
Abstract
Thermoplastic vulcanizates (TPVs) based on ethylene-methacrylic acid (EMA) copolymer/nitrile butadiene rubber (NBR) blends were prepared by dynamic vulcanization where the NBR phase was reinforced by zinc dimethacrylate (ZDMA). The effect of ZDMA dosage on the mechanical properties, Mullins effect, and morphology of the TPVs was investigated systematically. Experimental results indicated that the mechanical properties of EMA/NBR TPVs were enhanced remarkably with the incorporation of ZDMA. Morphology study showed that the NBR particles with diameters of about 1–5 μm were dispersed evenly in the etched surface of EMA/NBR/ZDMA TPV. The Mullins effect could be observed in the stress–strain curves of EMA/NBR TPV and EMA/NBR/ZDMA TPV during the uniaxial loading–unloading cycles. Compared with those of EMA/NBR TPV, EMA/NBR/ZDMA TPV had the higher stress, residual deformation, and internal friction loss.
Keywords
Introduction
Thermoplastic elastomers (TPEs) are materials which have both the processing behavior of thermoplastics at high temperature and the properties of the ordinary vulcanized rubbers at room temperature. 1,2 Thermoplastic vulcanizates (TPVs), a special type of TPEs, are prepared by dynamic vulcanization process, which was described by Gessler 3 and then developed by Fisher 4 and Coran and Patel. 5 Dynamic vulcanization is a way that is able to vulcanize an elastomer during its melt-compounding with a molten thermoplastic. As a result of dynamic vulcanization, a fine dispersion of the elastomeric phase with stable morphology and good properties of blends can be achieved, even the content of elastomeric phase is relatively high. 6
Metal salts of unsaturated carboxylic acids have been found to act as effective reinforcing additives for elastomers. 7 –18 It was found that compared with other conventional reinforcing filler such as carbon black or silica, 19,20 the excellent mechanical properties of the vulcanizates can be obtained with the incorporation of zinc dimethacrylate (ZDMA). Via a procession of vulcanization, the ZDMA can be polymerized by using peroxide as curing agent; moreover, homo- and graft-polymerization could take place. 21 Ionic cross-links were formed by the ZDMA graft-polymerized onto the rubber chains, then nanoscaled fine particles were aggregated by the poly-(metal salt) chains which were separated from the rubber matrix. 22 The high tensile strength, tearing strength, and modulus of vulcanizates could be achieved with the incorporation of ZDMA, even the elongation at break could still be high. However, there are still few papers on the reinforcement of TPV by metal salt of unsaturated carboxylic acids. 23,24
The Mullins effect is a very important damage source that can exist in rubber-like materials and usually the uniaxial cyclic loading–unloading tests are carried out to take a close look at the Mullins effect. Mullins effect is particularly evident in specimens of filled vulcanizates. The research of Mullins effect has been reported more than 50 years since Mullins wrote the review 25 on the phenomenon and several mechanical models have been proposed including bond rupture, 26 molecules slipping, 27 filler rupture, 28 disentanglement, 29 and double-layer model. 30 However, no general agreement has been found either on the physical source or on the mechanical modeling of the effect until now.
In this article, the ethylene-methacrylic acid (EMA)/nitrile butadiene rubber (NBR) TPVs were prepared by dynamic vulcanization where the NBR phase was reinforced by ZDMA. The influence of ZDMA loading on the mechanical properties, Mullins effect, and morphology of EMA/NBR TPVs was investigated.
Experimental
Materials
EMA copolymer was supplied by Du Pont Co., Ltd, Wilmington, Delaware, USA; the EMA was injection grade AC1609 with a melt flow index of 5.0 g/10 min and methacrylic acid content of 9.0 wt%. NBR rubber (3305 type, with acrylonitrile content of 35 wt% and ML1+4 (100°C) = 45) was commercially manufactured by Lanzhou Petrochemical Co., Ltd, China. Dicumyl peroxide (DCP), used as a vulcanizing agent, was obtained from Gaoqiao Petrochemical Co., Ltd, China. Triallyl isocyanurate (TAIC/S) was used as an activator and obtained from Rhein Chemie Co., Ltd, Germany. ZDMA was used as reinforcement filler and obtained from Xi’an Organic Chemical Plant, China. Antioxidant D was used as an antioxidant and obtained from Shengao Chemical Co., Ltd, Caoxian, China.
Preparation of dynamically vulcanized EMA/NBR and EMA/NBR/ZDMA blends
EMA, NBR, ZDMA, and the industry raw materials as above were used for the preparation of the blends. The concentrations for cross-linking the NBR system were expressed in parts per hundred rubber by weight (phr). The following ingredients were included in the peroxide-containing accelerating system recipe: 100 phr NBR, 2.0 phr DCP, 3.0 phr TAIC/S, 1.0 phr antioxidant D, and variable ZDMA.
The EMA/NBR TPVs and EMA/NBR/ZDMA TPVs were prepared via a mixing process which contained two steps. In the first step, the NBR and the vulcanization system were mixed in a two-roll mill (X(S) K-160, Shanghai Qun Yi Rubber Machinery Co., Ltd, China) at room temperature. The preblends were taken out from the mixer, when all ingredients were compounded evenly. In the second step, the blends compounds were prepared by melt-mixing the NBR preblends with EMA resins using a Brabender PLE 331 Plasticorder (Brabender Gmbh, Germany). The mixer temperature was kept at 165°C with a constant rotor (cam type) speed of 80 r min−1. The EMA/NBR weight ratio was varied from 20/80 to 60/40 and the ZDMA amount in NBR rubber was varied from 3 phr to 15 phr. In detail, the requisite quantity of EMA was charged into the mixer and waited to melt. After 3 min, the NBR-based preblend was added. The mixing was continued for another 7 min to allow the dynamic vulcanization. Finally, the compound was taken out from the mixer. The sheets were preheated at 165°C for 10 min in a plate vulcanizing machine (50 T, Shanghai Qun Yi Rubber Machinery Co., Ltd, China), and then compression-molded under a pressure of 15 MPa at 165°C for 6 min, followed by cold compression in another molding machine (25 T, Shanghai Qun Yi Rubber Machinery Co., Ltd) for 8 min. Test specimens were die-cut neatly from the compression-molded sheet.
Characterization
Mechanical properties
To measure the tensile properties, dumbbell-shaped specimens were prepared according to ASTM D412. 31 According to ASTM D624, several pieces of unnotched 90° angle test pieces were made for tearing strength measurement. The tensile and tearing tests were performed on the same universal testing machine (TCS-2000, Taiwan GOTECH Testing Machines Inc., China) at a crosshead speed of 500 mm min−1. The Shore A hardness was determined using a handheld Shore A Durometer (LX-A, Shanghai Liu Ling Instrument Factory, Shanghai, China) according to ASTM D 2240. All tests were carried out at 23°C. The average value of tensile strength was acquired by calculating the average value of five test specimens and that of tearing strength was acquired by calculating the average value of three test specimens, respectively. The average value of Shore A hardness was calculated for three test specimens.
Microscopy analysis
Morphology study was carried out using a field emission scanning electron microscopy (FE-SEM; JEOL-6700F, Japan Electron Co., Ltd, Tokyo, Japan). For the etched fracture surface of specimens, the EMA phase was extracted by immersing the blends into xylene at 125°C for 150 min. Then the samples were dried in a vacuum oven at 40°C for 24 h. Finally, the specimens were sputtered with thin layers of platinum and imaged using the FE-SEM.
Mullins effect
In order to illustrate the material softening resulting from the Mullins effect, cyclic uniaxial compression tests were performed on EMA/NBR TPVs and EMA/NBR/ZDMA TPVs. Uniaxial compression tests were performed on a TCS-2000 tensile machine (TCS-2000, Taiwan GOTECH Testing Machines Inc., China) operated in a local strain control mode. Tests were run at a low constant strain rate of 0.0083 s−1. The specimens were submitted to a cyclic uniaxial compression test with the maximum straining increasing every five cycles.
Results and discussion
The mechanical properties of the dynamically vulcanized EMA/NBR blends
Figure 1 illustrates the stress–strain behavior of the NBR vulcanizates, dynamically vulcanized EMA/NBR blends and pure EMA. From Figure 1, we could find that, for the pure EMA, the typical deformation processes of tough plastic could be observed, indicating the hard and tough character of EMA resin. It also could be observed that the modulus of EMA/NBR blends was increased with increasing EMA incorporation. The stress–strain curves of EMA/NBR blends were similar in the shape of their curves. The characteristics of being soft and tough were occurred in dynamically vulcanizated EMA/NBR blends, as shown in Figure 1. Compared with that of the dynamically vulcanized EMA/NBR blends, the NBR vulcanizate had the much lower modulus and tensile strength.

Stress–strain behaviors of the NBR vulcanizates, dynamically vulcanized EMA/NBR TPVs, and pure EMA.
Table 1 presents the mechanical properties of NBR vulcanizate, dynamically vulcanized EMA/NBR blends, and pure EMA. Usually, the mechanical properties of EMA/NBR blends were mainly determined by the resin phase and the tensile strength and tearing strength of the dynamically vulcanized EMA/NBR blends were increased significantly with increasing EMA content; moreover, the Shore A hardness also had an obvious increase with increasing EMA content. The tensile set at break of dynamically vulcanized EMA/NBR blends in Table 1 was elevated gradually with increasing EMA dosage. According to the ASTM D1566-2015, the dynamically vulcanized EMA/NBR blends could be considered as TPVs.
Mechanical properties of NBR vulcanizates, dynamically vulcanized EMA/NBR TPVs, and pure EMA.
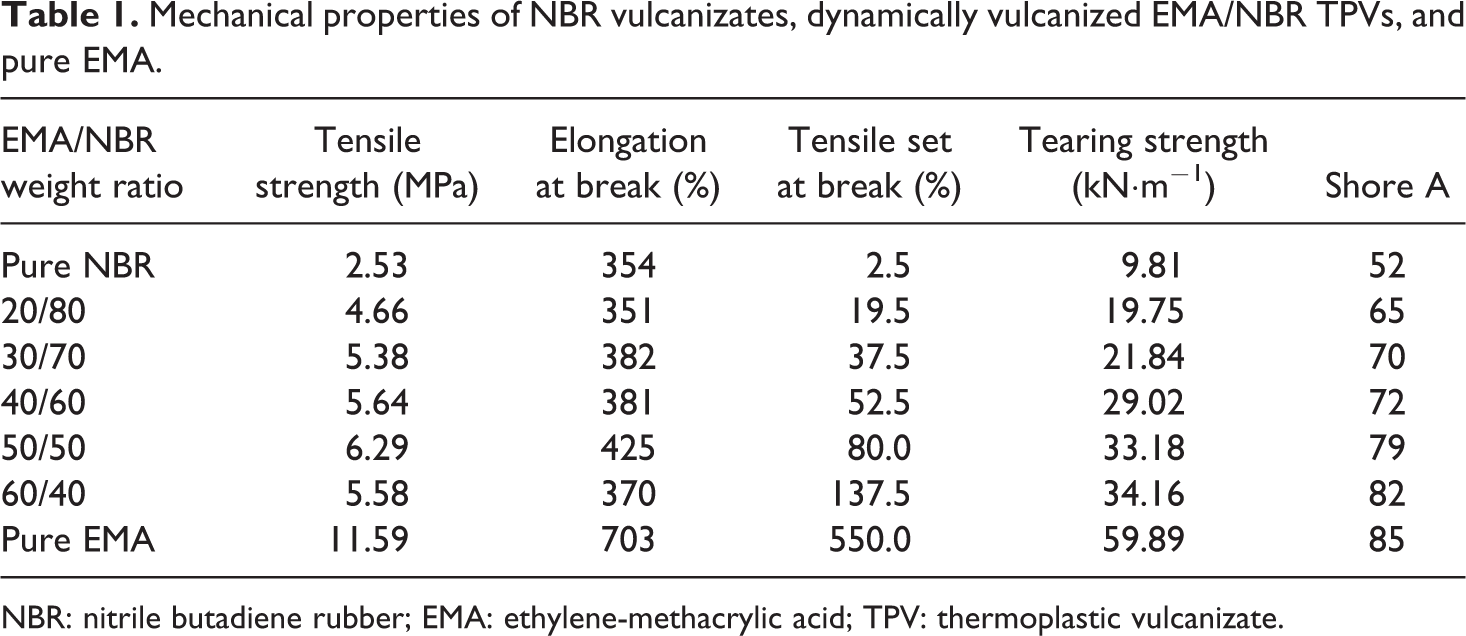
NBR: nitrile butadiene rubber; EMA: ethylene-methacrylic acid; TPV: thermoplastic vulcanizate.
Figure 2 shows the stress–strain behaviors of the EMA/NBR/ZDMA blends. The slope of the stress–strain curves presented an increasing trend with increasing the incorporation of ZDMA until the content of ZDMA exceeded 12 phr; moreover, the stress was increased almost linearly with strain until fracture occurred. All the stress–strain curves showed the representative elastomeric character of being soft and tough.
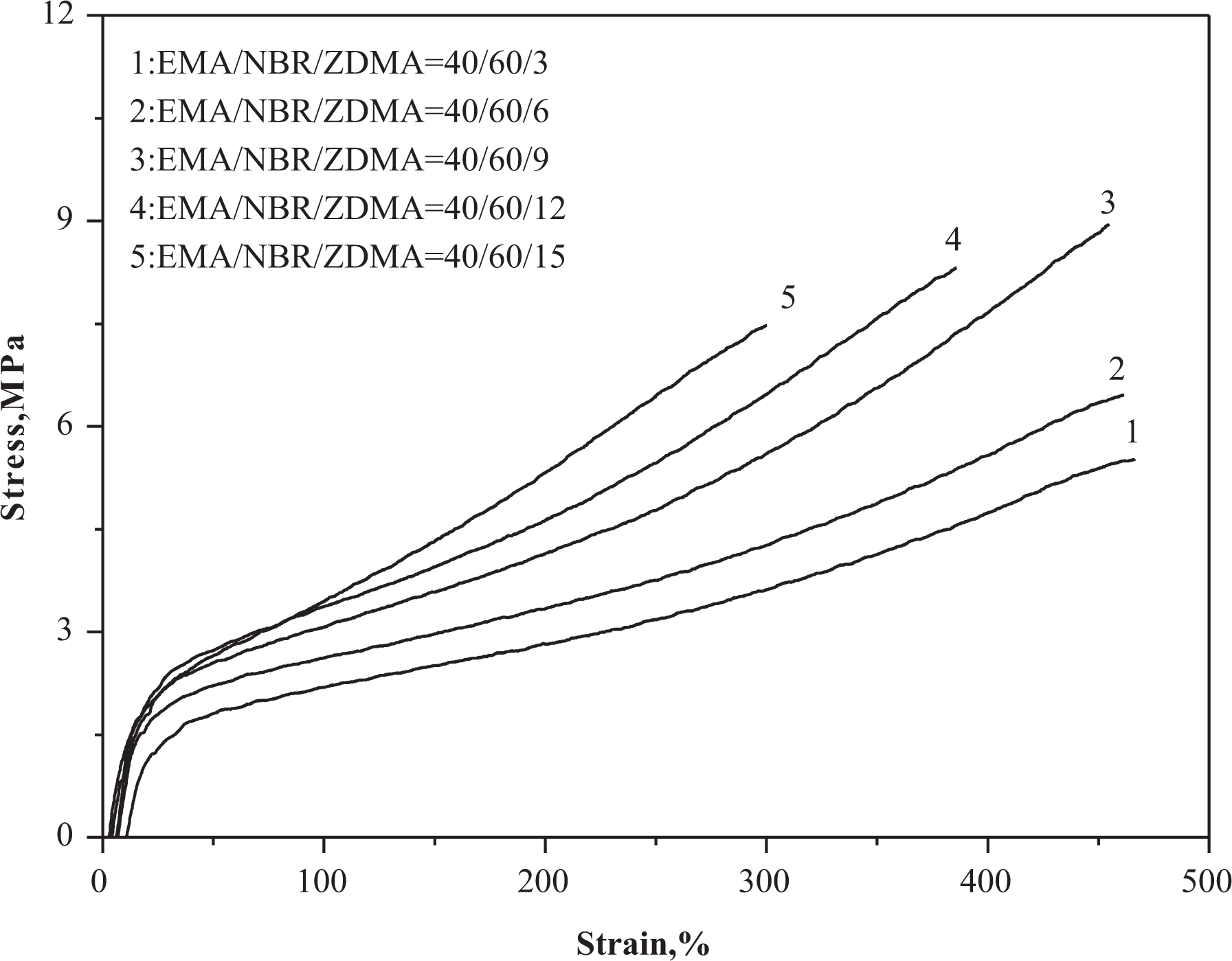
Stress–strain behaviors of the dynamically vulcanized EMA/NBR TPVs reinforced by different ZDMA contents.
Figures 3 and 4 show the tensile strength, Shore A hardness, elongation at break, and tensile set at break of the EMA/NBR/ZDMA blends. As shown in Figure 3, when the ZDMA incorporation was 9 phr, the tensile strength of EMA/NBR/ZDMA blends reached a maximum value of 8.95 MPa, increasing from 5.64 MPa with 0 phr ZDMA. As a result of dynamic vulcanization, ZDMA was polymerized; three types of ZDMA components were formed, including homopolymer of poly-ZDMA, grafted poly-ZDMA, and residual monomeric ZDMA. 22 Both the covalent cross-link and the ionic cross-link were contained in vulcanizates, which would lead to the high cross-linking density and bond energy and cause the increasing mechanical properties of NBR vulcanizate. Figure 3 also shows that the Shore A reached a maximum value with 9 phr ZDMA incorporation. The elongation at break of the dynamically vulcanized EMA/NBR/ZDMA blends was decreased gradually before the content of ZDMA reached 9 phr while decreased significantly more than 9 phr, as shown in Figure 4. It could also be found in Figure 4 that the tensile set at break of EMA/NBR/ZDMA blends was increased slightly with increasing ZDMA content. According to the ASTM D1566-2015, the dynamically vulcanized EMA/NBR/ZDMA blends could be considered as TPVs.
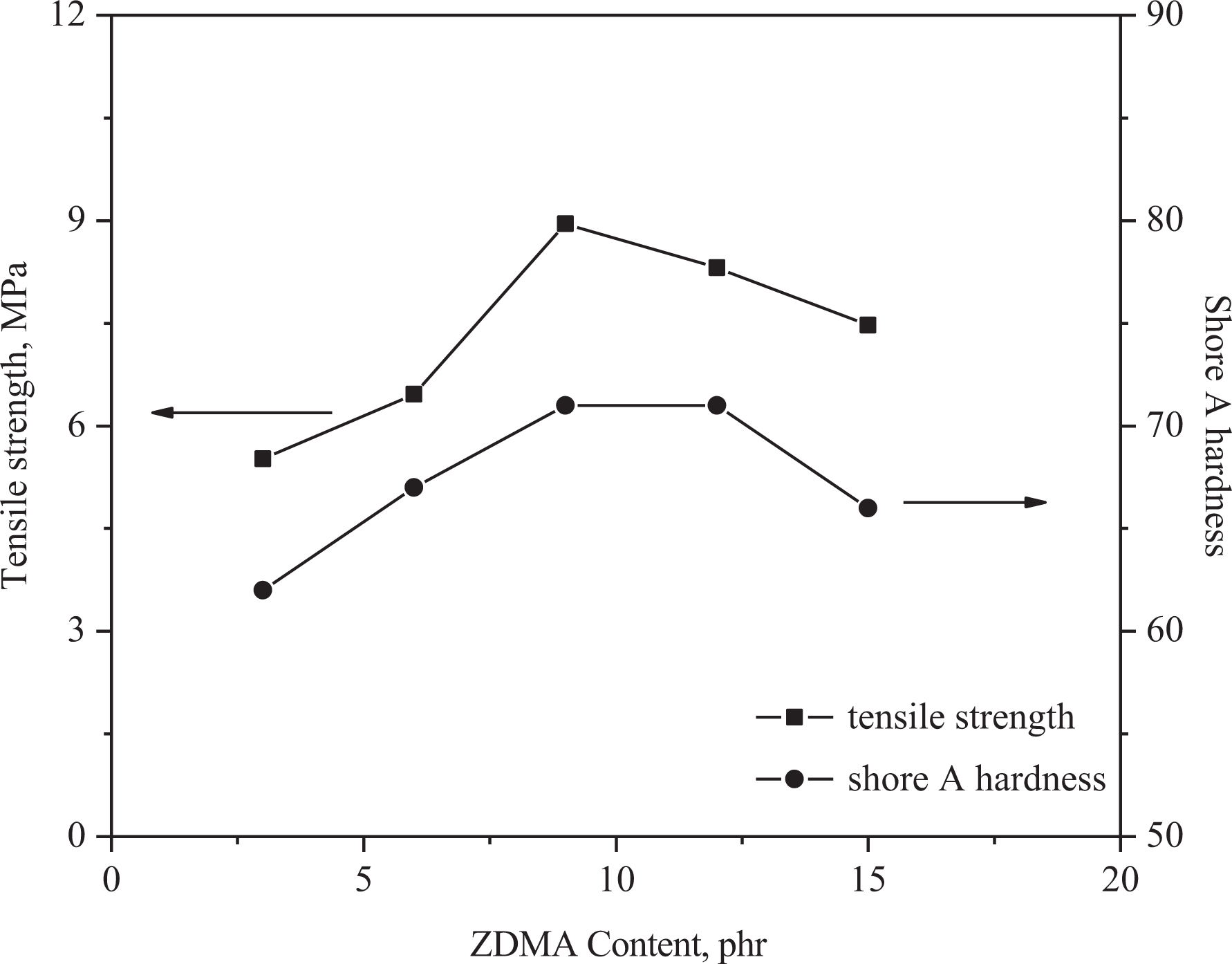
Effect of ZDMA content on tensile strength and Shore A hardness of dynamically vulcanized EMA/NBR/ZDMA TPVs.
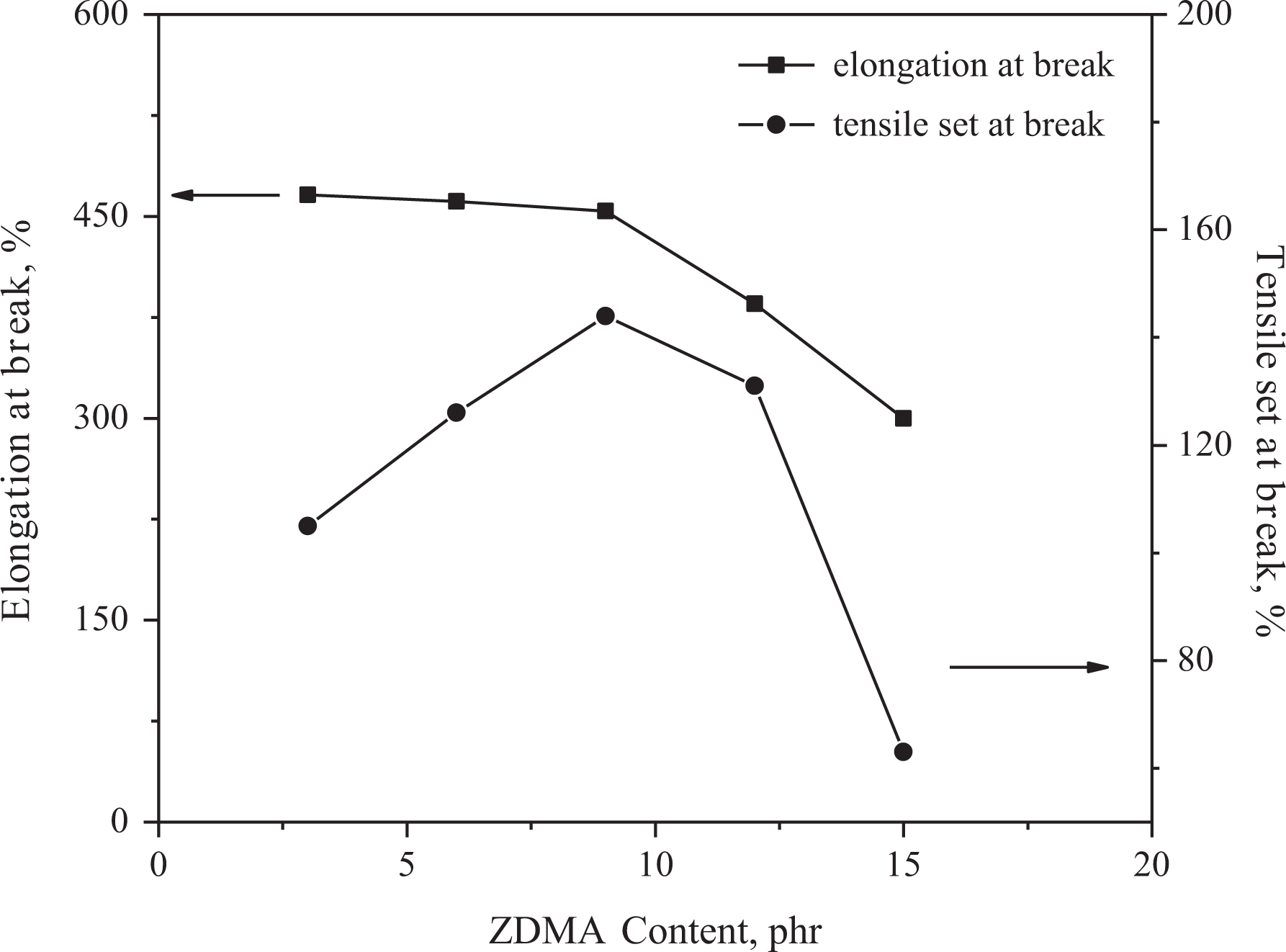
Effect of ZDMA content on the elongation at break and tensile set at break of dynamically vulcanized EMA/NBR/ZDMA TPVs.
Morphology and microstructure of EMA/NBR TPVs and EMA/NBR/ZDMA TPVs
In order to provide a good insight into the phase morphology, Figure 5(a) and (b) shows FE-SEM micrographs of the etched surfaces of EMA/NBR TPV with 40/60 weight ratio and EMA/NBR/ZDMA TPV with 40/60/9 weight ratio, respectively. The EMA phase in the surface of TPV was etched, while the vulcanized NBR domains remained undissolved and adhered to the surface. During the dynamic vulcanization, the viscosity of the NBR phase increased quickly due to the initiation of the cross-linking reactions and then the NBR phase was gradually broken down into dispersed particles under the shear force. Figure 5 shows that the cross-linked NBR particles dispersing evenly in EMA matrix phase were irregular-shaped and the NBR particles diameter of EMA/NBR TPV were about 2–10 μm (Figure 5(a)) and those of EMA/NBR/ZDMA TPV were about 1–5 μm (Figure 5(b)).
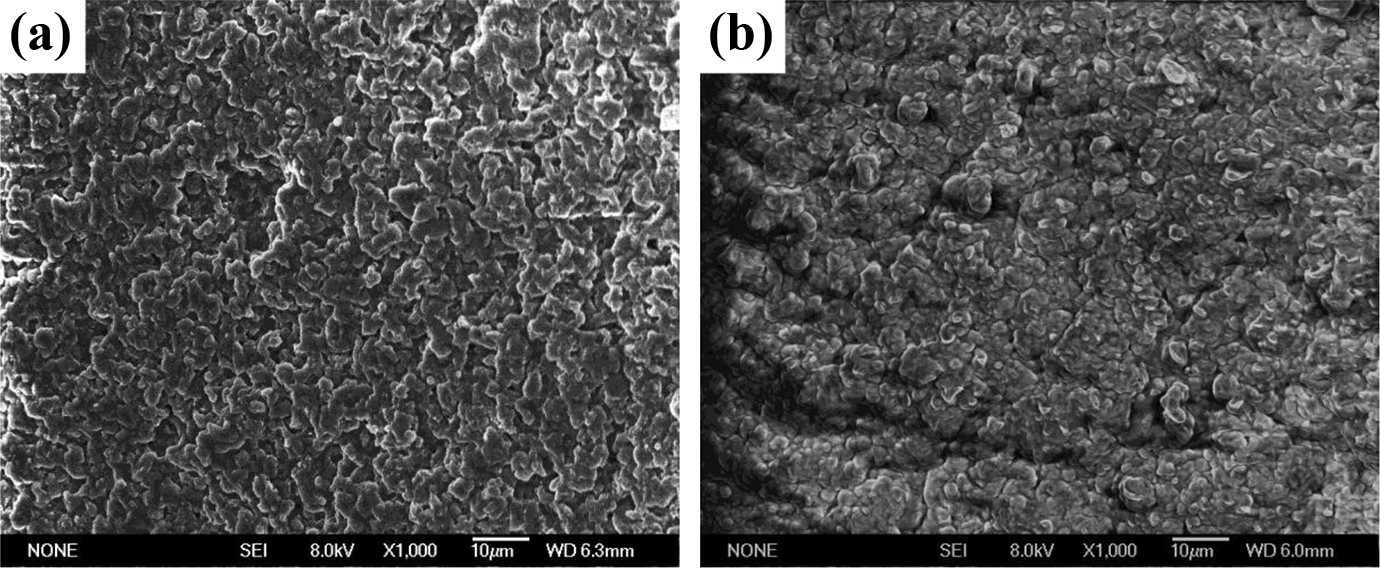
FE-SEM images of the etched TPVs: (a) EMA/NBR TPV with 40/60 weight ratio and (b) EMA/NBR/ZDMA TPV with 40/60/9 weight ratio.
Mullins effect of EMA/NBR TPVs and EMA/NBR/ZDMA TPVs
Figure 6 presents the stress–strain responses of EMA/NBR TPV with 40/60 weight ratio and EMA/NBR/ZDMA TPV with 40/60/9 weight ratio. The samples were submitted to five uniaxial loading–unloading cycles with given compression strain ranging from ε = 10% to ε = 50% (five cycles of loading–unloading from zero stress up to the maximum strain down to zero stress). From Figure 6, during unloading and subsequently reloading, the results showed the accumulation of residual deformation and stress softening, which was known as Mullins effect. It was characterized by a lower resulting stress for the same applied strain, appearing remarkably after the first loading.
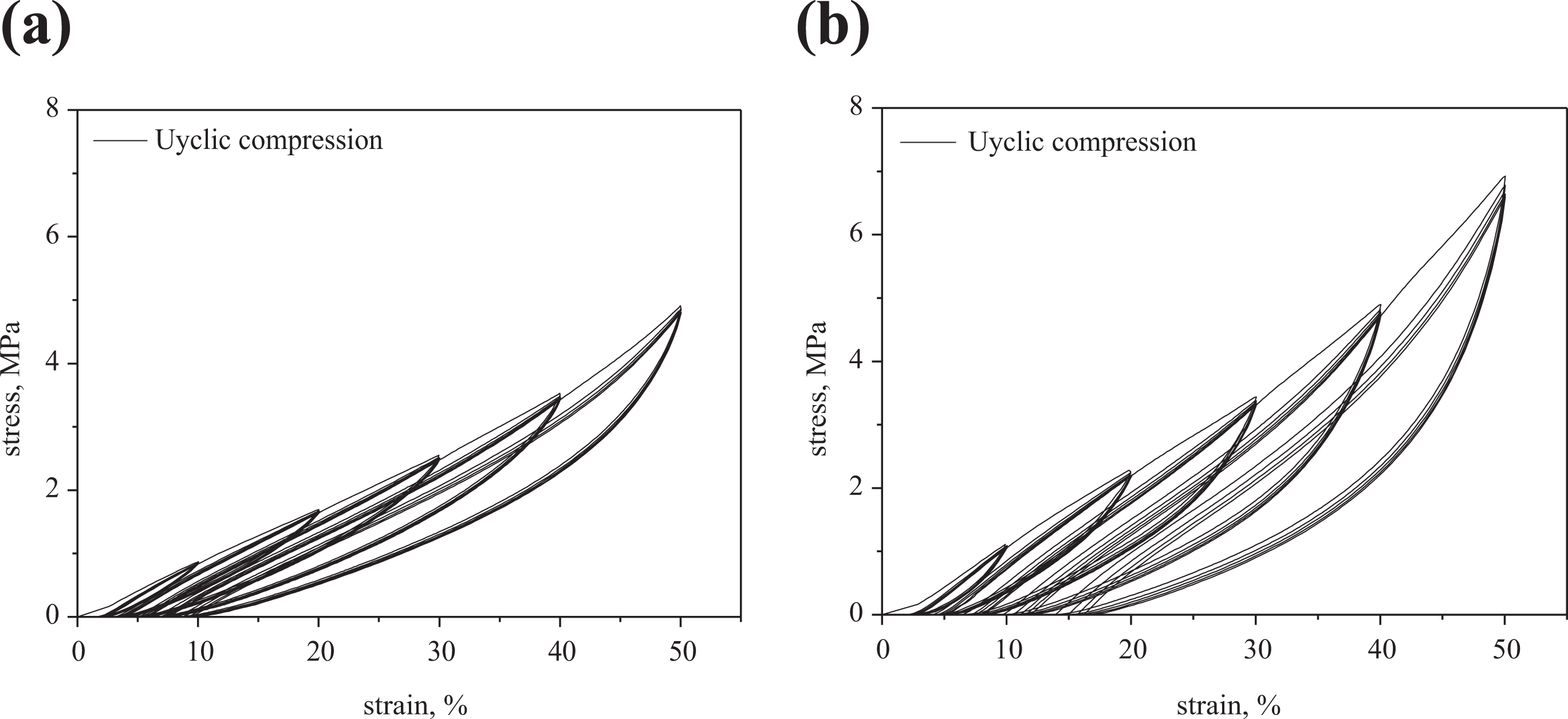
Stress–strain responses of TPVs submitted to a cyclic uniaxial compression with increasing maximum strain every five cycles: (a) EMA/NBR TPV with 40/60 weight ratio and (b) EMA/NBR/ZDMA TPV with 40/60/9 weight ratio.
In order to understand the stress-softening phenomenon, Figure 7 shows the stress values of EMA/NBR TPV with 40/60 weight ratio and EMA/NBR/ZDMA TPV with 40/60/9 weight ratio as a function of the time. It could be seen that the maximum stress was decreased obviously after the first loading–unloading while decreased slightly at the later loading–unloading cycles. It should be noted that the EMA/NBR/ZDMA TPVs showed larger maximum stress and obvious softening phenomenon. In order to characterize the uniaxial tensile behavior, Mullins and Tobin 30 proposed a microstructural model, and the model shows that a hard phase and a soft phase where most of the deformation occurred were contained in stress-softening virgin material; moreover, the extent of the damage depended on the maximum previous strain experienced by the material. The EMA, as the hard phase, was the matrix of the TPVs. During the first loading–unloading, the plastic deformation of EMA matrix would generate resulting in the large energy consumption and relatively high residual deformation. However, after the previous cycle, most of the deformation took place in the soft regions mainly exerting to the measured stress at a given strain. The maximum stress decreased slightly at the later cycles after the first loading due to the relatively small deformation of the EMA (matrix phase), as shown in Figure 7.
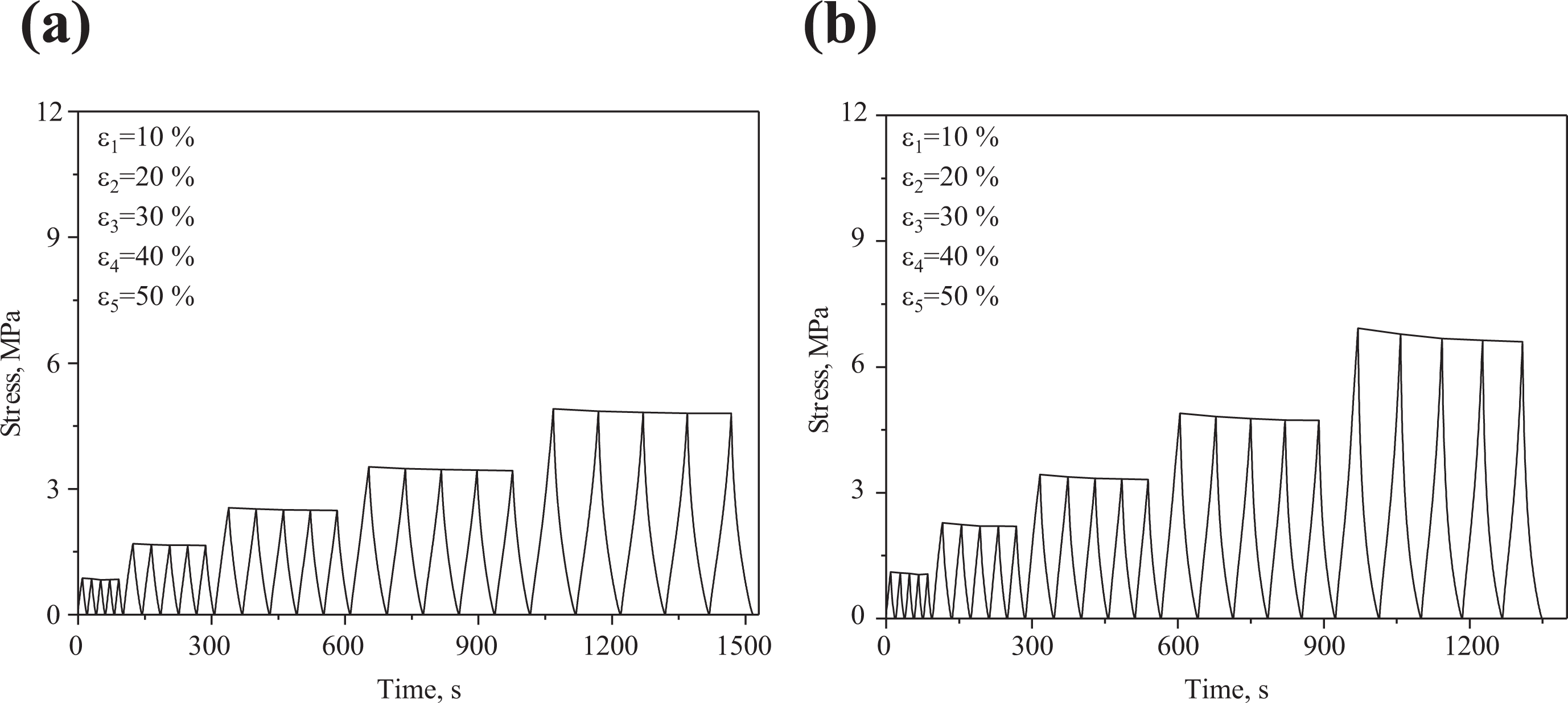
The stress of TPVs as a function of the time: (a) EMA/NBR TPV with 40/60 weight ratio and (b) EMA/NBR/ZDMA TPV with 40/60/9 weight ratio.
The residual deformation results of the TPVs in uniaxial loading–unloading cycles experiment are shown in Figure 8. From Figure 8, it could be found that the results of the residual deformations were increased with the increasing strains, while they were unchanged with the number of loading–unloading cycles. It is easy to understand that large energy could cause the large plastic deformation of EMA matrix which would result in relatively high residual deformation. Compared with the EMA/NBR TPV, the EMA/NBR/ZDMA TPV showed the similar residual deformation at low strain while showed the obviously increased residual deformation with increasing strain. Under the large strain, the interface interaction between ZDMA particles and NBR molecular chains was destroyed gradually which would inevitably result in the less elasticity of NBR phase and the increased residual deformation.
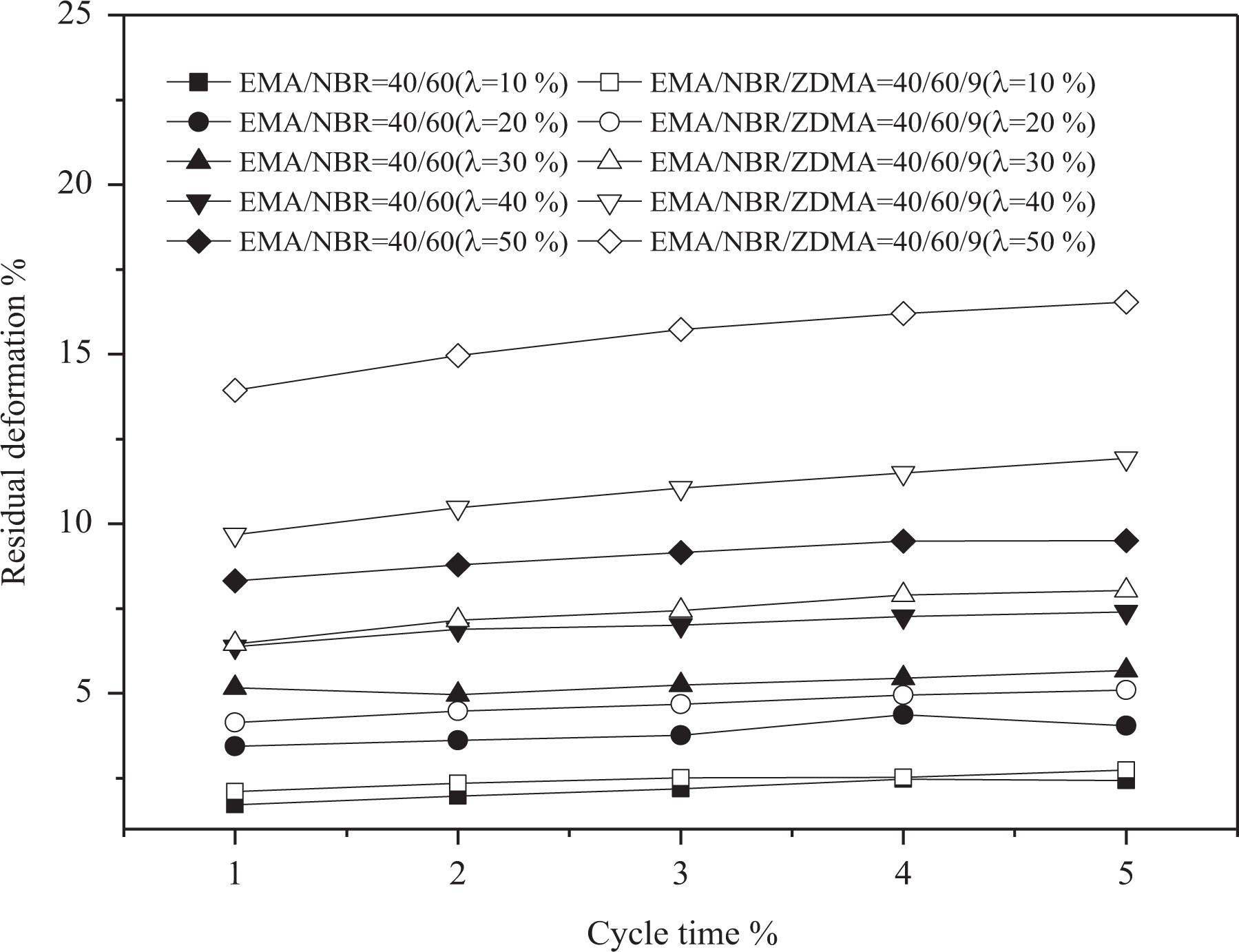
The residual deformation of EMA/NBR TPV with 40/60 weight ratio and EMA/NBR/ZDMA TPV with 40/60/9 weight ratio as a function of the number of loading–unloading cycles.
In order to investigate the difference of the internal friction loss between the EMA/NBR TPV and EMA/NBR/ZDMA TPV, the integral results of the hysteresis rings were calculated by Origin 8.0 software and the results are shown in Figure 9. The internal friction loss was increased obviously with the increasing strain and the maximum internal friction loss was generated in the first loading–unloading cycle under the specific strain. During the subsequent cycles, the internal friction loss was decreased slightly and much lower than that of the first cycle.
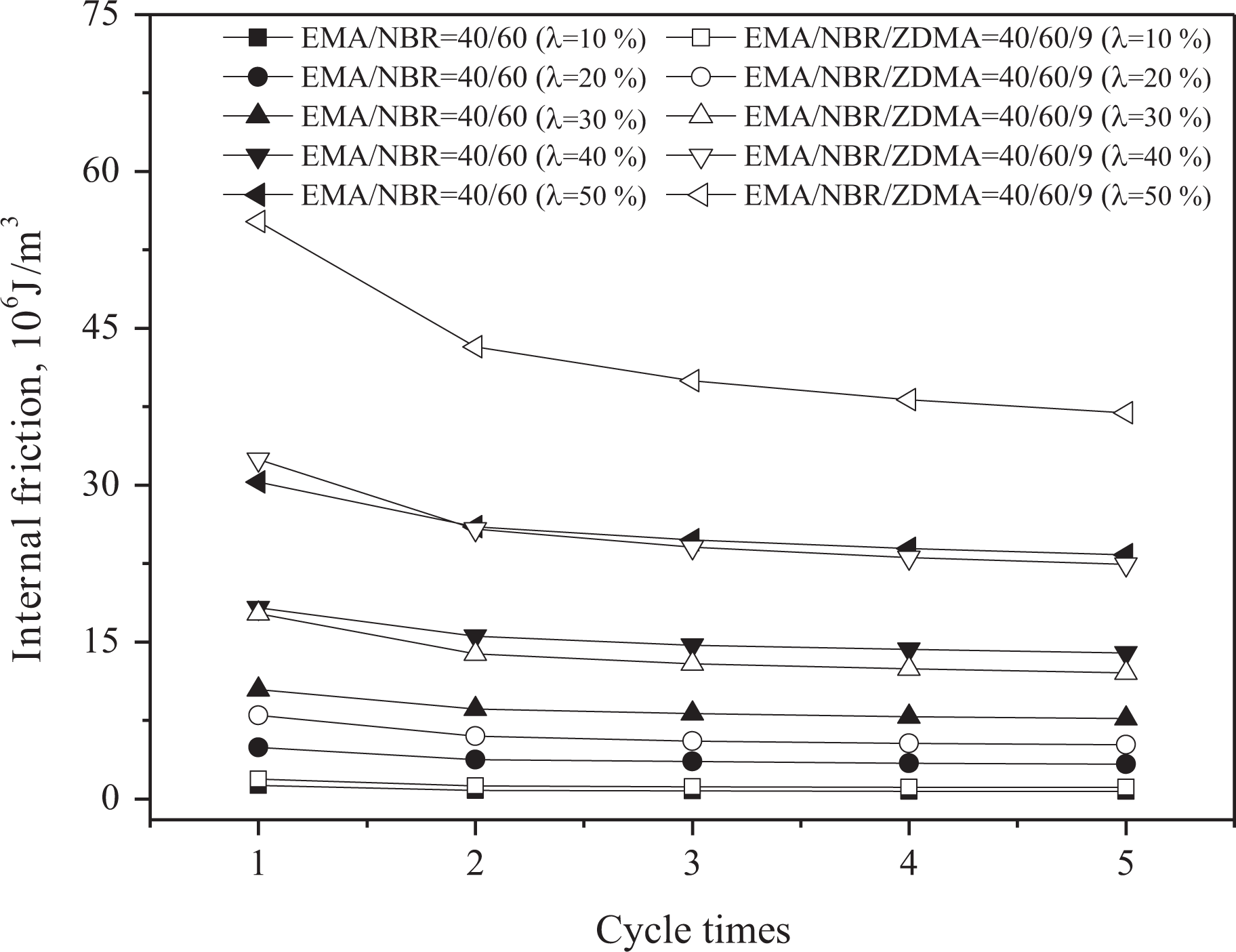
The internal friction loss of EMA/NBR TPV with 40/60 weight ratio and EMA/NBR/ZDMA TPV with 40/60/9 weight ratio as a function of the number of loading–unloading cycles.
From Figures 6 to 9, it could be found that the EMA/NBR/ZDMA TPVs had the relatively higher stress at specific strain, larger residual deformation and internal friction loss than those of EMA/NBR TPVs.
Conclusions
EMA/NBR/ZDMA TPVs were prepared by peroxide-induced dynamic vulcanization where the ZDMA was used as reinforcement filler. Compared with those of the EMA/NBR TPVs, the mechanical properties of EMA/NBR TPVs were significantly improved by ZDMA. In detail, the tensile strength and the tearing strength of EMA/NBR/ZDMA TPVs were enhanced remarkably with the incorporation of ZDMA, especially when the ZDMA content was 9 phr; however, the elongation at break of EMA/NBR/ZDMA TPVs was decreased gradually with increasing ZDMA content. The NBR particles were dispersed in the etched surface of the EMA/NBR/ZDMA TPVs with diameters of about 1–5 μm. The Mullins effect could be observed in the stress–strain responses of both EMA/NBR TPV and EMA/NBR/ZDMA TPV during the uniaxial loading–unloading cycles. Compared with that of the EMA/NBR TPV, EMA/NBR/ZDMA TPV had the relatively higher stress, larger residual deformation and internal friction loss at specific strain.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Shandong Provincial Natural Science Foundation, China (ZR2017MEM021) and Upgraded Project of Shandong Province for Guidance Ability of Graduate Tutors (SDYY17044).