
Abstract
This work is a novel attempt to identify the optimum process parameters in cold upsetting of Al–TiC metal matrix composites with multiple responses using grey Taguchi approach. The formation of barrel and workability are the important attributes that greatly influence the process of upsetting. Three independently controllable process variables, namely, aspect ratio, friction factor and load, each at four levels are considered to find their optimum levels which yields maximum barrel radius and workability simultaneously. Grey Taguchi analysis has been performed to optimize the levels of input parameters. Both the quality characteristics are improved significantly at the optimal process condition as verified by the confirmation test. The effect of individual process variables on the responses is determined using analysis of variance.
Introduction
Aluminium metal matrix composites (AMMCs) are widely used in the automotive, aerospace and electronics industries due to their lightweight, high strength and ease of fabrication. 1 In past, many researchers have carried out the investigations into upset forging due to their vast use in the metal forming process. Narayanasamy et al. 2 studied barrelling in magnesium alloy solid cylinders during cold upset forming and found empirical relationships between the measured radius of curvature of the barrel and other variables such as the hydrostatic stress and the stress ratio parameter. Malayappan and Narayanasamy 3 studied the phenomenon of barrelling of aluminium solid cylinders during cold upsetting using different lubricants. Manisekar et al. 4 studied the effect of friction on barrelling in square billets of aluminium during cold upset forging and established the relationship between the experimentally derived values of friction factors for different lubricants from standard compression tests and bulge parameters such as new hoop strain, geometrical shape factor, stress ratio parameter and hydrostatic stress. Baskaran and Narayanasamy 5 studied some aspects of barrelling in elliptical shaped billets of aluminium during cold upset forging with lubricant. Experiments were carried out to generate data on cold upset forging of commercially pure aluminium solid of irregular shaped billets with white grease as a lubricant applied on both sides in order to evaluate the bulging characteristics. Baskaran and Narayanasamy 6 investigated experimentally the work hardening behaviour of elliptical shaped billets of aluminium during cold upsetting. The parameters, namely, instantaneous strain hardening exponent and instantaneous strength coefficient, were evaluated during the cold upsetting of commercially pure aluminium under various stress conditions. Narayanasamy et al. 7 investigated the effect of geometric work hardening and matrix work hardening on workability and densification of aluminium–3.5% alumina composite during cold upsetting. Narayanasamy et al. 8 compared the workability strain and stress parameters of powder metallurgy steels AISI 9840 and AISI 9845 during cold upsetting. Narayanasamy et al. 9 studied the effect of carbon content on workability of powder metallurgy steels. Workability behaviour of steel powder metallurgy preforms containing 0%, 0.4% and 0.8% of carbon were completely investigated experimentally. Narayanasamy et al. 10 investigated the effect of the addition of molybdenum on the workability of the powdered metallurgy steels during cold upsetting. Ferrous powder metallurgy preforms containing 0%, 0.5%, 1.0% and 1.5% of molybdenum were completely investigated experimentally to study workability behaviour. Sivasankaran et al. 11 analysed the workability behaviour of Al–SiC P/M composites using back propagation neural network model and statistical technique. An artificial neural network (ANN) model for predicting and analysing the workability behaviour during cold upsetting of sintered Al–SiC powder metallurgy (P/M) metal matrix composites (MMCs) was proposed. Most of the previous published articles deal with the experimental investigations on the workability and barrelling of the billets during upsetting.2–10 Except few investigations,1,12,13 there is a lack of studies investigating the optimization of process parameters in forming aluminium-based MMCs.
Researchers have successfully employed robust parameter design (RPD) methodology virtually in every field of engineering to optimize the process parameters for better results.12–18 Taguchi optimization method has been widely used by the researchers as it is a powerful tool for the design of experiments and is very effective to optimize the process with single-performance characteristics influenced by several variables.16–18 But the method fails to deal with the multiple response optimization problems. The process of upsetting is a typical multiple response optimization problem which is more complicated than the single-objective optimization of a process. Grey relational analysis (GRA), introduced by Deng, 19 can effectively deal with the poor, incomplete and uncertain information. Grey relational grade (GRG) is obtained with GRA as the multiple performance index which converts the multiple-objective optimization problem into a single-objective optimization. Considering all the above, this work attempts to identify the optimum process parameters in cold upsetting of Al–TiC MMCs with multiple responses using grey Taguchi approach.
Experimental studies
The cold upsetting experiments were performed on cylindrical specimens of Al–TiC MMCs with initial diameter (D0) of 24 mm and four different initial heights (h0) of 12, 18, 24 and 30 mm to give an aspect ratio of 0.50, 0.75, 1.0 and 1.25, respectively. The upsetting of the specimen was carried out between two flat, mirror finished open dies on a universal resting machine with different load conditions and with different lubricants, namely, molybdenum disulphide (MoS2), zinc sulphide (ZnS), graphite (Gr) and dry condition (D) using a universal testing machine as per L16 orthogonal arrays. The levels of the input parameters are selected based on earlier research6–11 and are given in Table 1. The schematic representation of the upsetting process and the experimental set-up are shown in Figures 1 and 2, respectively. After compression, the dimensional changes in the specimen such as height after deformation (hf), top contact diameter (DTC), bottom contact diameter (DBC) and bulge diameter (DB) were measured by means of digital vernier caliper and are listed in Table 2. Each experimental trial was repeated thrice. The measurements were recorded at three different locations and their averages are used for the determination of barrel radius and workability.
Factors and level considered for upsetting.

MoS2: molybdenum disulphide; ZnS: zinc sulphide; Gr: graphite; D: dry condition.
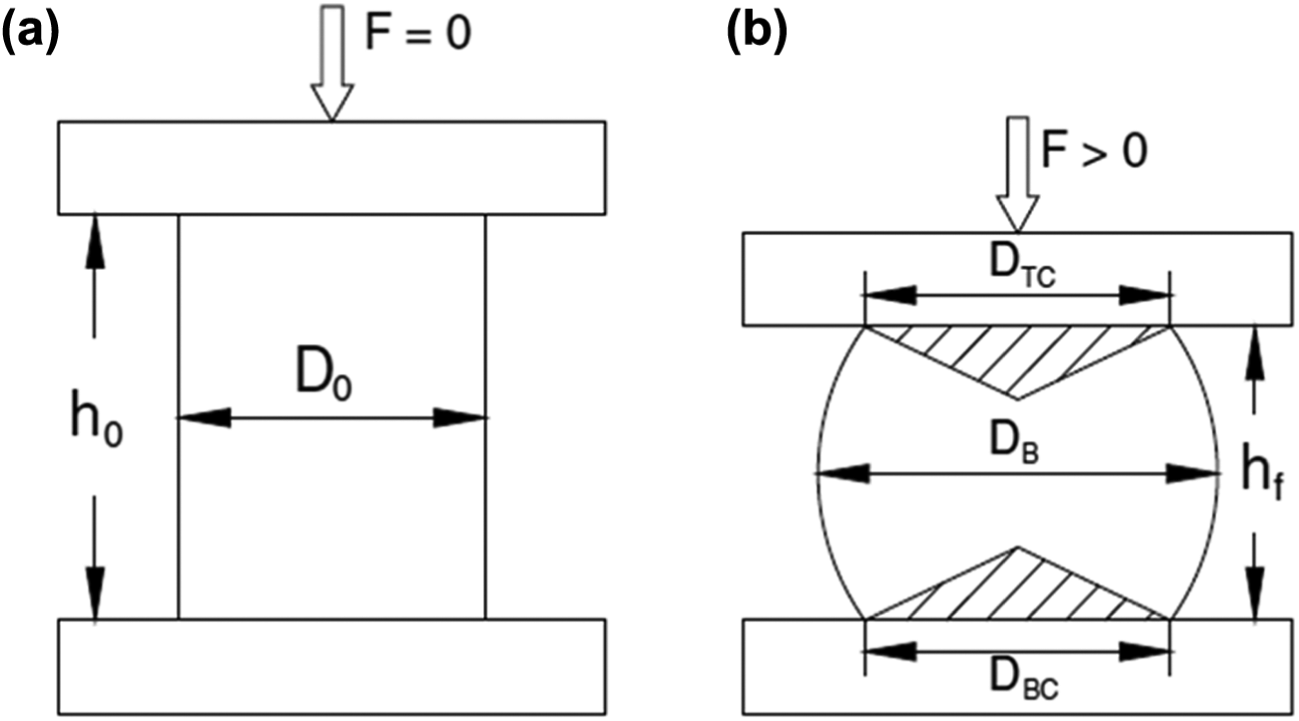
Shape of the billet 8 (a) before deformation and (b) after deformation.
Experimental set-up in universal testing machine.
Experimental values obtained based on L16 design.
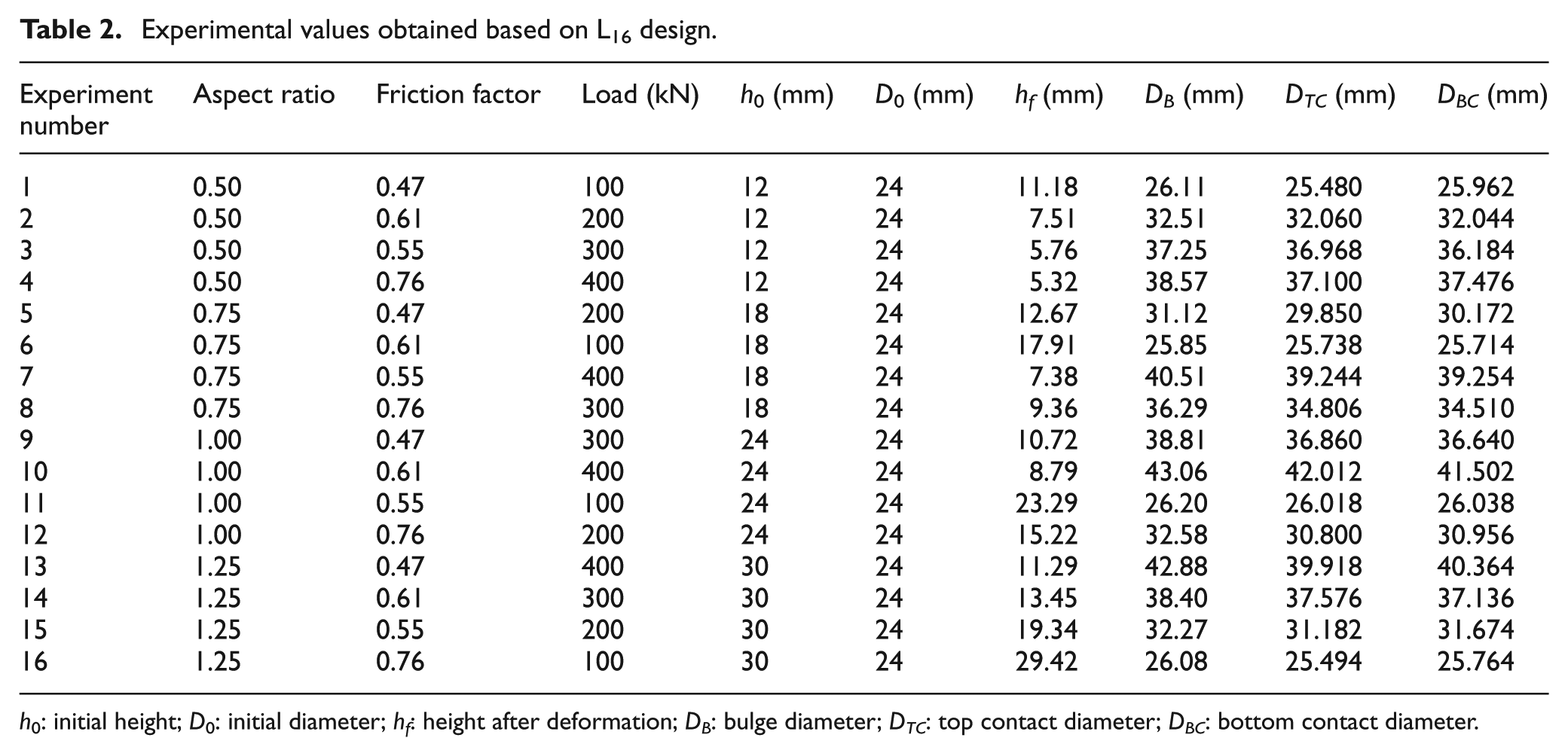
h0: initial height; D0: initial diameter; hf: height after deformation; DB: bulge diameter; DTC: top contact diameter; DBC: bottom contact diameter.
Analysis and discussion
Theoretical calculations
The method for calculating the responses (barrel radius and workability) is discussed under this section.
Barrel radius
The expression proposed by Malayappan and Narayanasamy 3 is used to calculate the barrel radius as below

where DB is the bulge diameter, DC is the average of top and bottom contact diameters and hf is the height after deformation.
Stress formability parameter
Vujovic and Shabaik 20 proposed a parameter called formability stress index, which is given as

where
According to Narayanasamy and Pandey,
21

where

According to Narayanasamy and Pandey, 21 the state of stress under the triaxial stress state condition is as follows

From equation (4), for the known values of Poisson’s ratio
The expression for calculating the axial true strain

The hoop strain

The effective stress can be determined from the following expression in terms of cylindrical coordinates 2

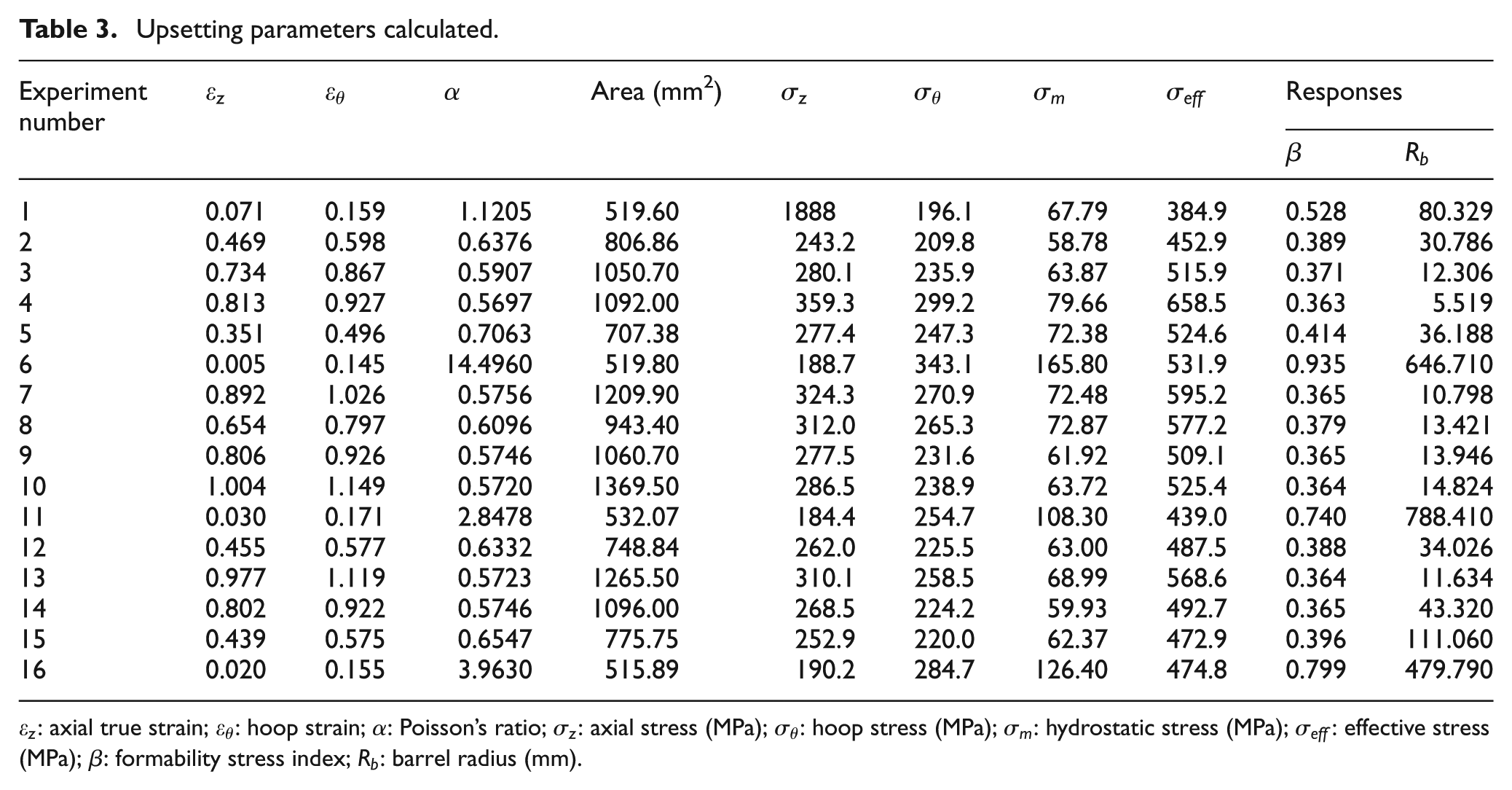
The results obtained from the above theoretical calculations are given in Table 3.
Upsetting parameters calculated.
Taguchi methodology
The Taguchi methodology proposed by Genichi Taguchi is an effective technique for determining the optimum settings of the design parameters for a process. Taguchi employs special orthogonal arrays for the experimental design to study the parameters’ space with minimum number of experiments. 22 It uses the signal-to-noise ratio as a quality indicator which indicates the scattering around a target value. Higher values of signal-to-noise ratio represent better performance. Three categories of signal-to-noise ratio are proposed by Taguchi: (a) higher the better, (b) lower the better and (c) nominal the best. In upsetting process, the main aim is to obtain maximum barrel radius and workability. Hence, higher the better signal-to-noise ratio (equation (9)) of Taguchi is used for this study

GRA
In GRA, the obtained signal-to-noise ratios are first normalized ranging from 0 to 1 using higher the better characteristics (equation (10)) for simultaneous maximization of barrel radius and workability. This process is known as grey relational generation

where xi (k) = value after grey relational generation, minyi(k) = smallest value of yi(k) for the kth response and maxyi(k) = largest value of yi(k) for the kth response. In the next step, the grey relational coefficient (GRC)

where
The signal-to-noise ratio, normalized signal-to-noise ratio and the deviation sequences are shown in Table 4. Then, the overall GRG is determined by equation (12), that is, averaging the GRC corresponding to selected responses

S/N ratio values, normalized S/N ratio values and deviation sequences.
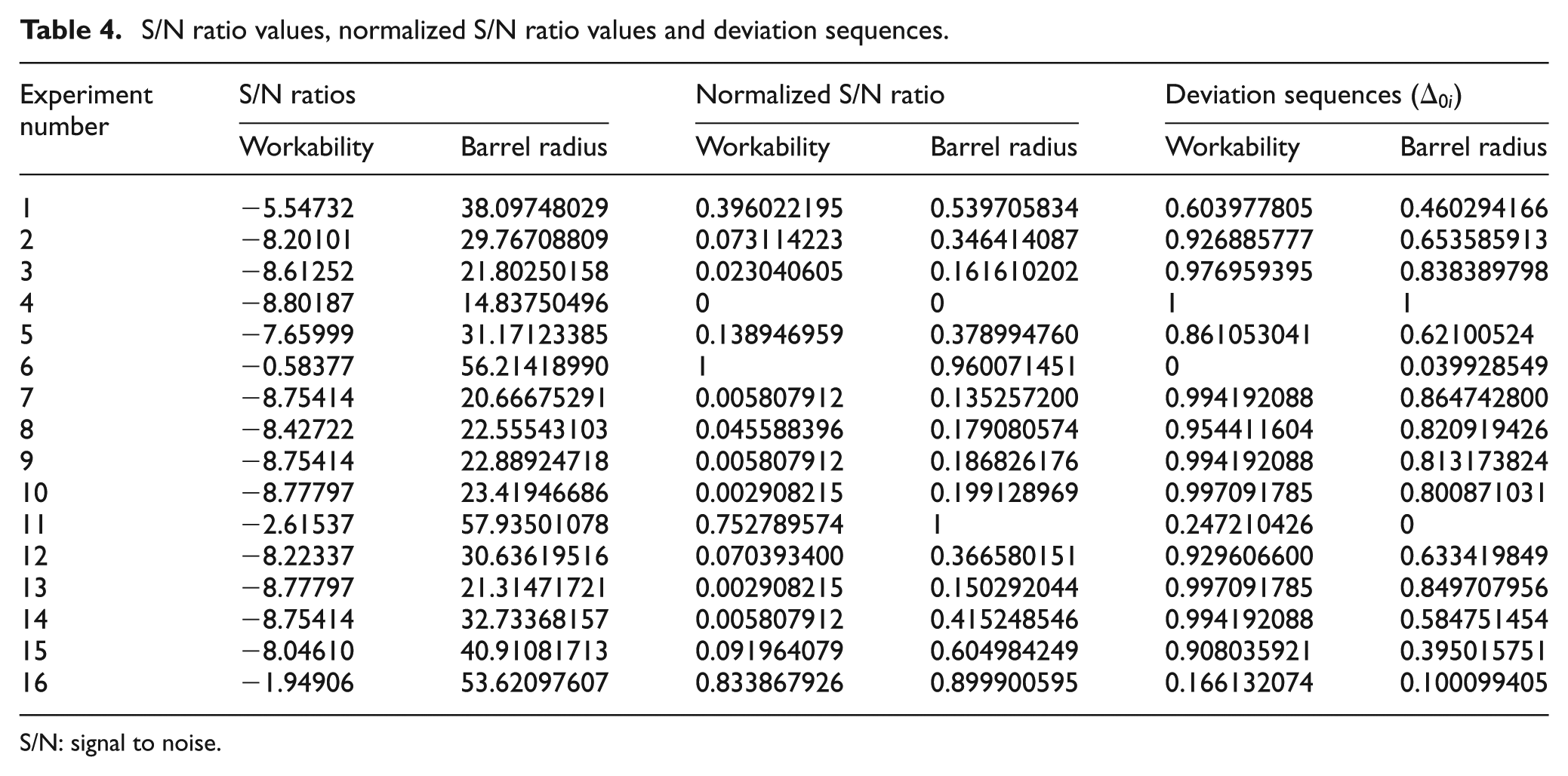
S/N: signal to noise.
where
GRC and GRG.
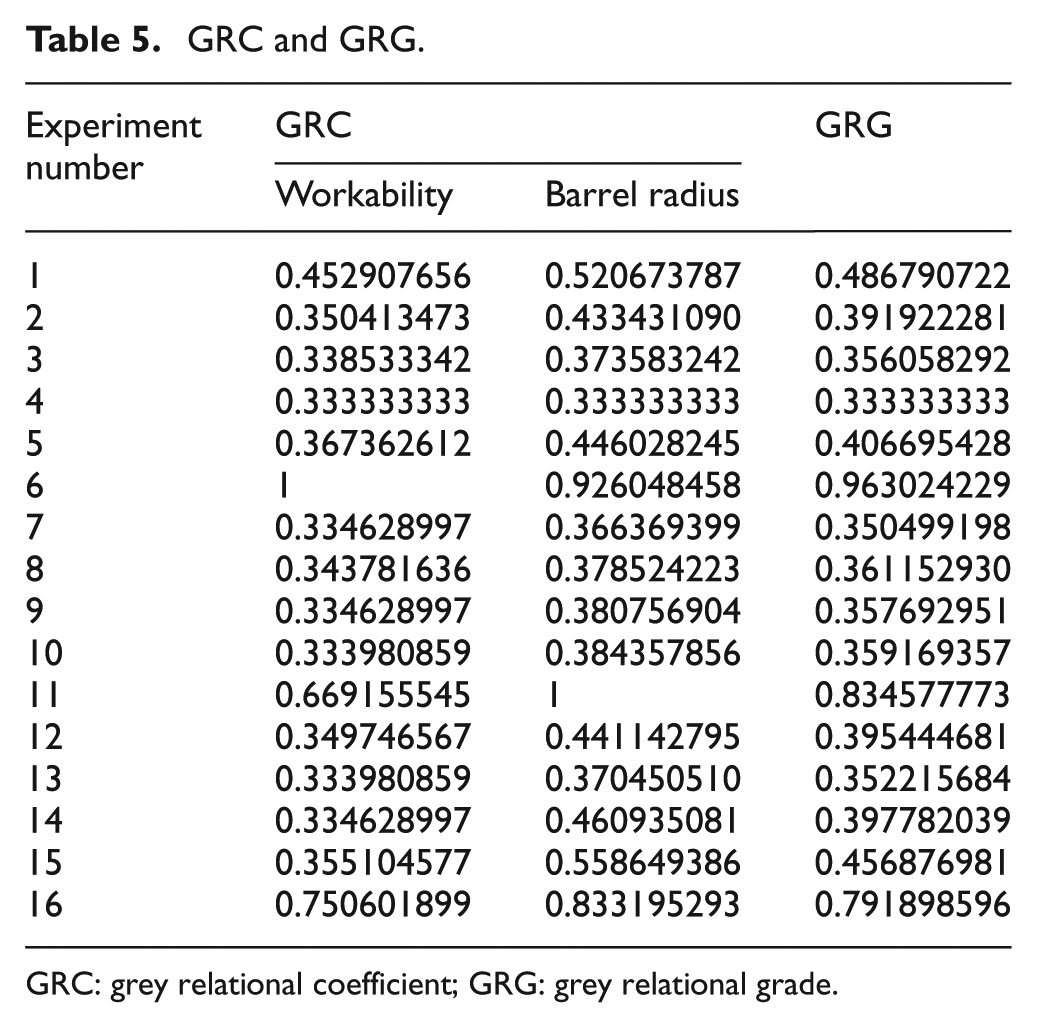
GRC: grey relational coefficient; GRG: grey relational grade.
Response table for grey relational grade.

Total mean value of the grey relational grade is 0.474692.
The average values of GRG at each level are plotted as a response graph shown in Figure 3. From the analysis of the response table and response graph, the optimal process parameters’ combination for upsetting of Al–TiC MMCs is the second level of the aspect ratio, second level of the friction factor and the first level of the load applied during upsetting, that is, A2B2C1. The values of (Δ) max–min average of GRG indicate the most influential factor affecting the multi-performance characteristics. The maximum value of Δ in Table 6 is 0.420 for the control factor load and has the strongest effect on multi-performance characteristics for the upsetting process. The order of importance of the control factors on the GRG is listed in Table 6 as factor C (applied load) > A (aspect ratio) > B (friction factor).
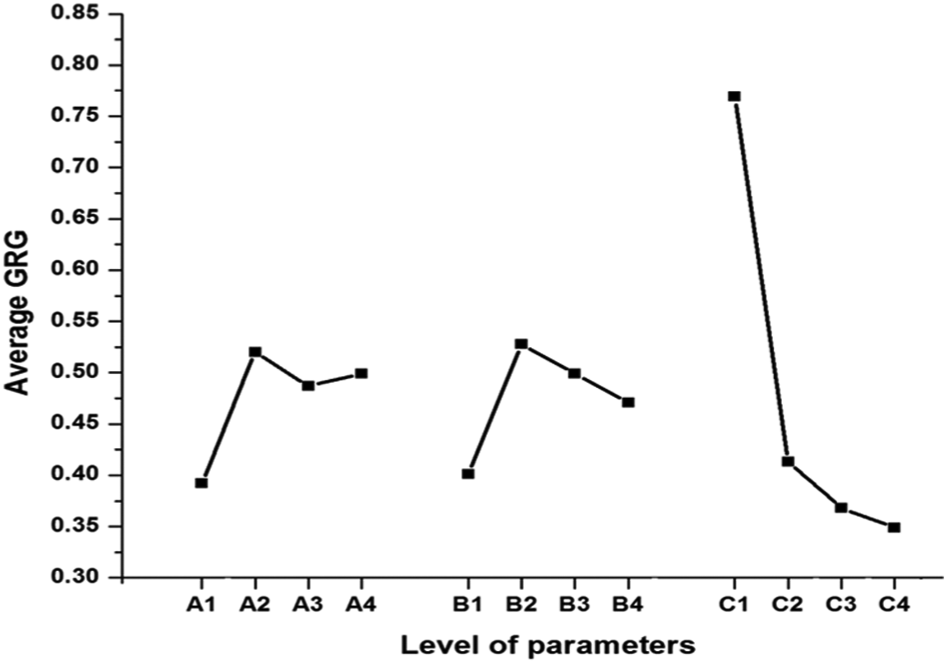
Response graph for each level of upsetting parameters.
The significance of each process parameter on multiple performance characteristics was tested by analysis of variance (ANOVA). Using GRG obtained for workability and barrel radius, ANOVA was performed to find out the significant factors. The results obtained from ANOVA analysis are shown in Table 7. It can be concluded from Table 7 that the significant factor affecting the GRG is load (78.837%) followed by aspect ratio (6.4891%) and friction factor (5.9786%).
ANOVA results for grey relational grade.
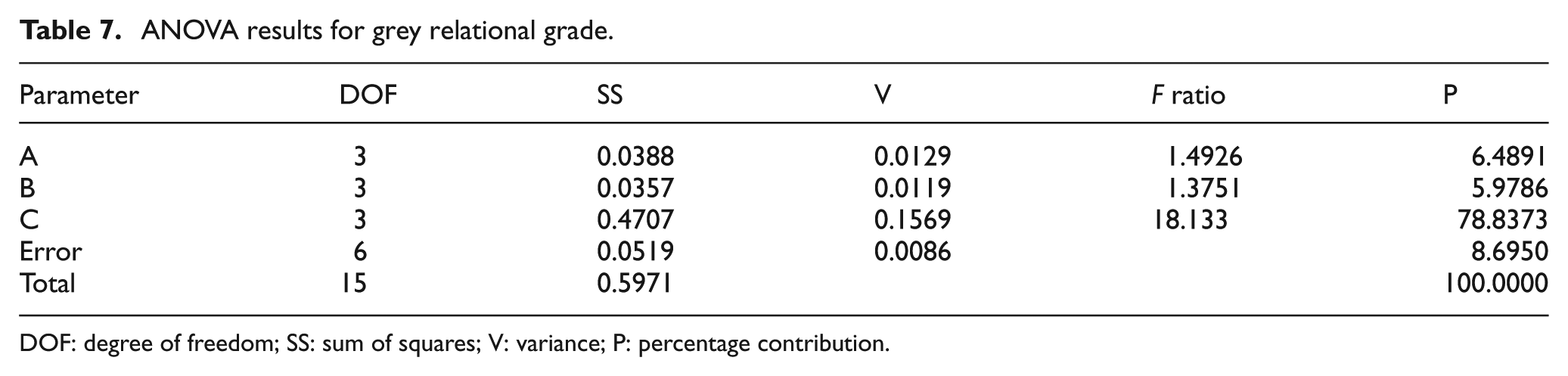
DOF: degree of freedom; SS: sum of squares; V: variance; P: percentage contribution.
Confirmation test
The confirmation test is conducted to validate the accuracy of the optimal level parameters established for the upsetting of Al–TiC MMCs. The predicted GRG for the optimal setting of the parameters, that is, A2B2C1 can be obtained from equation (13) as below

where
The predicted value of GRG obtained by using equation (13) is 0.86792. At the optimal setting, the GRG value obtained from the confirmation experiment is 0.9630. The results of the confirmation tests are shown in Table 8. A gain in the experimental GRG signifies that the method adopted can be effectively utilized for the multi-response optimization of upsetting process.
Confirmation experiment result.
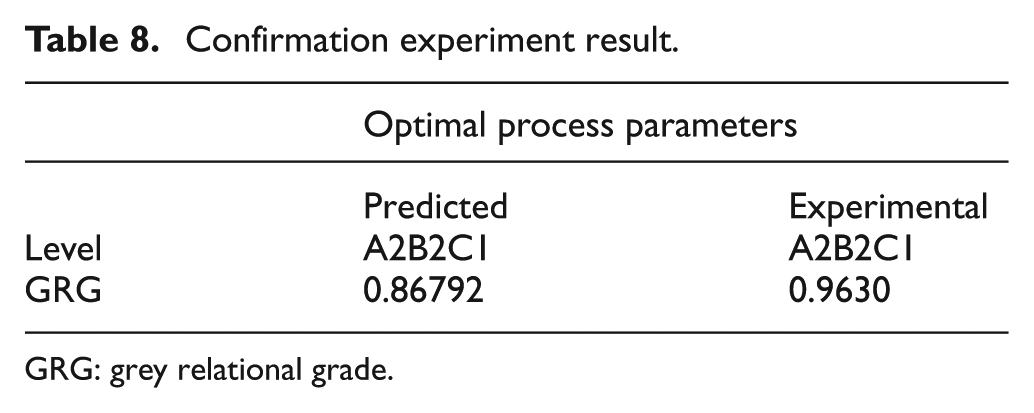
GRG: grey relational grade.
Conclusion
In this investigation, Taguchi’s L16 orthogonal array with GRA is used for the multiple performance optimization characteristics such as workability and barrel radius in cold upsetting of Al–TiC MMCs. The difference (max − min) between the average values of the GRG is calculated for every factor at each level, and the values clearly show that the load had the strongest effect on upsetting process among the other process parameters. The order of their importance is given as load, aspect ratio and friction factor. The results obtained from ANOVA also confirmed that load had maximum contribution to the multi-performance characteristics. The values of the optimum process parameters are load = 100 kN, aspect ratio = 0.75 and friction factor = 0.61. The confirmation test performed shows that the determined optimal combination of the process parameters satisfies the requirement of maximizing the workability and barrel radius during cold upsetting of Al–TiC MMC.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.