
Abstract
Friction welding is a solid-state joining technique, and joining of dissimilar materials has been witnessing tremendous development in various applications. In this study, friction welding is carried out in dissimilar materials, austenitic stainless steel and copper, which find application in power generators. The parameters such as friction pressure, upset pressure, rotational speed and burn-off length are considered to determine its influence on tensile strength, metal loss and weld time. Taguchi’s L27 orthogonal array is used for experimental design to maximize the tensile strength as well as minimize the metal loss and weld time. Optimal parameters are determined through multiple performance characteristics, and it is found that friction pressure of 22 MPa, upset pressure of 108 MPa, rotational speed of 500 r/min and burn-off length of 1 mm yield good mechanical and metallurgical properties.
Introduction
Copper and steel combination is of great importance in nuclear power generation, reactor cooling systems and cryogenic fluids due to its high resistance to corrosion and high thermal conductivity and because it is a good conductor of electricity. Friction welding is a solid-state joining process in which products are made by continuous rubbing action with the faying of surfaces leading to heat dissipation. Heat is generated in the contact interface by the rubbing of surfaces of the two materials and inducing plastic deformation by conversion of mechanical energy into thermal energy during rotation under pressure resulting in good bond strength. Friction welding is economical in operation, requires low energy input, leads to less material wastage and has a high production rate for joining dissimilar metals or alloys.
Many researchers have worked on friction welding which focused on joining stainless steel and copper and other combinations. Researchers have worked on steel combinations in particular. Ananthapadmanaban et al. 1 have joined mild steel and stainless steel by friction welding and found that the strength of the joint is good and reasonable. Subsequently, the effect of joining AISI 304 austenitic stainless steel was evaluated by Sathiya et al. 2 for its integrity and quality aspects of friction-welded joints and found that as the friction time increases, the plastic-deformed zone increases. The tensile strength (TS) of the welded joint decreases with the increase in friction, and the value of impact strength is the same as that of the base material. A study was conducted on dissimilar materials of AISI 304 austenitic stainless steel and AISI 4340 steel by Hascalik et al. 3 using friction welding for different rotational speeds, and they also investigated the fatigue strength of friction-welded samples. It is found that the joint has reduced fatigue strength in friction-welded samples with increase in rotational speed. This is due to chromium carbide precipitation. Paulraj Sathiya et al. 4 investigated on a similar material of ferritic stainless steel by friction welding. An experimental study was focused on the effect of welding parameters on multiple performance characteristics by friction welding process. Experiments conducted based on Taguchi method show that the joints exhibited high-quality weld for the optimized process parameters. Saravanan et al. 5 introduced a weighing method to identify the optimal combination of process parameters statistically using signal-to-noise (S/N) ratios.
Subsequently, a study is conducted on dissimilar materials of austenitic stainless steel and low-carbon steel by Jafarzadegan et al. 6 using friction stir welding process. It was found that due to hot deformation in the welded zone, the austenite region produces small austenite grains. These are then transformed into fine ferrite and pearlite structures when they reach room temperature. Furthermore, experimental investigation is done on friction welding of 6063 aluminium alloy with AISI 304 austenitic stainless steel by Sammaiah et al. 7 to determine the correlation between the microstructure and the joint strength. Thaiping Chen 8 made dissimilar metal joints of AA6061 aluminium alloy and SS400 low-carbon steel by friction stir welding. Here, experiments are conducted through Taguchi L18 orthogonal array, and the significant factors of performance characteristics are calculated using analysis of variance (ANOVA) technique.
Few researchers have worked with copper combinations as well. A statistical approach has been conducted by Mumin Sahin 9 to identify optimum parameters in the joining of copper and aluminium materials by friction welding. Subsequently, Seong-Yeon Kim et al. 10 determined the factors affecting the joint performance of copper and titanium materials and found that upset pressure (UP) plays a major role. It is stated that the TS of dissimilar material joint increased with increasing UP.
From the above, it is seen that researchers have investigated welding of stainless steel and copper and other combination based on strength and metallurgical aspects. However, the combination of stainless steel and copper joint is very limited. Jayabharath et al. 11 made friction joints with sintered powder metallurgical steel and wrought copper material and found more deformation on copper side due to high thermal conductivity. Similarly, Fu and Du 12 investigated the welded joint of T2 copper and 1Cr18Ni9Ti stainless steel under the external electric field to improve the friction weldability, and the distribution of recrystallized grains in the weld zone is analysed in the welded joint.
Enough literature is not found on friction welding of austenitic stainless steel and copper combinations. In view of the above, this work concentrates on weldability study of AISI 304L austenitic stainless steel and copper material by friction welding. This article also shows a simple and novel approach to determine optimal parameters using multi-performance characteristics.
Taguchi method
In this study, Taguchi’s L27 orthogonal array is taken into consideration with three levels and four factors. A weighing method is used for integrating the overall loss function, and its values are transformed into a S/N ratio. 4 In general, the S/N ratio analysis consists of lower-the-better, higher-the-better and nominal-the-better categories. The S/N ratio values are calculated based on the S/N analysis. Furthermore, a statistical ANOVA is performed to see which process parameters are statistically significant.
Experimental procedure
Material
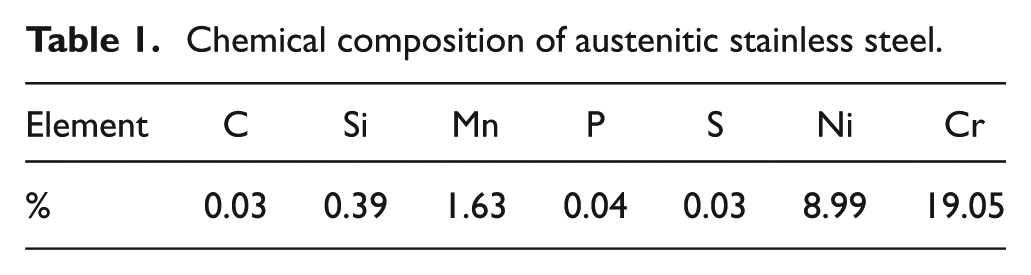
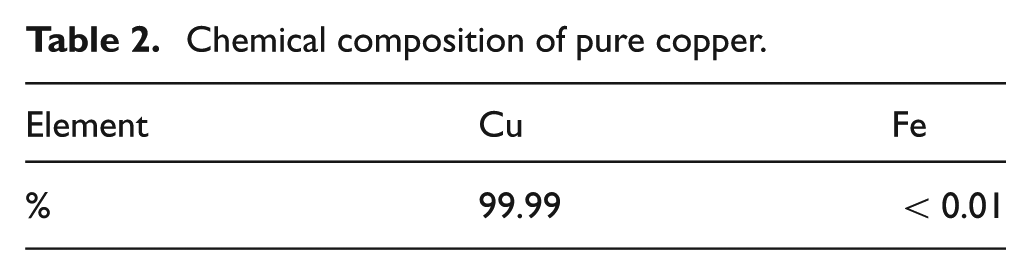
The dissimilar material joints used for this study are austenitic stainless steel (AISI 304L) rod and copper rod both of 24 mm diameter and 75 mm length. The chemical composition of the dissimilar material is given in Tables 1 and 2. The welding surfaces of both the materials are machined, and the surfaces are cleaned by acetone in order to remove the contaminants from the surface.
Chemical composition of austenitic stainless steel.
Chemical composition of pure copper.
Equipment for friction welding
The welding is performed with a continuous drive friction welding machine with 200 kN maximum upset force and a stroke of 300 mm. The spindle motor is of 20 HP, and operating speed ranges from 1 to 2500 r/min. Friction and upset forces are read by a load cell in a precisely computer-controlled machine. All the relevant data of every weld are recorded. The austenitic stainless steel is fixed in the rotating side and copper is fixed in the stationary side.
Metal loss
During welding of dissimilar materials, a continuous friction takes place at the interface. When upset force is applied, a flash formation occurred in the joint interface. Due to this, the specimen tends to get shorten and this is considered to be metal loss (ML). This ML can be termed as burn-off.
Results and discussion
Multi-objective optimization
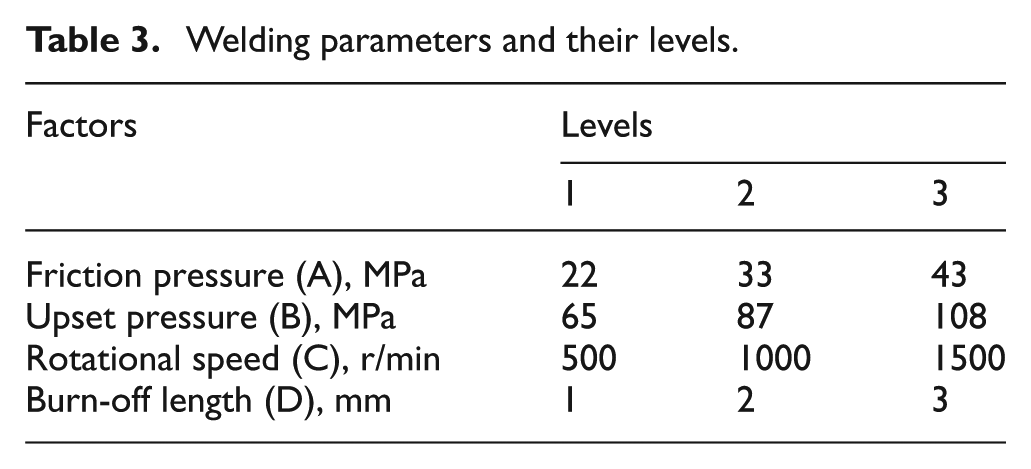
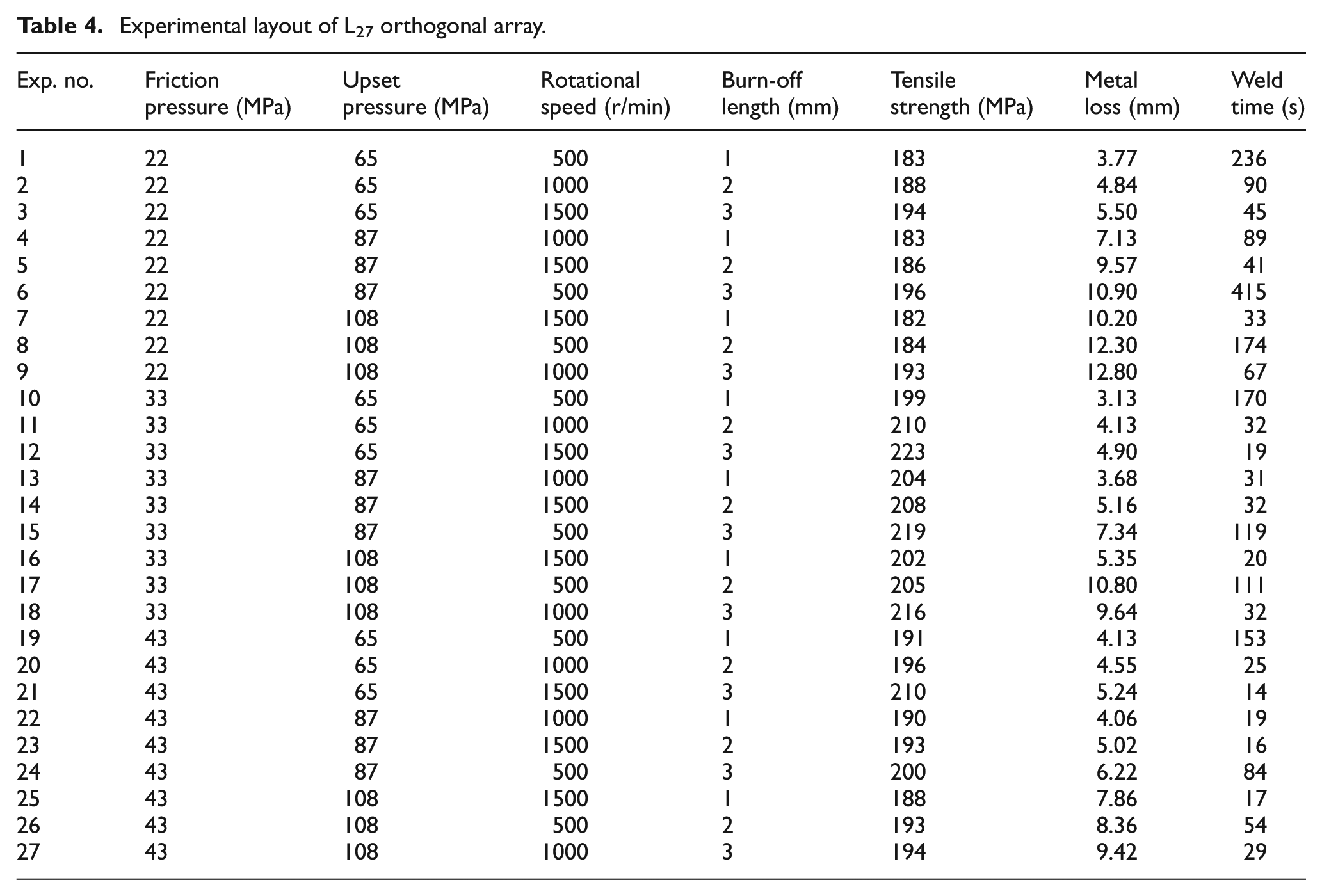
In this study, Taguchi method is used to determine the process parameters for friction welding of austenitic stainless steel and copper material. The main process parameters involved in friction welding are friction pressure (FP), UP, rotational speed and burn-off length (BOL). The parameters in three different levels are listed in Table 3. The experiment is conducted for the friction welding parameters by using L27 orthogonal array which is shown in Table 4. For finding optimal parameters, the following are the steps to be followed:
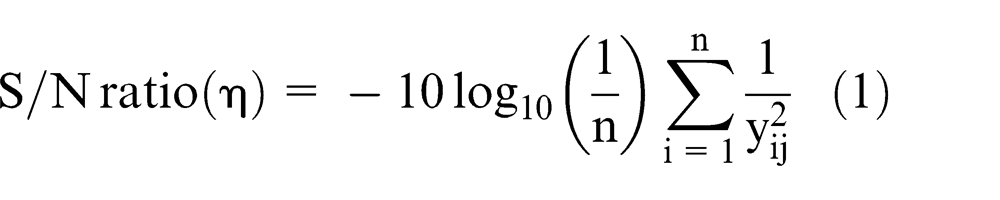
Step 1. The S/N ratio for the corresponding responses is calculated by using the following formulae:
(1) Larger the better
(2) Smaller the better
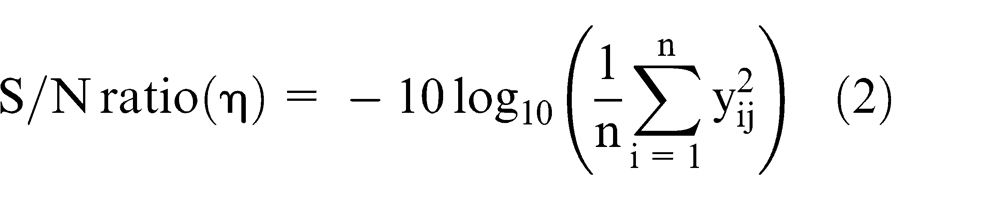
where n is the number of replications and yij is the observed response value in ith replication and jth experimental condition, where i = 1, 2, … n; j = 1,2, … k.
Welding parameters and their levels.
Experimental layout of L27 orthogonal array.
Larger the better is applied in problems for maximizing TS. Minimization is applied for smaller-the-better-type problem. At this step, TS values were transformed to S/N ratio values using larger-the-better approach as shown in equation (1), whereas ML and weld time (WT) values are transformed to S/N ratio values using smaller-the-better approach as shown in equation (2).
Step 2. Normalization is performed to distribute data inputs evenly to make the values less than or equal to 1. For further analysis, the following formula is used to avoid the effect of adopting different units.
For the normalization of TS, larger-the-better approach is used (equation 3)
For the normalization of ML and WT, smaller-the-better approach is used (equation 4)
In this stage, transformed S/N ratio values of different responses are normalized using equation (3) for TS and equation (4) for ML and WT.
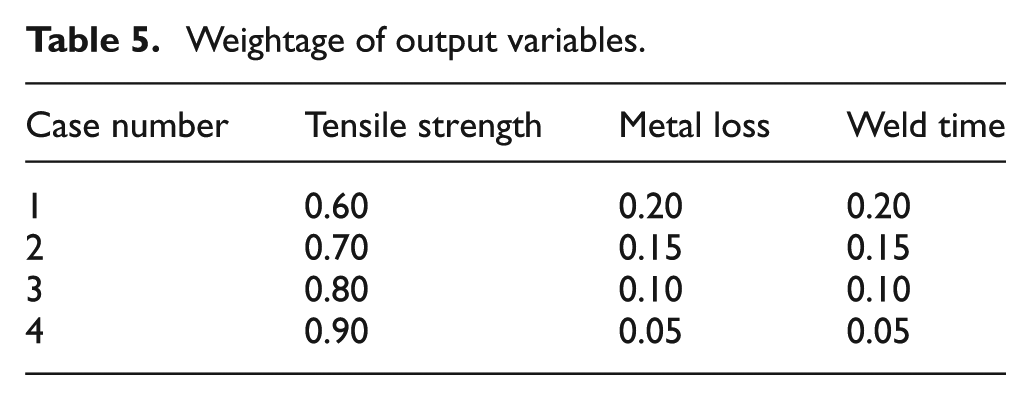
Step 3. In this article, weighing method is used for determining the optimal factors with multiple performance characteristics for a better product quality. The normalized values are analysed through weighing method to convert the multiple responses into a single characteristic with four cases, and the weights are shown in Table 5.
Step 4. Calculate weighted values from normalized S/N ratio using the weights (w1, w2, …, wj) obtained from step 3
Step 5. The optimal-level combination for the factors is determined based on the maximization of weighted S/N ratio for the estimation of the effect of each factor. Calculate the average of weighted S/N ratio values for each level j, denoted as WSNij, with the effect of Ei using equation (6)
Step 6. The significant factors are identified based on the ANOVA performance.
Weightage of output variables.
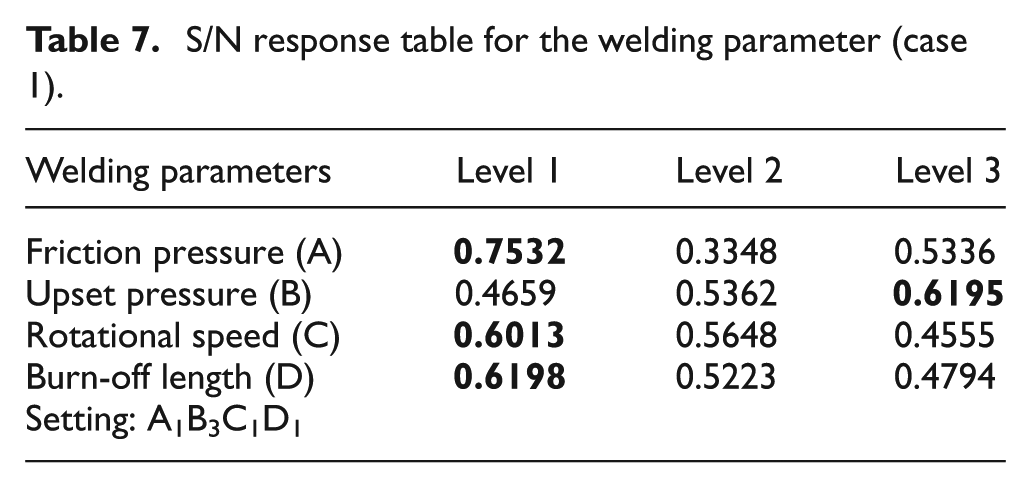
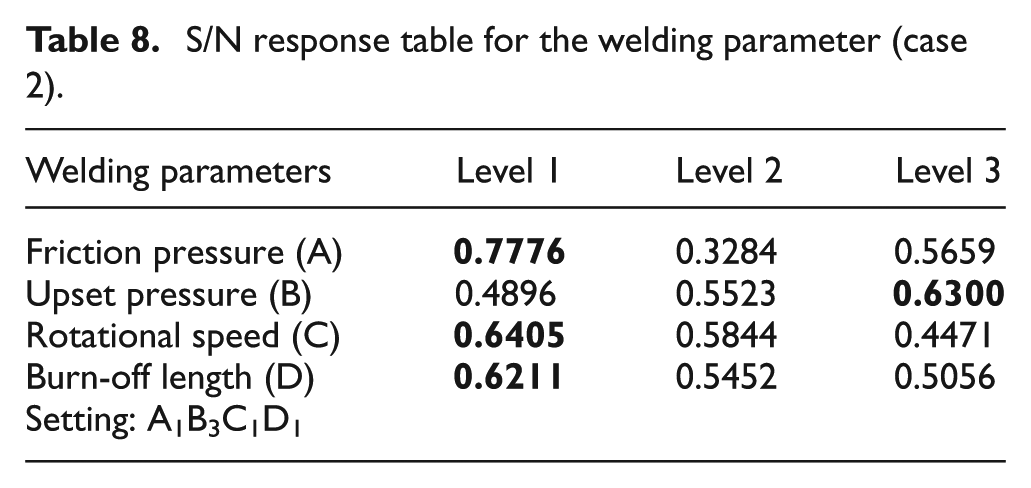
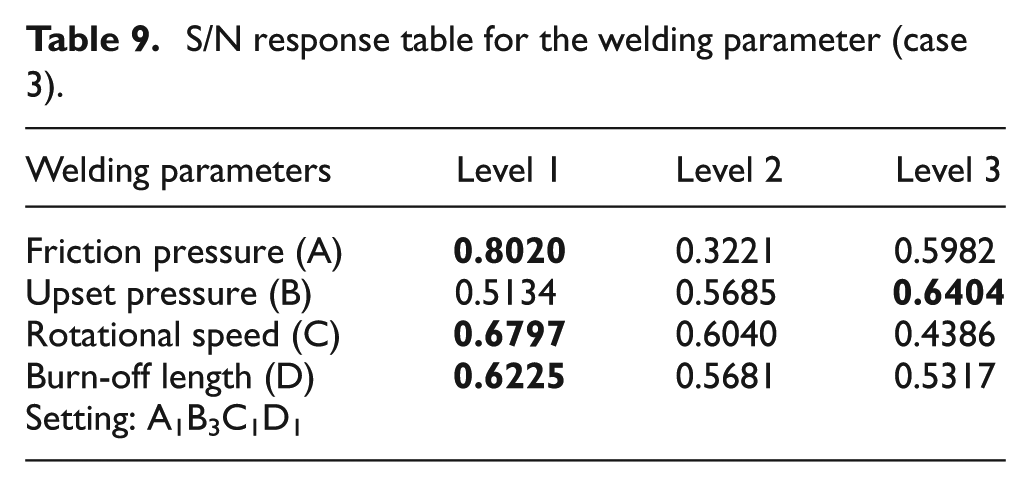
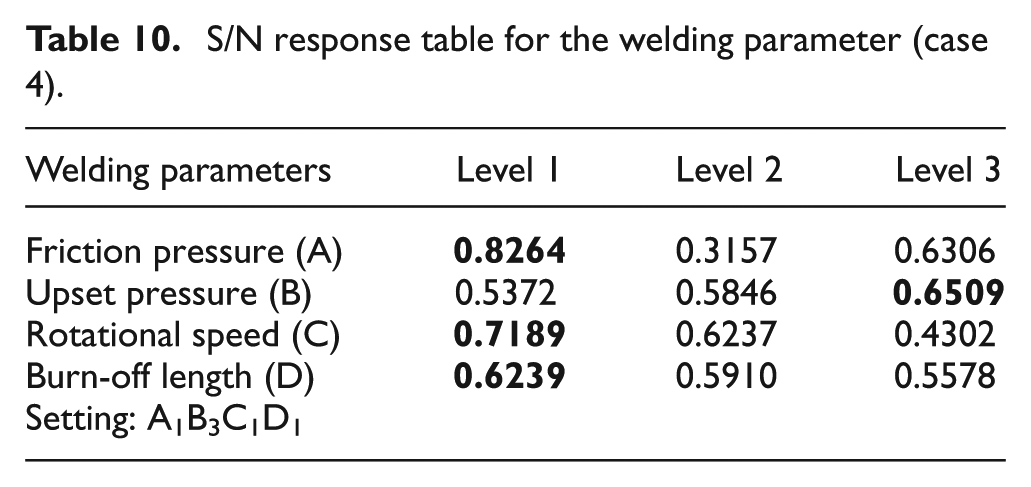
The weighted S/N ratio values for the experiments are calculated and listed in Table 6. The effect of the normalized S/N ratio on each level of friction welding process is summarized, and the S/N ratios for each level of welding process are shown in Tables 7–10. These tables are derived with respect to the S/N ratio values of responses and orthogonal array. The welding parameter which has the highest S/N ratio is considered as the best level for that parameter. The maximum values corresponding to each factor are shown in boldface. For the three cases of weightage considered, from the S/N response tables, it is seen that the level of the predicted friction welding parameters is A1B3C1D1, that is, FP = 22 MPa, UP = 108 MPa, Rotational speed (S) = 500 r/min and BOL = 1 mm.
Normalized values of S/N ratio.
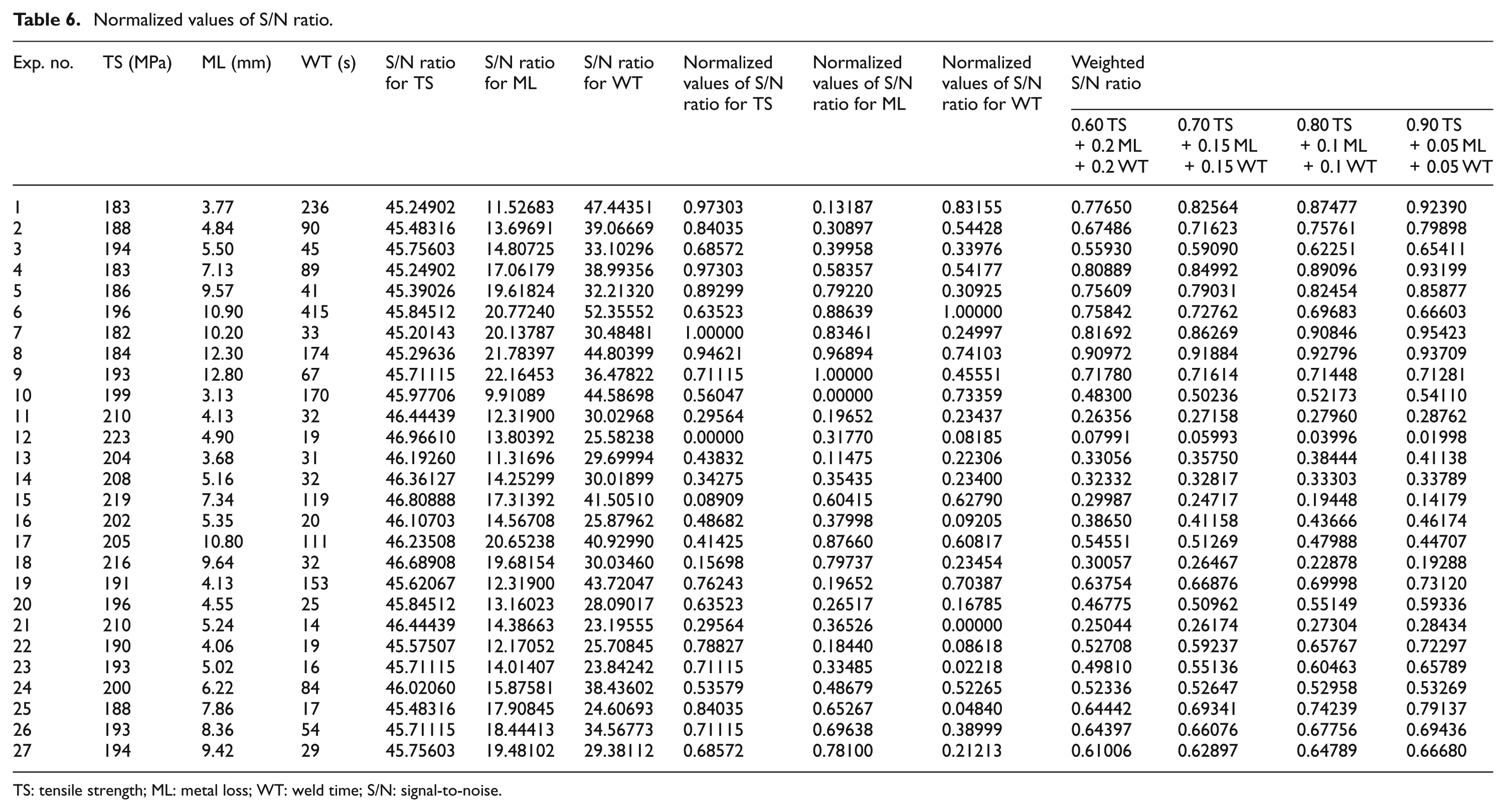
TS: tensile strength; ML: metal loss; WT: weld time; S/N: signal-to-noise.
S/N response table for the welding parameter (case 1).
S/N response table for the welding parameter (case 2).
S/N response table for the welding parameter (case 3).
S/N response table for the welding parameter (case 4).
ANOVA
ANOVA is carried out to investigate which welding parameters significantly affect the TS, ML and WT. The results of the ANOVA for the TS, ML and WT using the calculated values from the S/N response tables for the four cases are presented in Tables 11–14. The significance of individual factor and interactive factor effect is analysed. It is seen that for all the cases, FP is the most significant control parameter which shows high contribution towards the quality characteristic followed by rotational speed, UP and BOL.
Results of the ANOVA for case 1.
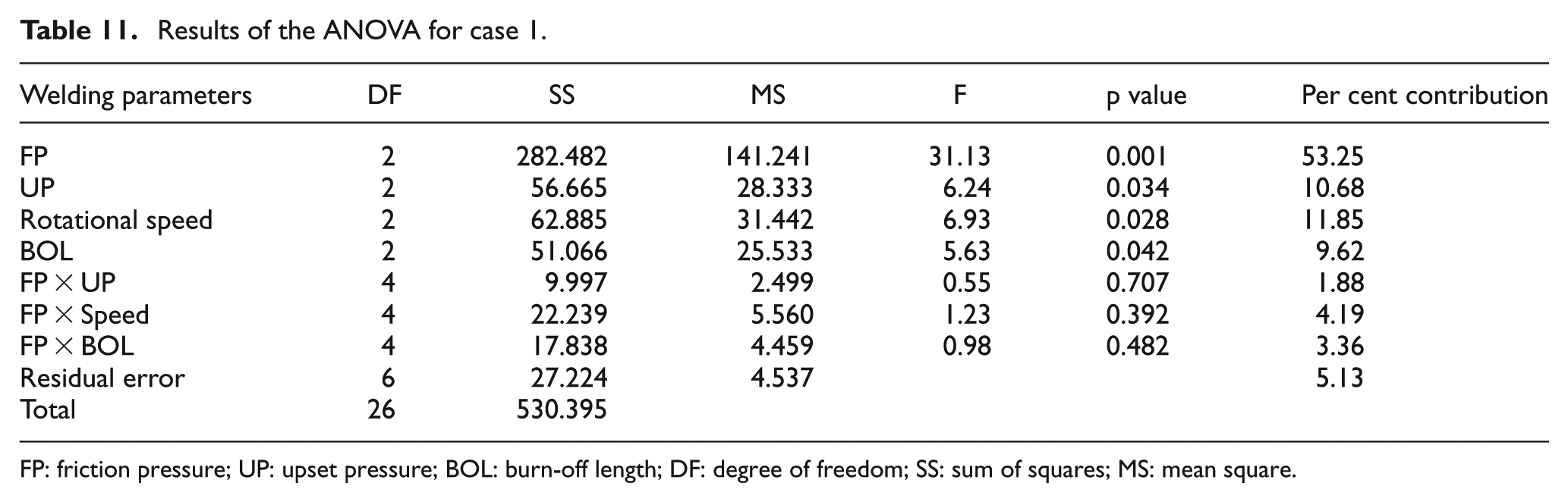
FP: friction pressure; UP: upset pressure; BOL: burn-off length; DF: degree of freedom; SS: sum of squares; MS: mean square.
Results of the ANOVA for case 2.
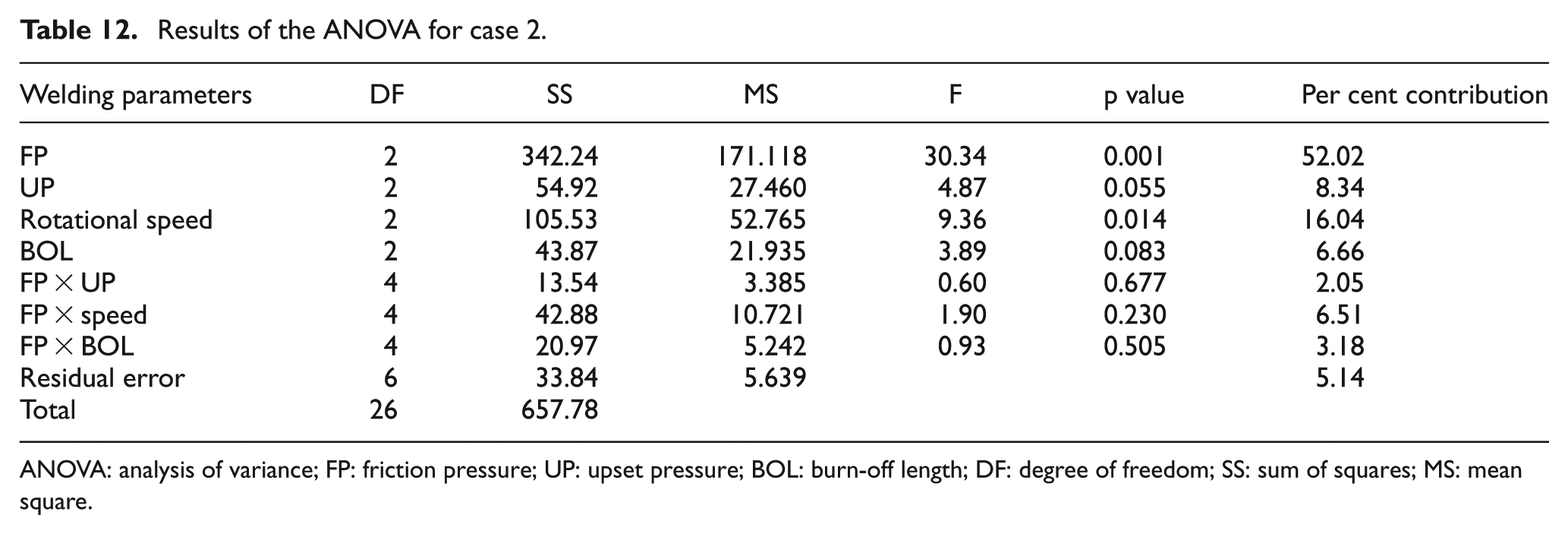
ANOVA: analysis of variance; FP: friction pressure; UP: upset pressure; BOL: burn-off length; DF: degree of freedom; SS: sum of squares; MS: mean square.
Results of the ANOVA for case 3.
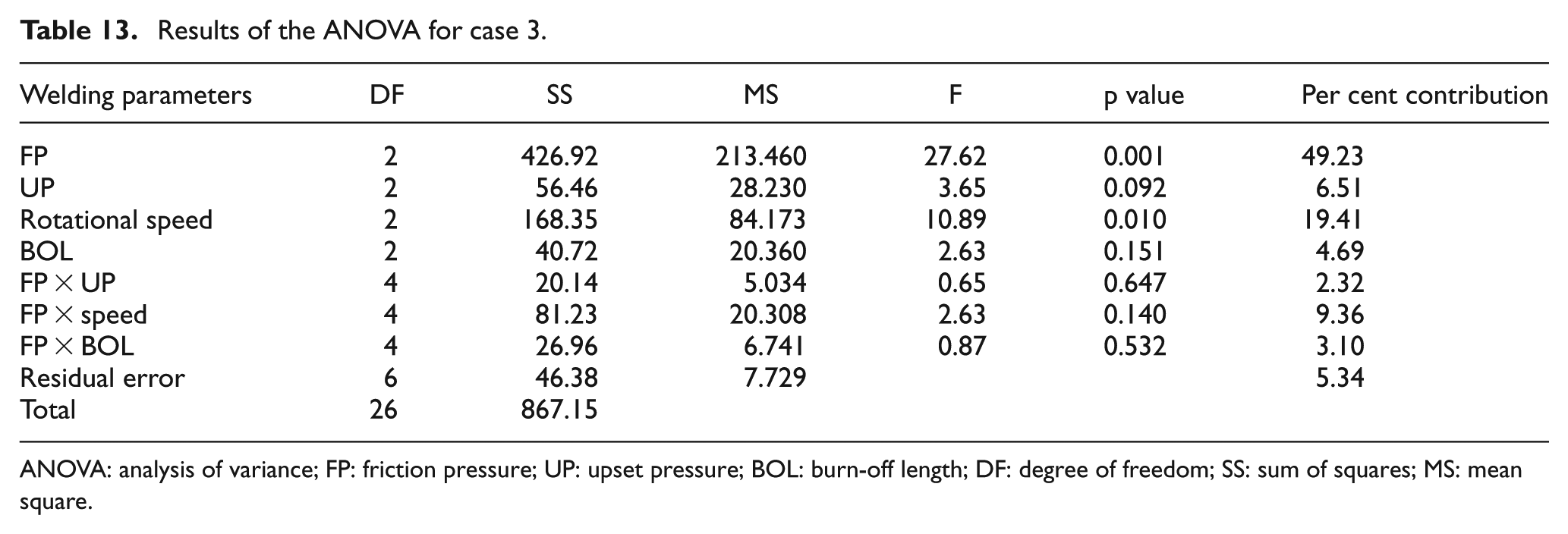
ANOVA: analysis of variance; FP: friction pressure; UP: upset pressure; BOL: burn-off length; DF: degree of freedom; SS: sum of squares; MS: mean square.
Results of the ANOVA for case 4.
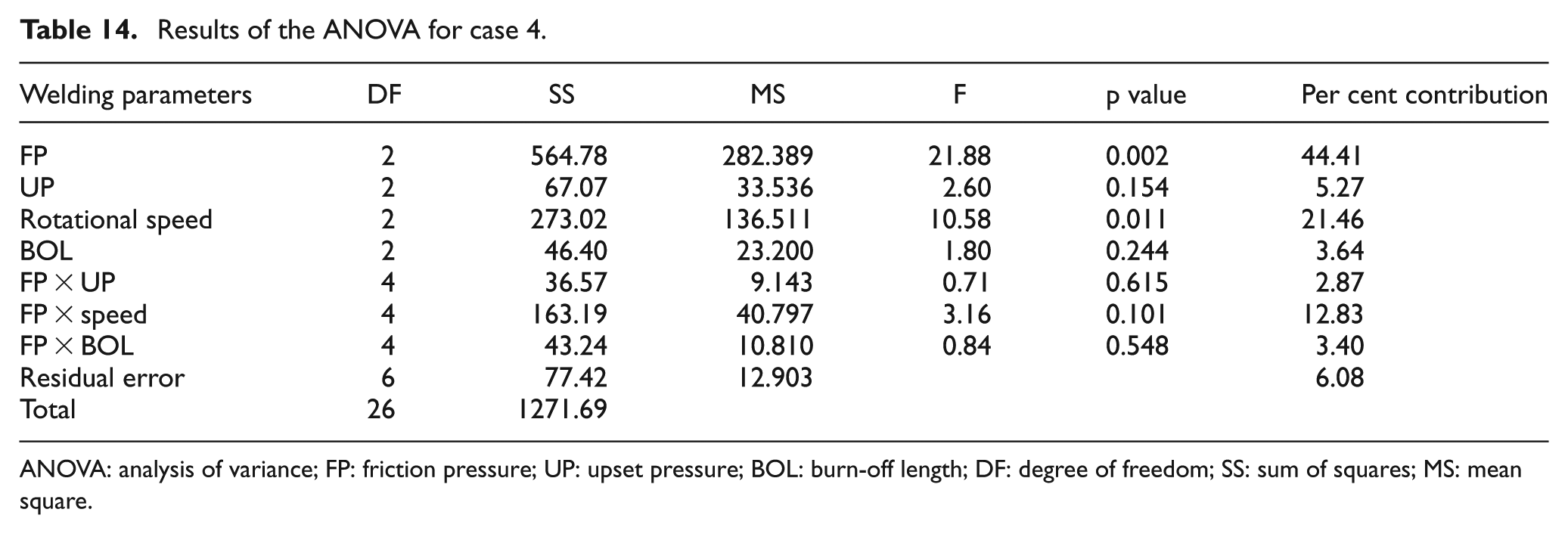
ANOVA: analysis of variance; FP: friction pressure; UP: upset pressure; BOL: burn-off length; DF: degree of freedom; SS: sum of squares; MS: mean square.
Optimal parameter
The experiments are conducted based on the optimal parameter, and the results are presented in Table 15. The friction-welded joint of austenitic stainless steel and copper material is shown in Figure 1 with flash formation. It was also seen that the total length of the specimen decreased with increasing UP.
Experimental result for the optimized parameter.


Friction-welded joint.
Tensile testing
The TS of the joints is tested by Universal Testing Machine (UTM), and the specimen is prepared as per American Society for Testing and Materials (ASTM) standard. The bond strength of the joint obtained by friction welding, based on the optimal parameter, is analysed experimentally. It is seen that fracture occurs on the copper side of the specimen and not at the weld interface as shown in Figure 2.

Fractured sample after tensile test.
This shows that good bond strength is obtained with this combination of parameters. To achieve high strength and FP, rotational speed should be held as low as possible and UP should be as high as possible. 4 In this experimental work, it is clearly shown that by low FP and rotational speed with high UP, the TS of the joint increases to 229 MPa. The fractured surface was analysed by scanning electron microscopy (SEM) technique to study the behaviour of the material. Figure 3 shows the SEM observation of the fractured surface of tensile tested specimen. The result shows that copper exhibits ductile mode of fracture with dimple formation.
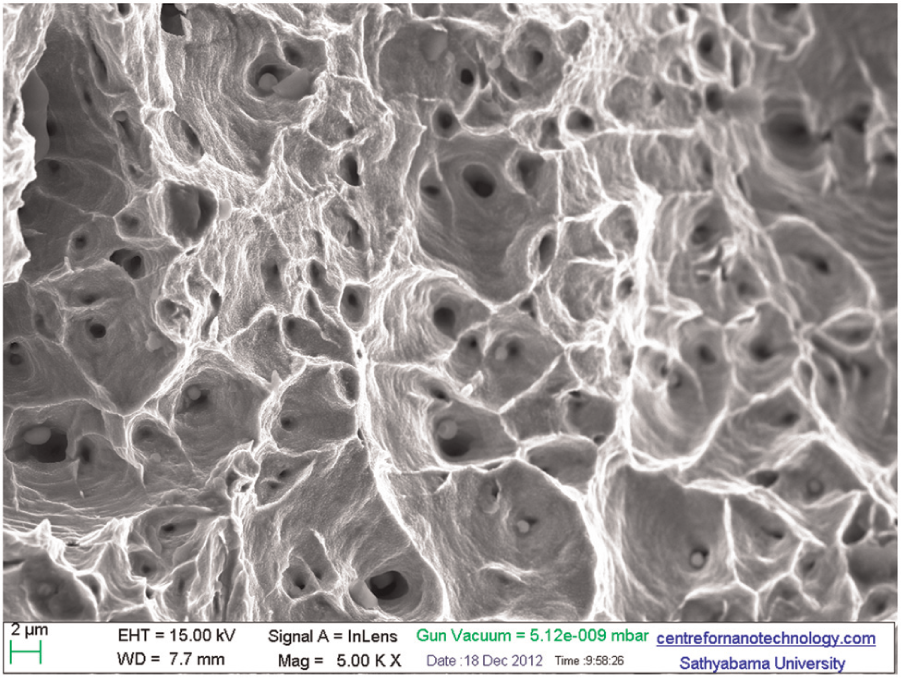
SEM micrograph of fracture surface.
Microstructural study
The friction-welded joint is evaluated across the interface, and the microstructural examination is done under the standard metallographic procedure. The specimen is well polished and etched by 10% oxalic acid. The friction-welded sample is examined under a metallurgical microscope, and microstructures are analysed in the base metal, heat-affected zone (HAZ) and weld zone of the two dissimilar metals. The micrograph showing the microstructure at different zones of weld joint is shown in Figure 4. The copper substrate exhibits coarse copper grains in parent metal and recrystallized copper grains in the HAZ of the welded joint. In austenitic stainless steel, the grains are formed by annealed twin boundaries with particles of carbide present in austenite matrix. In the HAZ region, recrystallized grains in austenitic stainless steel are seen.
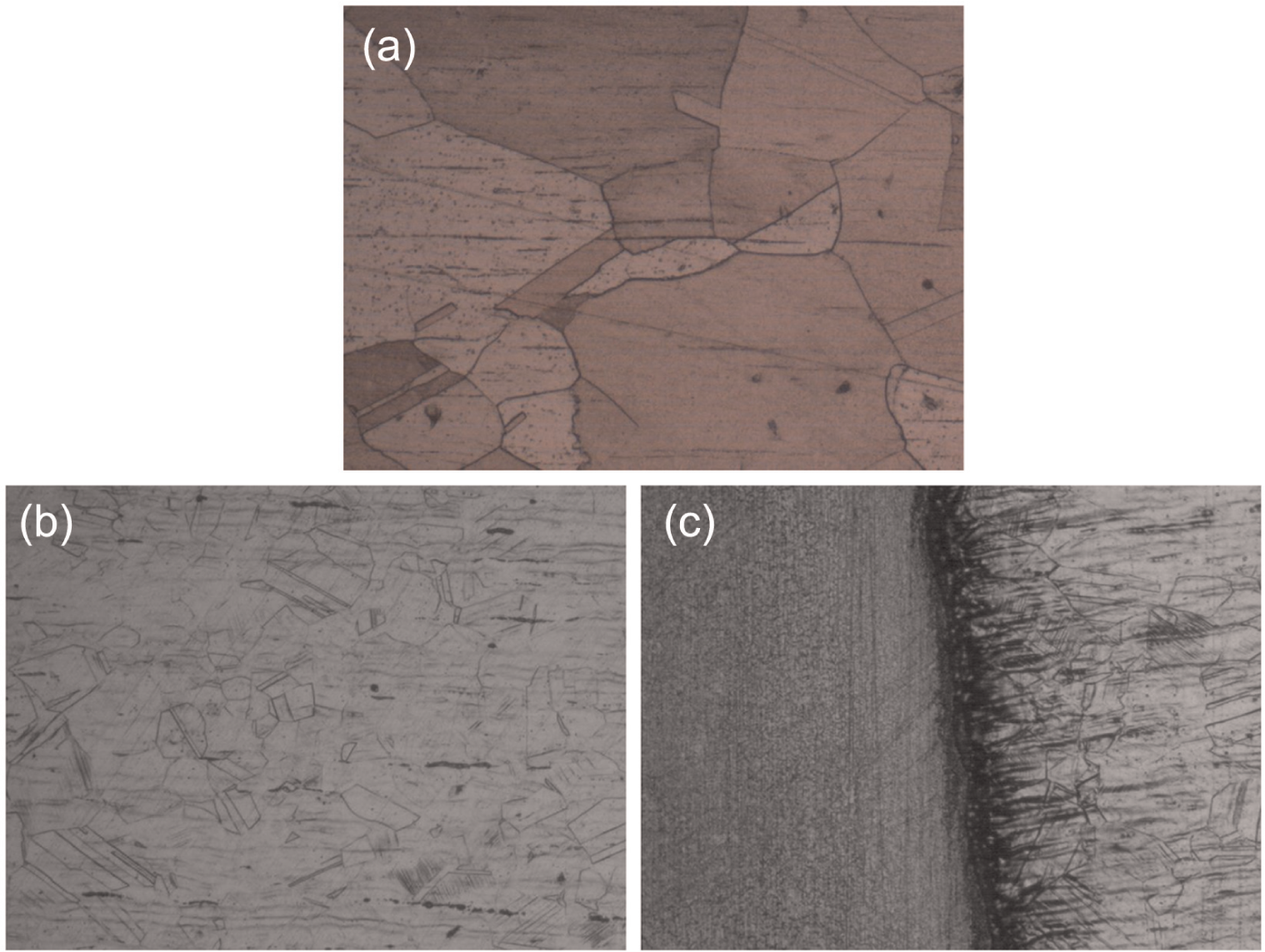
Microstructure of (a) copper base material, (b) AISI 304L base material and (c) friction-welded joint.
Conclusion
The friction welding of austenitic stainless steel and copper material has been studied to evaluate the joint performance. Based on the statistical analysis, the following conclusions are made:
Friction welding is successfully conducted on dissimilar material joints, AISI 304L austenitic stainless steel and copper.
The optimal parameter combination is FP of 22 MPa, UP of 108 MPa, rotational speed of 500 r/min and BOL of 1 mm.
FP is the most significant control parameter which shows high contribution followed by rotational speed, UP and BOL.
Friction joint exhibits higher quality for the optimized input values obtained by Taguchi method.
The processed joints exhibit better TS, and comparatively finer grain structure is observed at the joint zone.
The fracture analysis is also conducted in the failure region, and the result shows a ductile mode of fracture with dimple formation.
Footnotes
Appendix 1
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.