
Abstract
Thermoplastic vulcanizates (TPVs) based on polylactide (PLA)/nitrile butadiene rubber (NBR) blends were prepared by dynamic vulcanization where the PLA phase was plasticized by dioctyl phthalate (DOP), and the influence of DOP dosage on mechanical properties, morphology evolution, Mullins effect, and its reversibility were investigated systematically. The experimental results indicated that the mechanical properties of PLA/NBR TPVs were improved significantly with the addition of DOP. Compared with that of the PLA/NBR TPVs, the Shore A hardness was decreased obviously, while the elongation at break was increased slightly with increasing DOP dosage. Mullins effect results showed that the TPVs incorporated with DOP had the relatively lower stress-softening effect. The recovery ability of the maximum stress could be remarkably enhanced by increasing heat treatment temperature. Morphology studies showed that the network microstructure of the co-continuous phases was denser with the increasing dynamic vulcanization time; however, the network microstructure of the co-continuous was changed slightly with the addition of DOP.
Keywords
Introduction
Thermoplastic elastomers (TPEs) are a class of polymers having the properties of both conventional vulcanized rubbers and thermoplastics, 1 which can be processed at an elevated temperature. Thermoplastic vulcanizates (TPVs), as a special class of TPEs, are prepared via a dynamic vulcanization process. 2,3 Dynamic vulcanization was firstly described by Gessler 4 in 1962 and then developed by Fisher 5 and Coran and Patel. 6,7 When a rubber specimen is subjected to cyclic uniaxial loading, the load required to produce a given stretch during the second loading cycle is smaller than that required to produce the same stretch during the primary loading cycle. This stress-softening phenomenon is widely known as the “Mullins effect.” The research in Mullins effect was necessary to provide a good mechanical model for the complex behavior of industrial rubber. This phenomenon has been proposed by Mullins 8 for about 50 years; however, there was still no consensus on the physical source and the mechanical model of Mullins. 9 Physical explanations of the Mullins effect included bond rupture, 10 molecules slipping, 11 filler rupture, 12 disentanglement, 13 and double-layer model. 14
With the increasing of the energy crisis and environmental pollution, traditional petroleum-based plastics are gradually being replaced by bio-based and biodegradable materials. 15 Polylactide (PLA) is one of the most promising biopolymers because of its biodegradability, superior physical–mechanical properties, and relatively low cost. 16 –25 It is formed by the polycondensation reaction of lactic acid monomer and is a bio-based and biodegradable polymeric material. PLA can be broken down by hydrolytic to its monomeric form, lactic acid. 26,27 Nitrile butadiene rubber (NBR), the copolymer of butadiene and acrylonitrile, has a lot of good properties, including oil resistance, heat resistance, and adhesion. It has been used in automotive, aerospace, petroleum, photocopying, and other industries.
In this article, the PLA/NBR TPVs were prepared by dynamic vulcanization where the PLA phase was plasticized by dioctyl phthalate (DOP). Usually, the high elongation at break, the low tensile set at break, and Shore A hardness were expected in the preparation of TPVs; and in our research, the DOP plasticizer was used to improve the properties of PLA/NBR TPVs. The influence of the DOP plasticizer dosages on the mechanical properties, Mullins effect, and morphological properties of PLA/NBR TPVs was investigated systematically.
Experimental
Materials
PLA, injection grade, was commercially purchased from Nature Works USA, with a melt flow index (MFI) of 20 g·10 min−1 (190°C, 2.16 kg). NBR rubber (3305 type, with acrylonitrile content of 35 wt% and ML1+4 (100°C) = 45) was commercially manufactured by Lanzhou Petrochemical Co., Ltd (Lanzhou Shi, Gansu Sheng, China). DOP plasticizer was produced by Tianjin Guangcheng Chemical Industry Co., Ltd (Tianjin, Tianjin, Chin China). Zinc oxide (ZnO) was used as an activator and obtained from NewLe Qinshi Zinc Co., Ltd (Shijiazhuang, China). Stearic acid was used as an activator and obtained from Wanyou Co., Ltd (Shenzhen, China). Dicumyl peroxide (DCP), used as a vulcanizing agent, was obtained from Gaoqiao Petrochemical Co., Ltd (Shanghai, China). Antioxidant D was used as an antioxidant and obtained from Shengao Chemical Co., Ltd (Caoxian, China).
Preparation of dynamically vulcanized PLA/DOP/NBR blends
PLA, NBR, DOP, and the industry raw materials as shown above were used for the preparation of the blends. The formula of NBR rubber system using DCP as cross-linking agent was shown by weight (phr) as below: 100 phr NBR, 2 phr DCP, 5 phr ZnO, 1 phr stearic acid, 1 phr Antioxidant D.
The dynamically vulcanized PLA/NBR blends were produced via a two-step mixing process. Firstly, the preblends containing NBR rubber and other additives were prepared in a two-roll mill (S(S)K-160; Shanghai Qun Yi Rubber Machinery Co. Ltd, Shanghai, China) at room temperature. Then the preblend was removed from the two-roll mill after 3 min. Secondly, the TPVs were prepared by melt-mixing the NBR pre-blends with PLA which was dried for 2 h in a vacuum oven at 80°C and DOP plasticizer using a Brabender PLE 331 plasticorder (Brabender Gmbh, Germany). The mixer temperature was kept at 165°C with a constant rotor (camtype) speed of 80 r min−1. The PLA/NBR blending ratio was fixed at 40/60, and the DOP dosages were approximately 0–80 wt% of PLA. The requisite quantities of PLA resin and DOP were charged into the mixer and allowed to melt and mix. The NBR preblend was added after 3 min, and the mixing was continued for another 1, 3, 5, and 7 min, respectively. Finally, the compound was removed from the mixer and then passed through a cold two-roll mill in the molten state to obtain sheet samples about 2 mm thick. Cylindrical specimens for uniaxial compression tests, about 10 mm in diameter and 10 mm in height, were compression molded under a pressure of 15 MPa at 165°C for 6 min in a plate vulcanizing machine (50 T; Shanghai Qun Yi Rubber Machinery Co. Ltd, Shanghai, China), followed by cold compression in another molding machine (25 T, Shanghai Qun Yi Rubber Machinery Co. Ltd, Shanghai, China) for 8 min. All test specimens were used for testing after 24 h.
Characterization
Microscopy analysis
Morphological study was carried out using a field-emission scanning electron microscopy (FESEM; JSM-6700F, Japan Electron Co. Ltd, Beijing, China). For the etched TPV specimens, the PLA was extracted by immersing the blends into dichloromethane for 10 min at 25°C. Then, the samples were dried in vacuum oven at 40°C for 24 h. The etched surfaces of the specimens were sputtered with thin layers of platinum and imaged using FESEM.
Mechanical properties
According to ASTM D412 standard, the dumbbell-shaped samples for the measurement of tensile properties were prepared. Moreover, the unnotched 90° angle test piece was used to test the tearing strength according to ASTM D624. Both tensile and tearing tests were performed on a universal testing machine (TCS-2000; Gotech Testing Machines Inc., Taiwan, China) at a crosshead speed of 500 mm min−1. The Shore A hardness was determined using a handheld Shore A Durometer according to ASTM D2240. The average value of all the tests were calculated for five test specimens at 23°C.
Mullins effect
To illustrate the material softening resulting from the Mullins effect, cyclic uniaxial compression tests were performed on PLA/NBR (40/60 weight ratio) and PLA/DOP/NBR (40/30/60 weigh ratio) TPVs with a TCS-2000 universal tensile machine (Gotech Testing Machines Inc) operated in a local strain control mode. For a given sample, a cyclic uniaxial compression test was performed with a maximum strain increasing every five cycles. Cylinder specimens were needed, and the tests were run at a low constant strain rate of 0.0083 s−1. At compression mode, h/h 0 was defined as strain, where h and h 0 are represented as the current height and initial height of the sample, respectively.
The recovery behavior of Mullins effect
The recovery behavior of Mullins effect of PLA/DOP/NBR TPV was also investigated. Firstly, the sample was submitted to a cyclic uniaxial compression with given strain on the universal tensile machine. The strain was increased after every uniaxial compression cycle. Secondly, after the cyclic uniaxial test, the sample was exposed to heat treatment under different temperatures in a vacuum oven for 30 min, and then the sample was removed from the vacuum oven and cooled to room temperature. Lastly, the sample was submitted to a cyclic uniaxial compression with the same given strain again. The stress–strain curves during the loading and unloading period were measured.
Results and discussion
Microstructure and morphology evolution of PLA/NBR and PLA/DOP/NBR TPVs
The FE-SEM images of the etched PLA/NBR (weight ratio = 40/60) and PLA/DOP/NBR (weight ratio = 40/30/60) TPVs with different dynamic vulcanization time are shown in Figure 1. As shown in Figure 1(a) to (h) the cross-linked NBR phase showed a continuous microstructure directly, which broke the concept of traditional “sea-island” TPV microstructure. The formation of the co-continuous phase was mainly due to the fact that the difference of viscosity between the NBR phase and the PLA phase was increased during the dynamic vulcanization. 26,28
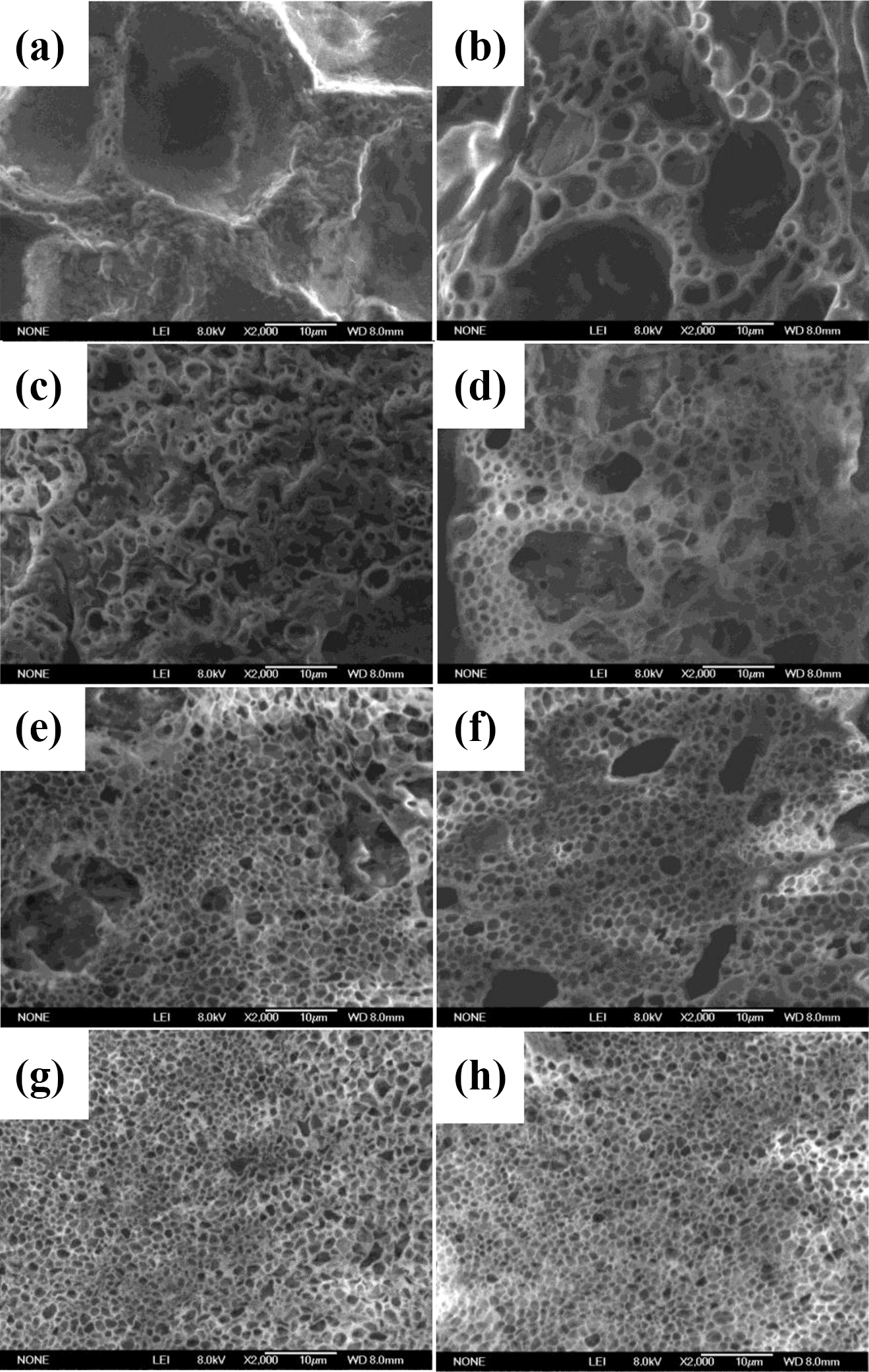
FESEM images of the etched surfaces of PLA/NBR (weight ratio = 40/60) TPVs (a, c, e, g) and PLA/DOP/NBR (weight ratio = 40/30/60) TPVs (b, d, f, h) at different dynamic vulcanization time. (a, b) 1 min, (c, d) 3 min, (e, f) 5 min, and (g, h) 7 min.
The PLA phase on the surface of etched TPVs had been etched and the vulcanized NBR phase could be observed clearly. As shown in Figure 1(a) and (b), the pores of the cross-linking network were relatively large in size and the pore walls of the network were relatively thick, indicating that the mixing degree of PLA and NBR phases was not uniform during the initial stage of dynamic vulcanization. Under the dynamic vulcanization, the viscosity of the rubber phase was increased rapidly due to the cross-linking reaction, resulting in the increasing viscosity difference between the two phases. The cross-linked NBR phase was penetrated into the PLA phase, resulting in the denser co-continuous phase microstructure. When the dynamic vulcanization time was 3 min, the size of pores became smaller; however, there were still a few large pores, as shown in Figure 1(c) and (d). As shown in Figure 1(e) and (f), the number of large pores continued to be decreased when the dynamic vulcanization time was 5 min. When the dynamic vulcanization was 7 min, the network microstructure of the co-continuous phases was denser and a uniform co-continuous microstructure was formed perfectly. It should be noted that the network microstructure of the co-continuous was only changed slightly with the addition of DOP.
Figure 2 shows the vulcanization curve of NBR rubber compound at 165°C. As shown in Figure 2, t 10 and t 90 of the vulcanization curve were 57″ and 10′09″, respectively. Figure 2 shows that the rubber had just begun to cross-link when the dynamic vulcanization time was 1 min. The resin and the rubber were melt-blended under the action of shearing force. When the dynamic vulcanization time was 5 min, the rubber phase continued to be cross-linked. In this stage, the viscosity increased sharply, and the difference in viscosity between the two phases increased rapidly, forming an interpenetrating network microstructure. When the dynamic vulcanization time was 7 min, the rubber phase was close to the positive vulcanization period, the NBR phase was evenly penetrated in PLA phase, and a uniform and dense co-continuous phase structure was formed thoroughly.
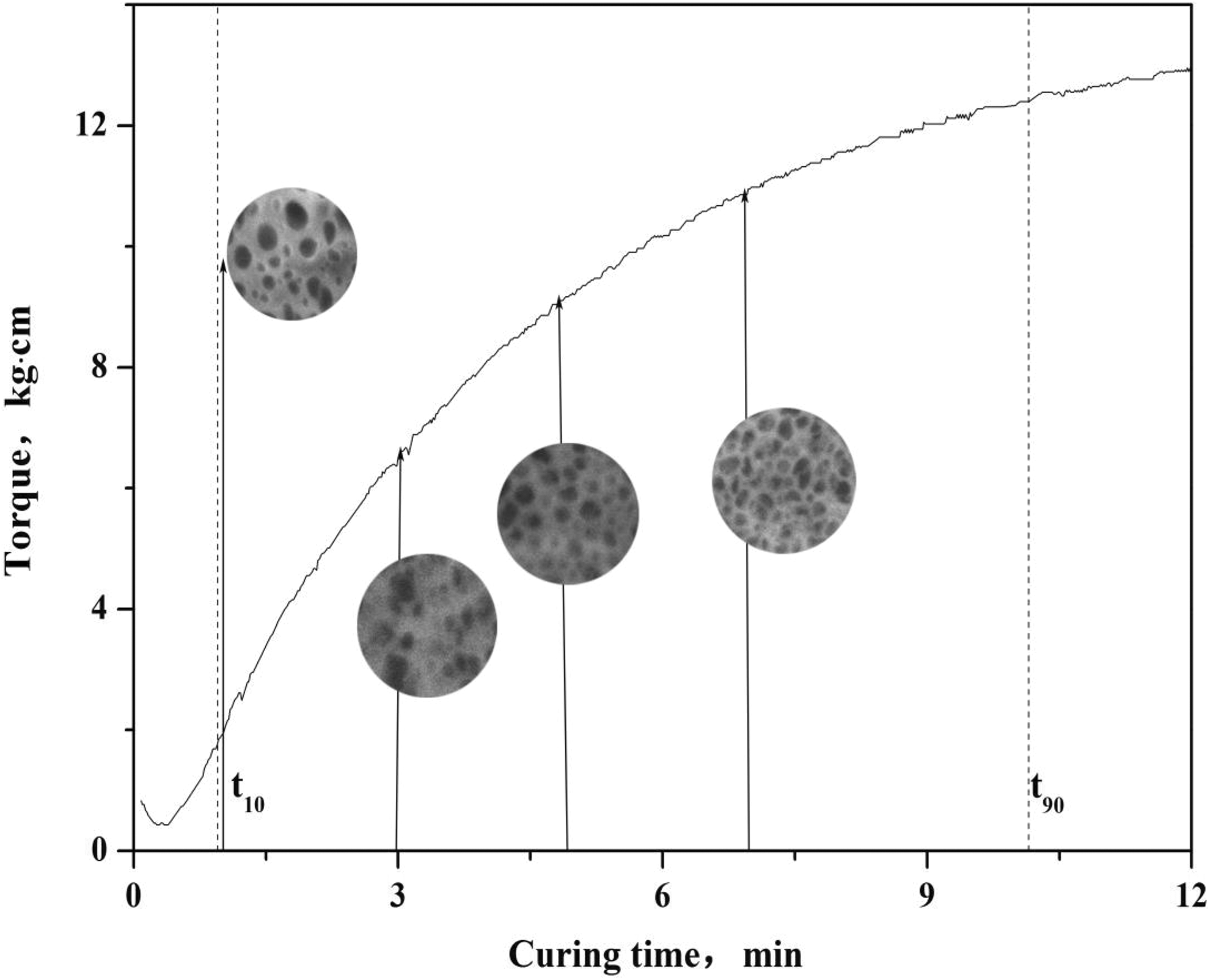
Vulcanizing curve and morphology evolution of NBR rubber in PLA/DOP/NBR TPV at 165°C.
Influence of DOP on the mechanical properties of the PLA/NBR TPVs
Figure 3 shows the stress–strain behaviors of the dynamically vulcanized 40/60 (weight ratio) PLA/NBR TPVs incorporated with different DOP dosage, and the mechanical properties of the PLA/DOP/NBR TPVs are presented in Table 1. As shown in Figure 3, the stress–strain curves of PLA/DOP/NBR TPVs are similar in the shape of their curves. Initially, an obvious increasing in tensile stress and modulus could be observed; upon further deformation, the slope of curves decreased with the stress increasing almost linearly until fracture occurred. All the stress–strain curves of the dynamically vulcanized PLA/DOP/NBR blends shown in Figure 3 behaved as the representative elastomer with soft and tough character. Usually, the existence of oil in the matrix of TPVs could inevitably enhance the plastic deformation ability of resin phase, 29 leading to remarkably increase of elongation at break. For the tensile testing, upon elongation, the thin thermoplastic layers at the equator of the rubber particles are subjected to plastic yielding; upon relaxation, they are drawn back by the elastic rubber domains effectively. 30,31 It is obvious that the deformation reversibility of PLA/NBR TPVs was improved due to the enhanced plastic deformation of the PLA matrix, resulting in the increasing elongation at break and the decreasing Shore A hardness with increasing DOP dosage; however, the tensile strength and tearing strength were decreased obviously.
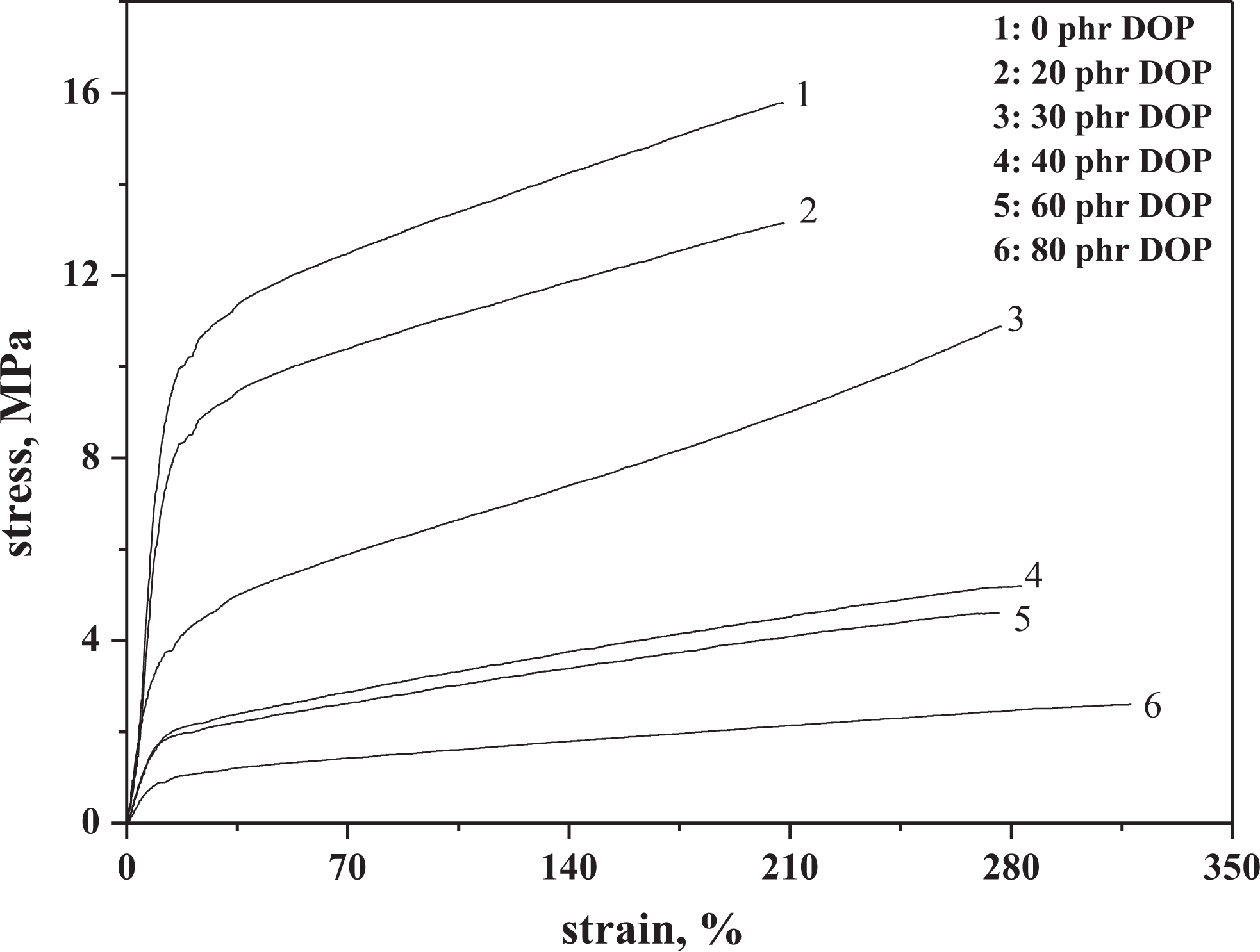
Stress–strain curves of dynamically vulcanized PLA/DOP/NBR TPVs.
Influence of DOP content on mechanical properties of PLA/DOP/NBR TPVs.
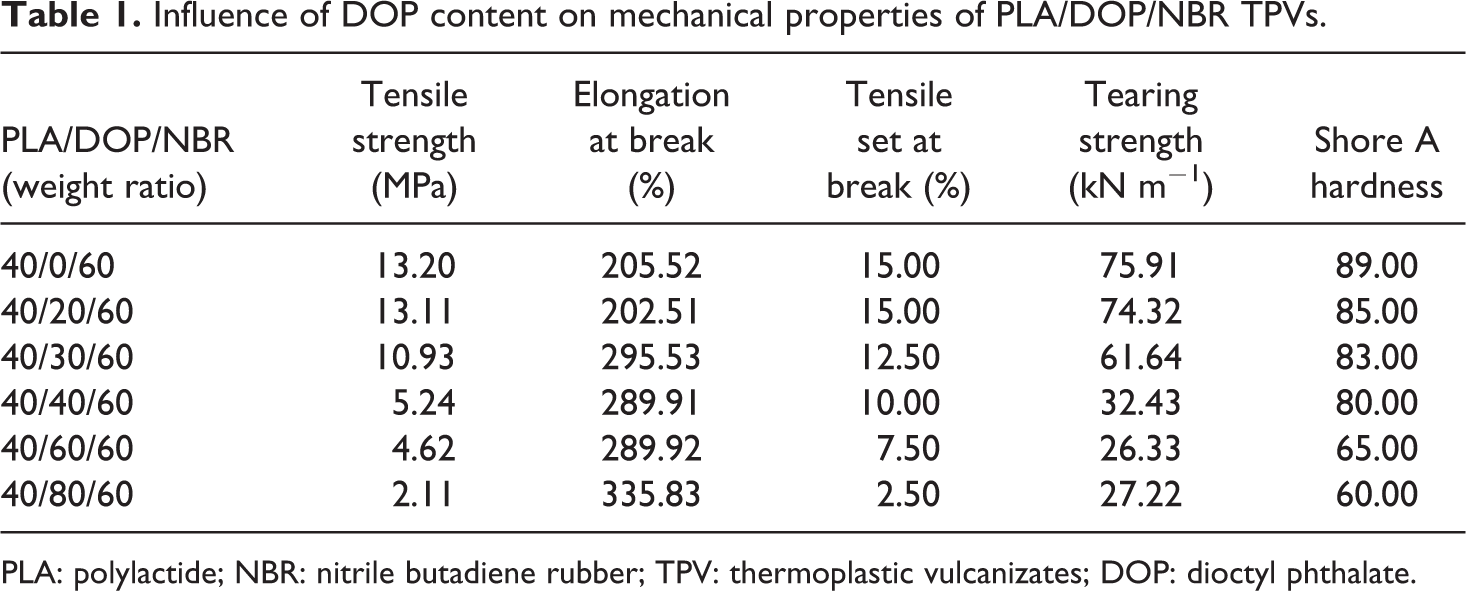
PLA: polylactide; NBR: nitrile butadiene rubber; TPV: thermoplastic vulcanizates; DOP: dioctyl phthalate.
Mullins effect of PLA/NBR and PLA/DOP/NBR TPVs
Figure 4 shows that the stress–strain curves of PLA/NBR and PLA/DOP/NBR TPVs submitted to five uniaxial loading–unloading compression tests with the given strain, which was 10, 20, 30, and 40%, respectively. From Figure 4(a) and (b), an obvious softening phenomenon could be observed during loading–unloading cycles, which was characterized by lower resulting stress for the same applied strain and appeared remarkably after the first loading–unloading cycle. Moreover, the instantaneous residual deformation could also be observed obviously during the unloading period.
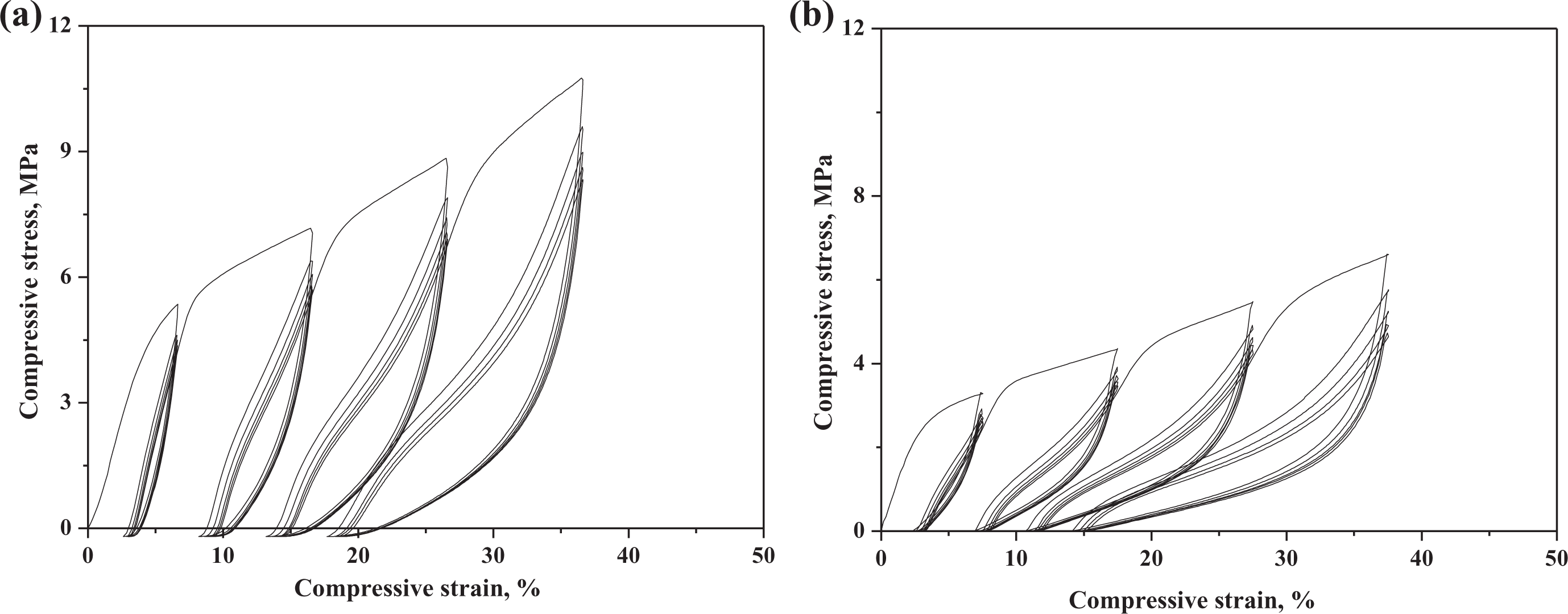
Stress–stretch responses of TPVs submitted a cyclic uniaxial tension with increasing maximum stretch every five cycles. (a) PLA/NBR = 40/60, (b) PLA/DOP/NBR = 40/30/60.
Figure 5 shows the maximum stress as a function of the number of the loading–unloading cycles under different compression strain. As shown in Figure 5, the maximum stress decreased obviously after the first loading–unloading cycle, while only decreased slightly at the later loading–unloading cycles under given compression strain. Figure 6 shows the residual deformation of PLA/NBR and PLA/DOP/NBR blends under the different compression strain. From Figure 6, it could be found that the residual deformation resulting from the loading–unloading cycles, which could be gained according to the deformation remaining immediately after unloading period, could not recover entirely when the stress value was decreased to zero. It could also be found that the results of the residual deformations were increased with the increasing compression strain, while they were almost unchanged with only increasing the number of loading-–unloading cycles.
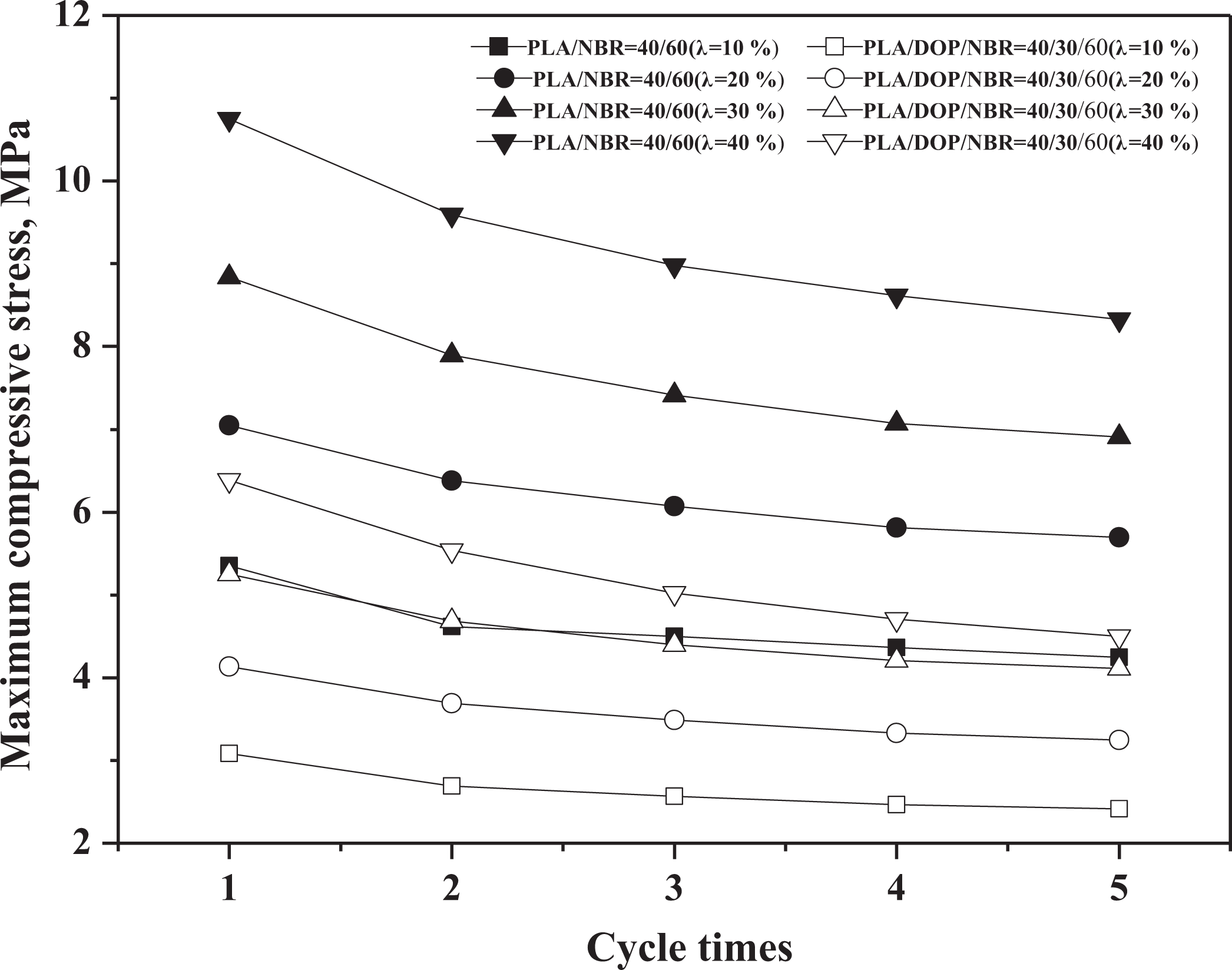
Maximum stress of PLA/NBR and PLA/DOP/NBR TPVs as a function of the number of loading–unloading cycles.
Residual deformation of PLA/NBR and PLA/DOP/NBR TPVs as function of the number of loading–unloading cycles.
To investigate the internal friction loss during the loading–unloading compression tests, the integral results of the hysteresis rings were calculated by Origin 8.0 software, and the internal friction loss values are shown in Figure 7. From Figure 7, we can see that the internal friction loss was increased obviously with the increasing compression strain and the maximum internal friction loss was generated in the first loading–unloading cycle; however, the internal friction loss in the second cycle was much lower than that of the first cycle and then only decreased slightly under the given compression strain. It should be pointed out that the variation rule of internal friction loss was consistent with the variation of stress and residual deformation as shown earlier. During the first loading–unloading cycle, the plastic deformation of PLA matrix results in the large energy consumption and residual deformation, leading to the relatively large hysteresis ring and internal friction loss; however, during the later loading–unloading cycles, the measured stress at the same strain was mainly exerted to the soft phase and the residual deformation only changed slightly, resulting in the lower internal friction loss.
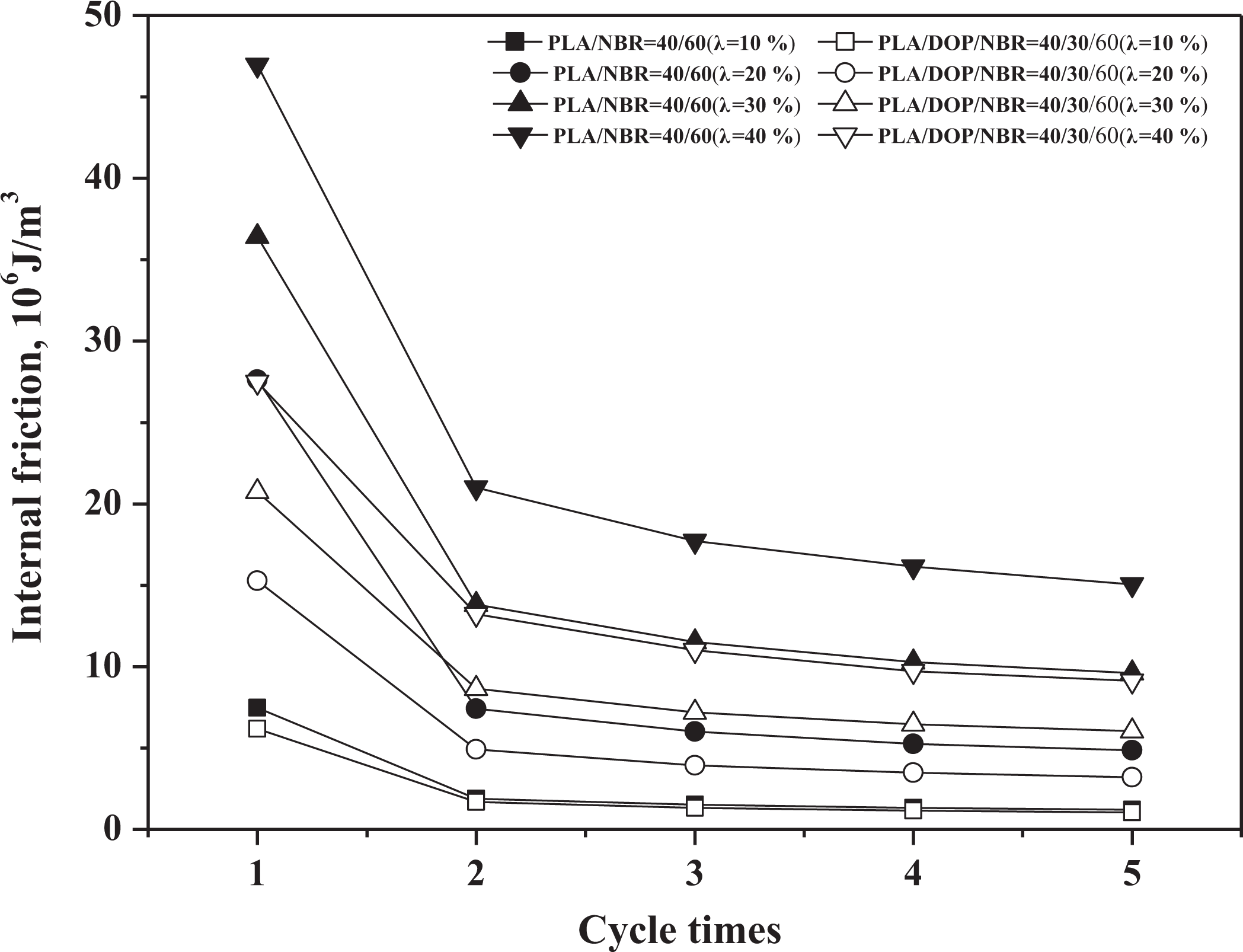
Internal friction of PLA/NBR and PLA/DOP/NBR TPVs as a function of number of loading–unloading cycles.
Compared with that of PLA/NBR TPV, the PLA/DOP/NBR TPV had a relatively lower residual deformations and internal friction loss for a specific stretch, indicating the improvement of elasticity.
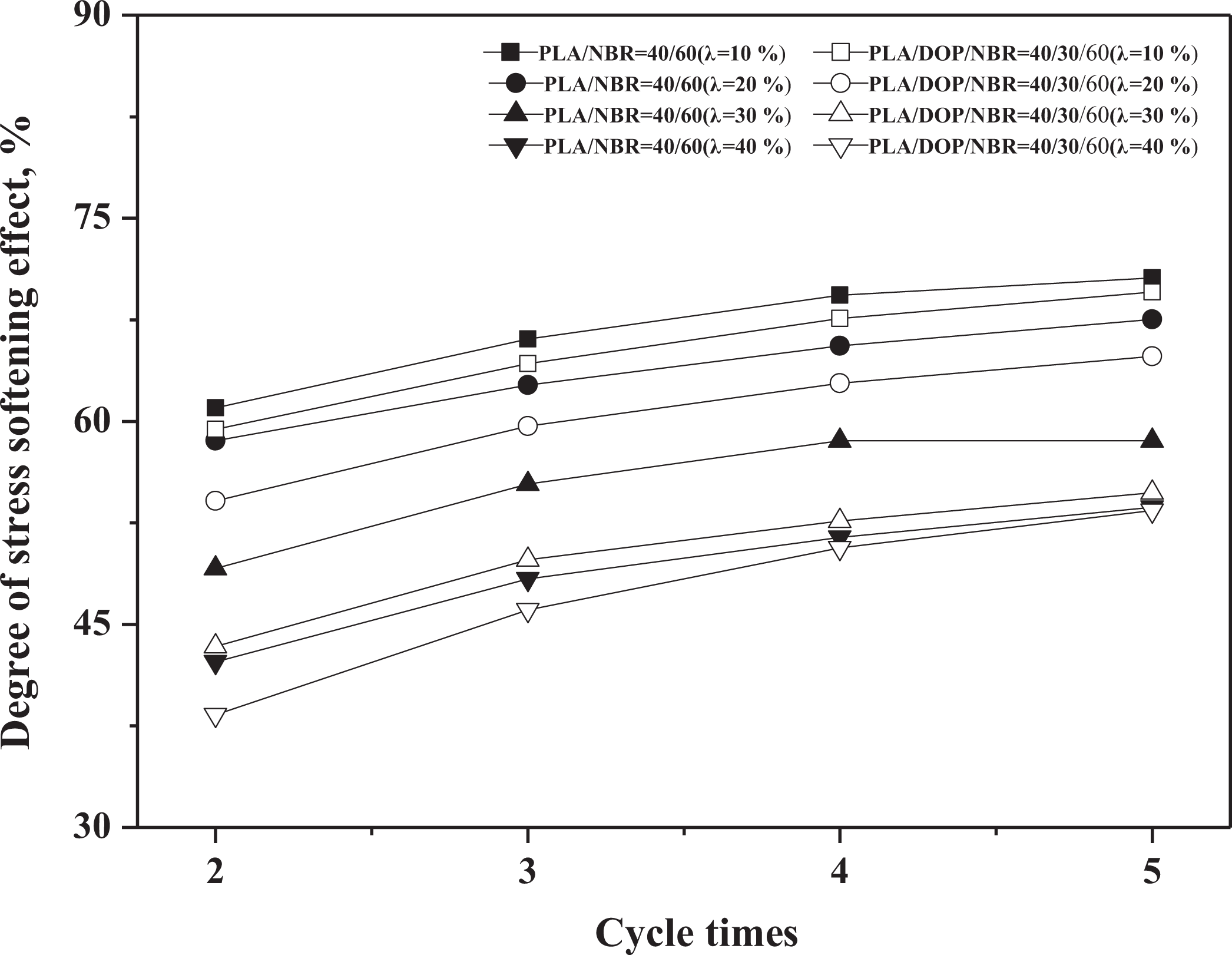
To illustrate more the difference of stress softening between PLA/NBR TPV and PLA/DOP/NBR TPV remarkably, the integral results of the strain energy are calculated by the Origin 8.0 software, and the degree of stress softening effect can be calculated by following equation: 8

In equation (1), W 1 is the strain energy needed during the first loading at given strain and Wi (ε) is the strain energy needed during number i loading at given strain, and it is calculated by integrating the area surrounded by stress–stain curve during the loading period and the horizontal axis. The degree of stress softening effect is shown in Figure 8. As shown in Figure 8, compared with that of PLA/NBR TPV, the degree of stress softening effect of PLA/DOP/NBR TPV was relatively lower under given strain. Moreover, the degree of stress softening effect was increased obviously with increasing loading–unloading cycles at given strain, while it was decreased obviously with increasing compression strain.
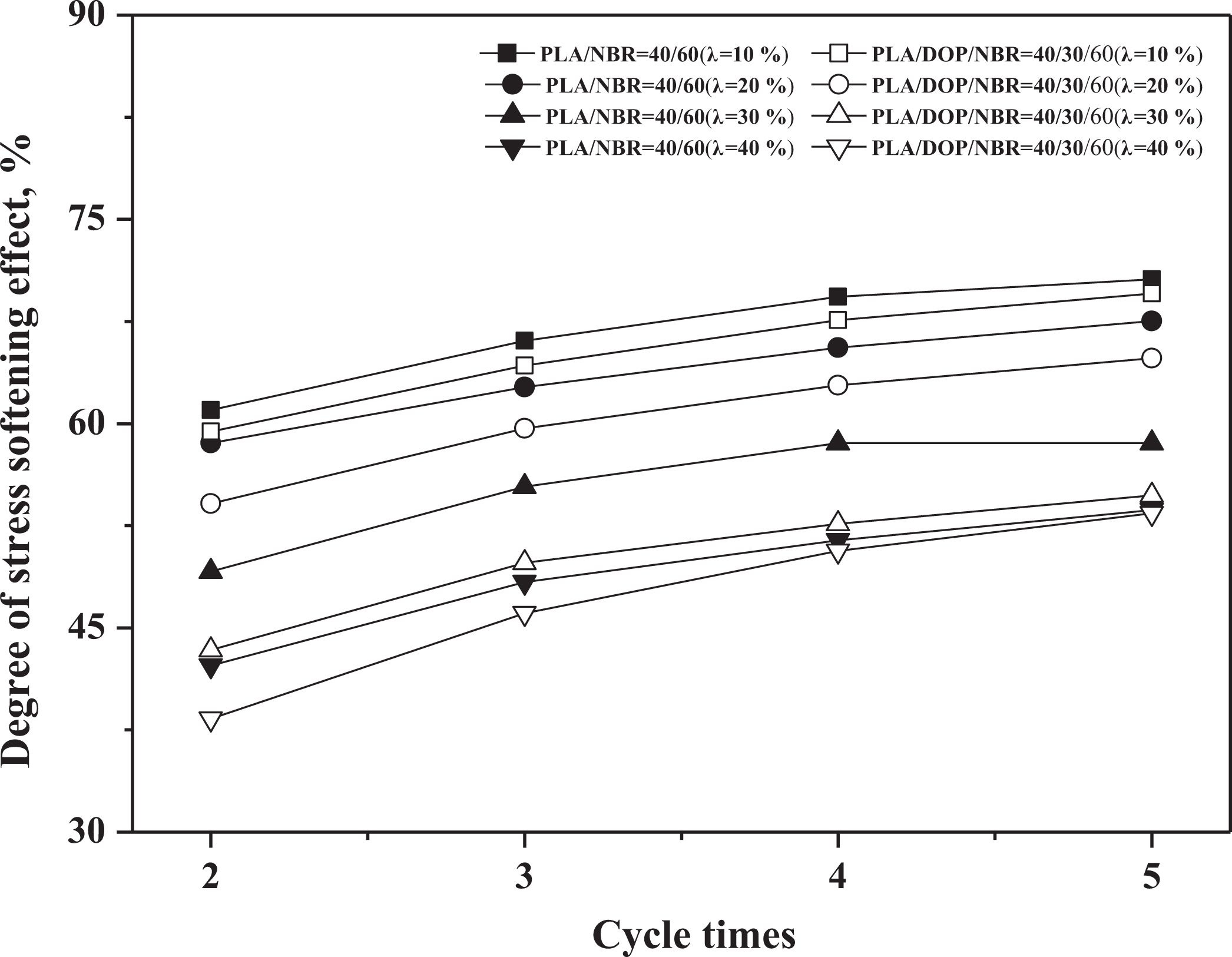
Degree of stress-softening effect of PLA/NBR and PLA/DOP/NBR TPVs as a function of the number of loading–unloading cycles.
In general, the existence of DOP plasticizer in PLA/NBR TPV weakens the Mullins effect, the residual deformation, internal friction, and the degrees of stress softening effect were decreased obviously while the resilience of TPV was enhanced.
Recovery behavior of Mullins effect of PLA/DOP/NBR TPV
The effect of heat treatment on the recovery behavior of the Mullins effect in the cyclic compression test was researched. The sample was heat treated after the first cycle of uniaxial compression and then submitted to the second cycle of uniaxial compression. The stress–strain curves are shown in Figure 9. It could be seen from Figure 9 that the stress–strain curves in the second cyclic compression could not return to initial curves entirely at the given strain, indicating that the Mullins effect of specimens could not totally recover under our experimental conditions. It should be pointed out that the reversibility of Mullins effect is strongly dependent on the heat treatment temperature. Usually, the recovery behavior of Mullins effect of vulcanizates could be observed through the recovery of the permanent set or comparing the extent to which the two strain–stress curves are close to each other. 9 As shown in Figure 9, when the sample was exposed to room temperature after the first cyclic compression, the stress–strain curve during the second cyclic compression only showed the slight recovery behavior; however, the recovery behavior of the Mullins effect was significantly improved with the increasing heat treatment temperature especially when the heat treatment temperature was 150°C.
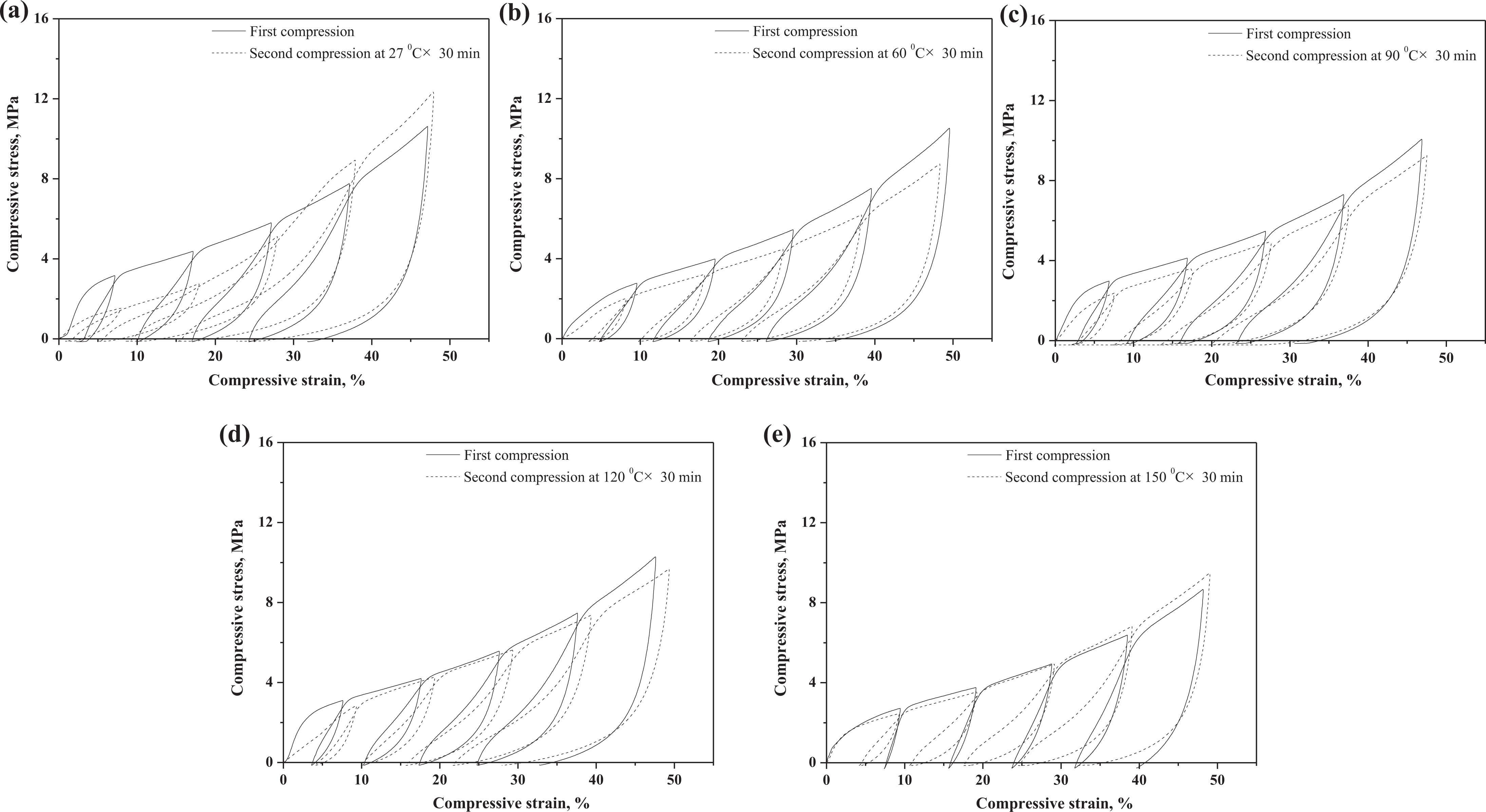
Influence of heat treatment temperatures on the reversibility of Mullins effect of PLA/DOP/NBR TPVs submitted to cyclic uniaxial compression under given strain. Heat treatment temperature: (a) 27, (b) 60, (c) 90, (d) 120, and (e) 150°C.
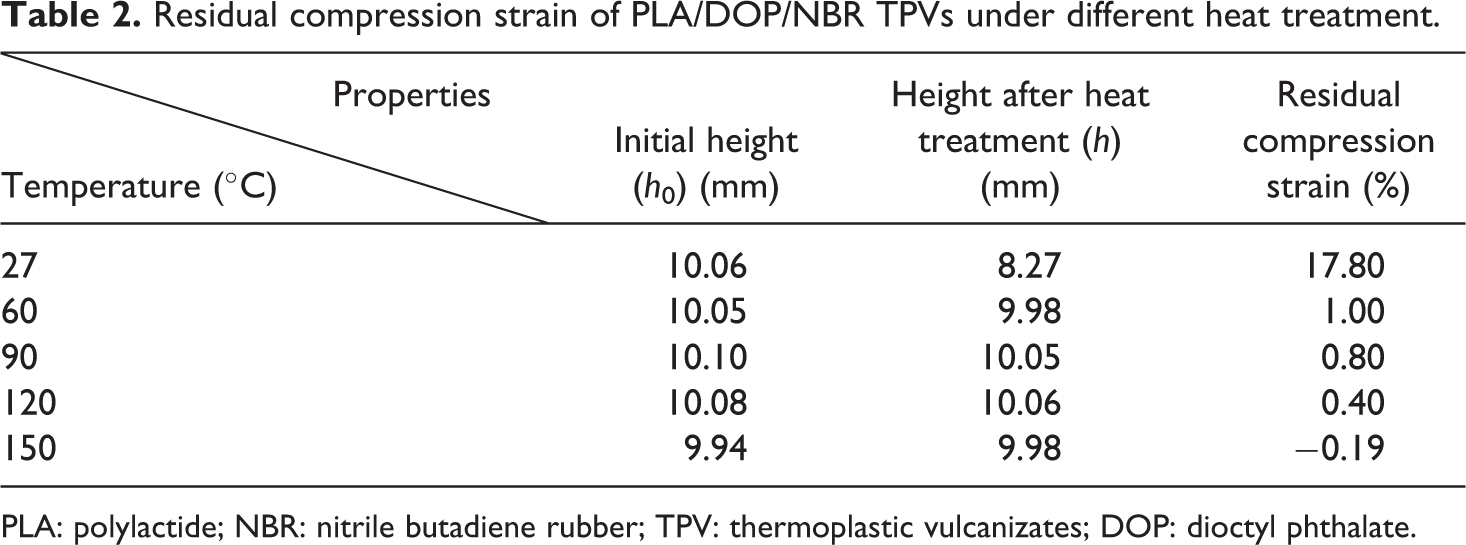
Table 2 presents the initial heights (h 0) and the heights (h) of specimens after heat treatment temperature. Residual compression strain (K) can be calculated by following equation:
Residual compression strain of PLA/DOP/NBR TPVs under different heat treatment.
PLA: polylactide; NBR: nitrile butadiene rubber; TPV: thermoplastic vulcanizates; DOP: dioctyl phthalate.

From Table 2, it could be seen that increasing the heat treatment temperature, the deformation recovery ability of TPV was improved obviously. The residual compression strain was 17.79% when the heat treatment temperature was 27°C; however, it decreased to −0.19% when the heat treatment temperature was increased to 150°C, indicating that the recovery ability of Mullins effect of TPV was improved with increasing heat treatment temperature remarkably. It should be noted that when the heat temperature was 150°C, the permanent deformation was negative, indicating that after heat treatment the height of the sample was higher than the initial height, which was caused by the deformation of the resin phase in TPV under the expansion of rubber phase. Usually, Mullins effect is considered resulting from microdamage accumulation. 32 Under the heat treatment, the plastic deformation of thermoplastic resin could be recovered and the destroyed interface interaction in TPV could be also recovered partially, leading to the partial healing of Mullins effect.
Conclusions
Dynamic-vulcanized PLA/NBR TPVs were prepared by melt mixing in the presence of DCP, and the elasticity of the TPVs was improved by the addition of the DOP plasticizer. Compared with that of PLA/NBR TPV, the significant improvement in elasticity properties of TPVs incorporated with DOP was achieved; moreover, the comprehensive properties of the PLA/DOP/NBR TPV at 40/30/60 weight ratio were better. The Mullins effect results showed that the PLA/NBR TPVs incorporated with DOP had a relatively lower residual deformation, internal friction loss, and stress softening effect than that of PLA/NBR TPVs, indicating the improvement of elasticity. Moreover, the reversibility of Mullins effect showed a strong dependence on the heat treatment temperature, and increasing the heat treatment temperature could strengthen the recovery ability of Mullins effect remarkably. Morphology studies showed that the network structure of the etched TPV surfaces became denser with the increasing dynamic vulcanization time; moreover, the hole in the etched surfaces of PLA/DOP/NBR TPVs was smaller compared with that of PLA/NBR TPVs.
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was supported by Shandong Provincial Natural Science Foundation, China (ZR2017MEM021) and Upgraded Project of Shandong Province for Guidance Ability of Graduate Tutors (SDYY17044).