel with Al2O3 abrasive grit was employed for grinding experiments, having an abrasive grit size of 80#. The cutting fluid used was a normal 5% emulsion. The three-dimensional (3D) surface texture and roughness were measured using a Veeco NT 1100 3D white light interferometer with a resolution of 2 nm on the optical z-axis. The measurement of surface residual stress and the residual stress profile (variations of residual stress with the depth below surface) were made using the XA-350 X-ray stress analysis system. The measurement of surface microhardness and microhardness profile (variations of microhardness with the depth below surface) were conducted using Everone MH-50 microhardness tester with a load of 25 g and a hold time for 10 s. Subsurface microstructures were also revealed and analyzed with the metallographic microscope technique.
Procedures
Grinding arrangement
Orthogonal experimental design is a scientific method that can investigate multiple factor effects on the researched objective function. 21 The orthogonal table can reduce the total number of trials and increase the amount of information of the tested points. Compared to the trial number of factorial design experiments, only a few representative tests are needed to determine the most significant factor that may affect the researched objective function. For external grinding of the GH4169 superalloy, the processing parameters are the main factors affecting the surface integrity characteristics once the wheel properties and lubrication conditions are established. A three-factor four-level orthogonal experiment (L16(45)) for external grinding was designed, as shown in Table 3. The three factors investigated here are wheel speed vs, workpiece speed vw and depth of cut ap. They are taken as independent variables for the orthogonal-designed experiment. The levels for each factor are as follows: wheel speed vs = 15, 20, 25 and 30 m/s; workpiece speed vw = 8, 12, 16 and 22 m/min and depth of cut ap = 0.005, 0.01, 0.015 and 0.02 mm. The workpiece sample size is φ 30 × 100 mm. The linear regression analysis method is then employed to help to establish the empirical correlation between the grinding parameters and surface roughness characteristic. Accurately establishing and analyzing the empirical relationships can help to find the most influencing factors and guide the selection of a reasonable range of operational parameters for the actual grinding process and will certainly decrease the trial-producing time and machining cost as well as attaining acceptable surface quality when grinding GH4169 superalloy.
Orthogonal design external grinding tests and SI characteristics measurement.
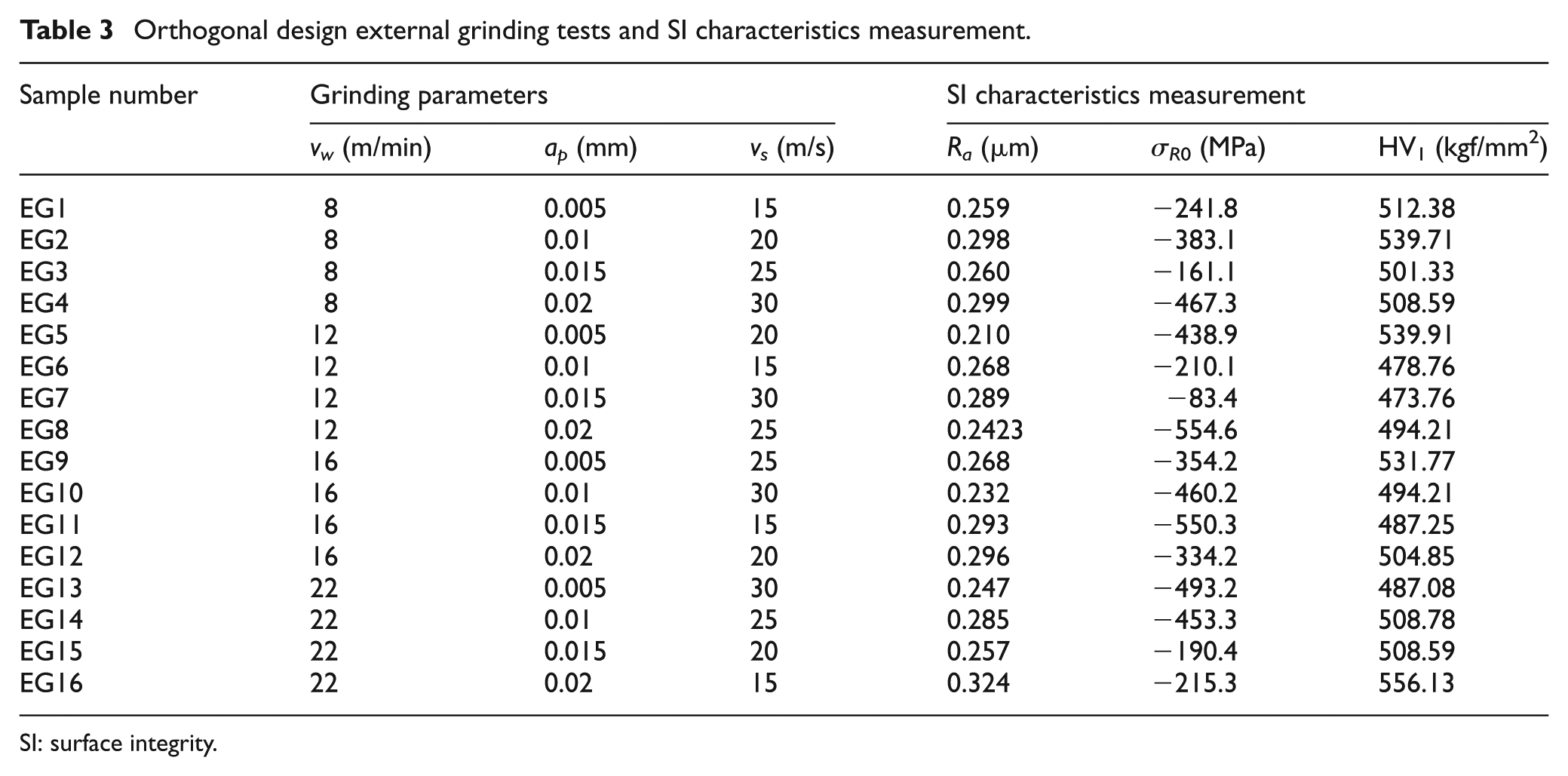
SI: surface integrity.
Furthermore, single-factorial plain grinding tests were designed and listed in Table 4, in which the effect of depth of cut ap on the surface integrity characteristics, such as surface roughness, residual stress and microhardness distribution, and microstructure beneath the machined surface are quantitatively compared and analyzed in detail. The wheel speed and workpiece speed are specified as vs = 25 m/s and vw = 10 m/min, respectively, while the depth of cut ap monotonically increases from 0.005 to 0.04 mm. A reasonable value of depth of cut will give good surface quality and integrity characteristics on the ground surface.
Single-factorial test of GH4169 plain grinding and SI characteristic measurement.
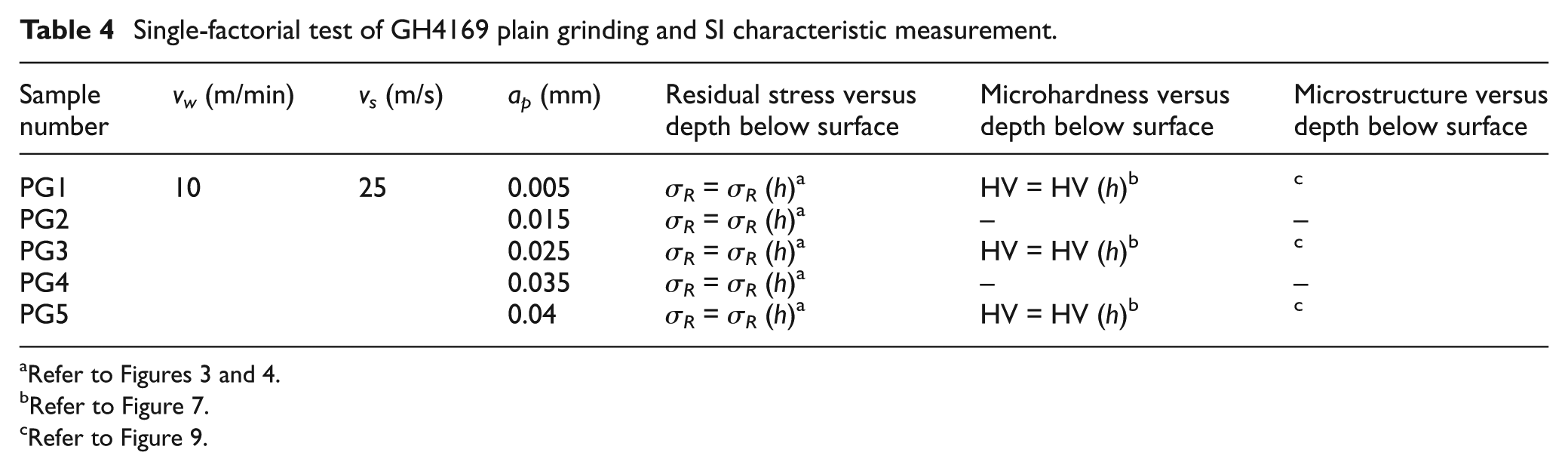
Refer to Figure 7.
Refer to Figure 9.
Measurement and characterization
This research reported in this article combined different techniques to measure and characterize the cutting performance and surface integrity characteristics of the ground surface. The surface roughness was measured at three different positions on a machined sample, using an optical interferometer and taking an average value as the final surface roughness value Ra.
The X-ray stress analysis technique and local layer peeling method were used to measure surface residual stress and subsurface residual stress distribution for external and plain ground samples. The subsurface residual stresses were measured layer by layer with the help of an electrolytic corrosion device for local layer peeling.
The microhardness of the machined surface was measured using a microhardness tester with the beveling plane method. With this method, a small plane with around 3° inclination to the ground surface was beveled and polished. Microhardness measurements were carried out at different locations of the bevel plane, which actually gave the microhardness with different depths below the ground surface. The polished bevel plane also made the boundary of the diamond indentation more clearly discerned and helped to accurately calculate the value of microhardness.
The subsurface microstructure, grain morphology and surface texture of the workpiece material were observed. Detailed metallurgical variations of the microstructure of the samples that were ground with three different depths of cut ap were compared with the results obtained using the metallographic microscope technique.
Results and discussion
Surface roughness and effects
Orthogonal design experiment for external grinding
The 3D surface topographies for some of the machined samples are visually presented in Figure 1. With the specified external grinding parameter range, the ground surfaces are of comparatively lower roughness value and the maximum surface roughness is Ra = 0.324 µm; there are prominent grinding marks and lays along the machining direction on the workpiece surface.
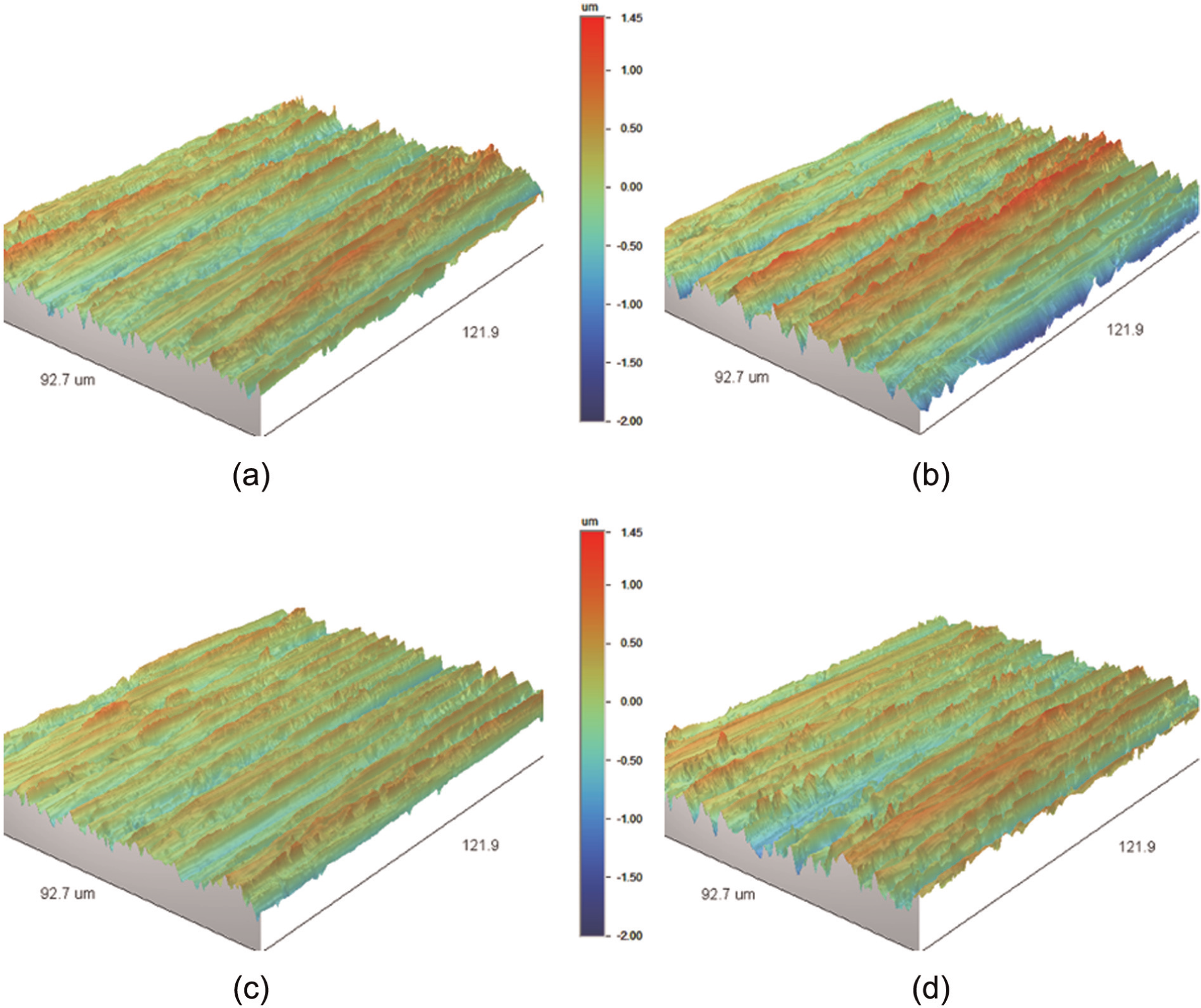
3D surface texture of external ground components for orthogonal experiments: (a) EG1: Ra = 0.259 µm, (b) EG2: Ra = 0.298 µm, (c) EG5: Ra = 0.210 µm and (d) EG6: Ra = 0.268 µm.
As shown in Figure 1, samples EG2 and EG6 were ground with a comparatively higher value of depth of cut, and their ground 3D surfaces obviously contain deeper grooves and higher peaks when compared with those of samples EG1 and EG5. Correspondingly, the surface roughness values of samples EG2 and EG6 are larger than those of samples EG1 and EG5, respectively.
According to the arrangement of grinding parameters and the measured values of surface integrity characteristics in Table 3, an empirical equation expressing the correlation between the measured surface roughness Ra and the three main grinding parameters within the range researched is derived from linear regression analysis as follows

Although the correlation coefficient (R = 0.6) of regression fit is not desirable for the scatter dispersion of the measured values, this empirical equation still offers some useful information. Within the grinding parameter range researched, the depth of cut ap is of the maximum power-law index among three main grinding parameters and is the most important factor that affects the surface roughness Ra. From the empirical equation, the depth of cut ap is positively correlated to the surface roughness, which means Ra will decrease with the decrease in ap; the workpiece speed vw is comparatively less correlative to the surface roughness Ra; while the wheel speed vs is negatively correlated to the surface roughness, which means Ra will reduce if wheel speed vs increases. Within the grinding parameter range researched, the surface quality and roughness could correspondingly be improved by reasonably increasing the wheel speed vs or by reducing the depth of cut ap.
Single-factorial experiment for plain grinding
A single-factorial grinding test, which focuses on investigation of the effect of depth of cut ap on the surface integrity characteristics such as surface roughness, residual stress and microhardness distribution and microstructure beneath the surface, was designed, as shown in Table 4. The 3D surface topographies of these plain ground samples are displayed in Figure 2. As can be seen, the effect of depth of cut ap on surface roughness and topography is very apparent and intensive. When the wheel speed and workpiece speed are specified, surface roughness will monotonically soar with increase in the depth of cut ap. For the sample PG1 ground with ap = 0.005 mm, the surface roughness is low and Ra = 0.284 µm. For the sample PG3 ground with ap = 0.025 mm, the surface has obvious grooves and peaks with Ra = 0.421 µm. For sample PG5 ground with ap = 0.04 mm, the grooves are much deeper and the peaks disperse more widely on the ground surface with a roughness value of Ra = 0.896 µm, which is much larger than those of samples PG1 and PG3. However, this value of Ra is still better when compared with the creep feed ground surface (similar nickel-based superalloy K424) machined at a large depth of cut (ap = 0.2 mm) but a small workpiece speed (vw = 0.1 m/min). 13
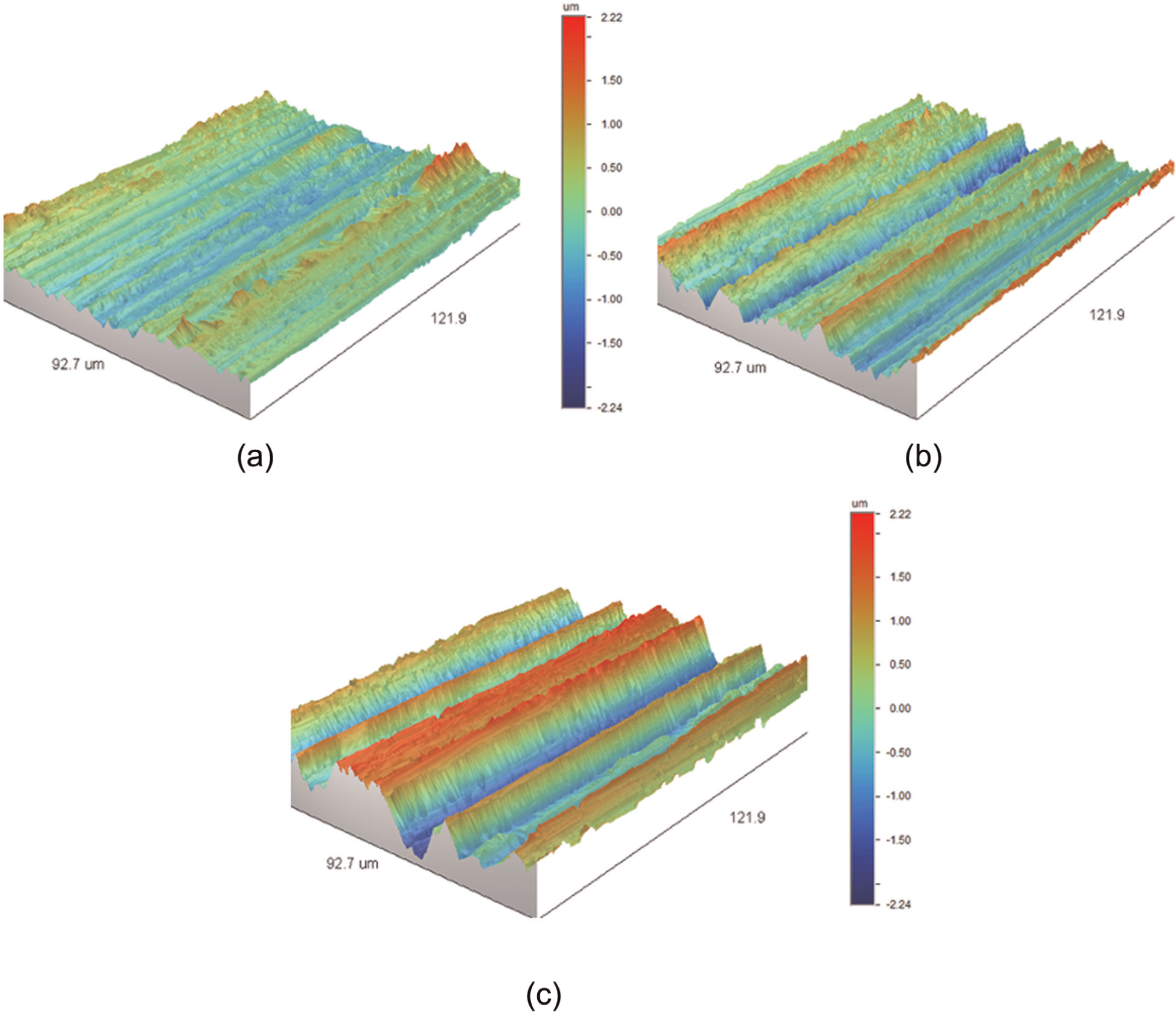
3D surface texture of plain ground components for single-factorial experiments: (a) PG1: Ra = 0.284 µm, (b) PG3: Ra = 0.421 µm and (c) PG5: Ra = 0.896 µm.
Surface and subsurface residual stress and effects
Generally, the formation mechanism and influencing factors of residual stress for ground surfaces mainly originate from two aspects:22,23 one is from the machining-induced thermal effect and it usually has much more in-depth influence on a material of low thermal conductivity with worse machining condition and the other is from the machining-induced mechanical action or plastic deformation. During the cutting process, massive cutting heat will be produced on the interface between the tool and the workpiece. The heat energy is then transferred to the subsurface layer and even to the core of the workpiece; therefore, the local high temperature will make the volume of the surface and subsurface material swell and first produce a kind of compressive stress. Considering the low thermal conductivity of GH4169 material, the grinding heat will mainly accumulate in a thin layer near the surface while the core and bulk material of the workpiece will keep at a comparatively low temperature or even ambient temperature during the limited machining process. After the cutting tool has left the workpiece surface, the heated and swelled subsurface layer is then gradually cooled and tends to contract, but the bulk material will prevent the surface and subsurface layers from contracting or shrinking at that time, so residual tension is likely to be present on the newly machined surface and subsurface layer. Consequently, the thermal effect is finally prone to produce tensile residual stress on the machined surfaces. In the meantime, the mechanically induced (or deformation-led) residual stress during the grinding process can be explained by a combination of plastic deformation in the superficial surface layer and elastic deformation in the underlying surface. When the mechanical-cutting action stops, the elastic deformation below the subsurface layer tends to restore while the plastically deformed thin superficial layer is inclined to counteract its springing back. To achieve force equilibrium and geometric compatibility after the grinding process, elastic rebalancing and existing plastic deformation will place the surface and superficial layer in the state of residual compressive stress.
GH4169 superalloy has excellent mechanical properties and usually exhibits severe work-hardening. It also combines the poor thermal conductivity with tough and strengthened phases in its matrix material. Generally, its machinability is not as good as its mechanical properties. During grinding, grinding heat is built up easily in the cutting zone, which deteriorates the cutting condition and degrades the tool life. As a result, high cutting forces with high localized temperatures are produced around the grinding wheel surface and the workpiece surface, thus leading to high values of surface roughness and tensile residual stress.
The residual stress distribution of the samples that have been plain ground with different machining parameters is measured and compared. As shown in Figures 3 and 4, the residual stress distributions over the depth below surface h of the workpiece are presented in terms of two directions: σRx, parallel to the grinding direction, and σRy, perpendicular to the grinding direction.
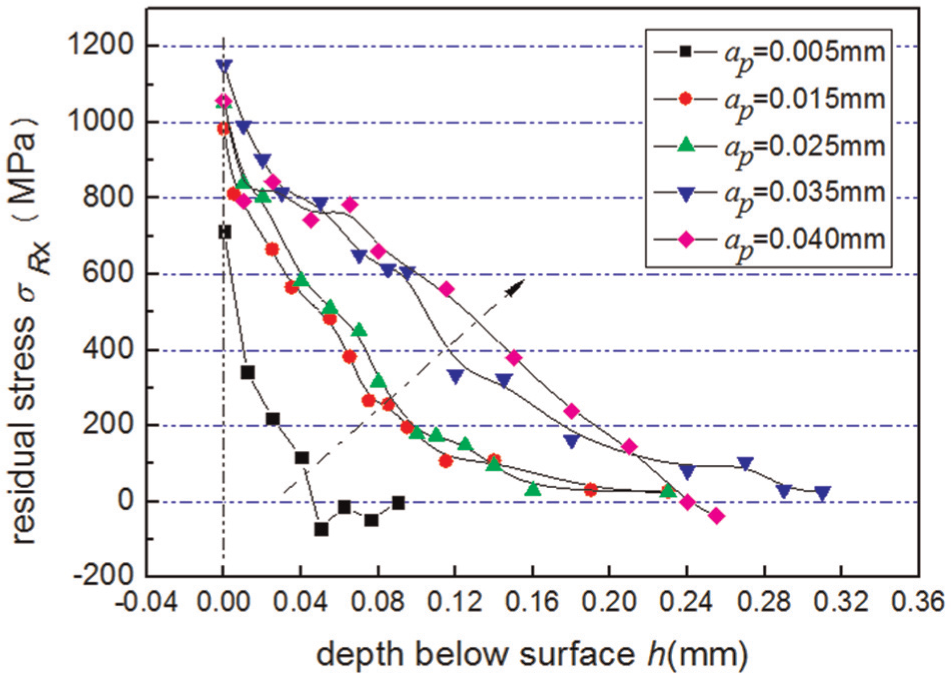
σR x distributions over the depth below surface for different plain ground samples.
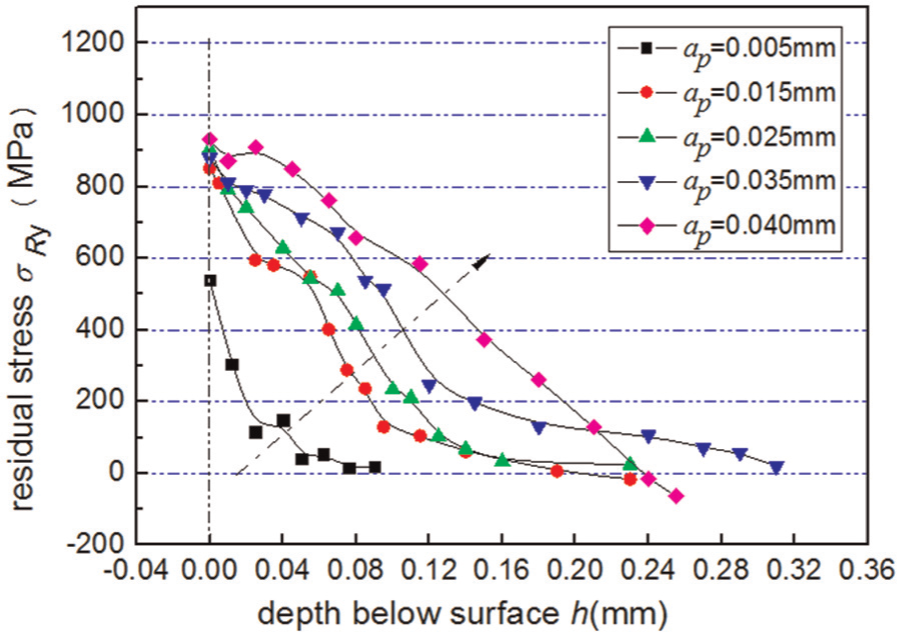
σR y distributions over the depth below surface for different plain ground samples.
From the residual stress distribution profiles shown in Figures 3 and 4, some findings and analyses are listed as follows: (1) the plain ground surfaces are mainly of adverse tensile residual stresses when compared to external grinding. This is caused by the low thermal conductivity of GH4169 superalloy and the adverse cutting condition around the interface of the workpiece and the grinding wheel. The thermally diffusive condition of plain grinding is usually worse than that of the external grinding, and massive grinding heat is accumulated at the outermost of the ground surface producing higher grinding temperature at this location. At this moment, the thermal effect is more significant, and the ground surface will take on tensile residual stress according to the thermal–mechanical coupling action. (2) The magnitude of the tensile residual stress closely depends on the grinding parameters such as depth of cut ap for this single-factorial plain grinding test. The residual stresses σRx, which is parallel to the grinding direction, and σRy, which is perpendicular to the grinding direction, are generally of the same order of magnitude, although σRx at the surface is around 250 MPa larger than σRy at the sample surface when ap = 0.035 mm. With the value of the depth below surface, h, increasing, the tensile σRx and σRy both will monotonically decrease no matter what the value of ap is. For the residual stress σRx, it decreases rapidly when the depth below surface, h, is smaller than 40 µm. The residual stress decreases more gradually when the depth below surface, h, is larger than 200 µm. When the value of depth of cut ap increases, the tensile σRx and σRy both will rise, and the thickness of the subsurface zone where residual stress prevails will also obviously increase with the increase in depth of cut ap. Usually, the increase in depth of cut ap will intensify the plastic deformation, improve the grinding energy input and lead to a fast rise of the grinding temperature at the machined interface. Finally, high tensile residual stress on the plain ground surface and subsurface will be generated due to the more significant thermal effect. When the depth of cut ap increases from 0.005 to 0.04 mm, the thickness of subsurface zone increases from around 100 to 310 µm. But if the grinding temperature could be well controlled to a low value, the workpiece surface may still get beneficial compressive stress even ground at large depth of cut ap = 0.2 mm. 13
Surface and subsurface microhardness and effects
During machining process such as grinding, the workpiece surface will usually experience severe plastic deformation, and its grain structure and lattices in the vicinity of machined surfaces will be distorted or elongated and appear to be a kind of high-level fibrous structure. This kind of mechanical action usually will make the surface microhardness much higher than that of the bulk material. At the same time, most of the plastic deformation energy is converted into heat energy during the grinding of a GH4169 workpiece. Although the ground chips will take away quite a substantial part of the heat energy, there is still a large portion of grinding heat that will build up at the thin superficial layer of the workpiece, which could not be quickly passed into the core and bulk material in time due to the intensive frictional interaction at the interface and low thermal conductivity of GH4169 superalloy. Thus, the surface and subsurface layers of the workpiece will be experiencing the equivalent to a surface high-tempering process along with the work-hardening mechanical action. As is known, tempering is a process of heat treatment and will usually increase the toughness of alloys and reduce some of the excess hardness. That is to say, the surface tempering process essentially will eliminate the unbalanced microstructure and physical properties of the machined material near the surface and subsurface will finally be softened. Generally speaking, the workpiece material will mostly maintain its work-hardening effect when the temperature is below 0.4–0.5 times of the material’s melting point. However, if the temperature further increases, both the material flow stress and material strength will decrease. Thereby, the extent of work-hardening caused by the plastic deformation will be weakened if the surface tempering occurs during grinding. 24
Considering the interaction of the work-hardening effect and the possible surface tempering caused by local high-temperature during the grinding of GH4169, there are likely three kinds of scenarios of the variation of microhardness within the subsurface layer:
If the abrasive grits of the grinding wheel are sharp and the lubrication condition is good, and if the grinding material removal rate is well controlled, then the machined surface will not experience surface tempering or grinding burn and will mainly be work-hardened: its microhardness profile will usually have a peak value at the machined surface, as shown in Figure 5(a).
If the abrasive grits are dull and if the grinding material removal rate is unreasonably high, massive grinding heat will gather around the machined surface and produce local high temperature at the outermost thin superficial layer of the machined surface. Once this temperature is above tempering temperature or the transformation temperature of the superalloy, the microstructure near this area will gradually change to equiaxed grains, the strengthening phase in the alloy may be resolved and the microhardness of this area will drop rapidly. However, its underlying layer near the core will keep the effect of cold deformation strengthening due to the large grinding force and inaccessibility of grinding heat. With the depth below surface h increasing, the microhardness value at the surface and subsurface will first go below that of the bulk material HV0, then increase to a peak and finally approach the hardness of the bulk material, as shown in Figure 5(b). This kind of microhardness profile could be derived when creep feed grinding of hard superalloy with CBN wheel at a low temperature around 100 °C. 13
If the lubrication is insufficient or with dry grinding, the grinding state at the interface will rapidly deteriorate, and the grinding temperature will exceed the high-tempering temperature. Then the whole surface and material-altered layer (MAL) will experience severer thermal action, and sometimes, even grinding burn may occur. As a result, the microhardness of the surface and subsurface will all be below the microhardness of bulk material HV0, as shown in Figure 5(c).
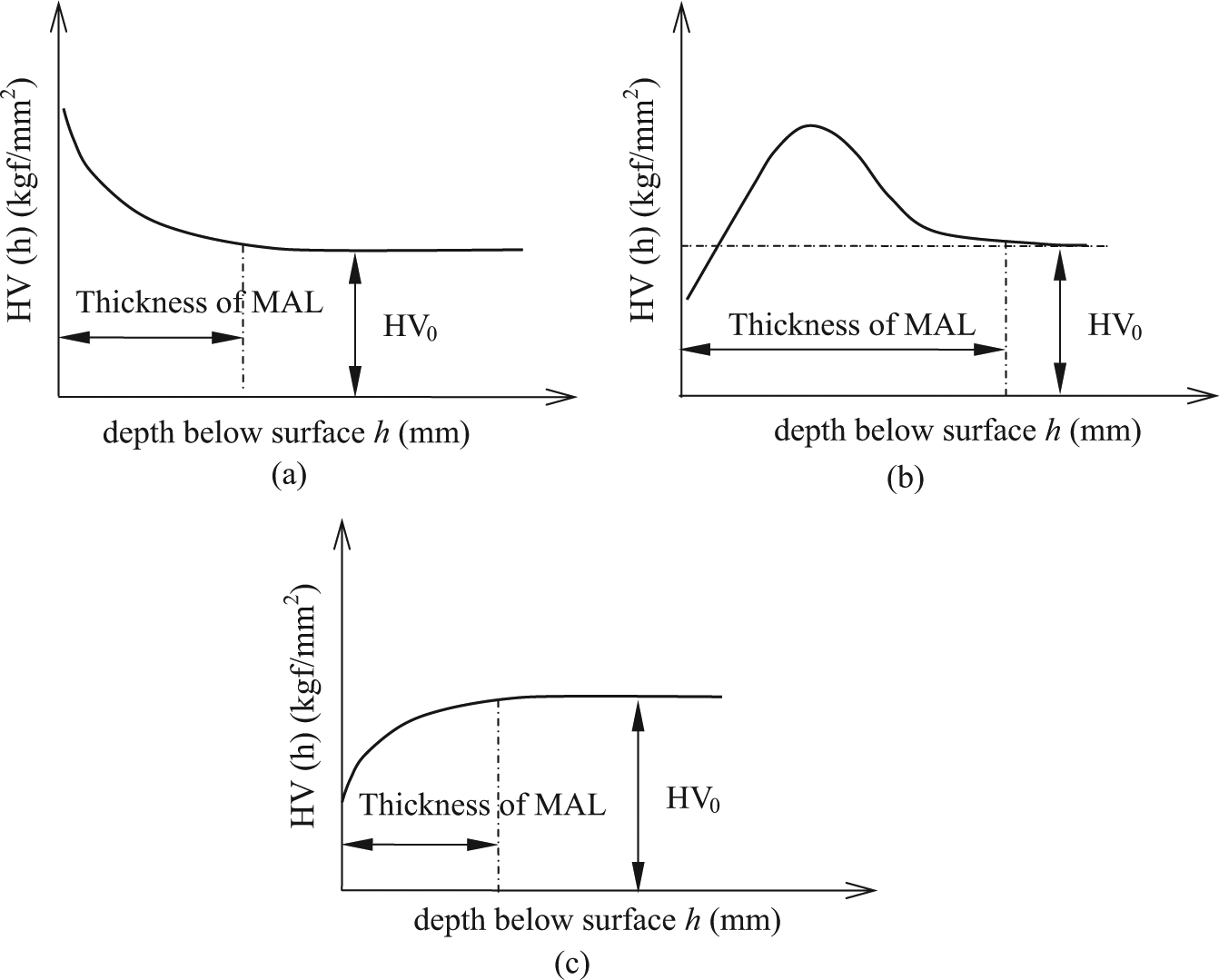
Mechanism for formation of microhardness of ground surface under different cutting scenarios. (a) sharp tool, low material removal rate and sufficient lubrication, (b) dull tool, high material removal rate and (c) high material removal rate, insufficient lubrication.
Figure 6 shows the measurement process of microhardness and the indentation marks on a polished bevel plane. The actual variations of microhardness values with the depth below surface from the single-factorial test are shown in Figure 7. The surface microhardness values of the samples PG1, PG3 and PG5 are HV1 = 440, 435 and 417, respectively. They are obviously lower than the value of the bulk material (HV0 ≈ 480). The effect of work-hardening does not show up in this case; the surface and subsurface are actually softened. It is mainly because the thermal conductivity of GH4169 is comparatively low and a mass of thermal energy could not be quickly passed into the core, but congregating only at the superficial layer of the ground surface. This will cause extremely high temperature at the ground surface layer, and once the temperature exceeds the tempering temperature or is higher than the solution temperature of the strengthening phase
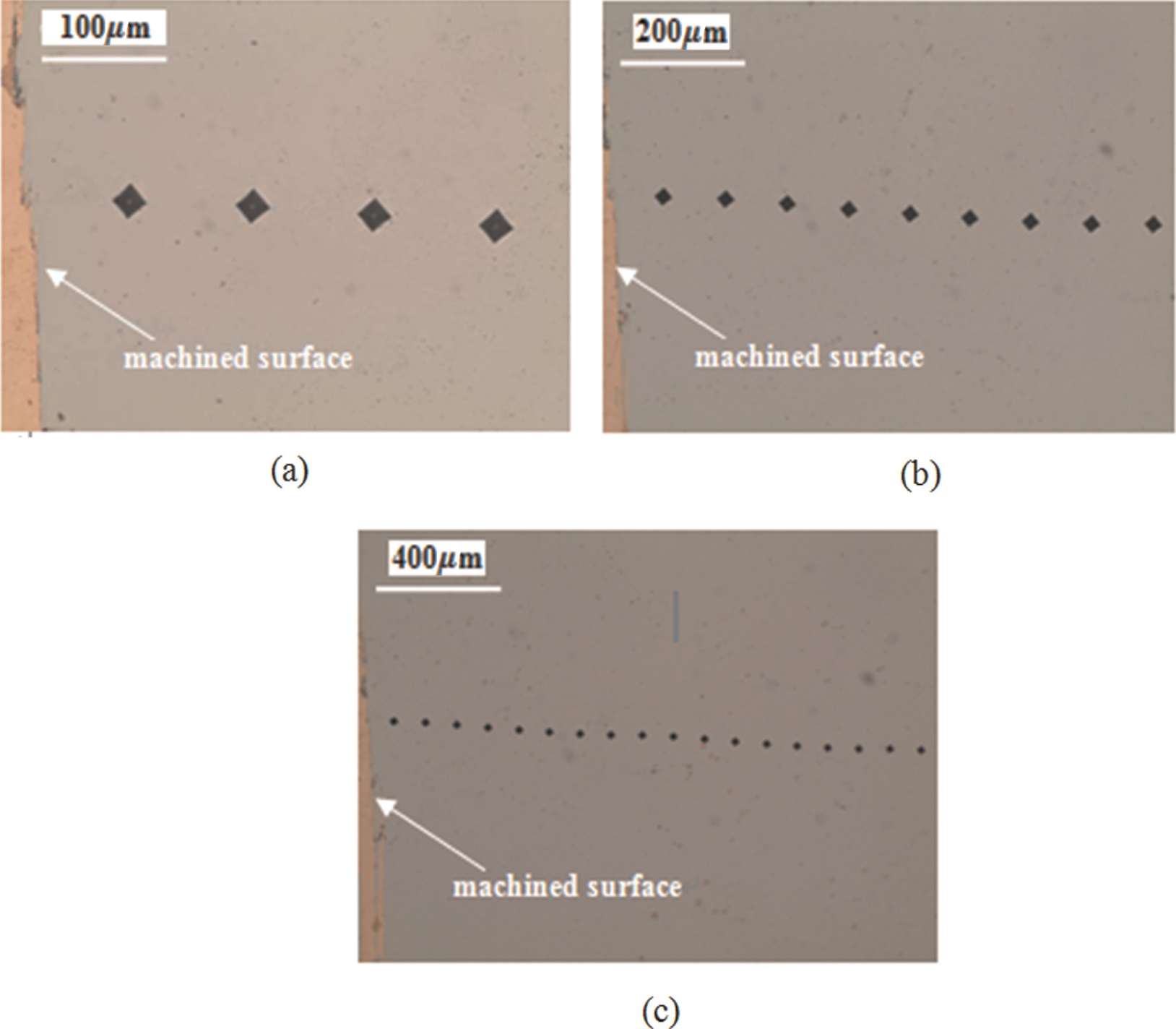
Microhardness measurement process: (a) 200×, (b) 100× and (c) 50×.
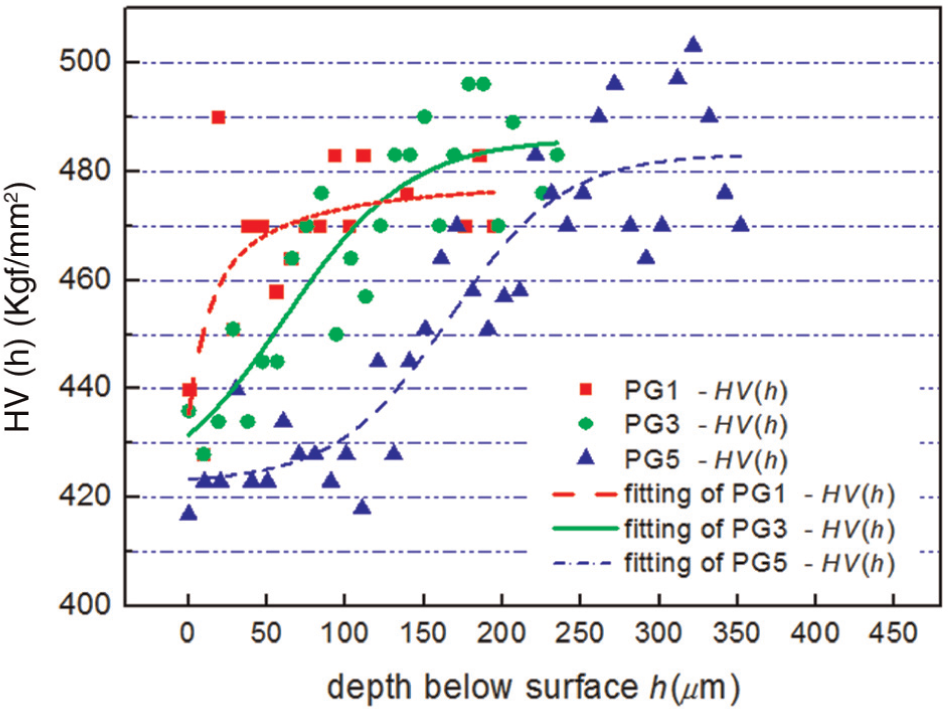
Microhardness profile varies with depth below surface for plain grinding test.
As the depth of cut ap increases (from sample PG1 to PG5), the related plastic deformation will increase and more mechanical energy will transfer to thermal energy. Therefore, the temperature at the interface of the workpiece and grinding wheel periphery will soar to a value that exceeds the tempering temperature of the GH4169 material and make the measured values of microhardness have a prompt drop. As shown in Figure 7, the outermost surface microhardness of sample PG1 (with ap = 0.005 mm) does not drop too much and is around HV1 = 440, while for the sample PG5 (with ap = 0.04 mm), its surface and subsurface endure much more thermal effects due to the large grinding parameter, and the value of microhardness drops to the lowest of around HV1 = 417. With the increase in the depth below surface h, the microhardness value will gradually approach to that of the bulk material. The thickness of the MAL where the microhardness varies will increase with the increase in depth of cut ap. When ap increases from 0.005 to 0.04 mm, the thickness of the region of microhardness variation will go up from 200 to 360 µm.
Subsurface microstructure and effects
GH4169 superalloy usually needs to experience aging treatment to attain saturated Ni austenite and secure better mechanical properties. The microstructure of the GH4169 superalloy is shown in Figure 8(a). The grains are distributed homogenously within the field of view. The grain size is well-proportioned and the grain boundary is clear to discern. When the magnification increases to 2000×, the inhomogeneous structure δ phase will be clearly observed. The δ phase structures are granular or like a short bar and are mainly dispersed in the grain boundary (or within grains), which will help to strengthen the material matrix.
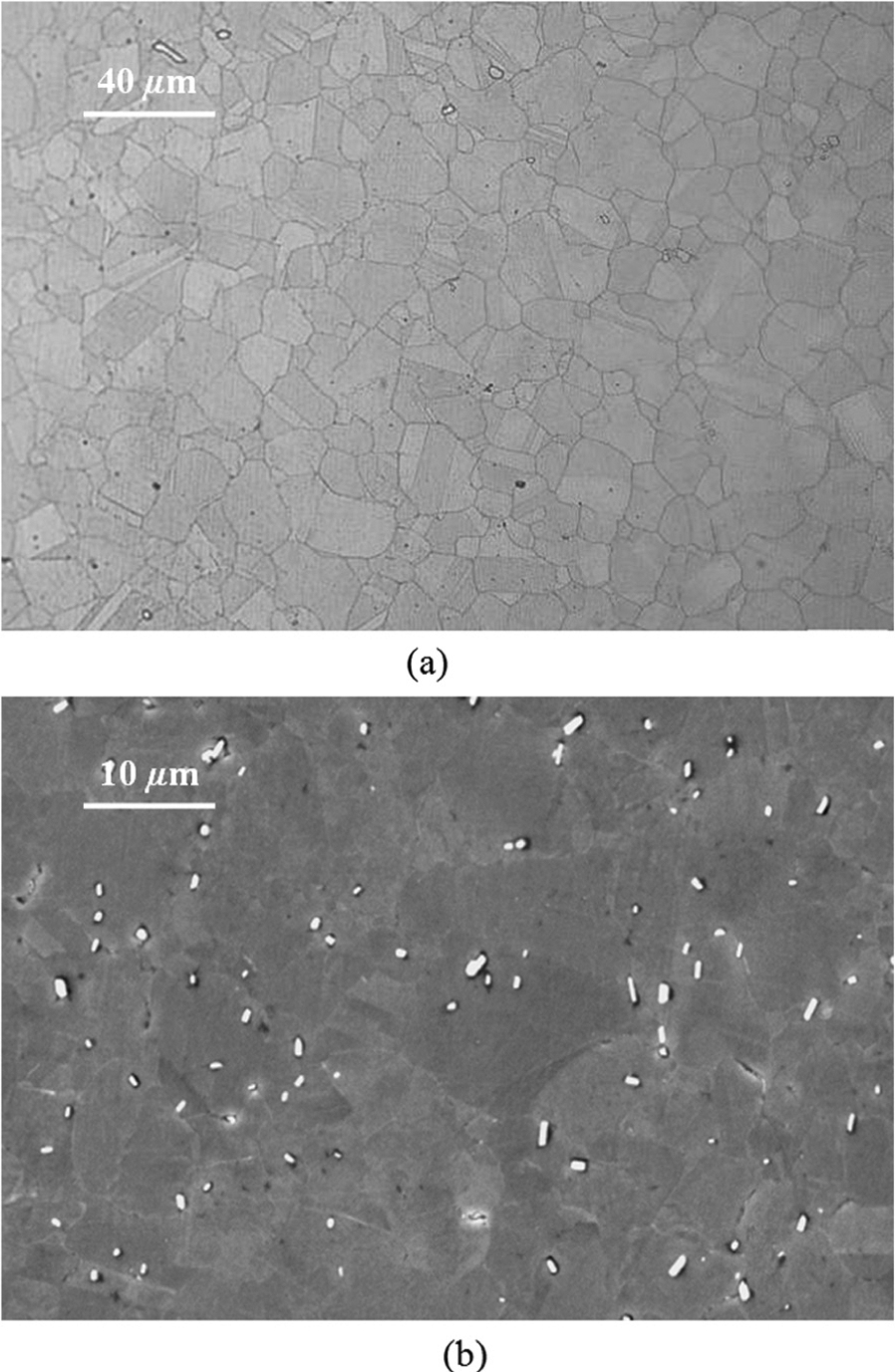
Microstructure of GH4169 superalloy: (a) grain size and morphology of GH4169 superalloy (500×) and (b) grain morphology with granular δ phase of GH4169 superalloy (2000×).
In Figure 9, the microsections parallel to the grinding direction for the ground GH4169 samples are given. Samples PG1, PG3 and PG5 correspond to grinding parameters with different depths of cut ap = 0.005, 0.025 and 0.04 mm. The grinding direction is from left to right. Compared with the metallograph of the unprocessed original state of the bulk material in Figure 9(a), the microstructure of the ground PG1 sample (with ap = 0.005 mm) does not have obvious shape or size changes in metallurgy; the degree of deformation of grains within the subsurface layer is also unobvious; the plastic deformation shown by lattice distortion or skewness is not remarkable, and the visible and discernable depth that plastic deformation may reach (thickness of the plastically deformable layer) is only about 3 µm.
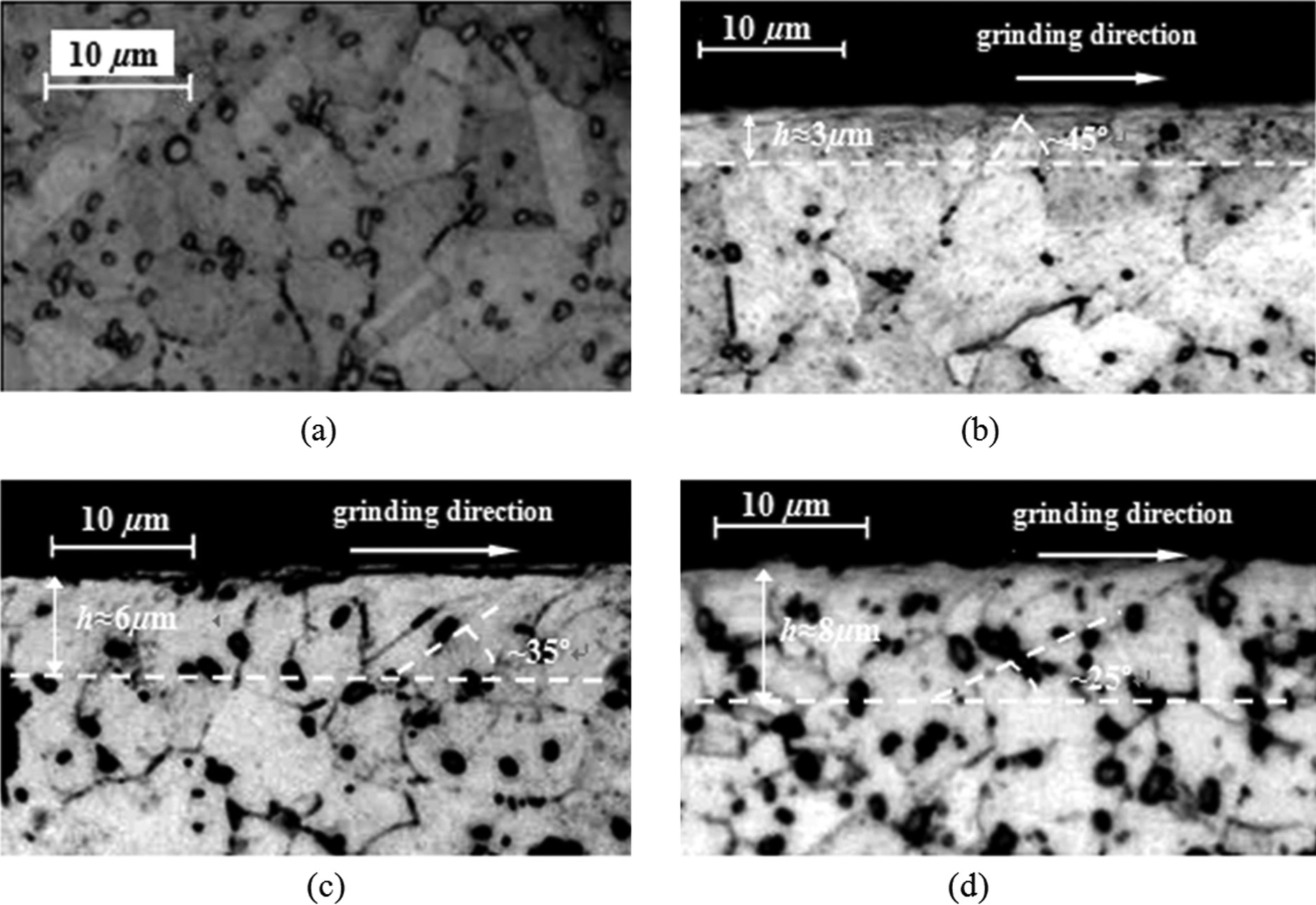
Microstructure metallograph of GH4169 after plain grinding with different ap: (a) bulk material, (b) PG1 (ap = 0.005 mm), (c) PG3 (ap = 0.025 mm) and (d) PG5 (ap = 0.04 mm).
In Figure 9(c) and (d), when the depth of cut ap increases to 0.025 and 0.04 mm, the grains in the vicinity of the ground surface are apparently stretched and distorted along the grinding direction. In view of the larger grinding parameter values of ap, the thickness that the plastic deformation can reach to correspondingly increases to about 6–8 µm; the skewness angle of grain flow lines reduces from around 45° to around 25°, which means the degree of grain skew and elongation toward the grinding direction has been enhanced; the grain aspect ratio also consequently increases.
On the other hand, seen from the top view as shown in Figure 10, no visible crack or defect could be found on the ground surfaces of sample PG1 considering its ap and material removal rate are small. Only clear scratches engraved by the abrasive grits are seen along the grinding direction even when the magnification is 2000×. When the ap increases to 0.025 mm, side flow and smeared material are observed in the area of the feed marks for sample PG3; however, when ap further increases to 0.04 mm, the surface of sample PG5 has cracks perpendicular to the grinding direction; some material broken off from the workpiece also overlaps on the machined surfaces. Its surface behavior is apparently deteriorated and worse than that of samples PG1 and PG3.
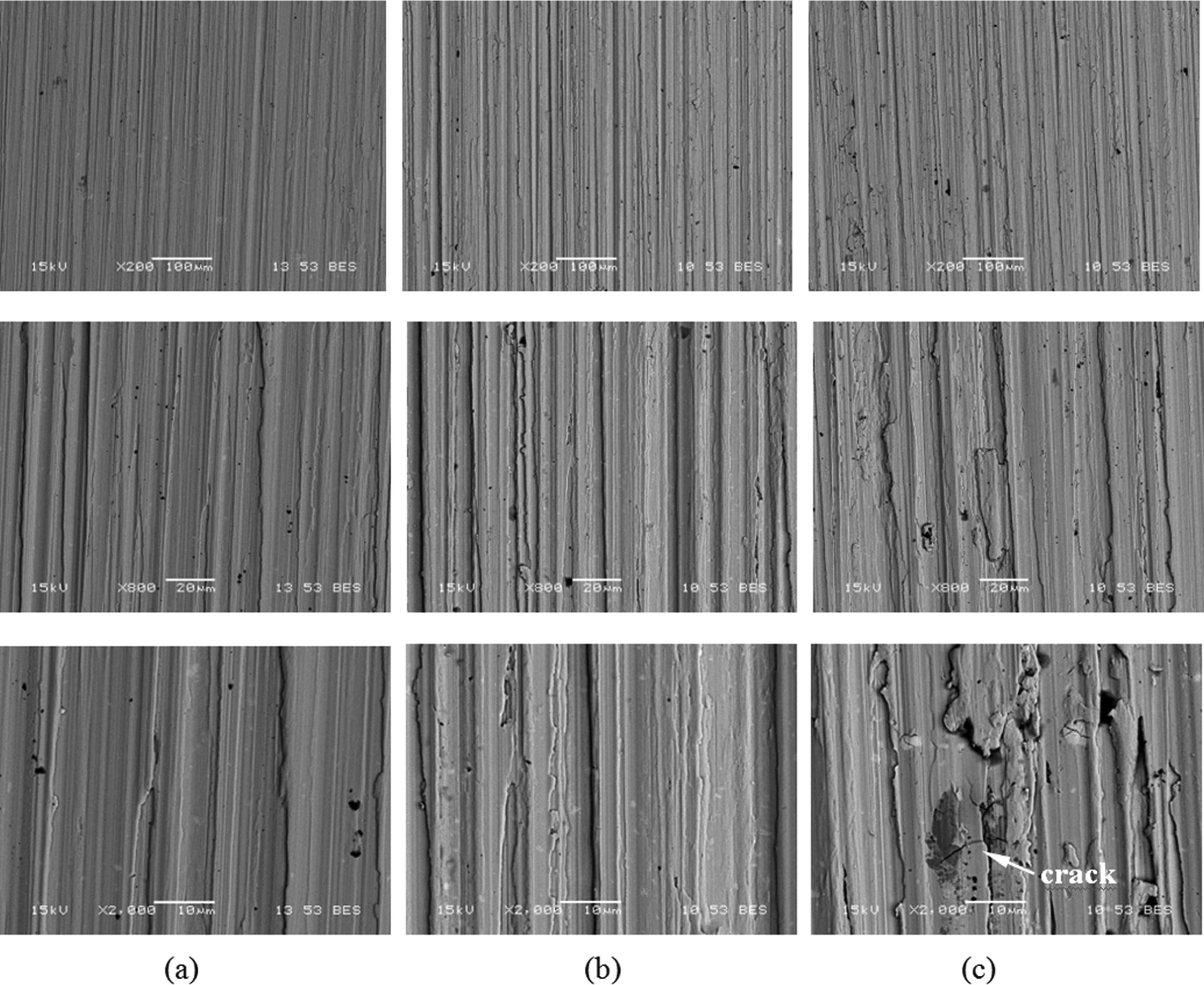
Scanning electron microscope (SEM) micrographs of the GH4169 samples by plain grinding with different ap: (a) PG1, (b) PG3 and (c) PG5.
Conclusion
Based on the experimental study and detailed analyses of the grinding of GH4169 superalloy, some conclusions related to its grindability and surface integrity may be drawn:
Depth of cut ap and wheel speed vs are the main influencing factors on the surface roughness Ra for external grinding. Within the grinding parameter range researched, the surface roughness Ra will reduce if the depth of cut ap reduces or the wheel speed vs increases. The depth of cut ap shows a more profound and remarkable effect on the surface roughness Ra for plain grinding. When the depth of cut ap increases from 0.005 to 0.04 mm, the surface roughness values are nearly tripled, rising from 0.284 to 0.896 µm. Thus, reasonable choice and control of the wheel speed vs and depth of cut ap will effectively improve the ground surface quality.
External grinding is advantageous in securing compressive residual stress on the machined surface, while plain grinding is prone to producing adverse tensile residual stress on the machined surface. For plain grinding, all residual stress profiles within the thin subsurface layer exhibit tensile residual stresses with their maximum tensile stress at the surface. Once the excessive tensile residual stress exceeds the material strength of GH4169, adverse perpendicular cracks will appear, which will largely reduce the performance of machined components.
For plain grinding, the values of the surface’s and subsurface’s microhardness measured are below that of the bulk material. With the increase in the depth below surface, the microhardness value will gradually approach that of the bulk material. The thickness of the MAL where microhardness varies will increase with the increase in the depth of cut ap. When ap increases from 0.005 to 0.04 mm, the thickness of microhardness variation will increase from 200 to 360 µm.
The subsurface microstructure of the material below the plain ground surface will be stretched and distorted along the grinding direction. The degree of deformation of grain lattices depends on the depth of cut ap, which brings with it different degrees of grinding force and friction force on the interface. The PG5 sample’s surface ground by the depth of cut ap = 0.04 mm has the most remarkable change of microstructure, with the grain skewness angle around 25° and the thickness of the plastic deformation layer about 6–8 µm. This kind of large depth of cut should be undoubtedly avoided during the practical grinding of GH4169 because it will cause fatal cracks on the machined surface.
Footnotes
Acknowledgements
The authors would like to thank Professor Jingxin Ren and Mr Xinchun Huang for their instructive and helpful discussion concerning the experiment and Professor Frank Travis for proofreading the article.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research was supported by the National Natural Science Foundation of China (51275423) and 111 Project (B13044).