
Abstract
Almost all machining industries in Sri Lanka use mineral oil–based and synthetic oils as metal working fluids during machining. But their usage has potential for long-term environmental pollution and threat to workers’ health. Therefore, much effort has been focused on research and development of eco-friendly and hazard-free alternatives to mineral oil–based metal working fluids, and the use of vegetable oils is one such alternative. This study was focused on investigating the easy access of vegetable oils in Sri Lanka and most commonly machined metals in the local industry, so that the outcome would be much more beneficial to the local industries. After several tests with 10 candidate vegetable oils, white coconut oil is selected as base oil and the results of a successful questionnaire survey directed to select mild steel and AISI 304 steel as the machining metals. Machining experiments were planned using Taguchi methods, and the variation of the surface roughness was tracked with respect to four variable parameters depth of cut, feed rate, spindle speed and metal working fluid. Two mathematical models were developed to predict the surface roughness and optimize the parameters. Further experiments were conducted to investigate the effects of metal working fluid for smooth- and rough-cut conditions. These experiments revealed that white coconut oil is a better metal working fluid for mild steel, while soluble oil favors AISI 304 steel. Different thermal conductivities of metals cause the coconut oil to act differently while machining two metal types.
Introduction
Metal working fluid (MWF) is a liquid that is used at the cutting zone during machining operations, such as turning, milling, drilling and boring. The primary function of an MWF is heat removal and lubrication on the chip–tool interface. Secondary functions include wash away of the chips from the cutting area, corrosion protection and so on. These properties help in decreasing the tool wear, extending its tool life and giving the desired size, shape and finish to the workpiece. 1 Mineral oil–based MWFs are extensively used as they are reasonably priced and have good technical properties. Because of its poor biodegradability and thus its potential for long-term pollution of the environment and workers’ health, recently, there has been increasing interest in developing “green” MWFs derived from renewable bio-based oils.2–4 Kuram et al. 5 have compared the tool wear and cutting force components while machining stainless steel (SS) with two vegetable oil–based MWFs, namely, sunflower cutting fluid with 8% extreme pressure (EP) additive and canola cutting fluid with 8% EP additive and a commercial semi-synthetic cutting fluid, CSSF. According to their findings, two vegetable-based oils had more considerable effect on tool wear and force components with respect to optimum machining conditions than that of the CSSF. Belluco and De Chiffre 6 studied the performances of six formulated vegetable oils (blends of rapeseed oil, ester oil and meadowform oil) and compared with a reference mineral-based MWF during drilling austenitic SS. According to their findings, the six vegetable-based oils produced better results than the reference mineral oil, the best performance being 177% tool life increase and 7% reduction in thrust force with respect to the mineral oil. Among other several researches on the use of vegetable oils as MWFs, soybean, sunflower and rapeseed oils seem to posses the relevant properties as a potential cutting fluid.3,4,7 However, with vegetable oils, improvements are needed for poor oxidation stability, poor low-temperature stability and poor corrosion protection.
This study was focused on investigating the easy access of vegetable oils in Sri Lanka and most commonly machined metals in the local industry, so that the outcome of the study would be much more beneficial to the local industries. After several tests with 10 candidate vegetable oils found from local market, white coconut oil was selected as base oil and the results of a successful questionnaire survey directed to local industries select mild steel (MS) and AISI 304 SS as the machining metals. More details of this systematic approach can be found in Perera et al. 8 Very few published data are available on the use of coconut oil as an MWF and section “Coconut oil” summarizes the available literatures. In all cases, MWF was applied only using the injecting method, but in this study both aerated spray method and injecting method were used. This article describes the methodology, results and the discussion on investigation and the prediction of the surface roughness against the different MWFs (white coconut oil and soluble oil) and cutting parameters depth of cut, feed rate and spindle speed while machining MS and AISI 304 steel.
Coconut oil
Recent research on the usage of coconut oil as an MWF is summarized in Table 1.
Research application of coconut oil as MWF.
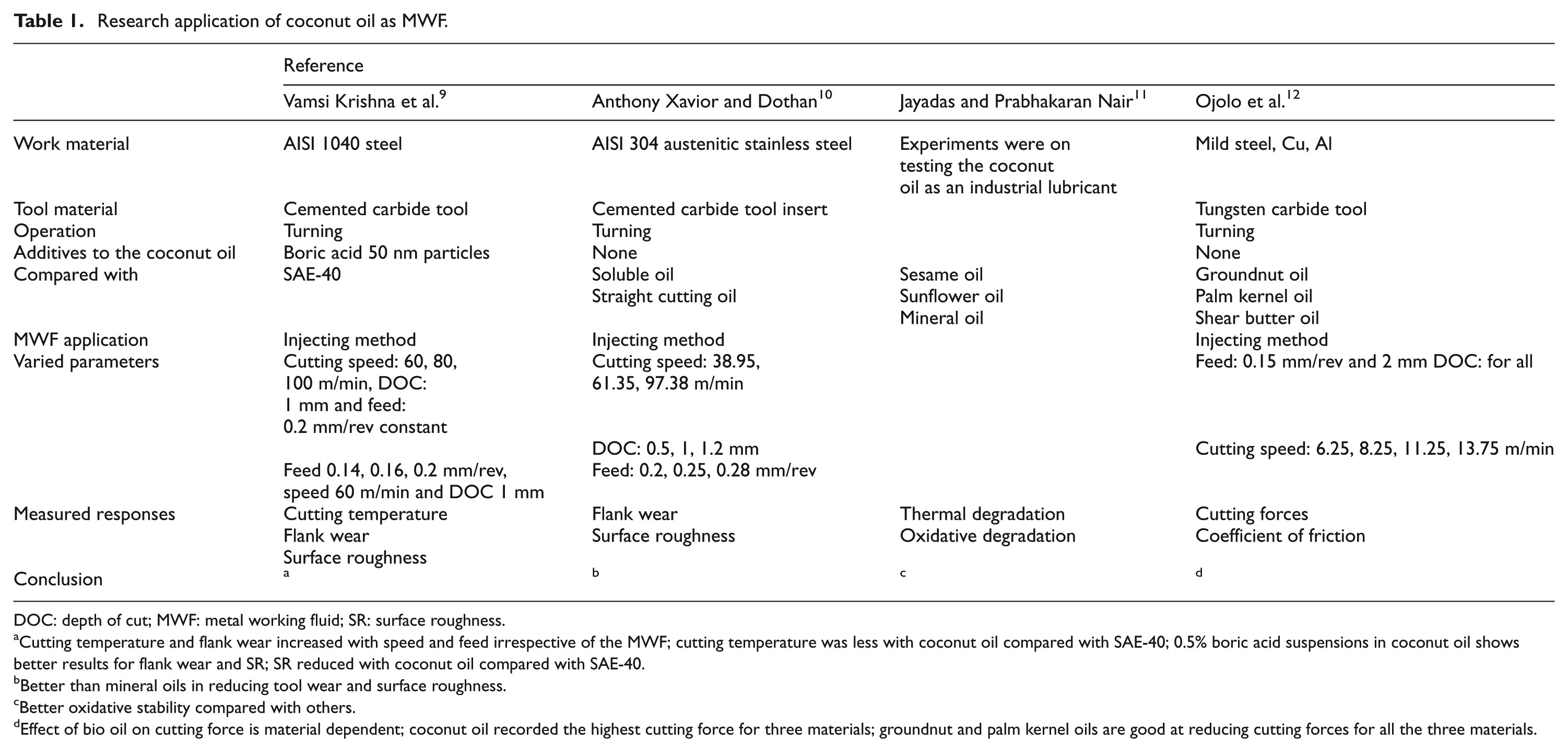
DOC: depth of cut; MWF: metal working fluid; SR: surface roughness.
Cutting temperature and flank wear increased with speed and feed irrespective of the MWF; cutting temperature was less with coconut oil compared with SAE-40; 0.5% boric acid suspensions in coconut oil shows better results for flank wear and SR; SR reduced with coconut oil compared with SAE-40.
Better than mineral oils in reducing tool wear and surface roughness.
Better oxidative stability compared with others.
Effect of bio oil on cutting force is material dependent; coconut oil recorded the highest cutting force for three materials; groundnut and palm kernel oils are good at reducing cutting forces for all the three materials.
Experimental details
Lathe machine (Model CM6241X1000) with a spindle motor 5 hp and spindle speed limits of 45–1800 r/min was used for the experiments. In selecting metals for the experiments, it was necessary to find out the extensively machined metals in Sri Lanka. An online survey was done to collect the details related to material usages of the industries. Eight leading industries had responded, and according to the survey results, 100% of the responded industries are machining MS and AISI 304 SS. Therefore, MS and SS were selected. In order to select suitable vegetable-based oil, initially, a market survey was carried out and 10 different vegetable oils were collected. Considering the price and the availability, coconut oil, white coconut oil and margosa oil were selected for testing specific heat and flash point. White coconut oil, which had a higher specific heat (1633.30 kJ/kg °C) and a higher flash point (230 °C), was selected as the vegetable-based MWF for experimentation. It was decided to use it with the injecting method with a pump of 0.1 kW and aerated spray method at a pressure of 7 bar. High-speed steel (HSS) tool and tungsten carbide tool were selected for machining MS and SS respectively. The machining experiments were conducted in two stages for both steel types, and surface roughness was measured using the TR200 handheld roughness tester. The first stage of experiments was for finding the different parameters’ contribution on surface roughness and the second stage was for further investigating the different MWFs’ performances on surface roughness. The following two subsections discuss the two stages of experiments.
Effect of machining parameters on surface roughness of MS and SS
Initially, the contribution of the selected parameters on the surface roughness was investigated in turning MS and SS. Taguchi orthogonal array L9 (34) was used for planning the experiments. Spindle speed, feed rate and depth of cut were selected as the cutting parameters and white coconut oil and soluble oil were selected as the MWF. The variation of the surface roughness was tracked with respect to four variable control parameters. Table 2 shows the parameter level settings for the experimentation. Analysis of variance (ANOVA) was done with the average test results and pooling-up strategy was used for estimating the error variances. Table 4 shows the ANOVA results for both types of steel. Second-order polynomials as shown in equations (1) and (2) were fitted for both types of steels to predict the impact of each variable on the surface roughness.
Levels of variable control parameters.
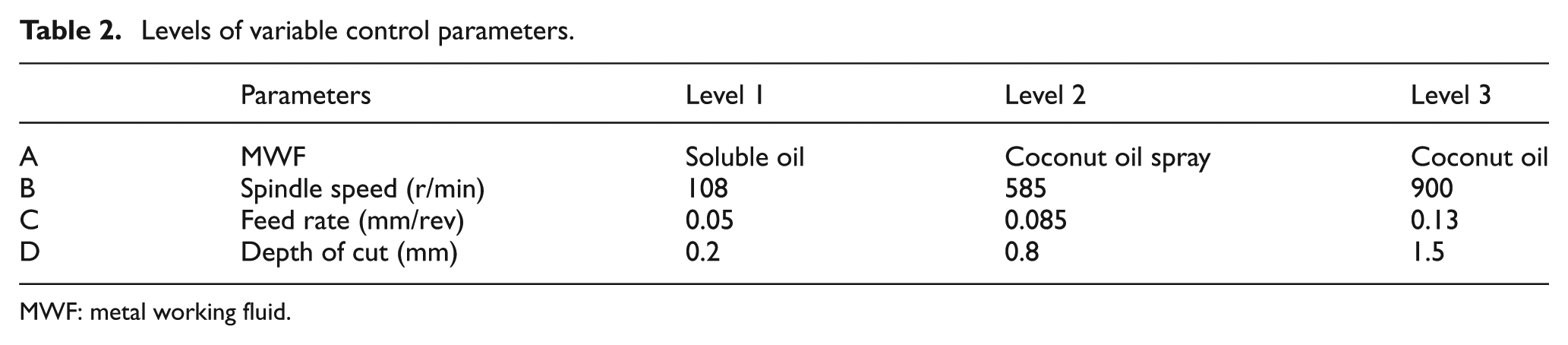
MWF: metal working fluid.
Confirmation experiments were conducted and the results were compared with the values obtained from the mathematical model. Taking each of these polynomial models as an objective function, optimal parameter settings for minimum surface roughness were found with the help of optimization toolbox in MATLAB. The optimal parameter settings are shown in Table 5.
Effect of different MWFs’ performances on surface roughness of MS and SS
These experiments were conducted by varying the cutting speed so that it represents the rough-cut range and smooth-cut range. The depth of cut and the feed rates were kept constant to get a rough cut or a smooth cut, as shown in Table 3. Soluble oil and coconut oil were used as the MWFs and both injected method and aerated spray method were used in delivering the MWF to the cutting point. For each cutting experiment, three measurements of surface roughness were taken and averaged. Figures 1 and 2 show the results.
Parameter values for the second stage experiments.
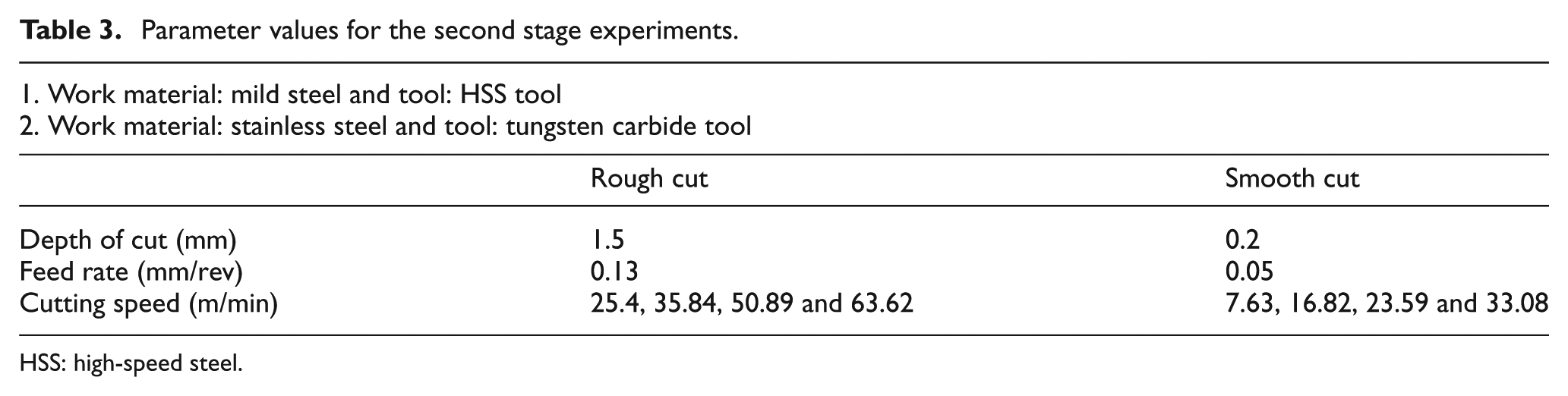
HSS: high-speed steel.
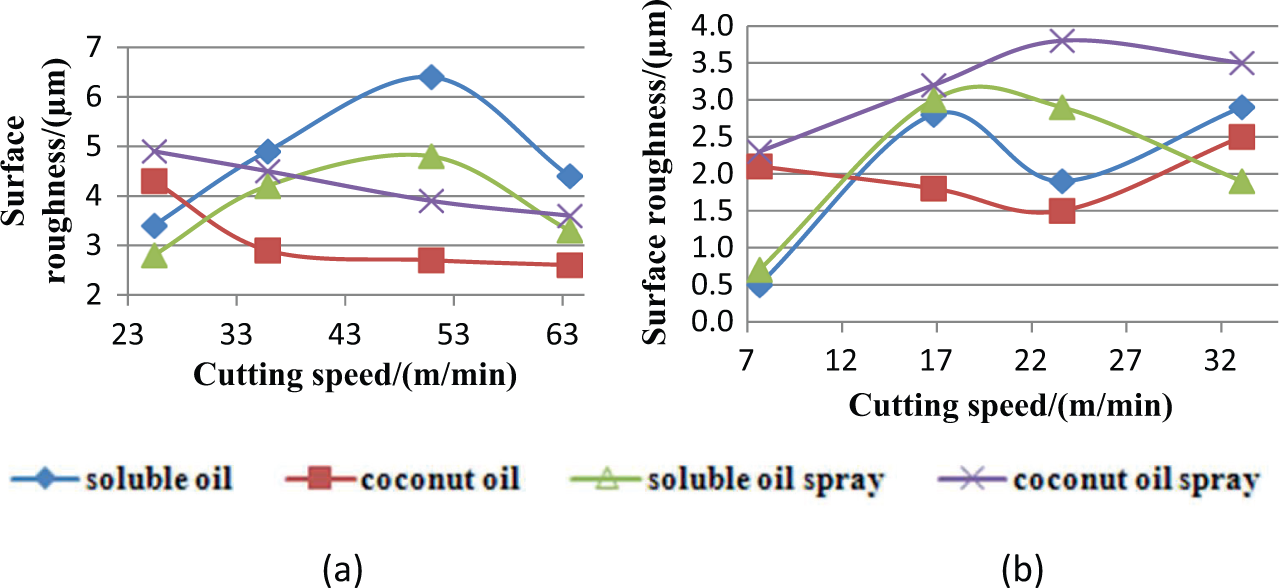
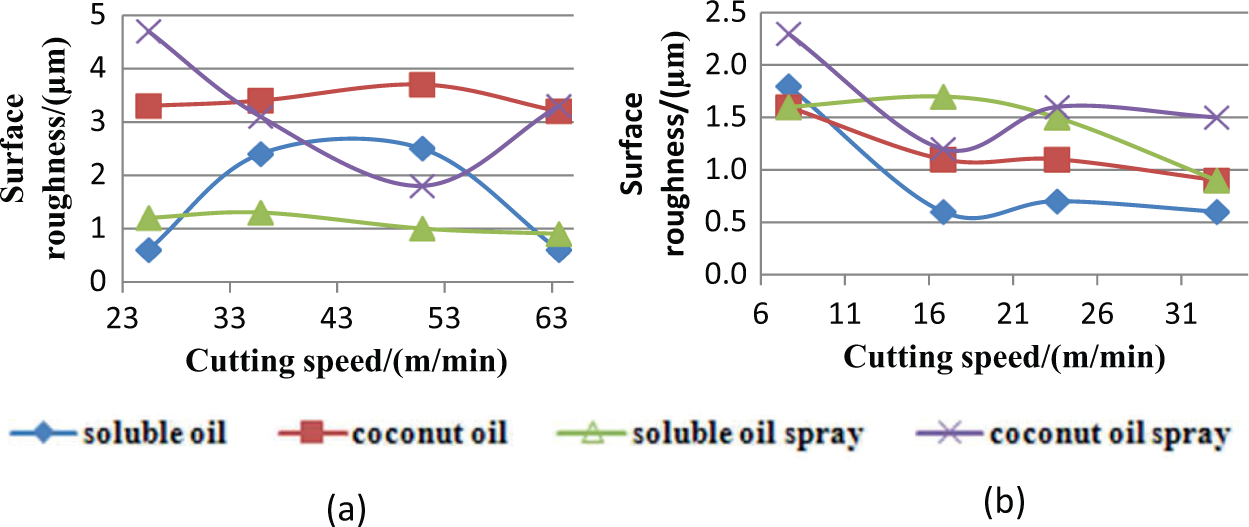
Cutting speed versus surface roughness for machining mild steel: (a) rough cuts—feed rate of 0.13 mm/rev and depth of cut of 1.5 mm and (b) smooth cuts—feed rate of 0.05 mm/rev and depth of cut of 0.2 mm.
Cutting speed versus surface roughness for machining AISI 304 stainless steel: (a) rough cuts—feed rate of 0.13 mm/rev and depth of cut of 1.5 mm and (b) smooth cuts—feed rate of 0.05 mm/rev and depth of cut of 0.2 mm.
Results and discussion
The results of experiments described in sections “Effect of machining parameters on surface roughness of MS and SS” and “Effect of different MWFs’ performances on surface roughness of MS and SS” are discussed in the following two subsections, respectively.
Effect of machining parameters on surface roughness of MS and SS
For the MS, the least contribution spindle speed is taken as pooled error. The highest mean and lowest contribution to the surface roughness values are indicated as feed rate, MWF and depth of cut, respectively. At the same time for the SS, the least contribution depth of cut is taken as the pooled error, and the highest mean and lowest contribution on the surface roughness are indicated as feed rate, spindle speed and MWF, respectively. Based on the ranking for contribution from the ANOVA in Table 4, it can be concluded that feed rate has the greatest influence on surface roughness for both types of steels.
ANOVA summary for stainless steel and mild steel.
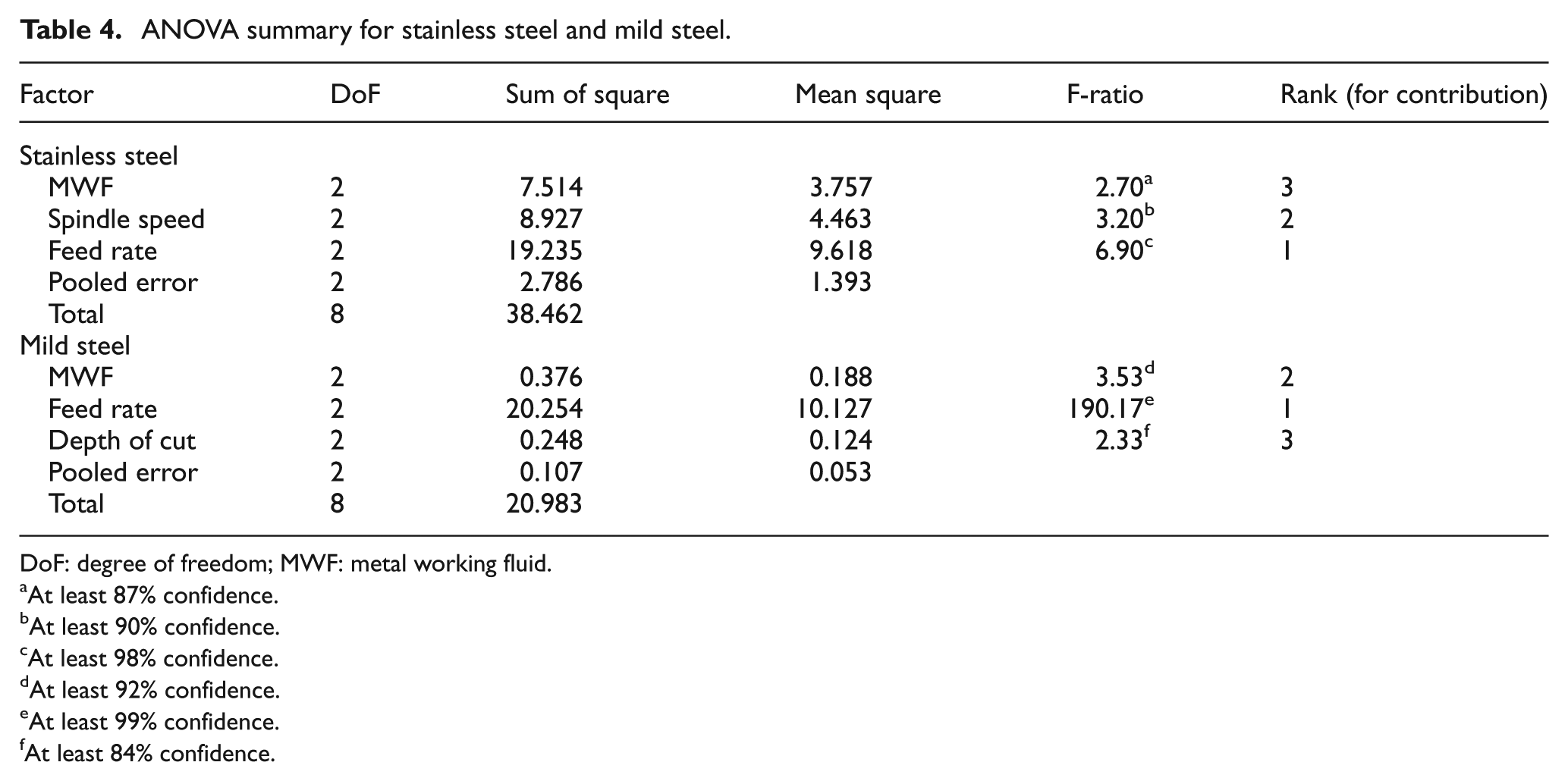
DoF: degree of freedom; MWF: metal working fluid.
At least 87% confidence.
At least 90% confidence.
At least 98% confidence.
At least 92% confidence.
At least 99% confidence.
At least 84% confidence.
The experimental results were analyzed and two polynomial models were fitted to represent the machining results for both types of steels, as shown in equations (1) and (2)
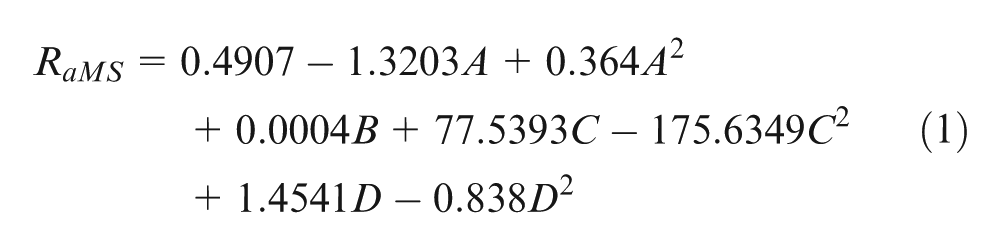
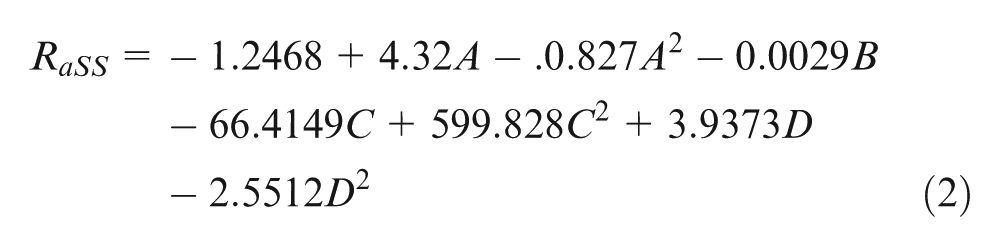
where
Optimal parameter settings.
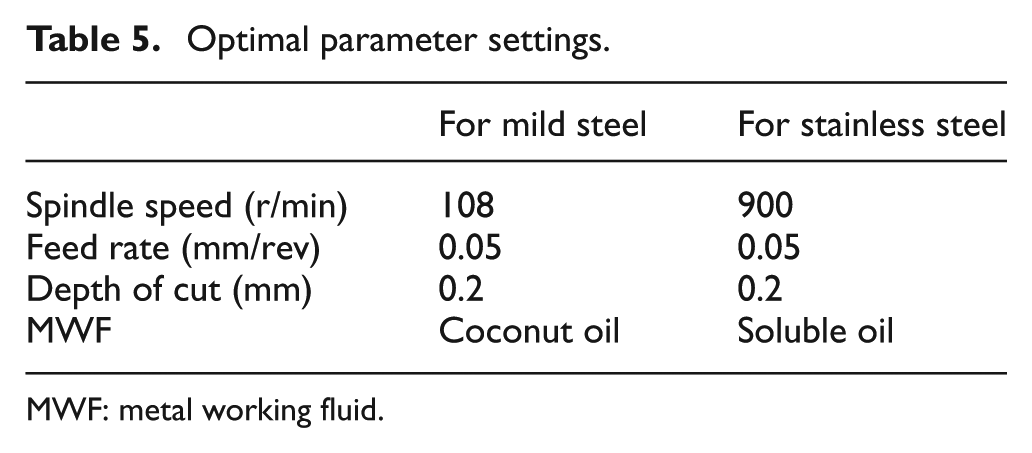
MWF: metal working fluid.
Optimal parameter settings for both feed rate and depth of cut are the same when machining both types of steels. But it can be concluded that when machining at a lower speed (108 r/min) with coconut oil as the MWF gives the minimum surface roughness for MS, whereas machining at a higher spindle speed (900 r/min) with soluble oil as the MWF gives the minimum surface roughness for SS. This is because injected cutting fluid reduces the coefficient of friction at the chip–tool interface over the rake face. This is achieved through lubrication between the tool and the chip. At lower cutting speed, the chip’s contact time on the rake face is longer as it moved slowly when compared to higher cutting speeds. Since the viscosity of coconut oil is higher than that of soluble oil, coconut oil has more time to penetrate the chip–tool interface at lower speeds, whereas lower viscosity soluble oil does it at higher speed. According to Table 4, when machining MS, the contribution of MWF is more significant (rank 2) compared with machining SS. But for both metals, the percentage of contribution of MWF to the surface roughness is very low compared with the contribution from other parameters. Therefore, it is difficult to make conclusions on the performances of different MWFs with these experimental results. Thus, a necessity of eliminating the highest parameter effect on surface roughness was needed and the effects of MWF for smooth cut and rough cuts were identified. The second stage experimental results are discussed in section “Effect of different MWFs’ performances on surface roughness of MS and SS.”
Effect of different MWFs’ performances on surface roughness of MS and SS
In Figure 1, the surface roughness variation at different cutting speeds were compared for different MWFs during machining MS. Figure 1(a) for rough cuts shows the variation of surface roughness with cutting speed at constant feed rate of 0.13 mm/rev and depth of cut of 1.5 mm. By comparing the soluble oil and coconut oil as MWF in the rough-cut condition, it is observed that between the speed ranges of 35 and 65 m/min, the white coconut oil applied as an MWF gives better performances on the surface roughness. Considering the average surface roughness at these rough-cut experiments, injecting coconut oil gives 52.8% better surface roughness in contrast to soluble oil. This is because of the reduction in frictional forces between the tool and the workpiece due to the high lubricating property of coconut oil. Reduction in frictional forces cause to reduce the temperature developed and minimizing tool wear thus improvements in surface roughness in the machined face. Furthermore, by concerning Figure 1(a), it can be observed that the soluble oil for the low speeds, either injection or spraying method, gains better surface roughness values for the MS. Surface roughness reduces with an increase in the cutting speed for both injected method and the aerated spray method of coconut oil. But the coconut oil injected method gives better surface roughness values compared with aerated spray method.
Similarly, Figure 1(b) shows the variation of surface roughness with cutting speed at constant feed rate of 0.05 mm/rev and depth of cut of 0.2 mm. It indicates that coconut oil gives better surface roughness values for all the cutting speeds except at the beginning 7.63 m/min. Considering the average surface roughness at these smooth-cut experiments, injecting coconut oil gives 2.5% better surface roughness compared to soluble oil. Similar to rough cuts, coconut oil injecting method gives better results compared with coconut oil–aerated spray method. This is due to the limited chip removal ability of aerated spray method, whereas in the injecting method the chip removal is comparatively higher, which prevents the finished surface from becoming marred. Furthermore, it helps to reduce the occurrence of built-up edges resulting in better surface finish.
There is not much literature found on machining MS. Ojelo et al. 12 investigated the impact on cutting forces and coefficient of friction while machining MS, copper and aluminum with coconut oil as the MWF. They found that coconut oil gives higher cutting forces compared with two other vegetable oils, but they have not compared it with a mineral oil. Also, they have concluded that the effect of bio oil on cutting force is material dependent.
Figure 2 shows the results of machining AISI 304 grade SS. Figure 2(a) shows the results of machining rough cuts. By observing Figure 2(a), it can be clearly noted that soluble oil performs better than the coconut oil. At the beginning and the end of the graph, the surface roughness variation for soluble oil and coconut oil is somewhat higher. At speeds of 25.4 and 63.62 m/min, the average surface roughness is 0.6 and 3.25 µm for soluble oil and coconut oil, respectively. Also at speeds of 35.84 and 50.89 m/min, an average surface roughness is 2.45 and 3.6 µm for soluble oil and coconut oil, respectively. This is totally different to that of machining MS, and it can be concluded that the effect of coconut oil on surface roughness is material dependent.
This can be explained with the cutting temperature computation equation (3) 13

where
Referring to Figure 2(a), machining experiments were conducted at a depth of cut of 1.5 mm and feed rate of 0.13 mm/rev. According to equation (3), higher depth of cut leads to higher temperature rise in the tool–chip interface. The thermal conductivities of AISI 304 SS and MS are 14.00 and 93.47 W/m/k, respectively. Since the thermal conductivity of 304 steel is low compared with MS, the heat is concentrated at the cutting edge while machining 304 steel. One major function of a cutting fluid is to remove the heat from the cutting zone. Thus, higher depth of cut in machining 304 steel results in increase in the workpiece temperature, and the water content in the soluble oil could have increased the rate of cooling than the coconut oil. This explains why the coconut oil acts differently while machining two metal types. Furthermore, when machining AISI304 steel at a higher depth of cut, the coconut oil–aerated spray method was better than the normal injecting method.
From Figure 2(b), it can be observed that although the soluble oil gives the better surface roughness values compared with coconut oil, the difference is smaller. The average surface roughness values obtained are 0.9 and 1.2 µm for soluble oil and coconut oil, respectively. These experiments were conducted at a depth of cut of 0.2 mm and feed rate of 0.05 mm/rev. According to equation (3), since the depth of cut is lower, the chip–tool interface temperature is somewhat lower compared with the experiments shown in Figure 2(a). This explains the smaller difference in surface roughness for coconut oil and soluble oil. However, the cost of using white coconut oil as MWF is somewhat higher compared with soluble oil available in the market.
Conclusion
The following conclusions are drawn:
Within the experimental range, white coconut oil is a better MWF for MS, while soluble oil favors AISI 304 steel.
Using ANOVA, it has been found that the feed rate has the greatest influence on surface roughness for MS and AISI 304 steel. Furthermore, it has been found that MWF has considerable influence on surface roughness for both steel types.
White coconut oil gives 52.8% better surface roughness in contrast to soluble oil on the average surface roughness while machining MS at feed rate of 0.13 mm/rev and depth of cut of 1.5 mm for different cutting speeds.
White coconut oil–injected method gives better surface roughness values compared with aerated spray method for machining MS.
White coconut oil gives 2.5% better surface roughness compared to soluble oil on the average surface roughness while machining MS at feed rate of 0.05 mm/rev and depth of cut of 0.2 mm for different cutting speeds.
Soluble oil performs better than the coconut oil at feed rate of 0.13 mm/rev and depth of cut of 1.5 mm while machining AISI 304 grade SS.
Different thermal conductivities of metals cause the coconut oil to act differently while machining two metal types. Therefore, it can be concluded that the effect of coconut oil on surface roughness is material dependent.
Future work
The authors are presently investigating the development of emulsion with base oil as the white coconut oil in order to reduce the cost of white coconut oil as MWF in machining. If the investigation is successful, it is believed that reduction in the cost per liter of coconut oil as MWF will be highly reduced. Furthermore, it is expected that the rate of cooling at the chip–tool interface will also be improved, so that it can be used as an MWF with any material.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study was supported by Annual Research Grants 2012 and 2013 Faculty of Engineering, University of Ruhuna, Sri Lanka.