
Abstract
Titanium alloys manifest low thermal conductivity and high work hardenability in machining. These alloys are thus considered as difficult-to-machine at higher cutting speeds and pose serious problems in machining such as degraded machined surface and rapid tool-wear. Mostly, the integrity of the machined surface is assessed by post-process microscopic examination or by metallurgical testing techniques where machined workpiece needs to be further processed to perform subsequent testing on sophisticated equipment in usually meticulous ways. This study presents a qualitative but simple approach for the rapid characterization of the machined surface integrity in high-speed milling of titanium alloy. It has been established empirically that the chip morphology carries significant information about the machined surface integrity, and hence, can be considered as a reliable representative of the machined surface integrity.
Introduction
Titanium meets several engineering challenges due to its superior properties such as the ability to maintain the intrinsic mechanical properties at elevated temperature, superior corrosion resistance, and high strength-to-weight ratio compared to aluminum. Titanium is alloyed with aluminum, manganese, iron, molybdenum, and other metals to improve the desired properties. 1
Aerospace industry is the single largest market of titanium due to its unique properties. Titanium-based alloys are extensively consumed in the manufacture of aerospace parts. The most common aerospace products made of titanium alloys include rotor blades, jet-engine components, turbine parts, and so on, which are subjected to high temperature of up to 600 °C. 2 The highly favorable properties of titanium alloys enable the manufacture of durable structural parts for the applications involving thermo-mechanical loading. Titanium alloys are typically categorized into three main groups, namely, α-alloys, β-alloys, and α/β-alloys. TiAl6V4, an α/β-group alloy, is the most popular and is commonly used in the aircraft construction. Most titanium alloys can be processed to provide high fracture toughness coupled with minimal environmental degradation. Lower strength titanium alloys manifest high resistance to stress corrosion cracking and corrosion-fatigue in aqueous chloride media. 1
Nickel-free titanium alloys are also used in the biomedical implants due to their hypoallergenic properties. 2 Several body implants, namely, knee joint and dental implants are made of titanium alloys. Generally, titanium alloys are highly reactive with atmospheric gases, namely, oxygen, nitrogen, and hydrogen. 3 This reaction is enhanced at elevated cutting temperature and causes embrittlement of the material. These alloys also react with all known tool materials including ceramics, polycrystalline diamonds (PCD), and polycrystalline cubic boron nitride (PCBN), rendering the cutting process more problematic.3,4
Titanium alloys have been machined by both traditional and non-traditional processes. Electric discharge machining of titanium alloys results in improved surface integrity and characteristics due to the absence of higher cutting forces and tool wear.5 –7 Abrasive waterjet machining resulted in garnet particle embedment in titanium throughout the cutting depth. 8 Laser-assisted machining of titanium alloys has been attempted to reduce the cutting forces and tool wear. 9 However, the residual stresses induced due to laser heating can increase vulnerability to fatigue failure, and hence are not considered suitable for aerospace application. The conventional machining processes still prevail as the most suitable process for machining titanium alloys. Therefore, the research in machining of titanium alloys by conventional processes is aimed at improving the productivity.
To surmount the challenge of achieving higher productivity for competitive advantage, high-speed machining of titanium alloys is inevitably applied in the manufacturing sector. However, these alloys are not amenable to machining process because of their high work-hardening ability and low thermal conductivity. Specially, high-speed machining produces several counterproductive effects on the machined surface, namely, surface damage, residual stresses, and chip welding, and so on. Most of these effects directly influence the fatigue life of the mechanical parts, a key consideration in aerospace application. High-speed machining of titanium alloys with high surface integrity still remains a technological barrier for the current industry.
The most significant rationale for high-speed machining is the promise of achieving high material removal rate. 10 However, in the current times, the governmental regulations and the growing awareness in the society about the environmental and health impacts of industrial activities are entailing the manufacturers to minimize the use of coolant fluids in the machining processes. The minimum quantity lubrication (MQL) was introduced to reduce the consumption of coolant in machining of titanium alloys.11,12 It was reported that palm oil used as minimum quantity lubricant results in improved surface finish and surface integrity of machined surface in high-speed machining of titanium alloys. 13 It is, however, estimated that the associated costs of coolant acquisition, use, disposal, and washing the machined components are up to four times the cost of consumable tooling used in the cutting operations. 14 It is therefore highly advantageous to switch to the dry cutting of metals. The combination of high speed and dry cutting, especially for difficult-to-cut aerospace alloys, constitutes even a bigger technological challenge to deal with the economic, environmental, and health aspects of machining. 15
Surface integrity in machining of titanium alloys
Failure analysis of the dynamic components has established that the fatigue failures almost always nucleate from the crack or fracture on or near the surface of a component. 16 It is therefore highly desired to diminish the surface damage during production phase to improve the fatigue life of the components. To achieve this, the first requirement is to study the effect of cutting speed on the machined surface integrity.
The surface integrity becomes an even more critical consideration in case of machining process for being often the last or finishing operation performed on the functional components. In first place, it is of paramount importance to study the surface integrity at high cutting speed and develop a method to characterize it before developing strategies to diminish the damage size and improve the surface finish. Ezugwu 17 reported that the surface roughness increases with an increase in the cutting speed. Ribeiro et al. 18 reported that surface roughness decreases when cutting speed increases from 55 to 90 m/min. The latest research continues to explore the various aspects of titanium alloy (TiAl6V4) during and after the machining.
The past studies were focused mainly on the various issues such as machining mechanisms (chip formation and material removal), machining mechanics (cutting force study, temperature measurement, and prediction), and surface and sub-surface integrity analysis that includes the assessment of surface roughness, examining the surface modifications, evaluation of micro hardness and surface and subsurface deformations, and the assessment of the residual stresses induced by machining.19 –22
Some studies have reported the classification of different chips with respective machining parameters.23 –27 Most of the studies reported in the literature provide a quantitative analysis of surface integrity where in the surface analysis is often conducted at the post-machining stage. After performing the machining, a careful microscopic examination and/or a non-destructive/destructive testing of the machined surface are usually conducted to assess the surface integrity. There is no as such in-process qualitative method to establish the integrity of the machined surface rapidly.
The objective of this study is to provide a qualitative assessment criterion for the machined surface integrity through in-process visual examination of chip morphology. This should provide a rapid means of establishing the integrity of machined surface in the machining process.
Experimental procedure
The experiments were performed on 3-axis vertical spindle milling centre MoriSeiki NV-5000. The rectangular workpieces of TiAl6V4 were machined by carbide end-mills with specifications mentioned in Table 1. The workpiece material properties are given in Table 2. The cutting conditions are mentioned in Table 3. Machining was performed under dry conditions without using any coolant. After machining, the chips were collected for the examination. Machined surface and chips were observed under scanning electron microscope for detailed surface examination.
Cutting tool specifications.
Workpiece properties.
Cutting conditions.
Results and discussion
Surface analysis
The scanning electron microscopy (SEM) images of surfaces machined at various cutting speeds are shown in Figure 1. It was observed that at low cutting speed of up to 47 m/min, the machined surfaces have no fracture marks. However, some chip fragments are observed to have welded on the machined surface along with some white spots due to the oxidation of the newly machined surface. At this speed range, the material removal occurred smoothly and the feed marks apparent on the surface are attributed to the non-uniform elastic recovery. TiAl6V4 has high modulus of elasticity, which causes significant elastic recovery after the machining process. This elastic recovery is non-uniform, and it results in feed marks on the machined surface as observed on the fracture-free machined surface.
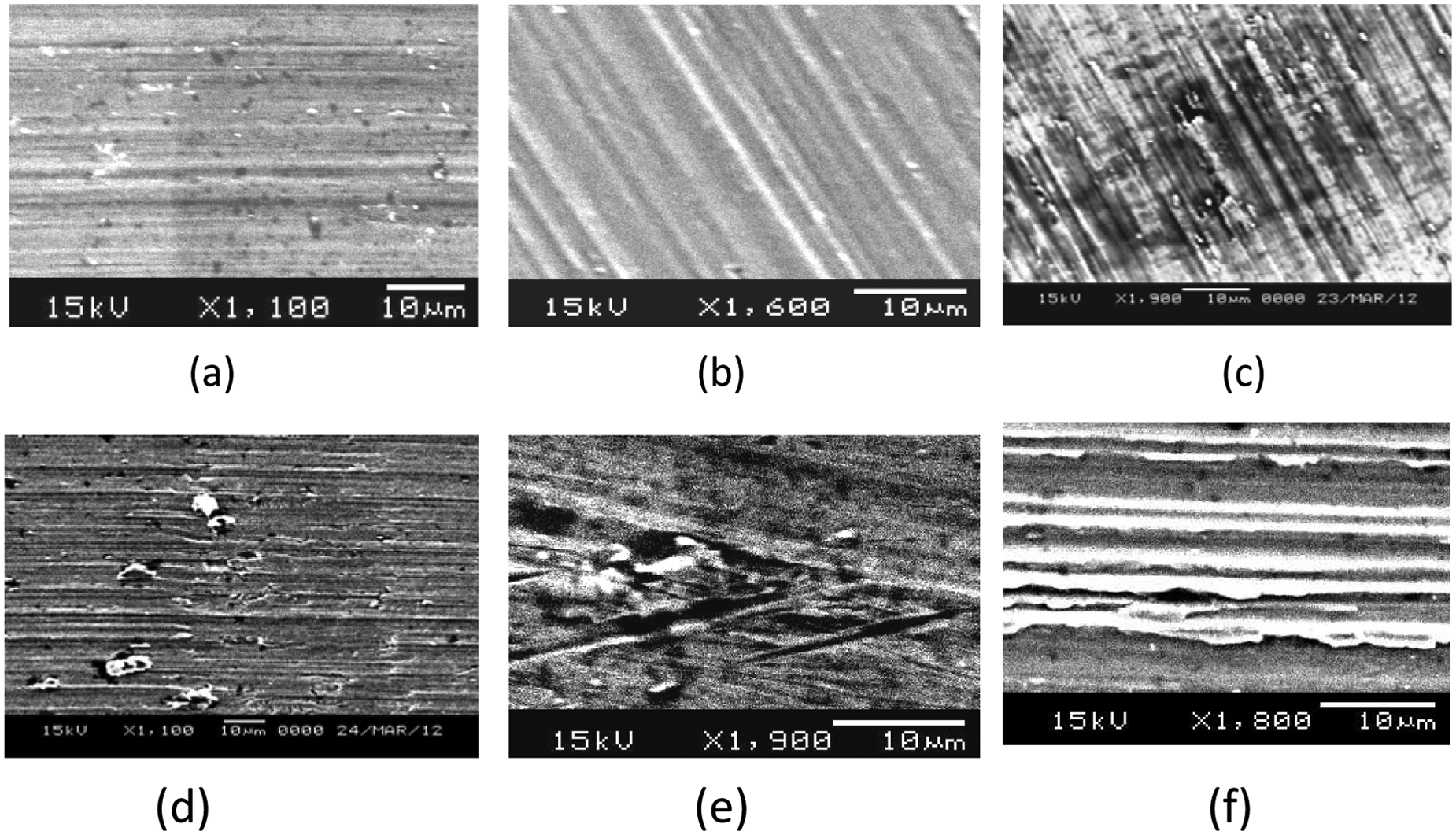
SEM images of slot surfaces machined at axial depth of cut 0.5 mm and cutting speed of (a) 24 m/min, (b) 47 m/min, (c) 71 m/min, (d) 94 m/min, (e) 118 m/min, and (f) 141 m/min.
At moderate cutting speed of 71, 94, and 118 m/min, the fracture marks are observed on the machined surface, which are believed to be caused by severe strain hardening coupled with oxidation occurring at such high cutting speeds. The intense heat generated in the machining process resulted in severe plastic deformation with virtually no visco-elastic response under adiabatic conditions. The strain-hardening effect caused the material to crack under the influence of high machining forces. This nucleated inter-granular localized tearing of the material in the cutting zone, which produced surface damage at such high cutting speed.
At high cutting speed of 141 m/min, the non-uniformity of strain hardening and thermal softening resulted in white striations and damage on the machined surface as depicted in Figure 1(f). At this cutting speed, the highest temperature existed on the exit side of the slot-milling cut where the burr or striations were not removed effectively due to visco-elasticity of the intensely heated workpiece. These white striations increased the surface roughness of the material. However, the cracks on the machined surface are not dominantly present as was the case at cutting speed range 71–118 m/min. This is due to the fact that thermal softening, being the dominant effect, lessened the effect of strain hardening in the cutting zone at this cutting speed.
Chip morphology
The study of chip morphology is very useful for the characterization of the machined surface. The chips produced during machining can be classified into three major categories: curly chips, straight chips with damage, and serrated straight chips with white layers.
The curly and continuous chips without any damage were produced at cutting speed ranging from 23 to 47 m/min, as shown in Figure 2(a) and (b). At this range of cutting speed, the workpiece material exhibits enough ductility which, under the influence of adiabatic cutting, undergoes strain relaxation immediately after the removal of chip from the bulk material resulting in curly shape. After a careful examination of the associated machined surface, it is believed that a damage-free smooth machined surface of TiAl6V4 can be characterized by the continuous curly chips produced in the machining operation. This also indicates that the workpiece material in the chip formation zone does not experience the overwhelming effect of strain hardening and thermal softening. The material removal in this mode was dominated by shearing or elastic-plastic phenomenon.
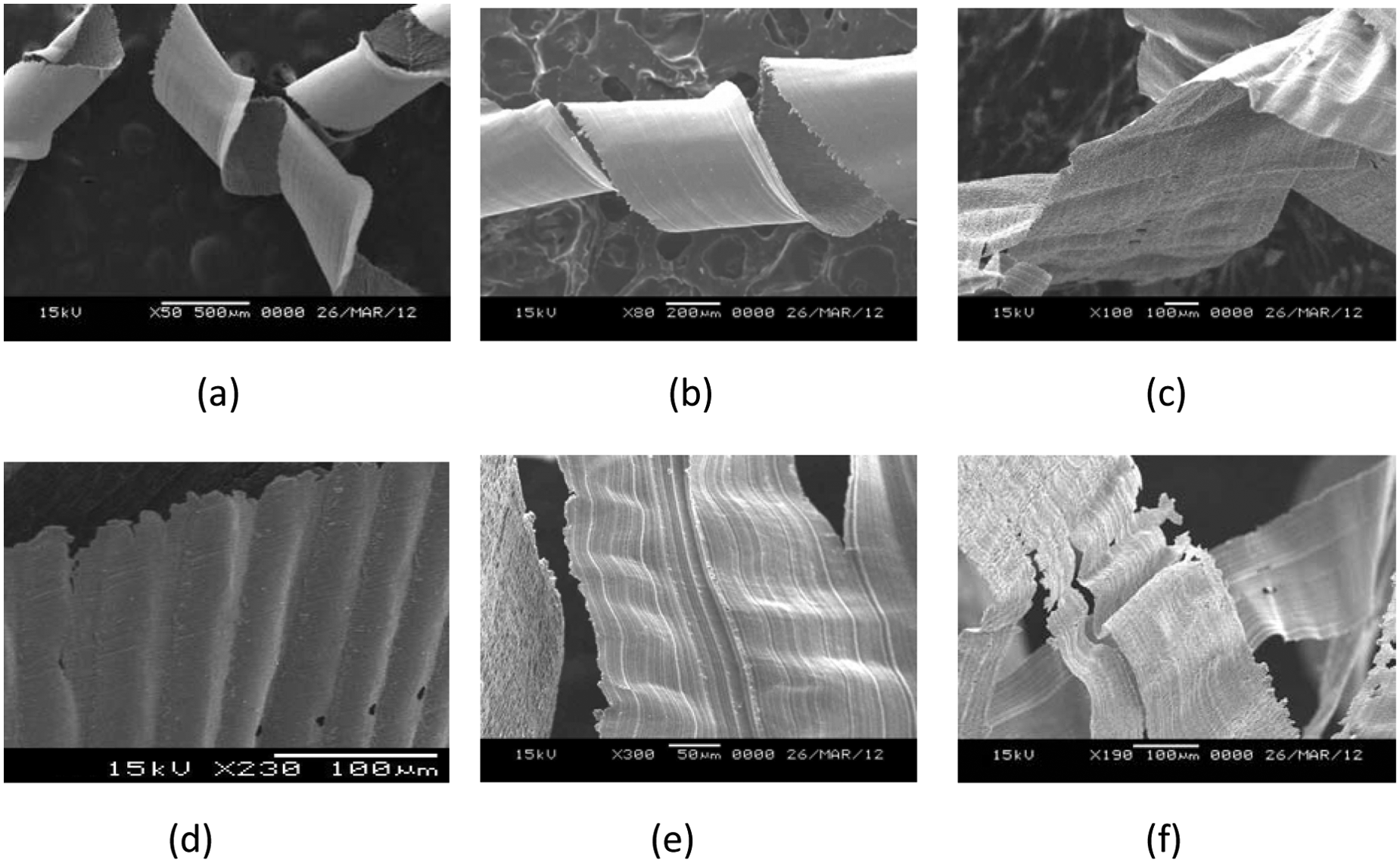
Chips produced at axial depth of cut 0.5 mm and cutting speed of (a) 24 m/min, (b) 47 m/min, (c) 71 m/min, (d) 94 m/min, (e) 118 m/min, and (f) 141 m/min.
As the cutting speed was increased to the range 71–94 m/min, the workpiece material underwent severe strain hardening in the chip formation zone, and this high strain hardening effect was also transferred to the chips leading to the formation of relatively straight chips.
Furthermore, the damage was also evident on the chips corresponding to the damage on the relevant area on the machined surface. This is shown in Figure 2(c) and (d), where the damage of discontinuity on the chip surface is shown. Given the nature of the chips produced, the damaged machined surface can be characterized by relatively straight chips, but slightly damaged chips. This is also an indicator of the fact that the strain hardening effect was dominant over the thermal softening effect resulting in fracture-based machined surface, and so in the chips.
The third category of chips is the relatively straight chips with white layers as shown in Figure 2(e) and (f), and these chips were produced at the cutting speed range of 118–141 m/min. These chips are strained but do not have any significant sign of damage on the surface, which indicates that the machined surface has less damage at this cutting speed. However, these chips have discontinuity at the boundary corresponding to the thin striations left behind on the machined surface (Figure 1(f)). The white layers are believed to be the result of the chemical reaction of chips with the oxygen or air gases to form the oxides. The oxidation phenomenon is supported by the high temperature produced at this range of cutting speed. Based on this observation, it can be interpreted that straight chips with highly uneven and discontinuous boundaries (serrated chips) characterize the machined surface with thin striations on it.
Conclusion
Titanium alloy TiAl6V4 was machined at a range of cutting speed. The study provides a means of in-process qualitative assessment of the machined surface integrity by the chip morphology. A detailed examination of machined surface and chip morphology was conducted. The following conclusions are drawn from this study:
A damage-free machined surface was obtained at cutting speed of up to 47 m/min.
A damaged machined surface was obtained at cutting speed of 71 m/min or higher.
White striations were observed on the machined surface at cutting speed of 141 m/min.
Chip morphology is a reliable indicator of the machined surface integrity
A damage-free and smooth machined surface can be characterized by the curly and continuous chips.
A damaged machined surface can reliably be characterized by the straight long chips with damage on them.
A roughly machined surface with white striations can be characterized by the straight serrated chips carrying white layers of oxide.
Elasto-plastic phenomenon was observed to be dominant at cutting speed of up to 47 m/min.
Strain hardening effect was dominant at cutting speed 71–94 m/min.
Thermal effects dominated the strain effect at cutting speed of 141 m/min.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.